焊材用量计算方法
焊条用量快速计算公式

U 形坡口的 R 值约为 0.6cm,另外该标准并未给出坡口宽度 B 值,可在施工现场测量。
(2)每米焊缝焊条用量为:W=1.7Sb=1.7(bt+S1+S2+S3)(公斤/每米焊缝)。
(3)参照以上方法也可推导出双 U 形坡口、J 形坡口、双 J 形坡口的计算公式。
表示板材的坡口截面积(不包括焊缝余高),那么焊缝的截面积(包括余高)应为 S≈1.2Sb。根据通
用公式 W=1.4S,可推导出:
W≈1.7Sb(gk/m)
式中:Sb 为板材坡口截面积,单位是 cm2。
二、公式说明
焊条的需用量(公斤/每米焊缝),与母材、焊条类型、坡口型式、焊接电源、焊条金属回收率、
操作人员的焊接习惯等很多因素有关,以上公式只用于现场施工时估算焊条用量。操作者可在以上公
2
式的基础上,结合现场实际,适当调整公式中的系数(如角焊缝公式 W=0.7K 中的 0.7 和其他焊缝公
式 W=1.7Sb 中的 1.7)。
三、坡口截面尺寸计算公式
以下是常用的并且截面形状具有代表性的坡口截面尺寸的计算方法,其他类型的坡口也可以参
照使用。为了便于心算或快算,所有坡口尺寸单位采用 cm,面积单位采用 cm2。
c.也可以通过测量坡口宽度 B 和坡口深度 h 值计算 Sb2,此时 Sb2=0.5Bh。
d.所以 V 形坡口的总面积为:
2
2
Sb=Sb1+Sb2=bt+(t-c) tan 2 或 Sb=bt+0.5Bh(cm )
(2)V 形坡口焊条用量为 W=1.7Sb=1.7[bt+(t-c)2tan 2 ]或 W=1.7(bt+0.5Bh)(公斤/每米焊
焊材用量计算公式

焊材用量计算公式
1.焊缝面积计算公式:
焊缝面积是指焊缝的横截面积,也是计算焊材用量的基本参数。
根据焊接接头的截面形状和尺寸不同,焊缝面积的计算公式也不同。
-直角角焊缝面积计算公式:
焊缝面积=(a+b)×L
其中,a和b分别为焊缝的两边长,L为焊缝长度。
-对角角焊缝面积计算公式:
焊缝面积=(a+b)×L+(c+d)×L
其中,a和b分别为焊缝的两边长,L为焊缝长度,c和d为焊缝对角线的两边长。
-直角满焊缝面积计算公式:
焊缝面积=a×b
其中,a和b分别为焊缝的两边长。
2.焊材用量计算公式:
根据焊缝面积和焊缝的宽度,可以计算所需焊材的用量。
焊缝的宽度通常是根据焊接工艺和规范要求确定的。
-焊条用量计算公式:
焊条用量=焊缝面积/焊缝宽度
-焊丝用量计算公式:
焊丝用量=焊缝面积/焊缝宽度
其中,焊缝宽度通常以毫米为单位。
需要注意的是,焊材用量计算公式只是一个理论值,实际使用时还要考虑到焊接工艺和焊材的熔损率等因素。
在进行实际工程时,还需要根据实际操作情况进行合理调整。
综上所述,焊材用量的计算需要根据焊缝的面积和宽度来确定,具体计算公式可以根据焊缝的型式选择对应的公式进行计算。
焊材用量的准确计算可以提高焊接过程的效率,避免浪费和节约成本。
焊接材料用量估算计算公式列表
12Cr1MoV
9
Ws/Ds
200-300℃
720-750℃
30Min
139.7×16
WB36
46
Ws/Ds
150-220℃
580--600℃
60Min
273×30
150-220℃
580-600℃
90Min
168.3×20
150-220℃
580-600℃
60Min
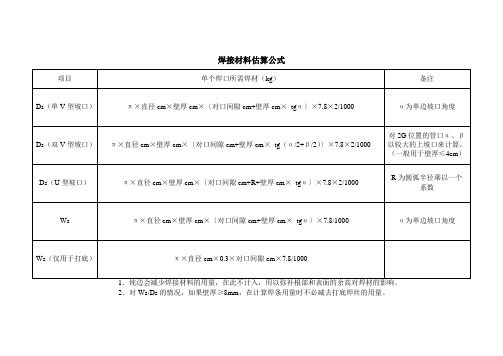
1.钝边会减少焊接材料的用量,在此不计入,用以弥补根部和表面的余高对焊材的影响。
2.对Ws/Ds的情况,如果壁厚≥8mm,在计算焊条用量时不必减去打底焊丝的用量。
项目名称
规格
材质
焊口
焊接方法
预执温度
热处理
温度
时间
高加给水管道
273×30
WB36
191
Ws/Ds
150-220℃
580--600℃
90Min
355.6×40
150-220℃
580-600℃
120Min
508×50
150-220℃
580-600℃
120Min
高旁减温水管
133×16
12Cr1MoV
9
Ws/Ds
200-300℃
720-750℃
60Min
139.7×16
WB36
18
Ws/Ds
150-220℃
580-600℃
60Min
给水再循环管道
(一般用于壁厚≤4cm)
Ds(U型坡口)
π×直径cm×壁厚cm×〔对口间隙cm+R+壁厚cm×tgα〕×7.8×2/1000
R为圆弧半径乘以一个系数
焊条用量计算公式
焊条用量计算公式
焊条用量计算公式是指根据焊接的工件面积、焊缝长度和焊接的工艺要求计算出所需的焊条用量的公式。
具体公式如下:焊条用量=(焊缝长度×焊缝截面积)÷焊条熔化率
其中,焊缝长度是指需要焊接的部分长度,焊缝截面积是指焊缝的宽度乘以厚度,焊条熔化率表示焊条熔化后的金属质量与焊条重量的比值。
这个公式的主要目的是为了预估焊接所需的焊条用量,从而减少焊条的浪费,提高焊接的效率和质量。
可以通过实际的焊接过程中所需的焊条数量来验证公式的准确性并进行调整。
焊材用量计算公式
E5015 (J507)
Ks
0.465 0.47
0.41
0.44
焊条消耗量计算
最直接的方法就是先计算焊缝金属的重量,然后再除以焊材的利用率就可以了. 注意焊材的利用率分很多,焊条和焊丝是不一样的,直径大小不同时也不一样. 一般来讲,焊丝利用率要高于焊条的利用率. 另外,有些行业会有焊材重量计算的推荐表.主要是按照坡口的大小分的,多少度的坡口每米 需使用焊材多少(这种情况下一般都包含了利用率). 如果没有这方面的资料,可以自己做一个电子表格,作好公式,然后每次填表就可以了.
p——熔敷金属的密度 (g/cm3) : Kb——药皮质量系数,见表 3 — 18 : Kn——金属由焊条到焊缝的转熔系数(包括因烧损、飞溅及焊条头在内的损失 ),见表 3-19 。
表 3-19 焊条损失系数 Ks
焊条型号(牌号)E4303 (J422)
E4320 (J424)
E5014 J502Fe)
在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库积 压:估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。焊条的消耗量 主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,可查阅有关焊条用量定额手 册等,也可按下述公式进行计算:
1) 焊条消耗量通常按下式计算: m=alp/1 — K S 式中 m ——焊条消耗量 (g) ; A ——焊缝横截面积 (cm2) ; J——焊缝长度 (cm) ; p——熔敷金属的密度 (g/cm3) ; Ks——焊条损失系数,见表 3 — 17。 上式中的焊缝横截面积 A 可按表 3 — 16 中的公式进行计算。 2) 非铁粉型焊条消耗量也可按下式计算:s m=alp/Kn * (1+Kb) 式中 m——焊条消耗量 (g) ; A ——焊缝横截面积(cm2),见表 3—16 : l——焊缝长度 (cm) ;
焊材用量计算方法

焊材用量计算方法一、焊接长度的计算1.焊缝长度:根据焊接的要求和设计图纸,确定焊缝长度。
焊缝长度指的是焊接底片的两端之间的距离,它是确定焊材的基础。
2.焊缝长度的估计:如果设计图纸上没有准确的焊缝长度,可以通过估计来确定。
估计方法可以是根据经验或通过焊接工艺试验的结果来确定。
3.焊缝长度的计算:当焊缝具有一定的曲线时,需要测量或估计焊缝的长度并进行计算。
二、焊缝截面积的计算焊缝截面积是焊接道的几何形状的截面积,它是计算焊材用量的重要参数。
1.直角焊缝截面积的计算:直角焊缝的截面积计算比较简单,可以通过焊缝的长度乘以截面的宽度计算得到。
2.斜角焊缝截面积的计算:斜角焊缝的截面积计算需要根据实际情况进行计算。
可以通过将焊缝分成若干小矩形和小三角形进行计算,然后将这些小矩形和小三角形的面积相加得到总的焊缝截面积。
三、焊材用量的计算1.焊条用量的计算:焊条的用量计算根据焊缝截面积和焊材的焊接效率来确定。
用量等于焊缝截面积除以焊材的焊接效率。
2.焊丝用量的计算:焊丝用量的计算也是根据焊缝截面积和焊材的焊接效率来确定。
计算公式为焊缝截面积乘以焊接效率除以焊丝的熔敷率。
3.含氢量的计算:焊材中的氢含量会影响焊接质量,计算焊材的含氢量可以通过焊材的化学成分进行估计。
总结:焊材用量的计算方法主要包括焊缝长度的计算、焊缝截面积的计算和焊材用量的计算。
在进行计算时,需要根据焊接工艺要求和设计图纸确定焊缝长度,并根据焊缝的几何形状计算焊缝截面积。
焊材的用量根据焊缝截面积和焊材的焊接效率进行计算。
正确的计算方法能够帮助焊接工程师准确掌握焊接工艺参数,避免浪费和损失。
焊接定额计算焊材用量计算表

焊接定额计算焊材用量消耗量计算
使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的 1.05倍计;
焊剂按熔敷金属重量的 1.35倍计;。
焊材用量计算

焊材用量计算一、焊接长度焊接长度是指焊接过程中焊缝的实际长度。
在进行焊材用量计算时,需要根据焊接长度来确定所需焊材的数量。
具体计算公式如下:所需焊材重量=焊接长度×焊缝宽度×焊材密度其中,焊接长度指焊缝实际的长度,单位为米(m);焊缝宽度是指焊缝的宽度,单位为米(m);焊材密度指焊材的密度,单位为克/立方厘米(g/cm³)。
二、焊缝尺寸焊缝的尺寸包括焊缝深度、焊缝宽度和焊缝长度。
在进行焊材用量计算时,需要根据焊缝的尺寸来确定所需焊材的数量。
1.焊缝深度是指焊缝的最大厚度。
通常情况下,焊缝深度要等于焊件的最大厚度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝深度×焊缝长度×焊缝宽度×焊材密度2.焊缝宽度是指焊缝的最大宽度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝宽度×焊缝长度×焊材密度3.焊缝长度是指焊缝的实际长度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度三、焊缝类型焊缝类型是指焊接时焊缝的形状和结构。
不同类型的焊缝对焊材的使用量有不同的影响。
1.对接焊缝是指在相互接触的焊件之间进行的焊接,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度2.角焊缝是指焊缝位于两个相互成角的表面之间的焊缝,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度×焊缝高度3.罩焊缝是指焊缝将一个焊件完全或部分包围起来的焊缝,需要使用焊条。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度四、焊接材料的损耗率在进行焊材用量计算时,还需要考虑焊接材料的损耗率。
焊接过程中,由于种种因素的影响,焊材的实际使用量往往会有一定的损耗。