锤子柄车削加工工艺
普通车工榔头把的加工工艺流程

普通车工榔头把的加工工艺流程Crafting a basic car mechanic's hammer handle involves several critical steps. The process begins with selecting a suitable piece of wood, typically a sturdy hardwood like hickory or ash, known for its durability and shock resistance. The selected wood is then cut to the desired length and shape using specialized woodworking tools such as bandsaws and lathe machines.制作一把普通车工榔头把需要经历几个关键步骤。
首先要选择一块合适的木材,通常是坚固的硬木,比如山核桃木或白蜡木,这种木材因其耐用性和抗冲击性而广受青睐。
然后选定的木材会被使用专业木工工具,比如带锯和车床机,削成期望的长度和形状。
Once the wood is shaped, it undergoes a process of sanding and smoothing to ensure a comfortable grip and prevent splinters. This step is crucial for both functionality and aesthetics, as a rough handle can cause discomfort and reduce the overall quality of the tool. Skilled craftsmen use various grits of sandpaper and files to achieve a smooth finish that is pleasant to touch and visually appealing.木材成型后,会进行打磨和抛光的工艺,以确保握把的舒适性,同时防止产生木屑。
最新中职车工实习教案:榔头把加工工艺

单元6 榔头把加工工艺[导入]上面演示了榔头把的加工工艺过程,为了使同学们加深理解,掌握它的操作要领,现在详细的讲解一下。
[提问]榔头把加工工艺车锥度,采用的是哪一种方法,为什么采用这种方法?[目的]使学生回忆所学内容,以加深理解。
[板书]1、车刀与工件①转动小拖板法:能车整锥体和角度很大的工件;但不能自动走刀,劳动强度大,表面光洁度较难控制,车锥面较短的工件。
②偏移尾座法:可以自动走刀车锥面,车出的工件光洁度好,能车较长的外圆锥;不能车锥孔及整锥体,不能车锥度很大的工件。
③靠模法:能车质量较高的内外圆锥,靠模装置调节范围较小,一般可调12°。
④宽刃刀车削法:能车较短的内外圆锥,但精度不高的零件。
4、加工范围车端面钻中心孔车外圆车外圆锥滚花[作业布置]1、通过加工榔头把,你练到了车工的哪些加工范围?2、车削锥度的方法有几种?各适用于加工什么工件?[教法设计说明]本单元本着先易后难的设计方法,以提高学生的掌握程度。
单元7 榔头把的加工工艺练习[导入]教师在巡回指导时应予以注意的问题:1、在学生操作练习时,教师对学生的操作错误应及时纠正并给予指导。
2、对学生提出的问题,指导教师要耐心、细致的讲解。
3、在巡回指导时,应时刻注意学生的人身安全和设备安全。
[学生操作练习]学生按照工艺步骤进行操作。
指导老师要要求学生发挥主动性和创造性,独立的、保质保量的完成实习任务;提醒学生对不懂的地方要勤问,不仅要知其然,还要知其所以然。
[注意事项] 1、轴类零件装卡方法的注意事项。
2、刀具装卡方法的注意事项。
[小结]本单元为学生的榔头把的加工工艺练习,主要过程为学生操作,教师巡回指导。
最新榔头柄的车削工艺流程
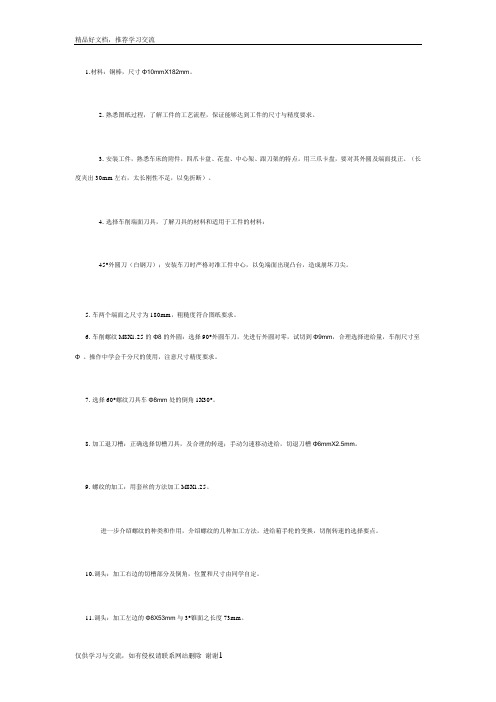
1.材料:铜棒,尺寸Φ10mmX182mm。
2. 熟悉图纸过程,了解工件的工艺流程,保证能够达到工件的尺寸与精度要求。
3. 安装工件,熟悉车床的附件,四爪卡盘、花盘、中心架、跟刀架的特点。
用三爪卡盘,要对其外圆及端面找正。
(长度夹出30mm左右,太长刚性不足,以免折断)。
4. 选择车削端面刀具,了解刀具的材料和适用于工件的材料:45°外圆刀(白钢刀);安装车刀时严格对准工件中心,以免端面出现凸台,造成崩坏刀尖。
5. 车两个端面之尺寸为180mm,粗糙度符合图纸要求。
6. 车削螺纹M8X1.25的Φ8的外圆:选择90°外圆车刀,先进行外圆对零,试切到Φ9mm,合理选择进给量,车削尺寸至Φ 。
操作中学会千分尺的使用,注意尺寸精度要求。
7. 选择60°螺纹刀具车Φ8mm处的倒角1X30°。
8. 加工退刀槽:正确选择切槽刀具,及合理的转速;手动匀速移动进给,切退刀槽Φ6mmX2.5mm。
9. 螺纹的加工:用套丝的方法加工M8X1.25。
进一步介绍螺纹的种类和作用,介绍螺纹的几种加工方法,进给箱手轮的变换,切削转速的选择要点。
10.调头:加工右边的切槽部分及倒角,位置和尺寸由同学自定。
11.调头:加工左边的Φ8X53mm与3°锥面之长度73mm。
锥面的四种加工方法。
本实例中3°的锥面采用转动小溜板法加工,优点是能车削整个锥面和锥角很大的工件,缺点是不能自动走刀,劳动强度大,表面光洁度较难控制。
其它的锥面加工方法:靠模法、偏移尾架法、宽刃刀车削法的特点和适用性简介。
12.抛光处理:进行合理的选择转速,用砂纸抛光。
提醒操作者掌握安全注意事项。
钳工做小锤子的工艺流程

钳工做小锤子的工艺流程小锤子是一种常见的手工具,广泛应用于机械加工行业中的钳工和铁匠工作中。
钳工做小锤子的工艺流程非常重要,需要经过多个环节的加工和处理,才能制作出质量优良、外观精美、使用寿命长久的小锤子。
下面将为大家详细介绍钳工做小锤子的工艺流程,包括材料准备、锻造加工、抛光处理等。
一、材料准备制作小锤子的重要材料是钢材。
一般选择优质碳钢或合金钢作为锤子的杆材和头部,杆材要求杆体直、不弯曲,头部材料无夹杂、气泡以及复晶等缺陷。
在材料采购时应选择品质好的材料,并注意检查有无锈蚀和裂纹,以确保锤子的质量。
二、锻造加工1. 初步加工首先需要对准备好的杆材进行初步加工。
一般切割长度应根据锤子的设计尺寸来确定,对于单头小锤,长度一般为20-25厘米;对于双头小锤,则应根据头部的设计来确定长度。
杆材切割后,需要对其进行初步打形。
在打形的时候,应首先将锤柄的两端留出一定的长度,然后将锤柄的两端进行加热,将其锤头按照设计要求形成锤面、中心和锥形部位。
2. 锤头制作完成锤柄的打形后,需要开始制作锤头。
制作锤头时应将选料好的钢块进行加热,然后使用锤头模具进行成型。
需要注意的是,锤头的成形应具有一定的对称性,而且需要在温度适宜时迅速完成成形,以确保其质量和外观。
完成锤头的制作后,可以将锤柄的两端与锤头进行冷连接,同时进行粗加工、修整,保证锤头和锤柄之间的贴合度。
3. 收口进行收口主要是为了锤头与锤柄之间的结构更为紧密。
在收口时,需要将锤头的柄固定在模子上,然后对锤柄的尾端进行加热,使其呈现出对称的半月型。
加热完成后,需要将锤柄的尾端降温,使其与锤头形成一体。
三、加工处理1. 粗加工在将锤头与锤柄连接完成后,需要对锤子进行粗加工。
主要包括钝化、铣口、插刻线等一系列工序,以增强小锤子的强度和稳定性,让它更加适合工作。
需要注意的是,加工过程中应严格遵守工艺要求并进行必要的检查和测试,以确保加工质量。
2. 热处理为使小锤子的结构更加稳定,增强其物理性能和耐用性,还需要进行热处理。
锤头加工工艺流程
锤头加工工艺流程锤头是一种常见的工具,广泛应用于建筑、机械加工等行业。
它的制作过程需要经过多道工艺流程,下面将为大家详细介绍锤头加工的具体步骤。
第一步,原材料准备。
锤头的主要材料是钢铁,需要选择高质量的钢材作为原材料。
钢材应具备一定的硬度和韧性,以确保制成的锤头具有良好的使用性能。
第二步,材料切割。
将选定的钢材按照锤头的设计尺寸进行切割。
切割可以采用机械切割或激光切割等方法,以确保切割的尺寸精确。
第三步,锻造加工。
将切割好的钢材进行锻造,通过高温和高压的作用使钢材变形,形成锤头的初步形状。
锻造可以提高钢材的密度和硬度,增强锤头的耐用性。
第四步,热处理。
锤头在锻造后需要进行热处理,以消除内部应力,并使其达到理想的硬度和韧性。
热处理可以采用淬火、回火等方法,根据锤头的具体要求进行处理。
第五步,精加工。
经过热处理的锤头需要进行精加工,包括车削、铣削、磨削等工序。
这些工序可以使锤头的外形更加精确,表面更加光滑。
第六步,装配。
将经过精加工的锤头与锤柄进行装配,通常采用焊接或螺纹连接等方式。
装配时需要确保锤头与锤柄的连接牢固,以保证使用时的安全性。
第七步,表面处理。
锤头在装配完成后需要进行表面处理,以增加其美观性和防腐性。
表面处理可以采用喷涂、镀锌等方式,根据具体要求选择合适的处理方法。
第八步,质量检验。
制成的锤头需要进行质量检验,包括外观检查、尺寸检测、硬度测试等。
只有通过了质量检验的锤头才能出厂销售。
第九步,包装和出厂。
通过质量检验的锤头将进行包装,并准备出厂。
包装可以采用纸箱、木箱等方式,以确保锤头在运输过程中不受损坏。
以上就是锤头加工的工艺流程。
通过以上的步骤,我们可以制成高质量的锤头产品,以满足各行业的需求。
锤头加工虽然需要经过多道工艺流程,但每一步都是必不可少的,只有每一步都做好,才能制作出优质的锤头产品。
锤的制做方法

锤的制做方法锤是一种经典的工具,广泛应用于建筑、冶金、机械加工等领域。
锤的制作方法包括材料准备、加工工艺和组装等多个步骤。
本文将详细介绍锤的制作方法。
一、材料准备制作锤的材料主要包括锤头和锤柄。
锤头通常采用高硬度的金属材料,如钢铁等。
锤柄则可以选择木材或者金属材料。
在材料选择时,需要考虑到锤的用途和使用环境,以确保锤的质量和耐用性。
二、锤头的加工工艺1. 锤头的制作通常从选材开始。
首先选择合适的金属材料,并对其进行加工,使其具有所需的形状和尺寸。
2. 加工过程中,需要进行热处理,以提高金属材料的硬度和耐磨性。
常见的热处理方法包括淬火和回火。
3. 加工完成后,对锤头进行表面处理,如打磨和镀层等,以增强其耐腐蚀性和美观度。
三、锤柄的制作工艺1. 锤柄的制作一般从选材开始。
木质锤柄可以选择坚硬且耐磨的木材,如橡木或者胡桃木等。
金属锤柄可以选择高强度的金属材料,如钢铁或者铝合金等。
2. 根据锤的设计要求,对锤柄进行加工。
木质锤柄通常需要进行切割、车削和打磨等工艺,以使其形状和尺寸符合要求。
金属锤柄则需要进行铸造或者锻造等工艺。
3. 完成加工后,对锤柄进行表面处理,如涂漆或者喷涂等,以增强其耐用性和美观度。
四、锤的组装1. 将锤头和锤柄进行组合。
通常,锤头的一端会有孔或者凹槽,用于固定锤柄。
将锤柄插入孔中,并用螺栓或者焊接等方法进行固定。
2. 组装完成后,进行质量检验。
检查锤头和锤柄之间的连接是否牢固,锤头是否与锤柄对齐等。
3. 在确保质量合格的情况下,对锤进行整体的打磨和润滑,以增加使用时的舒适度和操作性。
五、锤的质量控制1. 在制作锤的过程中,需要严格控制材料的质量。
材料的硬度、强度和耐磨性等指标需要符合设计要求。
2. 在加工过程中,要注意工艺的准确性和规范性。
确保锤头和锤柄的尺寸和形状符合设计要求。
3. 在组装过程中,要进行严格的质量检验,确保锤头和锤柄之间的连接牢固可靠。
4. 最后,对成品锤进行全面的质量检测。
小铁锤的加工 第11组
• 把加工好的锤柄拧紧到锤头的d !
磨削圆头 也可称为端部倒角,套螺纹时便于板牙切入
注:孔口倒角
为了丝锥能完全咬合,容易 切入
板牙套丝(板牙、扳手)
最在推身砂操加 后钻挤体轮作工 热孔。,机规过 处、要同时程程 理攻先学,,中 。丝加间一尤一 、工绝定其定 套表对要在要 丝面不站使严 、、能稳用格
注 意 事 项 :
•
装配:
要领参考攻丝磨削圆头也可称为端部倒角套螺纹时便于板牙切入为了丝锥能完全咬合容易切入板牙套丝板牙扳手把加工好的锤柄拧紧到锤头的螺孔中可用砂纸打磨
小铁锤的制造规划
一.所需工具
确定时序、划分环节:
加工过程可划分三个环节,依次为锤头加工 环节、锤柄加工环节和装配环节。
•
锤头加工:
• • • • • • 划线(划锉削线) 锯割锉削(注意锉削平面的平整度,用角尺检查) 划线冲眼(注意先划出对称线) 钻孔(孔的大小直径6.5-7mm) 攻丝 1、掌握好用力,宁缓勿急,使丝锥与孔口保持垂 直。 • 2、顺时针旋进1-2圈注意倒转1/2-1/4圈切断及排出 切屑。 • 3、集中注意力观察,每旋进2-3牙检查垂直度。
二。制造 (1) 划线
• (2)锤头部分用铁锯切割再用锉刀锉削平面然后 抛光
一、锤头的制作 (1) 下料
下料:确定制作某个产品所需的材料形状、数量,从整个 或整批材料中取下一定形状、数量材料的操作过程。
• (3)台钻钻孔 手工攻丝
锤柄部分:
• 用锉削技术适当倒角 • 攻外螺纹:要领参考攻丝
锤子的加工工艺流程
锤子的加工工艺流程英文回答:The process of manufacturing a hammer involves several steps that ensure the final product is of high quality and meets the required specifications. Let me walk you through the typical process.Firstly, the raw materials for making hammers are sourced. This usually involves obtaining steel bars or rods, which will serve as the main component of the hammer head. These steel bars are carefully selected for their strength and durability.Next, the steel bars are cut into smaller pieces of the desired length. This can be done using a variety of cutting tools such as saws or shears. The cut pieces are thenheated to a high temperature in a furnace to make them more malleable.Once the steel pieces have reached the desired temperature, they are ready for forging. Forging is the process of shaping the heated steel into the desired hammer head shape. This is typically done using a large hammer or a power hammer. The heated steel is repeatedly struck to shape it and remove any impurities.After the forging process, the hammer heads are cooled down to room temperature. This can be done by either air cooling or quenching in water or oil, depending on the desired properties of the hammer head. Quenching in water or oil can result in a harder and more durable hammer head.Once the hammer heads have cooled down, they are ready for further processing. This may involve grinding or sanding to smooth out any rough edges or imperfections. The hammer heads may also be heat treated to further enhance their strength and durability.Finally, the hammer heads are attached to the hammer handles. This can be done using various methods such as welding or screwing. The handles are typically made of woodor fiberglass, chosen for their strength and ergonomic properties.中文回答:锤子的制造过程涉及多个步骤,以确保最终产品具有高质量并符合所需规格。
车工实习报告锤柄
实习报告实习时间:2021年7月1日-2021年7月30日实习单位:某机械制造厂实习内容:车工锤柄制作一、实习背景及目的作为一名机械工程专业的学生,为了提高自己的实践操作能力,我利用暑假时间来到了某机械制造厂进行为期一个月的车工实习。
本次实习主要目的是学习并掌握车工的基本技能,了解机械制造工艺流程,为今后的工作打下坚实基础。
二、实习内容与过程1. 实习前的培训在开始实习之前,厂方对我们进行了安全教育和技术培训。
通过培训,我们了解了车工操作的基本规范、安全注意事项以及车床的性能参数。
2. 实习过程(1)认识车床实习期间,我主要负责操作车床制作锤柄。
车床是一种常见的金属加工设备,能够实现工件的旋转和刀具的直线运动,以达到切削、磨削等加工目的。
(2)制作锤柄锤柄的制作过程分为以下几个步骤:① 选料:根据设计要求,选择合适的原材料。
本次实习使用的材料为45#钢。
② 毛坯加工:将原材料通过切割、打磨等方法加工成符合尺寸要求的毛坯。
③ 粗加工:利用车床对毛坯进行粗加工,使其尺寸接近最终要求。
④ 精加工:对粗加工后的锤柄进行精加工,使其达到设计要求的精度。
⑤ 热处理:为了提高锤柄的硬度和耐磨性,对其进行热处理。
⑥ 表面处理:对热处理后的锤柄进行喷漆、防锈等表面处理。
(3)操作技巧在实习过程中,我学会了如何正确操作车床,掌握刀具的选用、切削参数的设置、工件装夹等技巧。
同时,我还学会了如何使用量具进行测量,以确保加工出的锤柄尺寸符合要求。
三、实习收获与反思1. 实习收获通过本次实习,我掌握了车工的基本操作技能,了解了机械制造工艺流程,为今后从事相关工作奠定了基础。
同时,实习过程中的团队合作和沟通交流能力也得到了锻炼。
2. 实习反思回顾实习过程,我发现自己在操作车床时还存在一些不足,如对车床性能的了解不够深入、操作动作不够熟练等。
在今后的工作中,我将继续努力学习,提高自己的实践操作能力。
四、总结通过本次车工实习,我对车工工艺有了更加深刻的了解,实践操作能力得到了提高。
锤柄加工精度的探讨
l
}
2 3 0 。
打中心孔_ + 车出 ( 1 ) 1 0 . 5 m m,保证长度 l l 9 m m - + 车出 M1 0大径 ( 车到 9 . 7 I T l n l 左右 ) , 倒角 2 ×4 5 o, 保证 长度 1 9 m m 调头夹住直径 9 . 7 r n l n 一端 ,用顶尖 顶住 直径 1 3 m m一端 滚花_ + 夹住 1 3 m m 圆柱套
收稿 日期 : 2 0 1 4 - 0 1 - 0 6 作者简介 : 吕德永 ( 1 9 6 6 一) , 男, 河南南 阳人 , 助理工程 师 , 主要研究 方向为机械制 造。
2 2 3
Eq u i p me n t Ma n u f a c t u r i n g T e c h n o l o g y No . 4, 2 0 1 4
较差 ;
曲的情况 发生 ,也可避免 由于卡盘中心与尾顶 尖不 同轴产生的弯 曲变形 , 如图 2 所示 。
( 4 )由于轴 向力 的作用在工件靠 近顶 尖与卡盘
处加工出的直径较细 , 远圈装夹工件
后顶尖不能顶的太 紧 ,且要用高浓度的乳化液
关键词 : 车 削; 锤柄 ; 加工质量
中图分类号 : T H 1 6
文献标识码 : B
文章编号 : 1 6 7 2 — 5 4 5 X( 2 0 1 4) 0 4 - 0 2 2 3 - 0 2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
横向、纵向退刀(将小刀架退到位)。
从端面起95mm处,横向进刀0.5mm,
旋转小刀架手柄进刀,车削长度到另一端划的60mm线。
45度刀
活顶尖、尾座
小刀架倾斜2.3°
9
φ17外圆段滚花
三爪卡住φ11.8处,尾部用活顶尖顶好,
将滚花刀靠紧工件加润油后进刀,
滚出花纹开始自动走刀到95mm处
停自动,退刀,停车。
滚花刀
活顶尖、尾座
锤子柄车削加工工艺
工步号
工步名称
工步内容
使用刀具
工艺装备
1
车端面钻中心孔
将两个端面先后外露20mm装卡后钻孔、车端面。
45度刀、中心钻
钻卡头、尾座
2
车外圆φ17*80
零件外露100mm,尾部用活顶尖顶好,
对刀后试车φ17mm,停车测量尺寸无误后,
自动走刀车削长80mm,。
45度刀
活顶尖、尾座
3
车外圆φ11.8*20
切刀
活顶尖、尾座
6
倒角
将20mm段90°角处车去尖角
45度刀
活顶尖、尾座
7
调头车φ17外圆
三爪卡住φ11.8mm处,尾部用活顶尖顶好,
对刀后试车φ17mm,停车测量尺寸无误后,
对刀后自动走刀,车去外皮。
45度刀
活顶尖、尾座
8
车圆锥面
三爪卡住φ11.8处,尾部用活顶尖顶好,
从端面起140mm处,横向进刀0.5mm,
将φ17mm圆分别划出20mm、30mm、50mm、60mm线,
将20mm段车到φ11.8-0.1mm。
45度刀
活顶尖、尾座
4
车外圆φ13.5*20
将划线30mm到50mm的中间段车到φ13.5mm45度刀活顶尖、尾座5
车槽3*1.5
用切刀在20mm线靠端面一侧,在φ11.8mm外圆处切出深度1.5mm退刀槽。