焊接材料计算公式
焊条用量快速计算公式

U 形坡口的 R 值约为 0.6cm,另外该标准并未给出坡口宽度 B 值,可在施工现场测量。
(2)每米焊缝焊条用量为:W=1.7Sb=1.7(bt+S1+S2+S3)(公斤/每米焊缝)。
(3)参照以上方法也可推导出双 U 形坡口、J 形坡口、双 J 形坡口的计算公式。
表示板材的坡口截面积(不包括焊缝余高),那么焊缝的截面积(包括余高)应为 S≈1.2Sb。根据通
用公式 W=1.4S,可推导出:
W≈1.7Sb(gk/m)
式中:Sb 为板材坡口截面积,单位是 cm2。
二、公式说明
焊条的需用量(公斤/每米焊缝),与母材、焊条类型、坡口型式、焊接电源、焊条金属回收率、
操作人员的焊接习惯等很多因素有关,以上公式只用于现场施工时估算焊条用量。操作者可在以上公
2
式的基础上,结合现场实际,适当调整公式中的系数(如角焊缝公式 W=0.7K 中的 0.7 和其他焊缝公
式 W=1.7Sb 中的 1.7)。
三、坡口截面尺寸计算公式
以下是常用的并且截面形状具有代表性的坡口截面尺寸的计算方法,其他类型的坡口也可以参
照使用。为了便于心算或快算,所有坡口尺寸单位采用 cm,面积单位采用 cm2。
c.也可以通过测量坡口宽度 B 和坡口深度 h 值计算 Sb2,此时 Sb2=0.5Bh。
d.所以 V 形坡口的总面积为:
2
2
Sb=Sb1+Sb2=bt+(t-c) tan 2 或 Sb=bt+0.5Bh(cm )
(2)V 形坡口焊条用量为 W=1.7Sb=1.7[bt+(t-c)2tan 2 ]或 W=1.7(bt+0.5Bh)(公斤/每米焊
焊条的扛拉强度计算公式
焊条的扛拉强度计算公式在焊接过程中,焊条是一种重要的焊接材料,它具有很高的扛拉强度,可以在焊接过程中起到很好的作用。
焊条的扛拉强度是指焊条在拉伸力作用下的最大承载能力,是衡量焊条质量优劣的重要指标。
为了正确选择和使用焊条,了解焊条的扛拉强度计算公式是非常必要的。
焊条的扛拉强度计算公式一般可以表示为,σ = F/A。
其中,σ为焊条的扛拉强度,单位为MPa;F为焊条在拉伸力作用下的最大承载力,单位为N;A为焊条的横截面积,单位为mm²。
在实际应用中,焊条的扛拉强度计算公式可以通过以下步骤进行计算:1. 确定焊条的横截面积。
焊条的横截面积是指焊条截面的面积,通常可以通过测量焊条的直径来计算。
假设焊条的直径为d,那么焊条的横截面积A可以通过以下公式计算,A = π (d/2)²。
2. 测定焊条的最大承载力。
焊条的最大承载力可以通过拉伸试验来测定,通常可以使用万能试验机等设备进行测试。
在测试过程中,需要记录焊条在拉伸力作用下的最大承载力F。
3. 计算焊条的扛拉强度。
通过上述公式,将焊条的横截面积A和最大承载力F代入公式中,即可计算得到焊条的扛拉强度σ。
通过上述步骤,可以得到焊条的扛拉强度计算结果。
在实际应用中,焊条的扛拉强度是一个非常重要的指标,它直接影响着焊接接头的质量和可靠性。
一般来说,焊条的扛拉强度越高,其抗拉性能越好,焊接接头的强度也越高。
在选择和使用焊条时,需要根据具体的焊接要求和工艺要求来合理选择焊条的扛拉强度。
如果焊接接头需要承受较大的拉伸力,那么就需要选择扛拉强度较高的焊条;如果焊接接头需要承受较小的拉伸力,那么可以选择扛拉强度适中的焊条。
此外,在使用焊条时,还需要注意以下几点:1. 严格按照焊接工艺要求进行操作,避免焊接接头出现质量问题;2. 在存放焊条时,要注意防潮防晒,避免焊条受潮或者受到阳光直射,影响焊条的使用性能;3. 在焊接过程中,要注意控制焊接电流和焊接速度,避免焊接接头出现裂纹或者气孔。
焊接材料用量估算计算公式列表
12Cr1MoV
9
Ws/Ds
200-300℃
720-750℃
30Min
139.7×16
WB36
46
Ws/Ds
150-220℃
580--600℃
60Min
273×30
150-220℃
580-600℃
90Min
168.3×20
150-220℃
580-600℃
60Min
1.钝边会减少焊接材料的用量,在此不计入,用以弥补根部和表面的余高对焊材的影响。
2.对Ws/Ds的情况,如果壁厚≥8mm,在计算焊条用量时不必减去打底焊丝的用量。
项目名称
规格
材质
焊口
焊接方法
预执温度
热处理
温度
时间
高加给水管道
273×30
WB36
191
Ws/Ds
150-220℃
580--600℃
90Min
355.6×40
150-220℃
580-600℃
120Min
508×50
150-220℃
580-600℃
120Min
高旁减温水管
133×16
12Cr1MoV
9
Ws/Ds
200-300℃
720-750℃
60Min
139.7×16
WB36
18
Ws/Ds
150-220℃
580-600℃
60Min
给水再循环管道
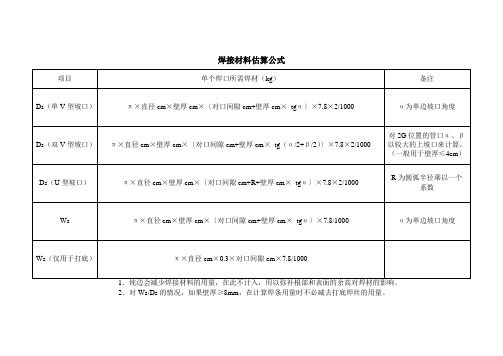
(一般用于壁厚≤4cm)
Ds(U型坡口)
π×直径cm×壁厚cm×〔对口间隙cm+R+壁厚cm×tgα〕×7.8×2/1000
R为圆弧半径乘以一个系数
钢筋焊接点计算公式
钢筋焊接点计算公式钢筋焊接是建筑工程中常见的连接方式,它能够有效地将钢筋连接成整体,提高了建筑结构的稳定性和承载能力。
在进行钢筋焊接时,需要进行焊接点的计算,以确保焊接点的强度和稳定性。
下面我们将介绍钢筋焊接点的计算公式及其相关内容。
1. 焊接点的计算公式。
在进行钢筋焊接点的计算时,需要考虑以下几个因素:焊接材料的强度、焊接接头的形式、焊接接头的尺寸和焊接接头的受力情况。
一般来说,焊接点的计算公式可以表示为:焊接点的强度 = 焊接材料的强度×焊接接头的有效截面积。
其中,焊接材料的强度可以根据具体的焊接材料和焊接工艺确定,而焊接接头的有效截面积则需要根据焊接接头的形式和尺寸进行计算。
2. 焊接材料的强度。
焊接材料的强度是指焊接材料在受力情况下能够承受的最大应力。
一般来说,焊接材料的强度可以通过焊接试验或者焊接标准来确定。
在进行焊接点的计算时,需要根据具体的焊接材料来确定其强度值。
3. 焊接接头的形式。
焊接接头的形式包括角焊接、对接焊接、搭接焊接等多种形式。
不同的焊接接头形式对焊接点的强度影响较大,因此在进行焊接点的计算时,需要根据具体的焊接接头形式来确定其有效截面积。
4. 焊接接头的尺寸。
焊接接头的尺寸包括焊缝的宽度、长度和高度等多个方面。
在进行焊接点的计算时,需要根据具体的焊接接头尺寸来确定其有效截面积。
一般来说,焊接接头的尺寸越大,其有效截面积也会越大,从而提高焊接点的强度。
5. 焊接接头的受力情况。
焊接接头在使用过程中会受到不同方向的受力,包括拉力、压力、剪力等多种受力情况。
在进行焊接点的计算时,需要根据具体的受力情况来确定焊接点的强度。
一般来说,焊接接头在不同受力情况下的强度值也会有所不同。
6. 焊接点的实际应用。
在进行钢筋焊接点的计算时,需要考虑实际的应用情况。
不同的建筑结构和工程项目对焊接点的要求也会有所不同,因此在进行焊接点的计算时,需要根据具体的应用情况来确定焊接点的强度和稳定性。
焊丝 焊条 使用量计算
焊接材料需求量计算
1、计算公式:W=AXρXLX1/ηX1.2。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;1.2余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢7.8;Cr-Ni不锈钢7.9;Cr-Ni-Mo不锈钢8.0;镍及镍合金8.9。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。
焊接材料计算公式

焊接材料计算公式
焊接材料主要包括焊条、焊丝、焊剂和气体保护剂等。
以下是焊接材料计算公式的详细解释:
1.焊条的计算公式:
焊条的计算公式为:焊条重量(kg)= 焊条单位长度(kg/m)× 焊接长度(m)。
其中,焊条单位长度是指每米焊条的重量,可以参考焊条的物理性能表进行查找。
2.焊丝的计算公式:
焊丝的计算公式为:焊丝重量(kg)= 焊丝单位长度(kg/m)× 焊接长度(m)。
焊丝单位长度也可以通过参考焊丝的物理性能表进行查找。
3.焊剂的计算公式:
焊剂的计算公式为:焊剂重量(kg)= 焊剂单位长度(kg/m)× 焊接长度(m)。
焊剂单位长度也可以通过参考焊剂的物理性能表进行查找。
4.气体保护剂的计算公式:
气体保护剂的计算公式为:气体保护剂消耗量(m³)= 气体流量(m³/min)× 焊接时间(min)。
气体流量一般根据焊接设备的要求进行设置,焊接时间可以根据实际
情况进行估计。
需要特别注意的是,上述的计算公式都是基于理想情况下的焊接材料
消耗量,实际情况中可能会受到一些因素的影响,如工艺参数的误差、焊
缝的尺寸误差、焊接操作技术等。
因此,在实际操作中需要对计算结果进
行一定的修正和调整。
另外,为保证焊接质量和工作安全,还需参考相关的焊接规范和标准,对焊接材料的选择和使用进行严格的控制和监督。
焊接公式及实验

1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(C叶Mo+V)/5+(Ni+Cu)/15 <0.4 淬硬倾向不大日本焊接学会:Ceq(JIS)=C+Mn /6+Si/24+Ni/40+Cr/5+Mo/4+V/14Ceq《0.46%,焊接性优良;0.46-0.52%淬硬倾向逐渐明显,焊接时需要采取合适的措施;Ceq>0.52%时,淬硬倾向明显,属于较难焊接材料。
淬硬倾向较大的钢,焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施。
与人是防止冷裂纹和再热裂纹的有效措施。
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题。
Rb=500MPa,Ceq=0.46 不预热Rb=600MPa, Ceq=0.52 预热75o C Rb=700MPa, Ceq=0.52 预热75 o CRb=800MPa, Ceq=0.62 预热150 o C新日铁:CE= C+ A(C){Si/ 24+ Mil/ 16+ Cu/15 +Ni/ 2 0+ (Cr+ Mo+ V+ Nb)/5+ 5B} (%)A(C)= 0 75+ 0. 25tgh[20(C- 0. 12)]CE IIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢。
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CE IIW,而当碳降低时他又接近Pcm)。
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(M n+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B=C +男+勢+芻十黑+富+寧+焉+ 23B-使用化学成分范围(质量分数):C=0.07-0.22%,Si=0-0.6%,M n=0.4-1.4%,Cu=0-0.5%,Ni=0-1.2%,Cr=0-1.2%,Mo=0-0.7%,V =0-0.12%,Nb=0-0.04%,Ti=0-0.05%,B=0-0.005%.3、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600 或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度h:板厚(mm)当Pw>0时,即有产生裂纹的可能性。
焊材消耗量计算方法
(
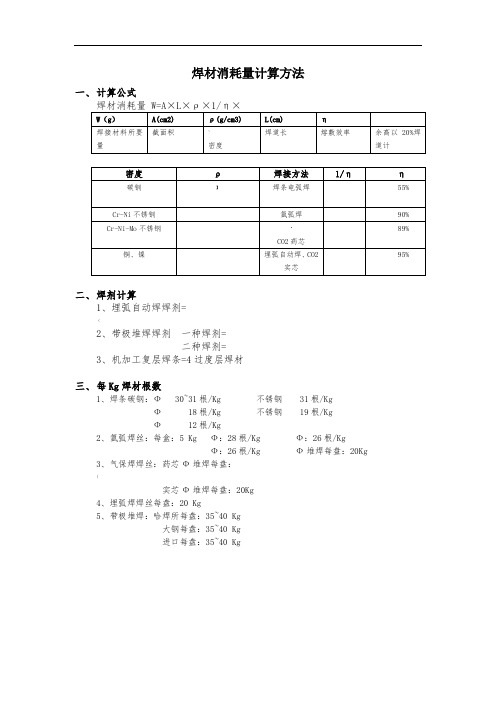
2、带极堆焊焊剂 一种焊剂=
二种焊剂=
3、机加工复层焊条=4过度层焊材
三、每Kg焊材根数
1、焊条碳钢:Ф30~31根/Kg 不锈钢 31根/Kg
Ф18根/Kg 不锈钢19根/Kg
Ф12根/Kg
2、氩弧焊丝:每盒:5KgФ:28根/KgФ:26根/Kg
Ф:26根/KgФ堆焊每盘:20Kg
3、气保焊焊丝:药芯Ф堆焊每盘:
(
实芯Ф堆焊每盘:20Kg
4、埋弧焊焊丝每盘:20Kg
5、带极堆焊:哈焊所每盘:35~40Kg
大钢每盘:35~40Kg
进口每盘:35~40Kg
焊材消耗量计算方法
一、计算公式
焊材消耗量W=A×L×ρ×1/η×
W(g)
A(cm2)
ρ(g/cm3)
L(cm)
η
焊接材料所要量
截面积
~
密度
焊道长
熔敷效率
余高以20%焊道计
密度
ρ
焊接方法
1/η
η
碳钢
】
焊条电弧焊
55%
Cr-Ni不锈钢
氩弧焊
90%
Cr-Ni-Mo不锈钢
·
CO2药芯
89%
铜、镍
埋弧自动焊、CO2实芯