工艺文件明细表
化妆品-粉块工艺

ABC化妆品有限公司工艺文件明细表ABC化妆品有限公司块状粉类生产工艺流程图注:标有“★”符号的为关键质量控制点,包括:散粉检验、压粉、粉块检验。
块状粉类按:QB/T 1976-2004标准执行检验。
ABC化妆品有限公司块状粉类工艺操作规程一、按产品要求对散粉来料进行检验,保证投入生产的散粉100%合格。
二、按产品称取散粉原料于容器中备用。
三、将散粉用不锈钢筛网(40~80目,按标样要求)进行过筛,筛粉过程中剩留于过筛网上的颗粒物为废料,应及时清理。
四、将散粉进行压粉,根据生产单领用所需的铝盘、散粉,注意铝盘的规格、数量及散粉的色号、数量。
五、检查压粉机及模具是否干净,保证使用干净、清洁的设备工具后再执行操作。
六、按模具、产品的大小、形状不同调节压粉机压力,以50~100MPa之间的压力来操作,批量生产前应进行模具的调整和试压。
七、将铝盘放置于模具内,用塑料铲将散粉铲到模具内铝盘里,并刮去多余散粉至与模具表面齐平,复上薄膜,平整的合上模具。
八、将压粉机压板提升至机定高度,将模具送至压板下方。
注意安全和防护。
九、执行压粉操作2~3秒钟(特别粉块保压时间按具体定单要求及生产指令)。
十、拉出模具,取出铝盘,用气枪吹净粉块表面的浮粉,转入周转托片中,整齐放置备用。
十一、粉块压好,表面应完整,不得有缺角、裂缝、碎裂等现象,操作员及时发现剔除不合格品。
十二、检验员对半成品粉块进行抽样检验。
检验按QB/T 1976-2004标准内的:感观指标、理化指标、细菌总数、霉菌和酵母菌总数、净含量偏差各项进行检验。
十三、粉块检验合格后放入半成品存储间内,开启紫外线进行消毒灭菌储存。
十四、组粉工序按生产指令领用经存储消毒的配套粉盒,领取半成品粉块,并核对色号、选择合格的粉块进行组装粉操作,半成品粉块送到组装线各粉位,操作员进行点胶、放粉、放毛刷或粉扑、吹尘、合盖,再进入包装间装盒、装箱相关包装工序。
十五、包装完的成品进行成品抽样检验。
电子产品制造工艺文件

谢谢!
工艺文件的编制,应以优质、低耗、高产为宗旨,以易 懂、易操作为条件,以最经济、最合理的工艺手段进行 加工为原则,具体应做到以下几点:
编制工艺文件的方法
编制工艺文件的要求
工艺图样管理及工艺纪律
工艺文件格式----SJ/T 10320-92
电子工业
工艺文件
第1 册 共1册 共页
产品型号: 产品名称: 产品图号: 本册内容:
文字内容—以文字说明产品技术要求、使用方法的 设计文件 表格—以表格形式说明产品组成情况、相互关系的 设计文件
常用图样
零件图 装配图 电原理图
印刷电路板图 方框图 接线图 程序流程图
技术说明书
概述—产品用途、性能、组成及原理 技术特性—主要性能、主要参数 工作原理—以文字、简图描述 安装和调整—注意事项、人身和设备安全等 使用与操作—使用与操作方法、注意事项 故障分析与排查—常见故障分析、排查方法等 维修和保养—维修与保养条件、时间等
同是指导生产的文件,两者是从 不同角度提出要求的
设计文件:是产品研究、设计、试制与 生产实践经验积累形成的技术资料, 是记录设计信息的载体
按表达形式分类:图样、简图、文字内容和表格
图样—按比例描述零件或组件的形状、尺寸等的图 示形式 简图—以图形符号为主绘制的图,说明产品电气 装配连接、各种原理和其他示意性内容的设计文件
电子产品制造工艺文 件
要生产出优质、高产、低耗的产品,生产过程必须执行 统一的严格标准,实行严明的规范管理,这就要用到一 种“工程语言”文件
技术文件
具有生 产法规 的效力
组织生产时技 术交流的依据
是根据相 关国家标 准制定出
来的
常用技术文件
技术文件是产品研究、设计、试制与生产实 践经验积累所形成的一种技术资料,也是产 品生产和使用、维修的基本依据。
某电力机车公司工艺技术文件(pdf 9页)
Q/TX南车株洲电力机车有限公司企业标准Q/TX02-019-2009代替Q/TX02-019-2001工艺文件完整性编制日期审核日期批准日期实施日期屈蕾2009-10-10 郭立平2009-10-15傅成骏2009-10-15 2009-10-20南车株洲电力机车有限公司发 布目 次前言 (Ⅱ)1 范围 (1)2 一般要求 (1)3 常用工艺文件 (1)4 工艺文件完整性 (3)前 言本标准代替Q/TX02-019-2001《工艺文件完整性》。
本标准与Q/TX02-019-2001相比,主要有以下变化:——增加了目次、前言;——常用工艺文件内容作了重大修改:a)取消了有关热工方面的内容;b)删除了工艺消耗材料定额卡、通用件汇总表、借用件汇总表、标准件汇总表、外购件汇总表、进口件汇总表、表面处理验收技术条件;c)增加了过程失效模式及影响分析表、工艺流程表、工艺定置管理图、下料工序卡、组焊配套卡、WPS焊接和PWPS预焊接工艺规程、数控加工坐标和刀具卡、工序检验卡、装配配件卡、工艺消耗材料定额卡、组装工艺过程、工艺和工序卡、下料工艺附表、试验工艺过程和工序卡、管道制作、下料、弯制和焊接工艺卡、油漆工艺卡、作业指导书、操作规程、工序流程单、检验流程图、检验规程、进货检验计划、首件鉴定(FAI)报告、首件检查表、质量跟踪卡、探伤记录、质量问题登录表、质量问题案例表、外协件明细表、零部件明细表、材料消耗工艺定额明细表、材料消耗工艺定额汇总表、工艺定额明细表、工艺评审记录、工艺文件标准化审查记录。
本标准由中国南车集团株洲电力机车有限公司提出。
本标准由技术中心技术管理部归口。
本标准起草单位:技术中心技术管理部。
本标准主要起草人:屈蕾。
本标准所代替标准的历次版本发布情况为:Q/TX 02-019-1991、Q/TX 02-019-2001。
Q/TX02-019-2009工艺文件完整性1 范围本标准规定了公司常用工艺文件的完整性要求及其主要内容。
(精品)技术标准明细表(样稿)
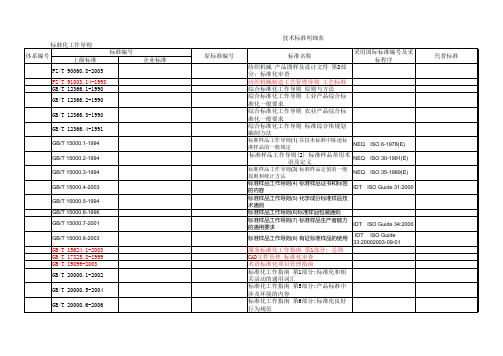
标准样品工作导则(8) 有证标准样品的使用
IDT ISO Guide 33:20002003-09-01
服务标准化工作指南 第1部分: 总则
CAD文件管理 标准化审查
术语标准化项目管理指南
标准化工作指南 第1部分:标准化和相
关活动的通用词汇
标准化工作指南 第5部分:产品标准中
涉及环境的内容
标准化工作指南 第6部分:标准化良好
行为规范
代替标准
GB/T 20000.7-2006
GB/T 3533.1-1983 GB/T 3533.2-1984
GB/T 3533.3-1984
GB/T 7027-2002
GB/T 857-1989 GB/T1.1-2000
GB/T1.2-2002
GB/T20000.1-2002
GB/T20000.2-2001
NEQ ISO 35-1989(E)
标准样品工作导则(4) 标准样品证书和标签 的内容
IDT ISO Guide 31:2000
标准样品工作导则(5) 化学成分标准样品技 术通则
标准样品工作导则(6)标准样品包装通则
标准样品工作导则(7) 标准样品生产者能力 的通用要求
IDT ISO Guide 34:2000
电子产品设计文件的标准化检查
工艺文件的标准化审查
SJ/T 10532.14-1994 TB/T 2002-2004 YD/T 756-1995
工艺管理 工艺标准化 产品图样及设计文件 标准化审查 邮电工业新产品标准化审查细则
实施日期
状态情 使用部
况
门
备注
1994/7/1 1994/7/1 1994/7/1 2003/9/1 1994/7/1 1997/4/1 2002/1/1
工艺文件格式

6,链条在工作中应及时加注润滑油。润滑油必须进入滚子和内套的配合间隙,以改善工作条件,减少磨损。
7,在键槽周围涂抹润滑脂(油),将键装到键槽上,用铜锤将键装入键槽底部。
8,在链轮与轴的配合面上涂抹润滑脂(油),将链轮装到轴头上,当链轮上键槽与键对正后,用专用套筒顶住链轮轮毂,用锤打击套筒另一端,将链轮装到位,采用多次打入的方式,一次用力不能太大。
2,各种管子不得有凹痕、皱折、压扁、破裂等现象,管路弯曲处应圆滑,不得有扭转现象。
3,管路的排列要整齐,并要便于液压系统的调整和维修。
4,注入液压系统的液压油应符合设计和工艺要求。
5,装配后液压管路及元件不得有渗漏油现象,为防止渗漏,装配时允许使用密封填料和密封胶,但应防止进入系统中。
6,液压操纵系统和转向系统应灵活、无卡滞现象。
当产品图样没有特殊要求时,容器外表面应涂底漆1道和面漆2道。面漆颜色应符合图纸或工艺的要求。
油漆应涂的均匀细致、光亮,颜色一致,不得有起泡、剥落、龟裂等缺陷。涂漆后应经过检查人员检查,油漆质量合格方准出厂。
产品在涂漆前金属表面应干燥,必须将其表面的油污、铁锈、焊接飞溅物和其它影响油漆质量的杂物除净
精加工件的表面(二级精度螺纹和密封件等)应涂无酸性工业凡士林,一般加工件表面应涂防锈油脂。
10,动刀片与护刃器工作面应贴合,前端间隙≤0.5mm,后端间隙≤1.5mm,但其数量不得超过全长的1/3。
11,割台、拨禾轮油缸装配准确,运动灵活,油管无扭曲现象。
12,拨禾轮升降架安装后,升降架圆钢的径向间隙小于2mm,且应能转动灵活。
13,割刀摆臂与摆环轴连接螺栓M12扭矩90±18N.m。
工艺文件编号规则n
工艺文件编号规则n工艺文件编号规则TY-JG-00编制: 刘仁宏审核: 李维虎批准: 尹晋宪安徽江淮专用汽车有限公司2008年月日工艺文件编号规则1 适用范围本规则适用于各类工艺文件的编号。
2 总则2.1 凡正式工艺文件都必须具有独立的编号。
同一编号只能授予一份工艺文件。
2.2 引证和借用某一工艺文件时应注明其编号。
3 编号的组成3.1 由产品型号加工艺文件特征号加登记顺序号组成,各部分之间用一字线隔开。
产品型号 3.2 产品型号栏填写相应产品的型号,对于通用的工艺文件用TY表示。
3.3 工艺文件特征号包括工艺文件类型代号和工艺方法代号两部分,每一部分均由两位数字组成。
3.4 登记顺序号在每一文件特征号内一般由1开始连续递增,位数多少根据需要决定。
4 代号编制规则和登记方法4.1 工艺文件类型代号按表1规定。
4.2 工艺方法代号按表2规定。
4.3 工艺文件编号时应统一登记于工艺文件目录中。
4.4 经多处修改后重新编制的工艺文件在其原编号后加A、B、C等,以示区别。
5 工艺文件编号举例HFC5250GJB1型混凝土搅拌运输车工艺路线:HFC5250GJB1-0900-1 机械加工通用工艺守则:TY-2940-2HFC3072K1R1型工程自卸车涂装工艺:HFC3072K1R1-2278-3表1 工艺文件类型代号工艺文件类型代号工艺文件类型名称工艺文件类型代号工艺文件类型名称01 工艺文件目录 40 (待发展)02 工艺方案 50 消耗定额表03 产品结构工艺性审查记录 52 材料消耗工艺定额汇总表09 工艺路线表 60 工艺装备明细表10 待发展 61 工艺装备及设备明细表20 工艺规程 62 厂标准工具明细表21 工艺过程卡片 70 (待发展)22 工艺卡片 80 (待发展)23 工序卡片 90 其他24 计算-调整卡片 93 工艺验证书25 检验卡片 96 工艺试验报告29 工艺守则 97 工艺总结30 工序质量管理文件31 工序质量分析表32 作业指导书33 控制图34 关键、特殊工序明细表表2 工艺方法代号工艺方法代号工艺方法名称工艺方法代号工艺方法名称工艺方法代号工艺方法名称 00 未规定 36 摩擦焊 80 待发展 01 下料 37 气焊与气割 90 冷作、装配、包装 10 铸造 38 钎焊 91 冷作 20 锻压 40 机械加工 92 装配 30 焊接50 电加工 95 电气安装电弧焊与电渣31 60 热处理 97 包装焊32 电阻焊 70 涂装。
生产工艺明细表(1)
工艺文件汇编编制;审核:批准:日期:年月日邯郸市峰峰矿区燕赵橡胶制品有限责任公司工艺文件明细表一、钢丝缠绕胶管工艺文件1、产品基本特征2、生产用主要材料及标准3、热炼工艺4、压出工艺5、压延中胶片6、切割涂塑玻璃丝窗纱7、导钢丝线轴8、钢丝缠绕9、包外胶层10、卷水包布11、硫化12、成品检查与包装二、软心高压钢编胶管工艺文件1.产品基本特征2.生产用原材料3.胶料热炼4.内胶包覆工艺5.压延中胶片6.钢丝合股7.钢丝编织8.包外胶工艺9.缠水包布工艺10.胶管硫化工艺11.胶管脱芯工艺12.成品检查与包装三、硬芯高压钢编胶管工艺文件1、产品基本特征2、生产用主要材料及辅助材料3、工艺流程4、胶料热炼5、挤出内管6、延压中胶7、胶管成型(1)合股施工表(2)套管(3)一层钢丝编织施工表(4)钢丝编织工艺规定(5)两层钢丝编织施工表(6)三层钢丝编织施工表8、包外胶9、缠水包布10、硫化11、成品检验与包装四、喷浆用橡胶软管钢丝编织生产工艺文件1、产品基本特征2、生产用主要材料3、工艺流程图4、胶料热炼5、挤出内管6、压延中外胶7、套管8、钢丝编织9、缠水包布10、硫化11、成品检查与包装一、钢丝缠绕胶管工艺文件企标钢丝缠绕工艺表二、软性高压钢编胶管工艺文件企标硬芯高压钢丝编制工艺I软芯两层编织生产工艺企标软芯高压钢丝编制工艺I软芯编织生产工艺企业钢丝编织压出、包胶工艺三、硬芯高压钢编管工艺文件。
工艺文件明细表及辅助材料定额清单
1
15
3XZX2.301.129GZCD
主板单机定额材料清单
3
16
3XZX2.301.129GCD
整机单机定额材料清单
2
17
GY2005.032
外委工艺说明
1
18
19
20
旧底图总号
底图总号
拟制
3XZX2.301.129GMX
审核
复审
日期
签名
标准化
第1页共1页
更改标记
数量
更改图号
签名
借用QYKS-1EGA
6
3XZX2.301.130GGZ
专用工装明细表
1
借用QYKS-1EGA
7
3XZX2.301.130GGJ
工具明细表
2
借用QYKS-1EGA
8
3XZX2.301.130GYQ
仪器明细表
1
借用QYKS-1EGA
9
3XZX2.301.130GGK
工序控制点明细表
1
借用QYKS-1EGA
蓝色
1
支
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
旧底图总号
底图总号
拟制
QYKS-1EGA
金龙卡控水器
辅料定额清单
(千台用量)
审核
复审
日期
签名
等级
标记
第1 页
共1页
标准化
批准
GS1
电 子 工 业
工艺文 件
第 1 册
标准工艺统计表
输变电工程原则工艺应用登记表
(输变电工程原则工艺应用率及应用效果评分表)
工程名称:泉州南安220kV洪梅变电站工程时间: 11 月 28 日
2. 工程竣工预验收时,建设管理单位(部门)组织评价并填写与否应用、应用效果得分率。
3.应用效果得分按100分计,应用效果实得分按照附件11原则工艺应用效果考核评分表进行评分,应采用未采用原则工艺项目,应用效果实得分为0分。
4. 原则工艺应用率=应采用原则工艺数量/实际采用原则工艺数量×100%;应用效果得分率=应用效果实得分合计/(100×应采用原则工艺数量)×100%.。
BOM清单
BOM清单BOM物料清单BOM物料清单称为产品结构表或用料结构表,它乃用来表示一产品,成品或半成品是由那些零组件或素材原料所结合而成之组成元素明细,其该元素构成单一产品所需之数量称之为基量,BOM 是所有MRP系统的基础,如果BOM表有误,则所有物料需求都会不正确。
目录定义基本用途按照用途划分1.工程BOM——EBOM:2.计划BOM——PBOM:3.设计BOM——DBOM:4.制造BOM——MBOM:5.客户BOM——CBOM:6.销售BOM——SBOM:7.维修BOM——WBOM:8.采购BOM——CBOM:9.成本BOM——CBOM:按照设计软件划分1.CAD中的BOM2.CAPP中的BOM3.PDM中的BOM4.ERP中的BOM主要形式1.单级展开BOM2.多级展开BOM3.缩行展开4.汇总展开5.单层跟踪6.汇总跟踪7.缩行跟踪8.矩阵式的BOM9.加减BOM10.模块化BOM BOM的一体化BOM的使用展开定义基本用途按照用途划分1.工程BOM——EBOM:2.计划BOM——PBOM:3.设计BOM——DBOM:4.制造BOM——MBOM:5.客户BOM——CBOM:6.销售BOM——SBOM:7.维修BOM——WBOM:8.采购BOM——CBOM:9.成本BOM——CBOM:按照设计软件划分1.CAD中的BOM2.CAPP中的BOM3.PDM中的BOM4.ERP中的BOM主要形式1.单级展开BOM2.多级展开BOM3.缩行展开4.汇总展开5.单层跟踪6.汇总跟踪7.缩行跟踪8.矩阵式的BOM9.加减BOM10.模块化BOM BOM的一体化BOM的使用生产部门的MBOM是在EBOM的基础上,根据制造装配要求完善的,包括加工零部件JBOM和按工艺要求的毛胚、模具、卡具等PBOM。
也可以称其为工艺BOM。
对应常见文本格式表现形式包括工艺路线表、关键工序汇总表、重要件关键件明细表、自制件明细表、通用件明细表、通用专用工装明细表、设备明细表等等。