A1工序质量控制点明细表
A1-4碎石桩桩施工质量安全控制要点

碎石桩施工质量安全控制要点一、碎石桩施工质量控制要点(一)、基本质量要求:1、骨料级配要符合设计规范要求,不合格骨料严禁使用。
2、必须做成桩实验,根据试桩施工情况确定施工工艺参数。
3、必须严格按成桩试验确定的施工工艺参数进行施工。
4、应严格按照设计桩位,桩长,桩数施工。
5、应按照“由里到外”的施工顺序施工,严禁采用“由外到里”的方式制桩。
6、填土施工前应根据《建筑地基处理技术规范》JGJ79-2002进行复合地基承载试验,复合地基承载力必须达到250Kpa以上。
7、碎石块(粒径不大于50mm)以及采用石场的石硝,通过试验确定出最佳级配,一般经级配后碎石料干重度γ=18.7KN/m3。
8、保证每孔填料量,并做好填料现场记录。
9、严格控制振动挤密次数及电动机动率。
10、进行必要的成桩检查。
在试打及工程桩每100根抽查1~2根,检查桩体是否成型完整,扩径是否满足要求。
最后进行荷载试验,以便最后确定路基处理效果。
(二)、操作控制要点:1、先进行桩位测放,测量人员测量放出中心线及边线控制桩,并做好控制桩保护,标示桩点里程,根据桩位平面布置图,用钢尺布桩,布桩误差控制在2cm 内。
2、机具定位:将打桩机就位,合拢合瓣桩尖,将管桩向下垂直,使桩尖对准桩位标记,继续向下垂移桩管使桩尖入土。
调整桩机搭架,使沉管与地面基本垂直,一般控制在1%以内。
3、沉管达到设计深度后,进行碎石灌注作业,将碎石由加料口注入桩管内,灌入量按桩身理论方案量值与充盈系数计算。
做好现场施工记录,严格控制每根桩的碎石充盈系数,充盈系数一般控制在 1.02。
避免先期大后期小的不良现象,以增加桩的均匀性。
4、桩身拔管:管内灌入碎石高度需大于1/3管长,方可开始拔管,应有专人负责碎石灌入量,以防超灌或少灌。
拔管时应先振动5~10s后开始拔管,边振边拔,每拔高度0.5~1.0m停振,如此反复直至全管拔出。
拔管速度要均匀,一般为0.8m/min(平均速度)。
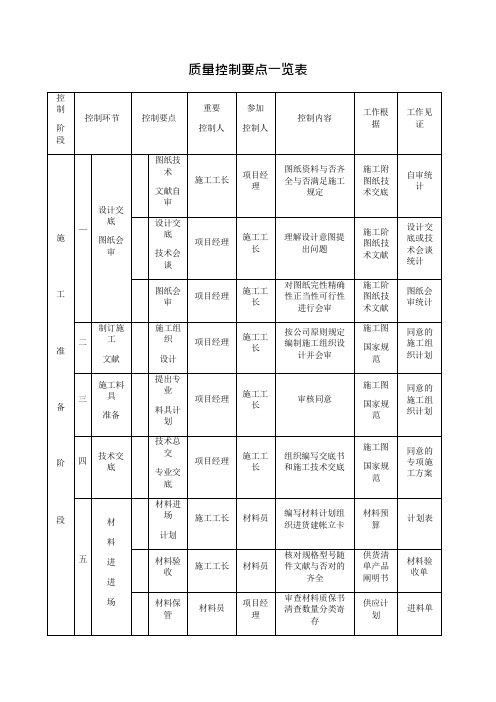
质量控制要点一览表
九
轴线标高
基础控制
测量放线员
施工工长质量员
轴线标高位置的拟定和复核
图纸原则
测量放线统计
十
材料代用
材料代用
施工工长
பைடு நூலகம்质量员
技术核算
图纸代用告知单
核准意见书
十一
基础工程
钢筋制作
施工工长
质量员
规格品种尺寸对焊质量
图纸规范
复核隐蔽质量评定统计
钢筋绑扎
施工工长
质量员
位置数量接头
图纸规范
复核隐蔽质量评定统计
项目经理
施工工长
组织编写交底书和施工技术交底
施工图
国家规范
同意的专项施工方案
五
材料进进场
材料进场
计划
施工工长
材料员
编写材料计划组织进货建帐立卡
材料预算
计划表
材料验收
施工工长
材料员
核对规格型号随件文献与否对的齐全
供货清单产品阐明书
材料验收单
材料保管
材料员
项目经理
审查材料质保书清查数量分类寄存
供应计划
进料单
材料发放
材料员
领料员
核对名称规格型号材质合格证
限定领料卡
发料单
六
施工料具
准备
设备进场
项目经理
施工工长
提出计划上报审批
同意计划
七
人员资料
承认
特殊种
资料承认
项目经理
施工工长
审查专业工种合格证
各专业工种考试规范
特殊作业合格证
施
工
阶
段
八
开工报告
MSAP与SLP产品质量控制点

減銅(Tenting流 程) 去膜
烘烤 Desmear
.藥水濃度
Cu2+ 58~62 g/L;H2SO4 35~45 g/L;Brightener 5~7ml;Leveller 2~3.5ml/L
A1二樓2#
CMI面銅廠規及參數依工單作業
A5三樓鍍金去 膜線1#
A5三樓電鍍1#
A5三樓水平1#
Tenting流程
A1二樓 3#&4#
壓膜 MSAP流程 A5三樓1#
線速 溫度 壓力 溫度
壓力
2.5+/-0.5m/min 壓膜滾輪溫度:115+/-5℃ 0.35±0.02Mpa 1.預熱溫度250℃,出板溫度50+/-5℃ 2.壓膜機溫度120℃,出板溫度55+/-5℃
壓膜機壓力5Kg
1.壓膜前切割粘塵紙及清潔滾輪 2.製程中每30pnl切割粘塵紙 3.Tenting流程干膜:依工單作業 MSAP流程:干膜:RD-1229 4.干膜不可使用過期干膜,製作前做點檢
MSAP流程水平來料2UM,微蝕開1個泵浦(依實際來
料銅厚微調)
首件及其量產前生產順序為PP5片、DUMMY板5片
、量產板、DUMMY板2片;
P/LB段1.5m/min,銅段1.4m/min
內一: 3.9±1.0 um;內二/三/四: 4.3±1.0 um
線速:0.4 噴壓:0.8/0.4/0.2/0.2 微蝕槽泵浦關閉
1.vcp投板面次要與程式設定的一致. 2.由HDI VCP2#代工時需要手動投板,雙手持板,輕拿 輕放,防止乾膜刮傷. 3.投板方式:線路密集面朝上,料號朝前投板(如 與VCP程式面次衝突,依程式做調整),密集面次 區分依工單
质量控制系统、控制环节、控制点明细

质量控制系统、控制环节、控制点一览表名称质量保证体系人力资源控制控制环节质量方针质量目标管理职责管理评审培训考核管理控制点名称编审宣贯评审制定落实评审职责权限评审计划评审内容评审输出培训考核聘用调配特种作业控制内容①质量方针的符合性②质量方针的适宜性③程序质量方针贯彻全面性①充分性②适宜性②有效性①质量目标的符合性②质量目标的适宜性③发布程序④质量目标的分解①质量目标的考核①充分性②适宜性②有效性①控制系统②相互关系③权责明确①时机②频次③组织①输入信息②程序①输出信息②纠正和预防措施①基础培训②技能培训③专业培训培训的有效性①规范性②适宜性①规范性②适宜性责任人或者部门总经理、办公室总经理、质保工程师、办公室总经理、办公室总经理、办公室质保工程师、办公室总经理、办公室总经理、质保工程师、办公室总经理、办公室总经理、办公室质保工程师、办公室质保工程师、办公室质保工程师、办公室质保工程师、办公室质保工程师、办公室控制类别RRRRRRRRRERERR控制依据文件、发布记录现场见证管理评审报告文件、发布记录考核记录管理评审报告任命书、文件规定、现场见证评审计划评审记录评审报告、纠正和预防措施培训计划、记录培训成绩、评估劳动合同、档案劳动合同、档案作证工见质量控制系统、控制环节、控制点一览表控制环节文件、记录编审文件、记 录管理控制点名称编制审核文件、记录的 发放、使用文件、记录更 改外来文件、 记 录法规、规范文件、记录借 阅、 复制、 作 废、销毁文件、记录的归档保存控 制 内 容①)准确性 ②完整性 ③)适宜性①所有文件、记录发表前均应得到授权人的 批准 ②所有使用文件、 记录的部门、 场所均为文件、 记录的有效版本 。
③记录的填写符 合要求。
①更改原因、内容 ②审批程序③更改引起的其他更改控制③定期评审程序。
①外来文件、记录的齐全性、有效性②外来文件、记录的识别、分发使用 法规、 安全技术规范及标准的完整、 有效性。
关键工序质量控制措施

崇启长江公路大桥(江苏段)跨江大桥工程施工项目CQ-A1标关键工序质量控制措施编制单位:中交第三航务工程局崇启CQ-A1标项目经理部主编人:韩振飞(工程师)参编人员:王华南(助理工程师)林烁(助理工程师)陆宁海(技师)审核人:汤涛(高级工程师)编报日期:2009年3月10日1 结构耐久性的施工控制本工程结构的耐久性保证是一项系统工程,设计作充分的耐久性设计和施工控制严格达到设计耐久性要求是工程耐久性保证的两个支柱。
本工程耐久性设计包括钢筋砼结构和钢管桩等2种结构,钢筋砼结构包括混凝土性能和混凝土保护层等2点,钢管桩采取了涂层防腐和阴极保护相结合的方案。
以往施工实践表明,施工过程对工程耐久性影响主要是施工预埋件的处理。
1.1钢筋砼结构耐久性施工保证(1)混凝土工程本标段混凝土耐久性性能要求为:同时承台和标高10m以下的墩身混凝土添加适量钢筋阻锈剂。
对于混凝土工程我们采取以下措施保证耐久性:○1混凝土正式拌和前,必须先进行试拌,保证混凝土的设计强度不小于结构设计强度,并至少高于耐久性要求的最低强度一个等级;抗氯离子渗透的性能Cl-扩散系数不大于耐久性最低要求的80%。
对于承台砼和墩身10m标高以下砼,掺加钢筋阻锈剂进行试拌,在结构混凝土中掺加阻锈剂。
○2混凝土拌和时保证原材料的质量满足招标规范要求和我局企业的规范要求,拌和物的和易性满足施工要求。
○3每次混凝土浇注完成,除留出常规抗压强度试块外,还留置抗氯离子渗透试验的试块,及时对混凝土的抗氯离子渗透性能进行检测。
(2)混凝土保护层控制本工程各结构净保护层厚度为:保证保护层厚度的施工措施如下:○1垫块全部采用高强砂浆定制保护层垫块,垫块高于相应部位保护层厚度2~3mm。
高强砂浆垫块在我局有限公司所属崇明航环预制厂采用定制模具进行生产。
该预制厂近年一直在研究垫块预制工艺,已形成系列商品,商品预制垫块形状合理、稳定,强度高,得到上海市港口工程质量监督站的高度评价和广泛推荐,在海洋工程中应用广泛。
工序质量控制点

工序质量控制点标题:工序质量控制点引言概述:工序质量控制是生产过程中非常重要的一环,它能够确保产品质量和生产效率。
在生产过程中,确定合适的质量控制点是至关重要的,惟独在关键的环节进行质量控制,才干有效地避免质量问题的发生。
本文将从五个方面介绍工序质量控制点的重要性和具体内容。
一、原材料质量控制点1.1 原材料的选择:选择优质原材料是保证产品质量的基础,必须对原材料的质量进行严格把控。
1.2 原材料的检验:在进入生产流程之前,需要对原材料进行全面的检验,确保符合产品要求。
1.3 原材料存储条件:正确的原材料存储条件也是原材料质量控制的重要环节,避免因存储不当导致质量问题。
二、生产工艺质量控制点2.1 设定工艺参数:在生产过程中,设定正确的工艺参数是确保产品质量的关键,需要根据产品特性进行调整。
2.2 监控生产过程:对生产过程进行实时监控,及时发现问题并进行调整,确保产品符合标准。
2.3 完善工艺流程:不断优化生产工艺流程,提高生产效率和产品质量。
三、设备维护质量控制点3.1 定期保养设备:设备的正常运转对产品质量至关重要,定期保养设备可以减少故障率。
3.2 设备检修记录:建立设备检修记录,及时发现设备问题并进行维修,确保设备正常运转。
3.3 设备运行参数:设备运行参数的设定也是设备维护质量控制的重要环节,需要根据产品要求进行调整。
四、人员技术质量控制点4.1 培训与考核:对生产人员进行定期培训和考核,提高其技术水平和质量意识。
4.2 责任分工:明确每一个人员的责任分工,确保每一个环节都有专人负责,避免责任含糊。
4.3 激励机制:建立激励机制,激励人员积极参预工序质量控制,提高产品质量。
五、成品质量控制点5.1 抽检成品:对成品进行抽检,确保产品符合标准。
5.2 产品追溯:建立产品追溯体系,及时发现问题产品并进行处理。
5.3 售后服务:做好售后服务工作,及时处理客户反馈的质量问题,提高客户满意度。
结论:工序质量控制点的设定和实施对于产品质量的提升和生产效率的提高至关重要。
工程施工质量控制点及等级划分表
W
A1:土建工程
序号
质量控制点名称
等级
监督控制点
备注
12
混凝土外观检查
C
S
13
混凝土外观允差
BR
S
14
基础隐蔽检查
B
H
15
回填土土质、标高、密实度、平整度检
查
C
W
16
预制钢筋砼基础地基标高、底边尺寸检
查
C
17
预制基础分批检查
BR
18
预制基础安装允差
BR
十二、混凝土基础
1
基础地基标高、底边尺寸检查
CR
7
木门窗框与墙体嵌固牢固程度
C
H
8
木门窗五金件
C
9
木门窗留缝宽度及间隙
CR
S
10
木门窗安装偏差
BR
11
钢门窗规格、质量
BR
W
见出厂合格证
12
钢门窗安装前矫正变形
C
S
13
钢门窗框与墙体嵌固牢固程度
C
H
14
钢门窗开启
C
S
15
钢门窗油漆质量
B
S
16
钢门窗安装质量
BR
H
A1:土建工程
序号
质量控制点名称
等级
四、地沟工程
1
挖方坑、槽边坡、底边尺寸
C
H
2
标高、平整度
BR
S
3
砖石砌筑方法、砂浆饱满度
B
S
4
砂浆配比、强度
BR
W
5
砌体结构允差
B
S
6
工序质量控制点检查工作规定
PM—000—QH-QU-0004 天津石化100万吨/年乙烯及配套项目工序质量控制点检查工作规定文件编号: PM-000-QH-QU-0004天津石化100万吨/年乙烯及配套项目QHSE部2006.10工序质量控制点检查工作规定为切实抓好天津石化100万吨/年乙烯及配套项目工程建设过程中的工程质量,有效控制施工阶段各施工单位的质量行为和实体质量。
根据本项目质量管理程序和工序质量控制点统一规定,针对施工阶段工序质量控制点的检查程序作统一规定。
一、工序质量控制点检查:(1)A1级,应由建设单位、生产单位、监理单位、总承包商、施工承/分包商五方专业技术人员联合检查;(2) A2级,应由建设单位、监理单位、总承包商、施工承/分包商四方专业技术人员联合检查;(3) B级,应由监理单位、总承包商、施工承/分包商三方专业人员联合检查;(4) C级,应由施工承/分包商的质量检查部门进行检查,各相关质量管理部门抽查.二、工序质量控制点的实施要点1、要求施工承/分包商的质量控制工程师、技术人员把质量控制点的质量特性及控制措施向施工人员交底,务必使有关人员真正理解,树立以预防为主的思想;2、监理单位和各EPC总承商的专业工程师、质量控制工程师在施工现场要进行重点指导、检查,对关键的质量控制点要进行旁站监督;3、严格要求施工人员按施工规程、规范认真操作,保证每道工序的质量;4、按规定做好检查,认真记录检查结果,取得真实的第一手数据;5、运用数理统计方法对控制要素进行分析,不断地进行改进,直至工序质量控制点验收合格。
三、工序质量控制点的执行程序:1、 A1、A2级工序质量控制点:(1)EPC总承包商的专业工程师接到施工分包商上报的“质量控制点报验单”(附表一、二)后,在确认施工分包商已自检合格、有自检记录且已填报“工序质量控制点检查记录"的情况下,提前24小时通知相关单位和部门专业技术人员检查验收;(2) EPC总承包商的专业工程师应在规定时间内会同建设单位、生产单位、监理单位对报验项目进行检查验收,如不合格,检查各方应及时在“质量控制点报验单”上填写不合格项目和检查意见,并责令施工分包商在限定时间内进行整改后重新报验;如合格应在“工序质量控制点检查记录”和“质量控制点报验单”上签字确认,要求签字的时间不超过3天,且签字日期为检查日期。
施工质量控制点
施工质量控制点
1 说明
1.1质量控制点含义
质量控制点是指对本工程质量的性能、安全、寿命、可靠性等有严重影响的关键部位或对下道工序有严重影响的关键工序,这些点的质量得到了有效控制,工程质量就有了保证。
1.2 质量控制点的确定
将国家颁布的建筑工程质量检验评定标准中规定应检查的项目和化工建设项目工程质量检验评定标准中规定应检查的项目,作为检查本工程质量的质量控制点;参照上述规定,同时结合以往工程的经验,提出质量控制点及等级划分表,经业主、监理、施工分单位共同商讨后,发布实施。
1.3质量控制点定级
根据各控制点对工程质量的影响程度,将质量控制点分为A、B、C三级,其中:
1.3.1 A级为最重要的质量控制点,必须由业主、监理、施工分单位三方质检人员共同检查确认;
1.3.2 B级为重要的质量控制点,由监理、施工单位二方检查人员检查确认;
1.3.3 C级为一般质量控制点,由施工单位质检人员检查确认;
1.3.4在A、B、C三级中需提交检查记录者,在其后加R,如:AR、BR、CR级。
1.4 施工质量控制点及等级划分表实施中应注意的问题:
1.4.1等级划分表应经业主和监理确认后方可执行;
1.4.2等级划分表中的质量控制点,可根据工程的需要进行适当的增减;
1.4.3等级划分表中各质量控制点的检查等级,可根据业主和监理具体要求作适当调整。
1.4.4 经各方确认的质量控制点将作为实际施工质量检查依据。
未来
未来
未来
未来
未来
未来
未来18
未来
未来
未来
涂漆、绝热工程施工质量控制点及等级划分表
水暖、通风、空调安装工程施工质量控制点及等级划分表。
总装(底盘)关键工序质量控制点明细表
序工工 号序位
112
底盘车间关键工序质量控制点明细表
工序名称
质量项目
进气管路
管路走向顺畅,无折弯、窝憋
质量 特性 分级
管理手段不合 格品来自控 制C统计 图 P
管理标准
夹 作设量检
定
共 2页
焊接 工艺
第2页
控制点编号
√ √√
DTK-GS-05-06-01
2 1 3 动转油管的装配 管路走向顺畅,无漏油,扭紧力矩 S
总装(底盘调整车间)关键工序质量控制点
明细表
DTK-GS-05-06(第二版)
编制: 校对: 审核: 批准:
******有限公司
共 2页 第1页
编制说明
1、工序质量控制点明细表中质量特性分级项分为:关键、重要、安全、法规四项。 2、工序质量控制点明细表中符号分别表示为: -关键 、 -重要、 S -安全、 R -法规。 3、编号在文件名称后加 D 与整车区分。
852
装转向管柱
检查是否牢固可靠
DTK-GS-05-06-11
992
版次
10 12 3
第一版 标 记 处 数
编制
校对
审核
批准
√
√√
DTK-GS-05-06-02
331
牛腿的装配 扭紧力矩
●
√
√√
DTK-GS-05-06-05
444
三漏的自检 密封性、扭紧力矩
●
√
√√
DTK-GS-05-06-06
544
气密性实验 无漏气现象
644
转弯半径
左右转弯半径是否一致
●
7 5 1 调整、校正牛腿 检查左右牛腿的直线度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
100%施扭
定扭扳手
3
100%施扭
定扭扳手
100%施扭
定扭扳手
XXXXX汽车制造有 限公司
总装工序质量控制点明细表
零件号及名称 紧固螺栓 4个(E049108000114) 操作名称
产品型号 产品名称 技术要求 检验方法 100%施扭
海狮车 轻型客车 检测工具 定扭扳手
序号
工位
操作 者
连接发动机与变 T=100±2N.m 速箱
骑马螺栓 4个(90117-14059)垫圈 14 8个(94622-11400) 波形弹垫φ 连接后桥与钢板 T=160±5N.m 14 8个(94531-01400)螺母 弹簧 M14*1.25 8个(90179-14023) 吊耳销(M14*1.5*130) 2个(90101连接板簧吊耳与 14021) 波形弹垫φ 14 2个 T=160±5N.m 车身 后桥的安装 (94531-01400) 钢板弹簧销(M14*1.5*110) 4个 (90105-14020) 螺母M14*1.5 4 个 (90170-14012)垫圈14 4个 连接钢板弹簧与 T=160±5N.m (94622-11400)波形弹垫φ 14 4个 车身 (94531-01400) 高强度螺栓M10*1.0*30 4个 传动轴的安 (90109-10085E) 弹垫10 4个 连接传动轴与后 T=80±2N.m 装 (90240-10002) 螺母(六角法兰面 桥 M10*1) 4个 (90179-10059) 螺栓M12*1.25*50 4个(90101推力杆总成 12170)螺母M12*1.25 4个(90170- 连接推力杆与下 T=140N.m 的安装 12008) 重型弹垫φ 12 4个(GB93- 横臂总成 86-φ 12) 推力杆紧固螺母M18*1.5 2个 7 车轮的安装 螺母M12*1.5 20个(2400013-01) 连接推力杆与元 T=180N.m 宝梁总成 连接车轮与前后 钢轮T=110N.m 桥 铝轮T=120N.m 连接转向器总成 T=100±2N.m 与车身 连接方向机减速 T=36N.m 器与转向器总成
100%施扭
定扭扳手
4
100%施扭
定扭扳手100%施扭定 Nhomakorabea扳手5
100%施扭
定扭扳手
6
100%施扭
定扭扳手
100%施扭 100%施扭 100%施扭 100%施扭
定扭扳手 定扭扳手 定扭扳手 定扭扳手
8
螺栓(带垫M12*1.25*35) 4个 转向器带拉 (90119-12107) 杆总成的安 转向传动轴紧固螺栓M8*30 2个 装 (90119-08560)
XXXXX汽车制造有 限公司
总装工序质量控制点明细表
零件号及名称 操作名称
产品型号 产品名称 技术要求 检验方法
海狮车 轻型客车 检测工具
序号
工位
操作 者
1
螺栓M14*1.5*65 4个(9010114041)波形弹垫 4个(94531上横臂及扭 01400) 杆固定座总 螺栓M12*1.25*98 2个 (90105成的安装 12283) 螺母M12*1.25 2个 (90179-12020) 螺栓 M12*1.25*33 2个(90105-12285)
连接上横臂与车 T=160±5N.m 身 连接上横臂与扭 T=100±2N.m 杆固定座
100%施扭
定扭扳手
100%施扭
定扭扳手
螺栓M10*1.25*30 4个(9010510166) 六角螺母M10*1.25 4 连接下横臂与制 T=60±2N.m 个(90170-10021)重型弹垫φ 10 4 动器总成 个(GB93-86-φ 10) 2 下横臂与制 下臂凸轮总成(含螺母平垫) 2个 动器总成的 (2901070-00) 安装 开槽螺母(M16*1.5) 2个 ( 9017116005) 开槽螺母M14*1.5 2个(011055) 紧固螺栓M10*30 4个(9011910773) 连接下横臂与车 T=200±2N.m 身总成 连接上横臂与制 T=150±5N.m 动器总成 连接转向器拉杆 T=(75-110) 球销与转向节臂 N.m 连接发动机悬置 总成与减震支角 T=60±2N.m 总成
审核;
校对:
2/2
编制:
100%施扭
定扭扳手
100%施扭 100%施扭 100%施扭
定扭扳手 定扭扳手 定扭扳手
100%施扭
定扭扳手
紧固螺栓(M14*1.5*65) 4个 连接发动机悬置 (90105-14018) 紧固螺栓 T=220±5N.m 总成与车身总成 (M14*1.5*40) 2个(90105-14137) 发动机与变 高强度螺栓M13*1.5*107 1个 速箱总成的 (90101-13003) 螺母M13*1.5 1 连接变速箱与后 个 (94110-41300) 大平垫13 2 T=70N.m 安装 悬置纵梁 个(94512-01300)波形弹垫1个 (94531-01400) 紧固螺栓 4个(E049108000040)紧 连接发动机与变 固螺栓 3个(E049108000035)紧固 T=60±2N.m 速箱 1/2 螺栓 3个(E049108000037)