管道防腐补口及补伤检验批质量验收记录
管道防腐检验批验收记录

管道防腐检验批验收记录记录编号:【编号】日期:【日期】施工单位:【施工单位名称】检验单位:【检验单位名称】管道名称:【管道名称】管道材质:【管道材质】检验项目:【检验项目】一、验收原因及目的为保证管道防腐效果,确保管道使用寿命和运行安全,根据工程合同要求,特进行管道防腐检验批验收。
二、验收范围及要求1.验收范围:对【管道名称】的相关防腐工程进行验收。
2.验收要求:符合相关国家标准和技术规范的要求。
三、验收人员1.施工单位代表:【施工单位代表姓名】2.检验单位代表:【检验单位代表姓名】3.其他相关人员:【其他人员姓名】四、验收内容及方法1.外观检验:对管道表面进行目视外观检查,检查是否存在划痕、麻点、颗粒等现象。
2.厚度检验:利用超声波测厚仪对管道外壁进行测厚,测量多个位置并计算平均值。
3.附着力检验:利用划格法、拉伸法或剥离法对防腐层进行附着力测试,测试位置均匀分布。
4.其他检验项目:根据具体要求进行相应的检验。
五、实际验收情况1.外观检验:经目视外观检查,未发现管道表面存在划痕、麻点、颗粒等现象。
2.厚度检验:测量结果如下表所示。
测量位置厚度(mm)【测量位置1】【厚度1】【测量位置2】【厚度2】【测量位置3】【厚度3】【测量位置4】【厚度4】【测量位置5】【厚度5】平均厚度:【平均厚度】3.附着力检验:采用【检验方法】进行测试,测试结果如下表所示。
测试位置附着力(N/cm²)【测试位置1】【附着力1】【测试位置2】【附着力2】【测试位置3】【附着力3】【测试位置4】【附着力4】【测试位置5】【附着力5】6.其他检验项目:根据要求进行相应的检验,结果如下。
【其他检验项目1】:【检验结果1】【其他检验项目2】:【检验结果2】【其他检验项目3】:【检验结果3】六、验收结论经过以上检验项目的检测,根据相关国家标准和技术规范的要求,【施工单位代表姓名】与【检验单位代表姓名】共同达成以下验收结论:1.外观检验:管道外表面未发现划痕、麻点、颗粒等现象。
管道防腐补口、补伤、剥离强度检查记录讲义

161
合格
合格
合格
2011.7.30
GTGD-HN-01-GZ616+004+01
喷砂除锈Sa2.5级
160
合格
合格
合格
2011.7.30
GTGD-HN-01-GZ616+005
喷砂除锈Sa2.5级
161
合格
合格
合格
2011.7.30
GTGD-HN-01-GZ616+006W
喷砂除锈Sa2.5级
年 月 日
XSHN02-GD1-09
管道防腐补口、补伤、剥离强度检查记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段(息烽县-息烽县)
管道起始桩号
GZ615
管道终止编号
GZ616
补口材料
热收缩套/带
补口检测电压
15KV
补伤检测电压
15KV
管 道 补 口 施 工 记 录
管 道 外 表 补 伤 施 工 记 录
162
合格
合格
合格
2011.7.30
施 工 单 位
监 理 单 位
质量检查员:
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-09
管道防腐补口、补伤、剥离强度检查记录
工程名称:贵阳-桐梓成品油管道工程
单元名称:线路工程Ⅱ标段(息烽县-息烽县)
管道起始桩号
GZ616
管道终止编号
GZ617
技术负责人:
年 月 日
专业工程师:
年 月 日
XSHN02-GD1-09
管道防腐补口、补伤、剥离强度检查记录
平行检查记录(补口补伤)

防腐底漆调和配料,漆□有/□无漆皮等杂物
防腐底漆涂层要均匀,无漏涂,涂后的漆膜附着牢固,无剥落、皱纹、气泡、针孔等缺陷,涂层完整、无损坏。□是/□否满足验收规范要求
补口补伤施工工序□是/□否满足方案要求,粘接□是/□否牢固,需检测的□是/□合格
电火花检漏□是/□否合格
检查结论:
经检查□是/□否符合设计和验收规范要求
处理记录:
说明:项目监理机构根据工程监理规划及细则,对工程关键控制点及隐蔽工程进行检查时填写此表。
平行检查记录(补口补伤)
编号:
工程名称
检查地点
检查时间
检查方法
观察量测
检查部位
管线补口补伤
检查人员
检查依据:GB/T8932-2009,SH3022-1999工业设备和管道涂料防腐蚀技术规范,设计文件,监理规划
检查记录:
经检查,共有道口补口,共有道口补伤管道补口补伤材料品种规格为,□是/□否已报验
钢材表面预处理:表面洁净,无油污、铁锈、旧涂料,及时进行涂刷施工。□是/□否满足验收规范要求
、钢管管道外防腐层施工检验批质量验收记录表

0.3
0.3
4
3
4
5
合格率 100%
电火花
检漏
16
18
20
2
2.5
3
3~3.5
16
17
16
16
2.3
2.1
2.6
2
3.3
3.2
3.5
3
粘结力
以夹角为45~60边长40~50mm的切口,从角尖端撕开防腐层;首层沥青层应100%地粘附在管道的外表面。
以小刀割开一舌型切口,用力撕开切口处的防腐层,管道表面扔为漆皮所覆盖,不得露出金属表面。
7.0
≥
0.3
≥
0.4
≥
0.6
≥3
4.4
4.9
4.6
4.3
0.4
0.6
0.3
0.3
4
3
4
5
合格率 100%
电火花
检漏
16
18
20
2
2.5
3
3~3.5
16
17
16
16
2.3
2.1
2.6
2
3.3
3.2
3.5
3
粘结力
以夹角为45~60边长40~50mm的切口,从角尖端撕开防腐层;首层沥青层应100%地粘附在管道的外表面。
3
管体外防腐材料搭接、补口搭
接、补伤搭接应符合要求。
第5.10.4-5条
符合规定和设计要求
施工
单位
检查
意见
质检员:
监理
单位
验收
结论
监理工程师:
年 月 日
钢管外防腐层检验批质量验收记录
防腐补口、补伤作业指导书

巡检
5.2
热收缩带在补口位置安装应左右对称
观察检查
必检
巡检
5.3
首先应加热搭接线一侧,加热面约300 mm宽,使胶完全熔化并快速贴在补口处。
观察检查
必检记录
巡检
5.4
西普固定片加热去潮,安放后,从一端向另一端加热、挤压
观察检查
必检
巡检
5.5
固定片安装后,加支撑,加热,确保轴向距中
观察检查
必检
巡检
附件3:
线07
管道防腐补口、保温
施工记录
单位工程名称:
工程编号:
施工承包商
起止桩号
防腐材料
工程数量
管道规格
防腐、保温材料
防腐、保温施工材料、结构、等级、厚度:
施工方法及措施:
施工质量(执行标准、各部施工质量检查及有关数据结果):
施工单位
监理单位
机组长:
技术(质量)员:
技术负责人:
年月日
监理代表:
年月日
7、对补口补伤的热缩片余料及损坏的热收缩套,进行回收集中处理。
8、采用热收缩带补口时,加热用气瓶必须经过安全检验合格;气瓶与加热点的距离不少于5m。
9、加热用石油液化气瓶,使用完后,送液化气站进行置换处理,不要在工地上倾倒液化气残液,以免危及安全和污染环境。
10、作业现场应整洁有序,及时消除残留的易燃物质。
分部工程编号
施工单位
机 组 编 号
桩 号
管材规格:直径: mm; 壁厚: mm; 材质:
致(施工单位):
以下焊口探伤已完,射线探伤结果合格,请按补口通知单到指定地点进行防腐补口。
焊口号:
合 计:道口。
管道防腐补口、保温 施工记录
管道防腐补口、保温施工记录
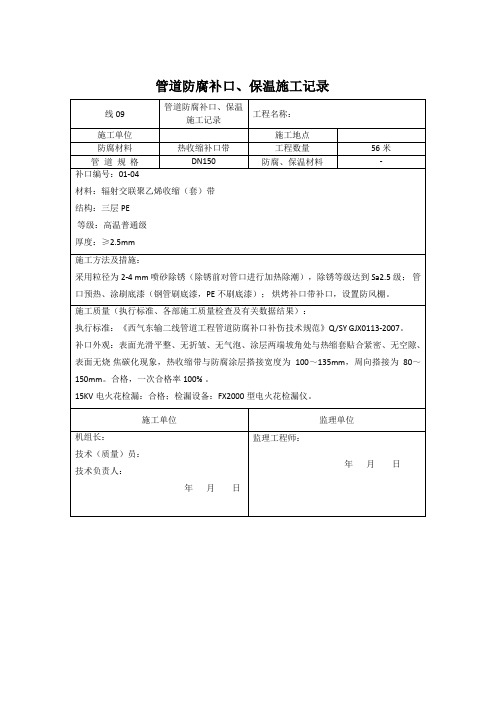
线09 管道防腐补口、保温
施工记录
工程名称:
施工单位施工地点
防腐材料热收缩补口带工程数量56米
管道规格DN150 防腐、保温材料-
补口编号:01-04
材料:辐射交联聚乙烯收缩(套)带
结构:三层PE
等级:高温普通级
厚度:≥2.5mm
施工方法及措施:
采用粒径为2-4 mm喷砂除锈(除锈前对管口进行加热除潮),除锈等级达到Sa2.5级;管口预热、涂刷底漆(钢管刷底漆,PE不刷底漆);烘烤补口带补口,设置防风棚。
施工质量(执行标准、各部施工质量检查及有关数据结果):
执行标准:《西气东输二线管道工程管道防腐补口补伤技术规范》Q/SY GJX0113-2007。
补口外观:表面光滑平整、无折皱、无气泡、涂层两端坡角处与热缩套贴合紧密、无空隙、表面无烧焦碳化现象,热收缩带与防腐涂层搭接宽度为100~135mm,周向搭接为80~150mm。
合格,一次合格率100% 。
15KV电火花检漏:合格;检漏设备:FX2000型电火花检漏仪。
施工单位监理单位
机组长:
技术(质量)员:
技术负责人:
年月日监理工程师:
年月日。
管道内防腐层检验批质量验收记录通用表 (2)
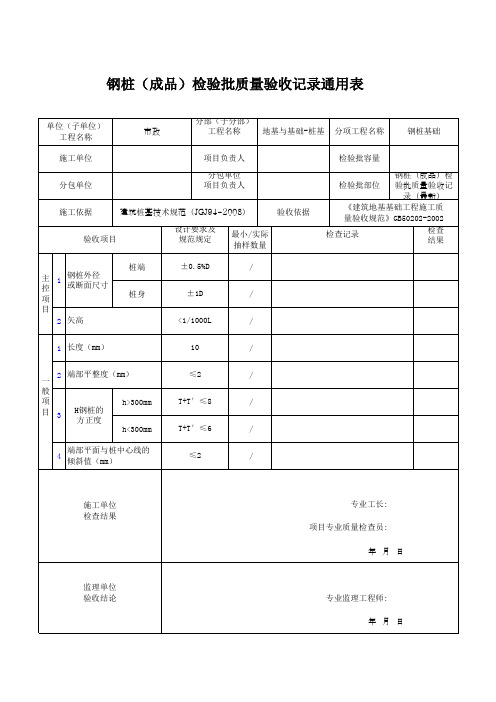
单位(子单位) 工程名称
市政
分部(子分部)
工程名称
地基与基础-桩基 分项工程名称
钢桩基础
施工单位 分包单位
项目负责人
分包单位 项目负责人
施工依据
建筑桩基技术规范(JGJ94-2008)
验收依据
验收项目
设计要求及 规范规定
最小/实际 抽样数量
检验批容量
检验批部位
钢桩(成品)检 验批质量验收记
/
4
端部平面与桩中心线的 倾斜值(mm)
≤2
/
施工单位 检查结果
监理单位 验收结论
专业工长: 项目专业质量检查员:
年月日
专业监理工程师: 年月日
录(最新)
《建筑地基基础工程施工质 量验收规范》GB50202-2002
检查记录
检查 结果
桩
1
钢桩外径 或断面尺寸
项
桩身
±1D
/
目
2 矢高
<1/1000L
/
1 长度(mm)
10
/
一 2 端部平整度(mm)
≤2
/
般
项
h>300mm
T+T′≤8
/
目3
H钢桩的 方正度
h<300mm
T+T′≤6
管道防腐补口及补伤检验批质量验收记录

控
项
目
1
补口及补伤所有材料应具有产品质量证明书和复检报告
补口及补伤所有材料应具有产品质量证明书
2
防腐层补口补伤后不应有漏点
无漏点
一般项目
3
热缩套剥离强度应按SY/T0413标准进行抽查
√
√
√
√
√
√
√
√
√
√
4
补口应表面平整,粘接严密,不应有气泡、皱折等缺陷,接茬处应粘接牢固,衔接平整
√
√
√
√
√
√
√
√
√
√ቤተ መጻሕፍቲ ባይዱ
施工单位检查评定结果
经检查,主控项目、一般项目均符合设计和SY4203-2007《石油天然气建设工程施工质量验收规范站内工艺管道工程》的规定,评定合格。
项目专业质量检查员:年月日
监理(建设)单位验收结论
同意施工单位评定结果,该检验批验收结果,同意进行下水道工序施工。
监理工程师:
(建设单位项目代表)年月日
管道防腐补口及补伤检验批质量验收记录
工程名称
五区洼1#台热载体炉隐患治理
分部工程名称
防腐
验收部位
洼60-H41、洼60-H64
施工单位
盘锦星原实业有限公司
专业负责人
姜脉嵘
项目经理
张建新
施工执行标准名称及编号
《石油天然气站内工艺管道工程施工规范》GB50540-2009
检验批号
φ159*6-8
序号
质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
五区洼1#台热载体炉隐患治理
分部工程名称
防腐
验收部位
洼60-H41、洼60-H64
施工单位
盘锦星原实业有限公司
专业负责人
姜脉嵘
项目经理
张பைடு நூலகம்新
施工执行标准名称及编号
《石油天然气站内工艺管道工程施工规范》GB50540-2009
检验批号
φ159*6-8
序号
质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
管道防腐补口及补伤检验批质量验收记录
√
√
施工单位检查评定结果
经检查,主控项目、一般项目均符合设计和SY4203-2007《石油天然气建设工程施工质量验收规范站内工艺管道工程》的规定,评定合格。
项目专业质量检查员:年月日
监理(建设)单位验收结论
同意施工单位评定结果,该检验批验收结果,同意进行下水道工序施工。
监理工程师:
(建设单位项目代表)年月日
主
控
项
目
1
补口及补伤所有材料应具有产品质量证明书和复检报告
补口及补伤所有材料应具有产品质量证明书
2
防腐层补口补伤后不应有漏点
无漏点
一般项目
3
热缩套剥离强度应按SY/T0413标准进行抽查
√
√
√
√
√
√
√
√
√
√
4
补口应表面平整,粘接严密,不应有气泡、皱折等缺陷,接茬处应粘接牢固,衔接平整
√
√
√
√
√
√
√
√