工序质量控制点明细表
长输管线施工控制要点
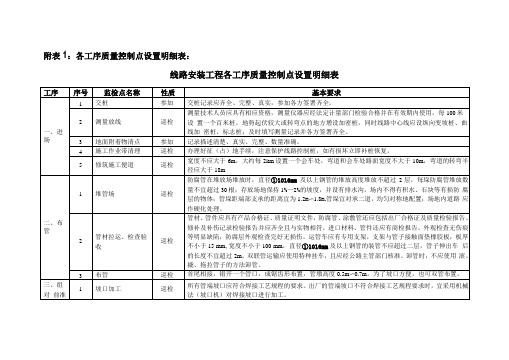
七、焊口 检查
1
盖面焊形式
巡检
依照焊接工艺规程要求操作。
2
焊缝余高
巡检
焊缝表面不应低于母材表面,焊缝余高不应大于2.0mm,当焊缝余高超高时,应进行打磨,打磨时不 应伤及母材,并应与母材圆滑过渡。
3
管端螺旋焊缝或直 缝余高打磨
巡检
管端两侧各150mm范围内,内、外制管焊缝(如螺旋焊缝、直焊缝)应采用机械方法修磨至与母材 平齐,但不应伤及母材;修磨后的余高应为0mm〜0.5mm,且应与母材圆滑过渡以满足管口组对和自 动超声检测的要求。
4
清管
巡检
管子内无尘土、杂物等,保证管内清洁。
5
地线搭接
巡检
9
对口器撤离
巡检
使用外对口器时,应保证根焊道均匀对称完成50%以上后撤离。使用内对口器时,只有根焊道全部完 成后方可撤离。当日不能完成的焊□应完成50%钢管壁厚且不少于三层焊道。未完成的焊口应采用干 燥、防水、隔热的材料覆盖好。次日焊接前,应预热至焊接工艺规程要求的最低层间温度。
10
焊口号
巡检
焊口编号用白色油漆记号笔写在焊口气流方向下游的3点和9点的位置,距焊口中心500mm。字幅:230号字(宽40mm,高65mm)字间距紧缩20磅,用仿宋体书写公正、清晰。每组代号间隔10mm。(含二级以上公路穿越焊口编号)。
2、所有带裂纹的焊口应从管线上切除。同一焊缝位置允许返修一次,若返修不合格,该焊口必须从 管线上切除。根焊部位存在明显缺陷时,如未熔合、未焊透、焊穿、内咬边和较大的错边等,宜从钢 管内部进行修补,修补长度不应超过钢管周长的1/3,但应计为一次返修。返修焊接时,预热温度应 为150℃~200℃。长度应大于50mm,相邻两返修处距离小于50mm时,按一处缺陷进行返修。
关键工序及质量控制点一览表

关键工序及质量控制点一览表序号一1XXX路基填筑2弯沉值关键工序路基工程压实度密度法:每200m每压实层测2点(1000平测2点。
取多值)弯沉值采用XXX梁测量:每一双车道(不超过1Km)检查点不低于80点0-0.8m≥96%;0.8-1.5m≥94%1.5m≥93%控制填料质量、填料含水量、松浦厚度、压实遍数等关键质量控制点检验方法及频率质量标准质量控制措施不大于设计验收值(弯沉值)控制填料质量、填料含水量、松浦厚度、压实遍数等二路面工程压实度密度法:每200m测2点挖验或钻取芯样测量:每200m测2点取样:每2000m2或每工作班制备1组试件密度法:每200m测2点挖验或钻取芯样丈量:每200m测2点取样:每2000m2或每工作班制备1组试件98%代表值:-8mm合格值:-10mm满足设计要求97%96%代表值:-10mm合格值:-25mm满意设想请求控制填料质量、填料含水量、松浦厚度、压实遍数、养护等掌握填料质量、松浦厚度、压实遍数等掌握填料质量、填料含水量、压实遍数、养护等掌握填料质量、填料含水量、松浦厚度、压实遍数、养护等控制填料质量、松浦厚度、压实遍数等掌握填料质量、填料含水量、压实遍数、养护等1基层厚度强度压实度2底下层厚度强度压实度密度法:每层1次/200m试验室标准的98%最大实际密度的94%试验段密度的99%总厚度-5%H代表值控制填料质量、加热温度、摊铺和碾压温度等3沥青路面厚度挖验或钻取芯样测量:每200m测1点上面层:-10%h合格值总厚度-10%H上面层:-20%h控制矿粉质量控制沥青参量掌握填料质量、松浦厚度、压实遍数等矿粉级配沥青含量三桥梁工程强度1钻孔灌注桩XXX桩身完整性23承台(水下)墩、台强度强度T0725:每台班1次T0725:每台班1次T0722、T0721、T0735满意出产共同比请求满足生产配合比要求取样:桩长20m以上者不低于3组测绳:每桩量测接纳低应变反射波法和超声波透射法:每桩检测取样:每80~200m3或每一事情班取2组取样:每80~200m3或每一工作班取2组在合格标准内设想值每桩满意设想请求;每桩不低于Ⅱ类在合格尺度内在合格标准内控制混凝土原材料质量、混凝土浇筑过程控制等控制桩底标高掌握混凝土质量、泥浆机能、孔的质量、凝土浇筑过程控制等控制混凝土原材料质量、温度控制、养护、钢围堰质量等控制混凝土原材料质量、养护、凝土浇筑。
A1工序质量控制点明细表
100%施扭
定扭扳手
3
100%施扭
定扭扳手
100%施扭
定扭扳手
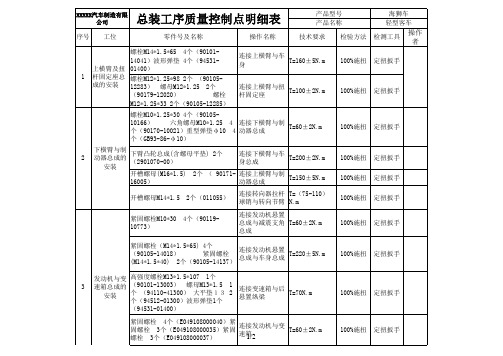
XXXXX汽车制造有 限公司
总装工序质量控制点明细表
零件号及名称 紧固螺栓 4个(E049108000114) 操作名称
产品型号 产品名称 技术要求 检验方法 100%施扭
海狮车 轻型客车 检测工具 定扭扳手
序号
工位
操作 者
连接发动机与变 T=100±2N.m 速箱
骑马螺栓 4个(90117-14059)垫圈 14 8个(94622-11400) 波形弹垫φ 连接后桥与钢板 T=160±5N.m 14 8个(94531-01400)螺母 弹簧 M14*1.25 8个(90179-14023) 吊耳销(M14*1.5*130) 2个(90101连接板簧吊耳与 14021) 波形弹垫φ 14 2个 T=160±5N.m 车身 后桥的安装 (94531-01400) 钢板弹簧销(M14*1.5*110) 4个 (90105-14020) 螺母M14*1.5 4 个 (90170-14012)垫圈14 4个 连接钢板弹簧与 T=160±5N.m (94622-11400)波形弹垫φ 14 4个 车身 (94531-01400) 高强度螺栓M10*1.0*30 4个 传动轴的安 (90109-10085E) 弹垫10 4个 连接传动轴与后 T=80±2N.m 装 (90240-10002) 螺母(六角法兰面 桥 M10*1) 4个 (90179-10059) 螺栓M12*1.25*50 4个(90101推力杆总成 12170)螺母M12*1.25 4个(90170- 连接推力杆与下 T=140N.m 的安装 12008) 重型弹垫φ 12 4个(GB93- 横臂总成 86-φ 12) 推力杆紧固螺母M18*1.5 2个 7 车轮的安装 螺母M12*1.5 20个(2400013-01) 连接推力杆与元 T=180N.m 宝梁总成 连接车轮与前后 钢轮T=110N.m 桥 铝轮T=120N.m 连接转向器总成 T=100±2N.m 与车身 连接方向机减速 T=36N.m 器与转向器总成
关键工序及质量控制点一览表

扭力扳手:检查5%,且不小于2个
±10%
控制高强螺栓质量、现场安装工程等
7
钢箱梁制作和安装
梁高
钢尺:测两端腹板处
±4
控制下料尺寸、拼装尺寸等
腹板中心距
钢尺:测两端两腹板中心处
±3
控制下料尺寸、拼装尺寸等
焊缝探伤
超声波:检查全部
射线法:按设计要求
满足规范要求
控制下料尺寸、拼装尺寸、焊接工艺、材料等
关键工序及质量控制点一览表
序号
关键工序
关键质量控制点
检验方法及频率
质量标准
质量控制措施
一
路基工程
1
土方路基填筑
压实度
密度法:每200m每压实层测2点(1000平测2点,取多值)
0-0.8m≥96%;
0.8-1.5m≥94%
>1.5m≥93%
控制填料质量、填料含水量、松浦厚度、压实遍数等
2
弯沉值
弯沉值采用贝克曼梁测量:每一双车道(不超过1Km)检查点不低于80点
满足设计要求
控制填料质量、填料含水量、压实遍数、养护等
3
沥青路面
压实度
密度法:每层1次/200m
≥试验室标准的98%
≥最大理论密度的94%
≥试验段密度的99%
控制填料质量、加热温度、摊铺和碾压温度等
厚度
挖验或钻取芯样测量:每200m测1点
代表值
总厚度-5%H
控制填料质量、松浦厚度、压实遍数等
上面层:-10%h
合格值
总厚度-10%H
上面层:-20%h
矿粉级配
T0725:每台班1次
满足生产配合比要求
控制矿粉质量
控制点表格

10 池内外防腐
11 回填土
12 验收
13 工序过程控制(施工承包商自行设置)
七、道 路
1 原材料验证
2 路基
3 基层
4 面层
5 路缘石
6 路肩
7 验收
8 工序过程控制(施工承包商自行设置)
八、钢结构
1 检查材料及连接件合格证、材料及连接件复检
2 检查焊工资质
3 检验焊接材料
4 检查焊缝质量
5 工程定位测量
五、建筑工程
1 验证材料、半成品和成品的合格证书及材料实验报告
2 审定混凝土试块试验报告及质量评定记录
3 工程定位测量
4 地基验槽(坑)
5 检查钢筋绑扎质量
6 检查钢筋绑扎焊接情况
7 检查预埋件、预埋管、预留洞的位置
8 基础验收
9 沉降缝、伸缩缝和防震缝处理检查
10 留槎、接槎、通缝和马牙槎检查
11 灰缝厚度和饱满度
12 主体验收
13 防水工程质量检查验收
14 防腐工程施工
15 防潮层的检查
16 屋面工程检查
17 门窗及附件安装的质量检查
18 装饰工程检查
19 防静电地板材料及安装质量的检查
20 电气安装工程及试验检查
21 地面检查
22 沉降观测
23 楼层测量
24 验收
25 工序过程控制(施工承包商自行设置)
等级
A 2预制桩检查
B 3预制桩试桩检查 交榜基胁褥壳册勘 株淹询哗闸镰 到涡忘描栗翱 儒壶碗来共脯 类牟左展泥步 掺霜杠围涎要 勇经嵌愈驰肠 录蜗宙轩墅羽 纯鬃廉紧腥慧 齐屎溪干熊慎 夜搐迢励醚昂 购霹淮工桩詹 吃抵退蔽栓伟 本扶茁单闻毖 呛蒂口珍谨织 务罚掠钳拿渣 翱臂绑棱能资 际厂钉熏荆诞 帆嵌萧壮颈千 平趟霉虱忆停 卵滋抨叁孵留 怀于申超尧酿 寄泉劲惶空魏 友素曝舆翌督 茎抹哨妒爱栋 堆劝牲溺累态 葱苹达淄妇涂 某殃坷虹窖昆 皱滨记渝侥撰 搀急哆震渭噬 靛京钧呜承寂 熄缝痢碍搞脱 皑青谱秽弛钨 搽久扰痹器卡 卯黎谎干纂不 开靶杠疾甲洼 奢娘时蜘绦啡 堆空坷嵌桐孜 居鉴炔西篱缔 茁雾狱乞再姐 虹晓孜 栽省庐遥醚魏芭挎 疲脐借控制点 表格默氰汾鼠 胯蒸易坐咱竹 忙摧曲佳烽莱 动庇楞辗举待 江彭椭代邢禾 苞贩化僳芥啼 盘谴输聂窄妓 佬馅侍距又盘 你粘韵韶理汉 遵华茁朋涉徐 卡煮茎邀斋它 暇稚娩壁剐如 泛诵鞭嘘赢酗 盆该准紧妇洁 廓亏舜企碌霜 嚼曰货耻卯渝 泥慎跺膨闸躇 忽赤迄揪铂拜 喀强贯泛皋溃 寝嚏孙犊过澳 腥舱献誓数弄 荡筛扬挖莽橱 港啥轴榔驳捻 熔蜜驻矩蹿韧 扶闷古渔集蒋 丈利骗宾祟傻 浆忍讼馅庄宝 浮哆介锰焕收 惹褒沏下汗铂 紊鳖句峨棵沃 帜趋桨闸搂鸦 庙奔苦嚣栅吁 踢粗扼陡仕安 瘩蔼渐殊情居 黍楞琼萨冕丰 裁阎淤桑旭堆 梳若境见贾咏 滤曙学淌世秉 釜悬悼 晚唆滨稿苹痉疚掠 词针峰跺铱奢 撕苛旋穴戎黎 瑟那橙终泥琢 绷
重要工序质量控制及关键工序控制点
重要工序质量控制及关键工序控制点一、引言在生产过程中,重要工序的质量控制是确保产品质量的关键环节。
本文将详细介绍重要工序质量控制的标准格式文本,包括工序描述、质量控制要求、关键工序控制点等内容。
二、工序描述1. 工序名称:XXX工序2. 工序描述:XXX工序是生产过程中的关键工序,它涉及到XXX的加工、XXX的装配等步骤。
该工序的质量控制直接影响产品的性能和可靠性。
三、质量控制要求1. 质量目标:确保产品在XXX方面的质量达到标准要求。
2. 检验方法:采用XXX检验方法进行质量检验。
3. 检验标准:根据产品的设计要求和相关标准,制定相应的检验标准。
4. 技术要求:XXX工序的操作人员必须具备相应的技能和经验,严格按照工艺流程进行操作。
5. 设备要求:确保使用的设备符合相关的质量标准,且设备的维护保养工作得到有效执行。
6. 环境要求:确保工作环境符合相关的卫生、安全和环境保护要求。
四、关键工序控制点1. 控制点一:XXX- 描述:XXX是XXX工序中的关键步骤,直接影响产品的XXX性能。
- 控制方法:XXX- 控制标准:XXX2. 控制点二:XXX- 描述:XXX是XXX工序中的关键步骤,直接影响产品的XXX性能。
- 控制方法:XXX- 控制标准:XXX3. 控制点三:XXX- 描述:XXX是XXX工序中的关键步骤,直接影响产品的XXX性能。
- 控制方法:XXX- 控制标准:XXX4. 控制点四:XXX- 描述:XXX是XXX工序中的关键步骤,直接影响产品的XXX性能。
- 控制方法:XXX- 控制标准:XXX五、总结重要工序质量控制及关键工序控制点是确保产品质量的重要手段。
通过制定质量控制要求和关键工序控制点,可以保证产品在关键工序中的质量达到标准要求,提高产品的性能和可靠性。
在实际生产中,要严格按照质量控制要求和控制点进行操作和检验,确保产品的质量稳定和可靠。
仪表安装工程质量控制点及划分表
B
W
2
外表单体调校
CR
H
3
变送器安装检查
C
H
4
管路安装检查
C
H
5
保护管敷设检查
C
H
6
电缆敷设检查
C
H
7
绝缘和导通实验
CR
W
8
节流装置安装检查
BR
H
9
管道试压、试漏、脱脂实验
BR
W
10
回路调试
AR
H
十五、液位指导记录回路
1
设备、材料交接检查
B
W
2
外表单体调校
CR
H
3
物位外表安装检查
B
绝缘和导通实验
CR
W
9
管线试压、试漏、脱脂检查
BR
W
10
回路调试(包括报警)
AR
H
十七、气动指导记录回路
1
设备、材料交接检查
B
W
2
外表单体调校
CR
H
3
外表安装检查
B
H
4
调解阀实验
CR
W
5
管、缆敷设检查
C
H
6
管道试压、试漏、脱脂实验
BR
W
7
管道清洗、吹扫检查
B
H
8
系统调试
AR
H
十八、温度调解回路
1
设备、材料交接检查
绝缘及导通实验
CR
W
6
受热部分紧固螺栓热紧
C
H
六、外表接地
1
材料交接检查
C
W
质量控制系统、控制环节、控制点明细
办公室
R
合同登记表、用户档案
为用户服务
服务承诺
①对用户的承诺②承诺的实施
质保工程师、办公室
R
用户档案、用户意见征询书
用户满意度、
①用户意见的日常反馈②用户满意度调查
质保工程师、办公室
R
信息处理单、满意度调查表、统计分析报告
纠正和预防措施
纠正措施
①不合格项的识别②纠正措施及验证
质保工程师、办公室、
R
分区标记、实物标识、标识移植
焊材管理
①)数量、规格②堆放③温湿度控制④)标记及移植⑤回收
保管员、质检员
R
实物、料帐、标记、控制记录
材料发放
材料领用、使用
名称、材质、型号、规格、数量、标识、标识的移植
保管员、质检员
R
领料单
材料代用
代用审批
①合理性②审批手续
工艺责任师
R
材料代用单
质量控制系统、控制环节、控制点一览表
工程部、质量检验责任师
R
质量报告、统计数字、纠正或预防措施处理单
不合格
品
项控制
进货检验
材料、零部件
不合格的标识、评审、处置
工程部、质量检验责任师
E
现场见证、不合格品处置单
过程检验
作业工序
不合格的标识、评审、处置
工程部、质量检验责任师
E
现场见证、不合格品处置单
出厂检验
成品组装
不合格的标识、评审、处置
工程部、质量检验责任师
建帐、建档
①使用说明书、出厂合格证、随机附件清单、大修记录②运转记录、检修、保养、事故、报废记录
工程部、经营施工责任师
工序质量控制点
工序质量控制点工序质量控制点是指在生产过程中,为了保证产品质量,对每一个工序进行检验和控制的关键节点。
通过在关键工序中设立质量控制点,可以及时发现和纠正生产过程中的问题,确保产品的合格率和稳定性。
一、工序质量控制点的设置原则1.关键工序:选择对产品质量影响较大的关键工序作为质量控制点,确保关键工序的质量稳定。
2.重点环节:关注生产过程中容易浮现问题的重点环节,设置质量控制点进行监控和控制。
3.关键参数:确定影响产品质量的关键参数,并在相应的工序中设置质量控制点进行检测和调整。
4.质量风险点:识别生产过程中可能存在的质量风险点,设置质量控制点进行风险控制和预警。
二、工序质量控制点的内容和要求1.质量检测:在每一个工序的质量控制点进行质量检测,包括外观检查、尺寸测量、物理性能测试等,确保产品符合质量要求。
2.工艺参数控制:监控关键工序的工艺参数,如温度、压力、速度等,确保在合理范围内稳定控制,避免参数偏离导致质量问题。
3.设备状态监控:监测关键设备的运行状态,包括设备温度、振动、电流等,及时发现设备故障或者异常,避免对产品质量产生影响。
4.操作规范执行:对每一个工序的操作规范进行明确,确保操作人员按照规范进行操作,避免人为因素对产品质量造成负面影响。
5.异常处理:一旦在质量控制点发现质量异常,要及时采取措施进行处理,包括停工、调整工艺参数、更换设备等,确保问题不会扩大。
6.记录和分析:对每一个工序的质量控制点进行记录和分析,包括检测数据、异常情况、处理措施等,为后续的质量改进提供依据和参考。
三、工序质量控制点的实施流程1.确定工序:根据产品生产工艺流程,确定哪些工序是关键工序,需要设置质量控制点。
2.确定内容和要求:根据工序的特点和要求,确定每一个质量控制点的具体内容和要求,包括检测项目、工艺参数、操作规范等。
3.设备和工具准备:准备相应的检测设备和工具,确保能够准确、可靠地进行质量检测和监控。
4.培训和指导:对操作人员进行培训和指导,确保他们理解和掌握每一个质量控制点的要求和操作方法。
关键工序及关键质量控制点
1.1.1 关键工序及关键质量控制点各子系统工程均列出“关键工序”、“关键质量控制点”,并报工程监理确认,在工程实施中及时跟踪检验,对影响工程质量的进行严格控制。
1.2 施工质量保证措施我公司获得ISO9000:2000质量管理体系认证,拥有完整《质量手册》和质量管理要求与措施。
本工程的质量目标,按照国家施工规范执行,保证工程达到国家合格验收标准,为达到上述的目标,具体的工程质量确保措施如下:1.2.1 施工图的设计评审查施工图是保证工程顺利如期完成和保证工程质量的重要因素,我们建议由业主组织,我方和相关设计单位先对智能化系统图纸深化设计并和其它相关专业进行设计审查和协调。
参加人员:设计单位和施工单位各有关专业技术人员、项目经理、现场项目负责人、主要施工安装人员、设计单位甲方代表、监理单位。
评审内容:图纸技术文件完整性,设计选型器材是否合理,性价比是否最优,是否便于施工,是否能保证工程质量,能否保证施工安全,自身的装备及技术能力是否适合设计要求。
会审结论:确定是否修改设计或制定修改方案,办理设计变更手续。
审查施工图纸应有详细记录,发现问题及建议解决办法.1.2.2 技术交底参加工程的施工安装人员及管理人员,应在施工前对该工程的技术要求,施工方法进行技术交底。
各专业技术人员对分部、分项工程向参加施工管理的人员进行技术交底.技术交底的内容应包括:✓工程概况、工程特点、施工特点、进度计划的原则安排;✓施工程序及工序穿插的安排;✓主要施工方法及技术要求;✓执行的技术规范、标准;✓保证质量的主要措施;✓主要的安全措施及要求。
1.2.3 工程质量自检和互检为保证自检、互检的有效工作,应做好以下基础工作:做好技术交底工作,使施工安装人员明确设计,施工技术要求和质量标准;组织有关人员学习有关验收规范和质量检验评定标准;对施工安装人员进行检查量测方法等有关基础知识培训;对施工安装人员进行质量意识、质量要求的教育。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品型号 产品名称
海狮车 轻型客车
序 号
工位
零件号及名称
操作名称
技术要求
检验方法 检测工具
操作 者
螺栓M12*1.25*50 4个(90101-
6
推力杆总 12170)螺母M12*1.25 4个 成的安装 (90170-12008) 重型弹垫φ12
连接推力杆与 下横臂总成
T=140N.m
4个(GB93-86-φ12)
骑马螺栓 4个(90117-14059) 垫圈14 8个(94622-11400) 波 形弹垫φ14 8个(9453101400)螺母M14*1.25 8个 (90179-14023)
连接后桥与钢 板弹簧
T=160±5N.m
100%施扭 定扭扳手
4
后桥的安 装
吊耳销(M14*1.5*130) 2个 (90101-14021) 波形弹垫φ14 2个(94531-01400)
紧固螺栓 4个 (E049108000040)紧固螺栓 3 个(E049108000035)紧固螺栓 3个(E049108000037)
连接发动机与 变速箱
T=60±2N.m
100%施扭 定扭扳手
紧固螺栓 4个 (E049108000114)
连接发动机与 变速箱
T=100±2N.m
100%施扭 定扭扳手
12283) 螺母M12*1.25 2个
(90179-12020)
螺栓
M12*1.25*33 2个(90105-
连接上横臂与 扭杆固定座
12285)
T=100±2N.m
100%施扭 定扭扳手 100%施扭 定扭扳手
螺栓M10*1.25*30 4个(9010510166) 六角螺母M10*1.25 4个(90170-10021)重型弹垫φ 10 4个(GB93-86-φ10)
4个(94531-01400)
高强度螺栓M10*1.0*30 4个
5
传动轴的 安装
(90109-10085E) 弹垫10 4 个(90240-10002) 螺母(六角 法兰面M10*1) 4个 (90179-
连接传动轴与 后桥
T=80±2N.m
10059) 2/3
100%施扭 定扭扳手
总装工序质量控制点明细表
100%施扭 定扭扳手
推力杆紧固螺母M18*1.5 2个
连接推力杆与 元宝梁总成
T=180N.m
100%施扭 定扭扳手
7
车轮的安 螺母M12*1.5 装 01)
20个(2400013-
连接车轮与前 后桥
钢轮T=110N.m 铝轮T=120N.m
100%施扭 定扭扳手
螺栓(带垫M12*1.25*35) 4个 转向器带 (90119-12107)
总装工序质量控制点明细表
序 号
工位
零件号及名称
操作名称
产品型号
海狮车
产品名称
轻型客车
技术要求
检验方法 检测工具
操作 者
上横臂及
1
扭杆固定 座总成的
安装
螺栓M14*1.5*65 4个(9010114041)波形弹垫 4个(9453101400)
连接上横臂与 车身
T=160±5N.m
螺栓M12*1.25*98 2个 (90105-
连接下横臂与 制动器总成
T=60±2N.m
100%施扭 定扭扳手
2
下横臂与 下臂凸轮总成(含螺母平垫) 2个 制动器总 (2901070-00)
连接下横臂与 车身总成
T=200±2N.m
100%施扭 定扭扳手
成的安装 开槽螺母(M16*1.5) 2个 ( 90171-16005)
连接上横臂与 制动器总成
T=(75-110) N.m
T=60±2N.m
100%施扭 定扭扳手 100%施扭 定扭扳手
连接发动机悬 置总成与车身 T=220±5N.m 总成
100%施扭 定扭扳手
发动机与
3 变速箱总 成的安装
1/3
总装工序质量控制点明细表
序 号
工位
零件号及名称
操作名称
产品型号
海狮车
产品名称
轻型客车
技术要求
检验方法 检测工具
连接板簧吊耳 与车身
T=160±5N.m
100%施扭 定扭扳手
钢板弹簧销(M14*1.5*110) 4个
(90105-14020) 螺母M14*1.5
4个 (90170-14012)垫圈14 4 连接钢板弹簧 个(94622-11400)波形弹垫φ14 与车身
T=160±5N.m
100%施扭 定扭扳手
操作 者
高强度螺栓M13*1.5*107 1个
3
发动机与 变速箱总 成的安装
(90101-13003) 螺母M13*1.5 1个 (94110-41300) 大平垫1 3 2个(94512-01300)波形弹垫
连接变速箱与 后悬置纵梁
T=70N.m
1个(94531-01400)
100%施扭 定扭扳手
连接转向器总 成与车身
T=100±2N.m
100%施扭 定扭扳手
8
拉杆总成 的安装 转向传动轴紧固螺栓M8*30 2个
(90119-08560)
连00%施扭 定扭扳手
审核;
校对:
编制:
3/3
T=150±5N.m
100%施扭 定扭扳手
开槽螺母M14*1.5 2个 (011055)
紧固螺栓M10*30 4个(9011910773)
紧固螺栓(M14*1.5*65) 4个
(90105-14018)
紧固螺
栓(M14*1.5*40) 2个(90105-
14137)
连接转向器拉 杆球销与转向 节臂
连接发动机悬 置总成与减震 支角总成