焊缝熔重计算公式
焊缝熔深的计算公式
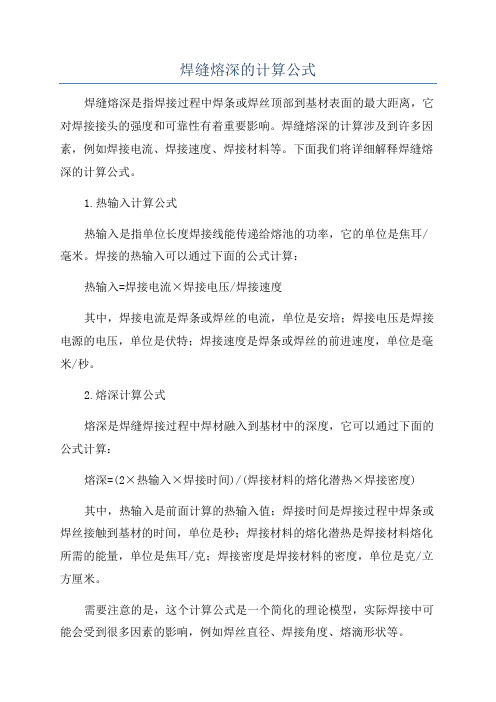
焊缝熔深的计算公式焊缝熔深是指焊接过程中焊条或焊丝顶部到基材表面的最大距离,它对焊接接头的强度和可靠性有着重要影响。
焊缝熔深的计算涉及到许多因素,例如焊接电流、焊接速度、焊接材料等。
下面我们将详细解释焊缝熔深的计算公式。
1.热输入计算公式热输入是指单位长度焊接线能传递给熔池的功率,它的单位是焦耳/毫米。
焊接的热输入可以通过下面的公式计算:热输入=焊接电流×焊接电压/焊接速度其中,焊接电流是焊条或焊丝的电流,单位是安培;焊接电压是焊接电源的电压,单位是伏特;焊接速度是焊条或焊丝的前进速度,单位是毫米/秒。
2.熔深计算公式熔深是焊缝焊接过程中焊材融入到基材中的深度,它可以通过下面的公式计算:熔深=(2×热输入×焊接时间)/(焊接材料的熔化潜热×焊接密度)其中,热输入是前面计算的热输入值;焊接时间是焊接过程中焊条或焊丝接触到基材的时间,单位是秒;焊接材料的熔化潜热是焊接材料熔化所需的能量,单位是焦耳/克;焊接密度是焊接材料的密度,单位是克/立方厘米。
需要注意的是,这个计算公式是一个简化的理论模型,实际焊接中可能会受到很多因素的影响,例如焊丝直径、焊接角度、熔滴形状等。
3.熔深影响因素除了上述提到的参数,焊缝熔深还受到一些其他因素的影响,包括:焊接材料的热导率:热导率越大,熔深越小;焊接速度:焊接速度越快,熔深越小;焊接电流:焊接电流越大,熔深越大;焊接电压:焊接电压越大,熔深越大。
综上所述,焊缝熔深的计算公式是通过考虑焊接过程中的热输入和材料特性来推导的。
然而,在实际应用中,由于焊接过程的复杂性和多变性,通常需要进行实验和实际测量来确定最适合特定应用的焊接参数,以获得理想的焊缝熔深。
焊条用量快速计算公式

U 形坡口的 R 值约为 0.6cm,另外该标准并未给出坡口宽度 B 值,可在施工现场测量。
(2)每米焊缝焊条用量为:W=1.7Sb=1.7(bt+S1+S2+S3)(公斤/每米焊缝)。
(3)参照以上方法也可推导出双 U 形坡口、J 形坡口、双 J 形坡口的计算公式。
表示板材的坡口截面积(不包括焊缝余高),那么焊缝的截面积(包括余高)应为 S≈1.2Sb。根据通
用公式 W=1.4S,可推导出:
W≈1.7Sb(gk/m)
式中:Sb 为板材坡口截面积,单位是 cm2。
二、公式说明
焊条的需用量(公斤/每米焊缝),与母材、焊条类型、坡口型式、焊接电源、焊条金属回收率、
操作人员的焊接习惯等很多因素有关,以上公式只用于现场施工时估算焊条用量。操作者可在以上公
2
式的基础上,结合现场实际,适当调整公式中的系数(如角焊缝公式 W=0.7K 中的 0.7 和其他焊缝公
式 W=1.7Sb 中的 1.7)。
三、坡口截面尺寸计算公式
以下是常用的并且截面形状具有代表性的坡口截面尺寸的计算方法,其他类型的坡口也可以参
照使用。为了便于心算或快算,所有坡口尺寸单位采用 cm,面积单位采用 cm2。
c.也可以通过测量坡口宽度 B 和坡口深度 h 值计算 Sb2,此时 Sb2=0.5Bh。
d.所以 V 形坡口的总面积为:
2
2
Sb=Sb1+Sb2=bt+(t-c) tan 2 或 Sb=bt+0.5Bh(cm )
(2)V 形坡口焊条用量为 W=1.7Sb=1.7[bt+(t-c)2tan 2 ]或 W=1.7(bt+0.5Bh)(公斤/每米焊
最新最全焊条重量计算表
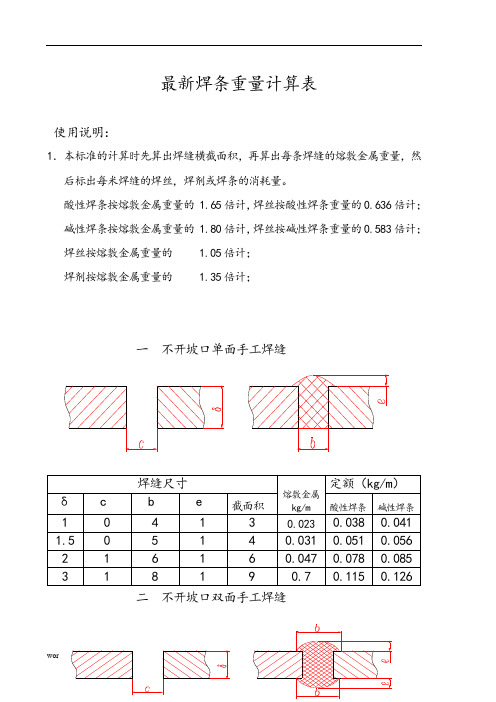
最新焊条重量计算表使用说明:1.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝. . . .三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝. . . .五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝. . . .. . . .. . . .. . . . 七不开坡口丁字接头单面手工焊缝. . . .注:双面焊定额加倍. δ1≥δ.八单面V型坡口角度手工焊缝(双面焊). . . .. . . .九油缸缸底焊缝焊丝定额. . . .. . . .. . . .. . . .钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
材料Y系数K系数软黄铜(Soft brass)和铜(copper)0.550.35硬黄铜(Hard brass) 和铜、软钢(Soft Steel)、铝(Aluminum) 0.64 0.41硬铜、青铜(Bronze)、冷轧钢(Hard steel)、弹簧钢(Spring steel) 0.71 0.45. . . .。
焊缝熔深的计算公式
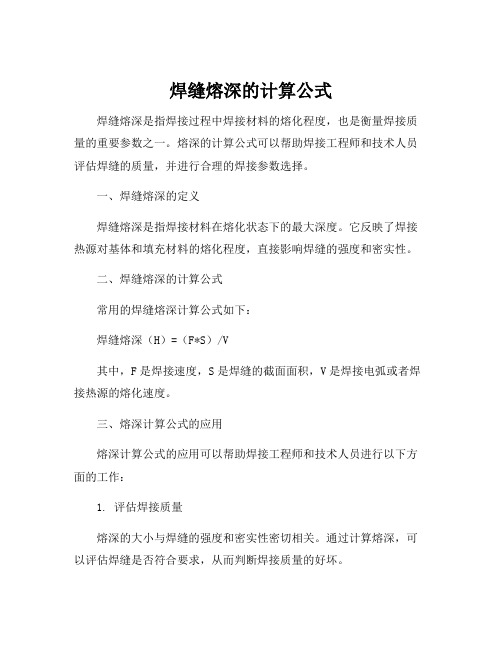
焊缝熔深的计算公式焊缝熔深是指焊接过程中焊接材料的熔化程度,也是衡量焊接质量的重要参数之一。
熔深的计算公式可以帮助焊接工程师和技术人员评估焊缝的质量,并进行合理的焊接参数选择。
一、焊缝熔深的定义焊缝熔深是指焊接材料在熔化状态下的最大深度。
它反映了焊接热源对基体和填充材料的熔化程度,直接影响焊缝的强度和密实性。
二、焊缝熔深的计算公式常用的焊缝熔深计算公式如下:焊缝熔深(H)=(F*S)/V其中,F是焊接速度,S是焊缝的截面面积,V是焊接电弧或者焊接热源的熔化速度。
三、熔深计算公式的应用熔深计算公式的应用可以帮助焊接工程师和技术人员进行以下方面的工作:1. 评估焊接质量熔深的大小与焊缝的强度和密实性密切相关。
通过计算熔深,可以评估焊缝是否符合要求,从而判断焊接质量的好坏。
2. 指导焊接参数选择根据焊缝熔深的计算公式,可以通过调整焊接速度和焊接热源的熔化速度来控制焊缝的熔深。
因此,熔深的计算公式对于指导焊接参数的选择具有重要的指导意义。
3. 优化焊接工艺通过计算熔深,可以评估不同焊接工艺的熔深差异,并选择最优的焊接工艺,以实现最佳的焊缝质量和效果。
四、影响焊缝熔深的因素焊缝熔深的大小受到多种因素的影响,主要包括以下方面:1. 焊接速度焊接速度的大小直接影响焊缝熔深的大小。
焊接速度越快,焊缝熔深越浅;焊接速度越慢,焊缝熔深越深。
2. 焊接热源焊接热源的熔化速度也是影响焊缝熔深的重要因素。
不同的焊接热源有不同的熔化速度,因此选择适合的焊接热源也是控制焊缝熔深的关键。
3. 填充材料填充材料的选择和性质也会对焊缝熔深产生影响。
不同的填充材料在焊接过程中的熔化速度不同,因此选择合适的填充材料能够控制焊缝熔深的大小。
总之,焊缝熔深的计算公式提供了焊接工程师和技术人员评估焊缝质量、指导焊接参数选择以及优化焊接工艺的重要依据。
在实际工作中,我们应充分理解焊缝熔深的定义和计算方法,并结合具体工作要求和条件,合理选择焊接热源、填充材料和焊接速度,以确保焊缝的质量和可靠性。
焊材用量计算公式

焊材用量计算公式
1.焊缝面积计算公式:
焊缝面积是指焊缝的横截面积,也是计算焊材用量的基本参数。
根据焊接接头的截面形状和尺寸不同,焊缝面积的计算公式也不同。
-直角角焊缝面积计算公式:
焊缝面积=(a+b)×L
其中,a和b分别为焊缝的两边长,L为焊缝长度。
-对角角焊缝面积计算公式:
焊缝面积=(a+b)×L+(c+d)×L
其中,a和b分别为焊缝的两边长,L为焊缝长度,c和d为焊缝对角线的两边长。
-直角满焊缝面积计算公式:
焊缝面积=a×b
其中,a和b分别为焊缝的两边长。
2.焊材用量计算公式:
根据焊缝面积和焊缝的宽度,可以计算所需焊材的用量。
焊缝的宽度通常是根据焊接工艺和规范要求确定的。
-焊条用量计算公式:
焊条用量=焊缝面积/焊缝宽度
-焊丝用量计算公式:
焊丝用量=焊缝面积/焊缝宽度
其中,焊缝宽度通常以毫米为单位。
需要注意的是,焊材用量计算公式只是一个理论值,实际使用时还要考虑到焊接工艺和焊材的熔损率等因素。
在进行实际工程时,还需要根据实际操作情况进行合理调整。
综上所述,焊材用量的计算需要根据焊缝的面积和宽度来确定,具体计算公式可以根据焊缝的型式选择对应的公式进行计算。
焊材用量的准确计算可以提高焊接过程的效率,避免浪费和节约成本。
焊条消耗计算详解

B1=b+6 S1=δ b+(δ p)2×tga/2+2/3B×e+2/3B1×e F1=[1/2δ 2×b+(δ -p)2×( 2δ +p) /3×tga/2+2/3B×e(δ +2/5e) -4/15B1×e2]
B2=b+10 S2=δ b+(δ p)2×tga/2+2/3B×e+2/3B2×e +9/2×π F=[1/2δ 2×b+(δ -p)2×( 2δ +p) /3×tga/2+2/3B×e(δ +2/5e)
焊条消耗计 算
中石化第十建设有限公司 2013年3月26日
一、焊条的规格、熔敷率及单根重量
1、焊条的规格 焊条直径(焊芯直径)通常分为:Φ 1.6mm、Φ 2.0mm、 Φ 2.5mm、Φ 3.2mm、Φ 4.0mm、Φ 5.0mm、Φ 5.8mm、Φ 6.0mm 、Φ 8.0mm、Φ 10mm、Φ 12mm等几种,单根焊条长度一般在 250-450mm之间。 铝及铝合金焊条只有Φ 3.2mm、Φ 4.0mm、Φ 5.0mm、 Φ 6.0mm四种规格,其长度为:345mm、350mm、355mm; 铜及铜合金焊条只有Φ 2.5mm、Φ 3.2mm、Φ 4.0mm、 Φ 5.0mm、Φ 6.0mm五种规格,第一种长度为300mm,其余均为 350mm。
二、常用焊丝的规格及熔敷率
1、实芯焊丝 实芯焊丝是经过热轧线材经拉丝加工而成的。为了防止 焊丝生锈,除不锈钢焊丝以外,一般表面须进行镀铜处理。 ①埋弧焊用实芯焊丝 埋弧焊一般采用粗焊丝,常用的焊丝规格包括:Φ 1.6mm 、Φ 2.0mm、Φ 2.4mm、Φ 2.8mm、Φ 3.0mm、Φ 3.2mm、Φ 4.0mm 、Φ 4.8mm、Φ 5.0mm、Φ 5.6mm、Φ 6.0mm、Φ 6.8mm等,焊接 时的熔敷率在95%-98%。 ②气保护焊用实芯焊丝 气保护焊一般采用细焊丝,常用的焊丝规格包括: Φ 0.9mm、Φ 1.0mm、Φ 1.2mm、Φ 1.6mm、Φ 2.0mm、Φ 2.4mm、 Φ 3.2mm、Φ 4.0mm、Φ 4.8 mm等,焊接时的熔敷率在90%-95% 。
焊缝辅材的计算公式

焊缝辅材的计算公式在焊接过程中,焊缝辅材是非常重要的一部分,它的使用量需要根据具体的焊接工艺和焊接材料来计算。
下面将介绍焊缝辅材的计算公式及其应用。
1. 焊缝长度的计算公式。
焊缝长度的计算公式是焊接工艺中最基本的公式之一。
焊缝长度的计算公式为:焊缝长度 = 焊接速度×焊接时间。
其中,焊接速度是指焊接过程中焊接头的移动速度,单位为毫米/秒;焊接时间是指焊接的总时间,单位为秒。
通过这个公式可以计算出焊接过程中需要的焊缝长度,从而确定焊接过程中需要的焊缝辅材的使用量。
2. 焊缝面积的计算公式。
焊缝面积的计算公式是用来计算焊接过程中需要的焊缝辅材的另一个重要公式。
焊缝面积的计算公式为:焊缝面积 = 焊缝长度×焊缝厚度。
其中,焊缝长度是指焊接过程中需要的焊缝长度,单位为毫米;焊缝厚度是指焊接过程中焊缝的厚度,单位为毫米。
通过这个公式可以计算出焊接过程中需要的焊缝面积,从而确定焊接过程中需要的焊缝辅材的使用量。
3. 焊接材料的计算公式。
除了焊缝长度和焊缝面积外,焊接材料的计算也是焊接工艺中的重要一环。
焊接材料的计算公式为:焊接材料 = 焊缝面积×焊接材料的密度。
其中,焊缝面积是指焊接过程中需要的焊缝面积,单位为平方毫米;焊接材料的密度是指焊接材料的密度,单位为克/立方厘米。
通过这个公式可以计算出焊接过程中需要的焊接材料的使用量,从而确定焊接过程中需要的焊缝辅材的使用量。
4. 焊接电流的计算公式。
在焊接过程中,焊接电流是一个非常重要的参数。
焊接电流的计算公式为:焊接电流 = (焊接电压×焊接速度) ÷焊接电弧长度。
其中,焊接电压是指焊接过程中的电压,单位为伏特;焊接速度是指焊接过程中焊接头的移动速度,单位为毫米/秒;焊接电弧长度是指焊接过程中的电弧长度,单位为毫米。
通过这个公式可以计算出焊接过程中需要的焊接电流,从而确定焊接过程中需要的焊缝辅材的使用量。
5. 焊接功率的计算公式。
焊条用量计算公式
焊条用量计算公式
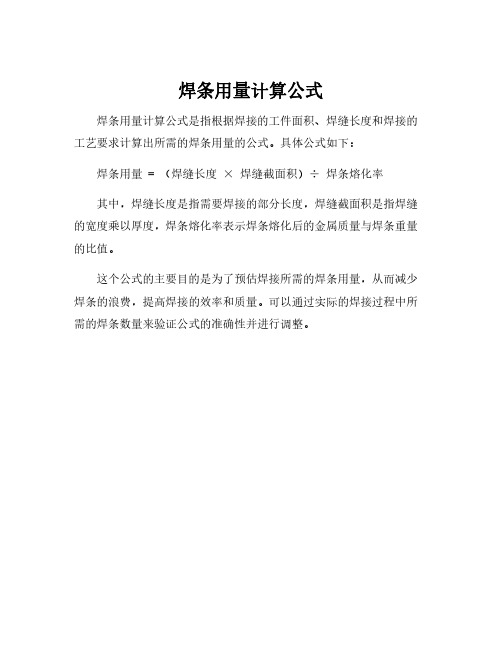
焊条用量计算公式是指根据焊接的工件面积、焊缝长度和焊接的工艺要求计算出所需的焊条用量的公式。
具体公式如下:焊条用量=(焊缝长度×焊缝截面积)÷焊条熔化率
其中,焊缝长度是指需要焊接的部分长度,焊缝截面积是指焊缝的宽度乘以厚度,焊条熔化率表示焊条熔化后的金属质量与焊条重量的比值。
这个公式的主要目的是为了预估焊接所需的焊条用量,从而减少焊条的浪费,提高焊接的效率和质量。
可以通过实际的焊接过程中所需的焊条数量来验证公式的准确性并进行调整。