电气批扭力准则
电批扭力标准规范文件
电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
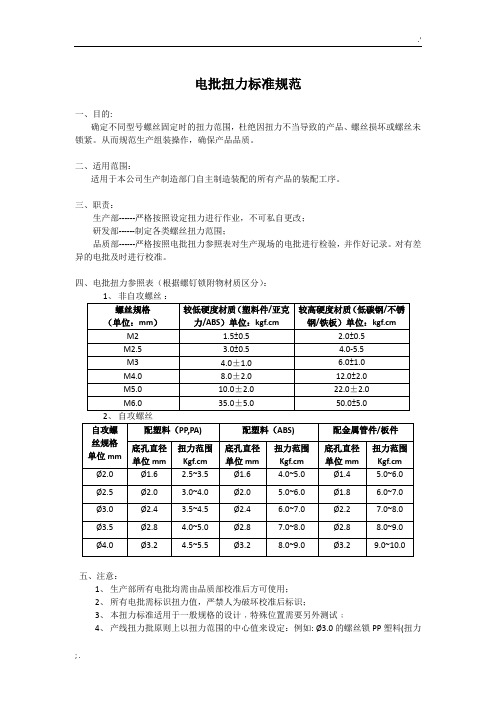
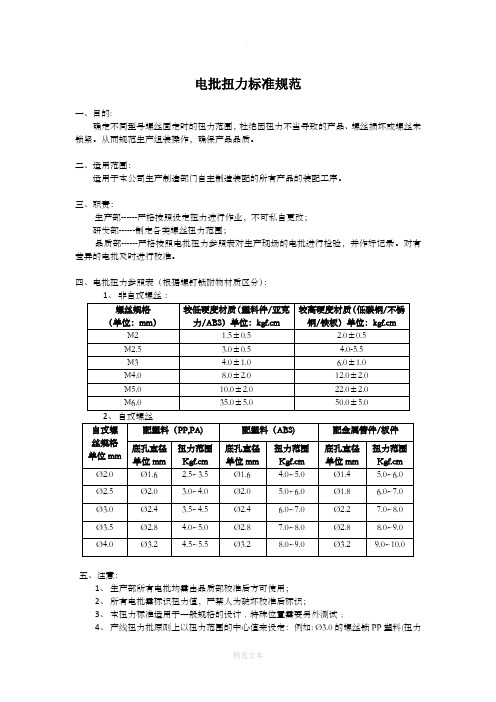
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
电批扭力标准
电批扭力标准电批扭力标准是指在使用电动扭力工具时所需遵循的一系列规范和标准。
电批扭力标准的制定旨在确保电动扭力工具在使用过程中能够达到预期的扭力效果,从而保障产品质量和生产安全。
本文将从电批扭力标准的必要性、制定原则、具体内容和应用范围等方面进行介绍。
首先,电批扭力标准的制定具有重要的必要性。
在现代工业生产中,电动扭力工具被广泛应用于各类产品的生产和装配过程中,而扭力的准确性直接关系到产品的质量和安全。
因此,制定电批扭力标准能够统一工业生产中电动扭力工具的使用规范,提高产品装配的准确性和效率,降低因扭力不准确而导致的产品质量问题和安全事故的发生。
其次,电批扭力标准的制定应遵循一定的原则。
首先,标准制定应参考国际标准和行业标准,确保与国际接轨,提高产品的竞争力。
其次,标准应具有可操作性和可行性,便于企业在实际生产中进行执行。
同时,标准制定还应考虑到不同产品的特殊性和工艺要求,制定相应的扭力标准。
具体内容方面,电批扭力标准主要包括扭力范围、扭力精度、扭力测量、扭力校准等内容。
扭力范围是指电动扭力工具所能达到的扭力数值范围,不同的产品和装配要求会有不同的扭力范围要求。
扭力精度是指电动扭力工具在使用过程中的扭力准确度,通常以百分比或绝对数值来表示。
扭力测量是指对电动扭力工具进行扭力数值的测量,可以通过扭力传感器或扭力表等设备进行测量。
扭力校准是指定期对电动扭力工具进行扭力数值的校准,确保其扭力准确性。
最后,电批扭力标准的应用范围涵盖了各类电动扭力工具的生产和使用过程。
不同类型的电动扭力工具在使用时需要遵循相应的扭力标准,以确保产品的装配质量和安全性。
同时,企业在生产过程中也应建立相应的质量管理体系,对电动扭力工具进行定期检测和维护,确保其扭力的准确性和稳定性。
综上所述,电批扭力标准的制定对于提高产品质量、保障生产安全具有重要意义。
通过遵循标准规范,可以有效提高电动扭力工具的使用效率和准确性,降低产品质量问题和安全事故的发生率,推动工业生产的持续健康发展。
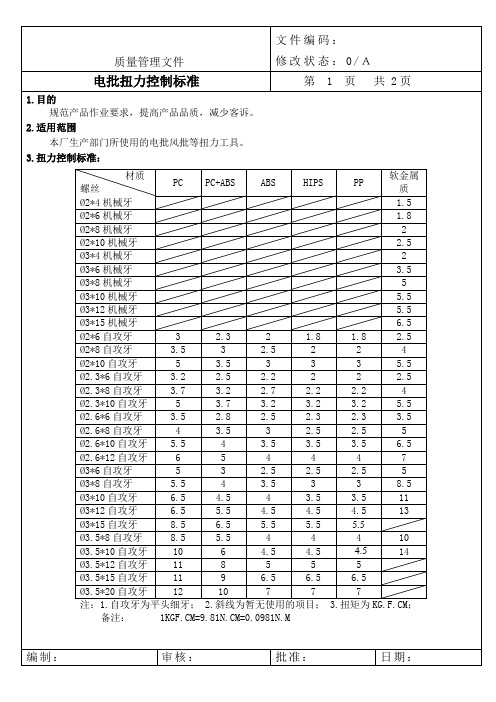
电批扭力控制标准
编制
审核:
批准:
日期:
2.5
Ø3*4机械牙
2
Ø3*6机械牙
3.5
Ø3*8机械牙
5
Ø3*10机械牙
5.5
Ø3*12机械牙
5.5
Ø3*15机械牙
6.5
Ø2*6自攻牙
3
2.3
2
1.8
1.8
2.5
Ø2*8自攻牙
3.5
3
2.5
2
2ቤተ መጻሕፍቲ ባይዱ
4
Ø2*10自攻牙
5
3.5
3
3
3
5.5
Ø2.3*6自攻牙
3.2
2.5
2.2
2
2
2.5
Ø2.3*8自攻牙
4.点检流程
4.1装配技术员及拉长在排拉过程中,需根据不同的螺丝型号及不同的材质调整电批扭力并固定扭力(工人不可私自调整)。
4.2装配IPQC需根据螺丝扭力对照表检查拉线电批扭力是否符合标准,并记录到《电批扭力控制点检表》中。
4.3拉长需将不能调整扭力的电批送至PIE机修组进行及时修理校正。
5.相关表单
3.7
3.2
2.7
2.2
2.2
4
Ø2.3*10自攻牙
5
3.7
3.2
3.2
3.2
5.5
Ø2.6*6自攻牙
3.5
2.8
2.5
2.3
2.3
3.5
Ø2.6*8自攻牙
4
3.5
3
2.5
2.5
5
Ø2.6*10自攻牙
5.5
4
3.5
3.5
3.5
电批扭力标准规范文件

电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围: 3.5~ Kgf.cm
来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
扭力标准

批头选用
D76-00X2X20X60 D76-0X2.5X25X60 D76-2X5X60-250 D76-2X5X60X-250 D76-2X5X60X-250 D76-2X5X60X-250 D76-0X2.5X25X60 D76-2X5X60-250 D76-2X5X60-250 D76-2X5X60-250 D76-2X5X60-250 D76-2X5X60-250
扭力与工具的选用表
1:在扭力栏2个数值,一个是紧固力矩,一个松脱力矩。 2:如果因为排位等原因,同一电批需要不同大小的螺杆,可以选用不同的力矩; 3:在"工具栏选用"中,括号内型号不推荐型号; 4:"高紧密度连接"指螺纹连接保证密封,散热,屏蔽等场合连接; 紧固扭矩/松脱扭矩(单位kgf.cm) 规格型号 (扭矩范围:+-10%) 钢、塑胶、 一般连接 高紧密连接 大类 小类 铝型材、铜 钢-铸铝,翻 钢--钢 钢-钢 钢--铸铝 边螺纹 M2 0.8/0.4 1.5/0.8 1.5/0.8 2.5/1.3 2.5/1.3 十字螺杆 M2.5 1.6/0.8 3/1.5 3/1.5 5.5/2.8 4.5/2.5 M3 3/1.5 5.5/2.7 5/2.5 10/5 8/4 M4 6/3 12/6 10/5 16/8 14/7 M5 10/5 20/10 13/6.5 30/15 28/14 M6 自攻螺杆 ST1.6 ST2.0 ST3.0 ST4.8 1/8" 1/4" 15/7.5 1 1.5 3.6 6 3.5/1.8 12/6 同相配 合十字 螺杆扭 力矩值 30/15 28/14 60/25 48/24
英制螺杆
6.5/3.3 17/8.5 同相配 合十字 螺杆扭 力矩 螺杆 螺杆扭 力矩值
某公司风批电批扭力使用规范
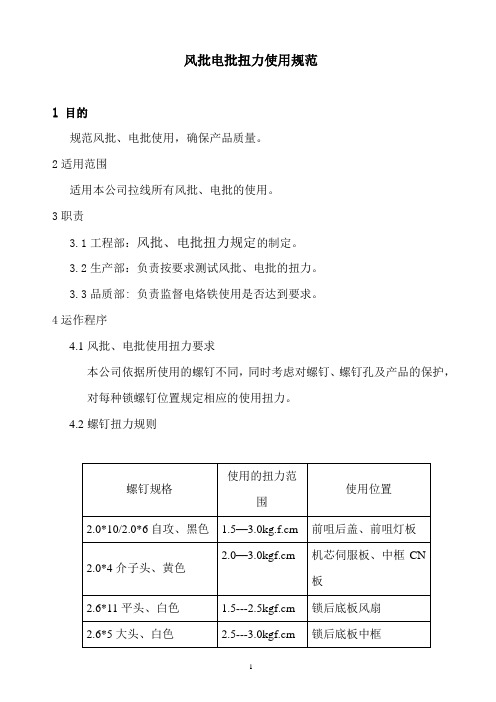
风批电批扭力使用规范
1目的
规范风批、电批使用,确保产品质量。
2适用范围
适用本公司拉线所有风批、电批的使用。
3职责
3.1工程部:风批、电批扭力规定的制定。
3.2生产部:负责按要求测试风批、电批的扭力。
3.3品质部: 负责监督电烙铁使用是否达到要求。
4运作程序
4.1风批、电批使用扭力要求
本公司依据所使用的螺钉不同,同时考虑对螺钉、螺钉孔及产品的保护,对每种锁螺钉位置规定相应的使用扭力。
4.2螺钉扭力规则
4.3生产线每天排拉时使用不同螺钉依据上述规则调试风批、电批钮力,并做好点检记录。
电气一般螺纹拧紧力矩

电气一般螺纹扭矩标准LY-JSBZ-0032-14 螺栓有很多叫法,每一个人的叫法可能都不同,有人叫成螺钉,有人叫成螺栓钉,有人叫成标准件,有人叫成紧固件。
尽管有这么多叫法,但意思都是一样的,都是螺栓。
螺栓是紧固件的通用说法。
螺栓的原理是利用物体的斜面圆形旋转和摩擦力的物理学和数学原理,循序渐进地紧固器物机件的工具。
螺栓在日常生活当中和工业生产制造当中,是少不了的,螺栓也被称为工业之米。
可见螺栓的运用之普遍。
螺栓的运用范围有:电子产品,机械产品,数码产品,电力设备,机电机械产品。
船舶,车辆,水利工程,乃至化学实验上也有效到螺栓。
一、关于螺栓的一些大体概念一、螺栓的直径:螺栓的公称直径d指螺杆在螺纹处的最大直径。
一样用大写字母M表示。
它直接表示了螺栓的规格。
另外,螺栓的有效直径,用de 表示,是指螺杆在螺纹处的最小直径,也确实是螺纹根部的直径,它要紧用于计算螺栓抗拉力的大小。
还有螺孔的直径d0,不同用途的螺栓需要有不同直径孔来进行配合利用。
例如高强螺栓的孔径要比公称直径大~2mm,柱底板的孔径要比地脚螺栓大6~10mm,等等。
有时候要开长孔,长孔的长边方向也是要讲究,这些需要专门注意。
二、螺栓的长度:螺栓的长度是指螺杆的杆身长度,不包括螺杆头在内。
一样来讲,螺杆长度按下面公式计算:螺杆长度 = 板叠总厚度 + 垫片厚度 + 螺母厚度 + 5mm丰裕。
计算螺栓长度的时候必然要考虑各方面的要求,太长或太短都不行。
3、螺栓的强度:螺栓的强度指成品螺杆的强度等级,如所谓级和级是指螺栓的抗剪切应力品级为和。
螺母和垫片的强度品级一样跟从螺杆而配套。
通常咱们用一个带小数点的数字来表示螺栓的强度,其中小数点左侧的数字表示其抗拉强度的1/100,而小数点右边的数字那么表示其屈强比(屈服强度/抗拉强度),例如级螺栓,螺杆的抗拉强度确实是 10*100=1000 N/mm2,屈服强度确实是1000*=900N/mm2。
电批扭力标准规范文件
电批扭力标准规范
一、目的:
确定不同型号螺丝固定时的扭力范围,杜绝因扭力不当导致的产品、螺丝损坏或螺丝未锁紧。
从而规范生产组装操作,确保产品品质。
二、适用范围:
适用于本公司生产制造部门自主制造装配的所有产品的装配工序。
三、职责:
生产部------严格按照设定扭力进行作业,不可私自更改;
研发部------制定各类螺丝扭力范围;
品质部------严格按照电批扭力参照表对生产现场的电批进行检验,并作好记录。
对有差异的电批及时进行校准。
四、电批扭力参照表(根据螺钉锁附物材质区分):
五、注意:
1、生产部所有电批均需由品质部校准后方可使用;
2、所有电批需标识扭力值,严禁人为破坏校准后标识;
3、本扭力标准适用于一般规格的设计﹐特殊位置需要另外测试﹔
4、产线扭力批原则上以扭力范围的中心值来设定:例如: Ø3.0的螺丝锁PP塑料(扭力
范围: 3.5~4.5Kgf.cm)﹐产线扭力批应设定为4.0Kgf.cm来作业;
5、品管以扭力范围的下限来检验:例如: Ø3.0的螺丝锁PP塑料(扭力范围:
3.5~
4.5Kgf.cm)﹐品管应将定扭力计设定为3.5 Kgf.cm来检验此螺丝的扭力;
6、本扭力标准以国际通用标准为基础,结合本公司实际使用螺钉规格制定。
若对电批
扭力值有异议,可以实际生产情况为基础向研究院提交书面说明,研究院根据实际情况酌情调整扭力值,不可自行调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电(气)批扭力准则
1.0 主旨
2.0 目的
3.0 范围
4.0 权责
5.0 使用说明
6.0 扭力参照表
7.0 附件
1.0 主旨
制定电(气)批扭力规格
2.0 目的
制定螺丝锁定之扭力基准,作为指导现场作业之参考依据。
3.0 范围
凡武汉唯冠科技有限公司生产之机种皆适用
4.0 权责
4.1 研发部:负责全机种电(气)动批锁付位置螺钉之扭力标准数据制定发行及生产之异常处理。
4.2 工程部:
a、负责将研发制定的全机种扭力标准列于<<扭力准则>>并于OS上注明
b、负责转换机种时调整扭力并将转换数据记录于卡上
4.3 品管部:
a、负责电(气)动批之稽核
b、负责巡线时发现扭力力距调整和异常后知会相关单位以及处理后之对策追踪
c、对检测出来之(电气动批)NG品作管控,同时知会在线班组长送修
4.4 制造部:
a、负责电(气)动批正常操作使用、保管,有异常时应立即知会相关单位人员处理。
b、配合相关单位在线之问题处理
4.5 厂务部:
a、负责生产线之电气动批在作业中异常处理
b、负责电气动批之维修与保养
5.0 使用说明:
电(气)动批作为拆装螺钉之工具,其性能之好坏及使用方法正确与否直接影响到产品的质量。
因此,必须正确掌握其使用方法及检测方法。
5.1 使用方法:
5.1.1. 批头的正确选用,批头十字穴必须与螺钉头端十字穴相符合。
5.1.2. 扭力必须按标准设定在范围之内,详见《扭力参照一览表》
5.1.3. 作业方式须正确,即电(气)动批须与螺钉在垂直方向锁付。
5.1.4. 使用中出现不良现象,应立即知会相关单位。
5.2 电(气)动批力距调整:
5.2.1 品管部不定期对在使用的电(气)动批进行检测及调整,使扭力合符在范围之内。
若遇特殊情况品
管可适当增加检查次数,并将结果记录于记录卡上(附件1 FORM NO:ENG-D03-Q-01A)
5.2.2 电(气)动批若改用锁不同位置时,扭力需重新调整,并作好记录。
5.2.3 调整"气动批"扭力时以扭力棒测试螺钉松动扭力为准。
5.2.4 调整"电动批"以扭力计测试电动批力距扭力为准。
5.2.5 检测各工站扭力时如有发现电(气)动批不良的或扭力不在范围内的必须停止作用,并知会相关部
门处理。
5.3 扭力记录卡每二个月后交品管部存盘,一般保存时间为三个月
5.4 因条件环境不同或特殊状况时,扭力大小酌予升高或降低时,以实际锁紧扭力为准,并知会相关部
门负责人确认。
5.5 当转换不同力距之组品及材质变化时,由PD在线班组长和品管部相关负责人一同转换扭力大小(扭
力的大小要在锁付位置规定范围内),OK后并把转换扭力检测数据填写于同一张记录卡上,并注明锁附内容。
6.0 扭力参照表
6.1 <<传统Monitor产品>> 扭力参照一览表
6.2 <<LCD产品>>扭力参照一览表
7.0 附件
7.1 电(气)动批扭力检测记录卡 FORM NO: ENG-D03-Q-01A
附件1:
13cm
说明:此卡为一份双面格式,可作两个月记录使用。
FORM NO:ENG-D03-Q-01A。