双相不锈钢的焊接性及其焊接材料
2205双相不锈钢的性能及焊接工艺

2205双相不锈钢的性能及焊接工艺双相不锈钢2205是第二代双相不锈钢,也称为标准双相不锈钢,成分特点是超低碳、含氮。
2205双相不锈钢是目前应用最为普遍的双相不锈钢,该钢具有高强度、高抗疲劳强度、低温韧性、耐孔腐蚀性、对应力裂纹不敏感等优点,广泛应用于海洋工程、化学工程领域的大型容器、管道。
2205双相不锈钢与奥氏体不锈钢相比具有较好的力学性能、耐蚀性及价格优势。
菲律宾马利万斯电厂的海水淡化系统管道采用的就是2205双相不锈钢。
1.2 2205双相不锈钢化学成分2205双相不锈钢与最初的双相不锈钢相比,进一步提高氮的含量,增强在氯离子浓度较高的酸性介质中的耐应力腐蚀和抗点腐蚀性能。
氮是强烈的奥氏体形成元素,加入到双相不锈钢钟,既提高钢的强度且不明显损伤钢的韧性,又能延缓和抑制碳化物的析出,使其焊接性能得到了大大的改善。
1.3 2205双相不锈钢的组织特点2205双相不锈钢在室温下固溶体中奥氏体和铁素体约各占半数,兼有两相组织特征。
它保留了铁素体不锈钢导热系数小、耐点蚀、缝隙及氯化物应力腐蚀的特点、又具有奥氏体不锈钢韧性好、脆性转变温度较低、抗晶间腐蚀、力学性能和焊接性能好的优点。
1.4影响焊接性因素分析(1)冷却速度的影响2205双相不锈钢在正常供货状态下大约具有50”%的铁素体和大约50%的奥氏体,但经过焊接后,接头刚凝固时的组织为单相铁素体,奥氏体是在接头温度低于1300℃后由铁素体逆变为奥氏体产生的。
它的数量除了与化学成份有关外,主要取决于冷却速度,冷却速度对γ相数量影响很大(见图1),快速冷却焊缝的组织中α相的比例可能会超过80%,致焊缝韧性下降,氢脆敏感性增加。
(2)氮含量的影响早期的双相不锈钢没有得到普及,主要原因之一就是热影响区中铁素体含量过高。
2205双相不锈钢通过Creq/Nieq的控制,特别是氮含量的提高,保证热影响区有足够的奥氏体以维持必要的相平衡,从而使焊接性能得到改善,2205双相不锈钢采用Ar+N2混合气体作为钨极氩弧焊的保护气体,通过改变混合气体中N2的分压来影响焊缝中的含氮量。
双相不锈钢2205及焊接技术
双相不锈钢2205及焊接技术双相不锈钢2205双相不锈钢2205由瑞典AvestaPolarit公司生产,商业牌号是2205CodePlusTow,已纳入ASTM和ASME的A240和A480中,UNS编号为S32205,属于第二代双相不锈钢。
2205CodePlusTow与UNS编号为S31803的同种双相不锈钢2205有所不同,它提高了氮含量的下限,并通过有害金属相析出测试。
2205CodePlusTow具有更高的强度、耐蚀性和焊后冶金稳定性,焊接接头易于获得平衡的两相组织,高氮含量更有效抑制有害金属相的析出,这对焊接是非常有利的。
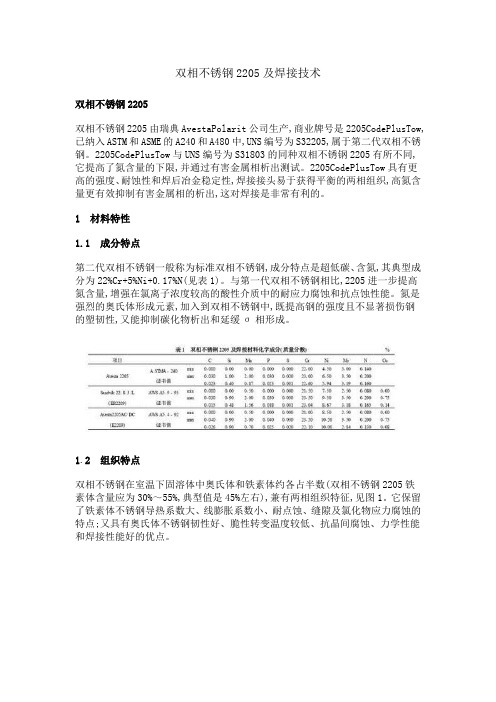
1 材料特性1.1 成分特点第二代双相不锈钢一般称为标准双相不锈钢,成分特点是超低碳、含氮,其典型成分为22%Cr+5%Ni+0.17%N(见表1)。
与第一代双相不锈钢相比,2205进一步提高氮含量,增强在氯离子浓度较高的酸性介质中的耐应力腐蚀和抗点蚀性能。
氮是强烈的奥氏体形成元素,加入到双相不锈钢中,既提高钢的强度且不显著损伤钢的塑韧性,又能抑制碳化物析出和延缓σ相形成。
1.2 组织特点双相不锈钢在室温下固溶体中奥氏体和铁素体约各占半数(双相不锈钢2205铁素体含量应为30%~55%,典型值是45%左右),兼有两相组织特征,见图1。
它保留了铁素体不锈钢导热系数大、线膨胀系数小、耐点蚀、缝隙及氯化物应力腐蚀的特点;又具有奥氏体不锈钢韧性好、脆性转变温度较低、抗晶间腐蚀、力学性能和焊接性能好的优点。
图1 2205DSS 板材典型显微组织1.3 性能特点在性能上的突出表现是屈服强度高和耐应力腐蚀。
双相不锈钢比奥氏体不锈钢的屈服强度高近1倍,同样的压力等级条件下,可以节约材料。
比奥氏体不锈钢的线性热膨胀系数低,与低碳钢接近。
使得双相不锈钢与碳钢的连接较为合适,这有很大的工程意义。
锻压及冷冲成型性不如奥氏体不锈钢。
双相不锈钢2205的机械性能见表2。
2 焊接性双相不锈钢2205具有良好的焊接性,焊接冷裂纹和热裂纹的敏感性都较小。
双相钢的焊接

1、焊接性分析
1.4线能量和层间温度
在焊接双相钢时 ,线能量的选择应非常慎重
一方面 ,因为高温时 N在 α相中的溶解度增加 ,冷却速度过快时 ,溶解度 下降而形成氮化物 Cr- N,虽然少量的 Cr- N对焊缝性能影响不大 ,但如果 它们处于接近表面的晶粒中时就必然因 Cr与N的结合而引起局部的贫铬 现象 ,其耐腐蚀性能将下降 ,因此线能量不宜用得太小 ,特别是厚壁容器 散热快 ,更应注意 另一方面 ,如果线能量太大 ,会形成金属间沉淀相 ,铁素体可 能会出现 σ、п、λ相等转变 ,接头的塑韧性大大下降。
控制值
线能量 0 . 2~ 1 . 5k J/mm 层间温度宜控制在 1 50℃以下
休息时间……
主要内容
1、焊接性分析 2、焊接工艺 3、焊接工艺评定及试验
2、焊接工艺
2.1一般准则 焊接工艺重点使在“红热”温度范围的停留时间最短 焊前清理(灰尘,油污,油脂,油漆和任何形式 的水份) 接头设计保证焊透,避免未熔合.(保证焊接区厚度或间 隙均匀) 预热-不推荐(均匀加热到95℃去除湿气) 热输入与层间温度(焊接性分析中已描述,可以考虑焊后 急冷)
2、焊接工艺
2.1 一般准则 焊后热处理(不需进行消应力热处理,可进行固溶处理1050~1100+水淬) 相平衡(通常认为铁素体的含量≧25%时,性能优越) 异种钢的焊接 与其他双相钢焊接,采用Ni含量比母材高的双相钢填充焊丝 与奥氏体钢焊接,低碳和Mo含量介于二者间的奥氏体不锈钢填充焊丝 与碳钢,低合金钢的焊接可使用E309L 2.2 GTAW 设备(直流正接,电极2%钍钨极.将电极研磨成顶角为30到60度) 填充金属(Ni约比母材高2%~4%,N含量略低) 保护(Ar+2%N2,避免O2,CO2,H2.在启弧前和收弧后均要进行保护) 工艺参数 避免采用焊接技巧弥补坡口缺陷. 在焊接区内启弧 根部焊道最好采用间断焊 焊炬保值垂直
S32750双相不锈钢焊接工艺试验研究
S32750双相不锈钢焊接工艺试验研究一、引言双相不锈钢是一种性能优异的材料,被广泛应用于化工、海洋工程、石油和天然气工业等领域。
S32750双相不锈钢具有良好的耐腐蚀性和强度,因此在许多领域都有着重要的应用价值。
S32750双相不锈钢的焊接工艺一直是研究的热点之一,因为焊接过程中易产生焊接裂纹和热影响区软化等问题,严重影响了焊接接头的性能。
本文旨在通过焊接工艺试验研究,得出S32750双相不锈钢的最佳焊接工艺参数,提高焊接接头的质量和性能。
二、S32750双相不锈钢的特点及焊接工艺难点S32750双相不锈钢具有较高的强度和韧性,具有优异的耐蚀性和耐热性,因此在高温、高压、腐蚀性环境下有着广泛的应用。
S32750双相不锈钢的焊接工艺存在一些难点,主要包括以下几点:1. 焊接裂纹:在焊接S32750双相不锈钢时,容易出现热裂纹、固态相变裂纹和冷裂纹等裂纹缺陷,严重影响焊接接头的质量和性能。
2. 热影响区软化:S32750双相不锈钢在焊接过程中易产生热影响区软化现象,导致焊接接头的强度和韧性降低,影响其耐久性能。
3. 残余应力:焊接后会在焊接接头和热影响区产生残余应力,如果不能有效控制残余应力,容易导致焊接接头开裂或失效。
以上问题都需要通过合理的焊接工艺来解决,因此研究S32750双相不锈钢的最佳焊接工艺参数对提高焊接接头的质量和性能至关重要。
三、S32750双相不锈钢焊接工艺试验研究1. 实验材料和设备本次焊接工艺试验研究选用了S32750双相不锈钢板材作为实验材料,板厚为8mm。
实验设备主要包括氩弧焊接机、数控火焰切割机、电气万用表、焊接试验台等。
2. 实验方案本次实验通过正交试验设计,选取焊接电流、焊接电压、焊接速度、焊接气体流量等因素,建立不同水平的试验方案,共设计了16组试验方案。
采用金相显微镜、扫描电镜等测试设备对焊缝的组织结构、断口形貌等进行分析,同时进行力学性能测试,对焊接接头的强度和韧性进行评估。
双相和超级双相钢的焊材选择
在这些焊缝上进行的腐蚀试验呈现出各异的景象(图 4 和 5)。不管用何种焊接材料,双相钢 S 31803 (1.4462) 上的所 有焊缝的临界点蚀温度(CPT)都在 35 ℃。腐蚀总是最先发生在熔合边界附近。但是,超级双相钢 S 32760 (1.4501) 上的焊缝具有不同的腐蚀表现。当用与双相钢 S 31803 (1.4462)匹配的焊接材料(Thermanit22/09)焊接,点蚀如所料 地发生在熔合区,临界温度 35 ℃,对于这种材料来说,这已经是非常高的数值。虽然 Thermanit 25/09 CuT 与超级双 相钢 S 32760 (1.4501)的化学成份匹配,但是它的经测定的 CPT 值从未超过 35 ℃,且腐蚀总是在靠近熔合边界处。
Thermanit 26/22/5,一种全奥氏体填充金属,它的腐蚀发生在熔合边界处,其 CPT 值为 45 ℃。当本文付梓时, Thermanit Nimo C 24 的焊缝上进行的腐蚀试验显示即使在 65 ℃时也未发生任何点蚀现象。目前还不太清楚, Thermanit 26/22/5 和 Thermanit Nimo C 24 在超级双相钢 S 32760 (1.4501)上取得的优异的耐腐蚀性能是否来自于在熔 合边界处析出的抗腐蚀沉淀物。然而正如前文所述,这些焊缝的塑性都有明显下降。
[3] Arit, N.; Heimann, W.; Ladwein, T.; Michel, E.: Performance of nickel-alloy weldments in a high nitrogen superaustenitic stainless steel in oxidizing chloride environments. Thyssen Edelstahl Technische Berichte 17 (1), (1991), pp. 16-23.
双相钢的特性以及焊接要点

双相钢的特性以及焊接要点中国石化集团南京化学工业有限公司化机厂尤广伟董安霞摘要:随着双相钢在化工、石化加工、造纸、海上作业等行业的广泛应用,南化机厂近年来也承制了很多双相钢材料的设备,包括换热器、反应釜、塔器等。
同时,我们在工作过程中对双相钢焊接性的了解与焊接工艺参数的摸索与控制方面也积累了一点经验,本文进行了简要说明。
关键词:双相钢;特性;焊接一双相钢简介由于现代工业技术的发展,传统的奥氏体不锈钢经常遭到晶间腐蚀、点蚀、缝隙腐蚀、应力腐蚀等局部腐蚀的破坏,双相不锈钢在上述腐蚀类型中表现出了某些优越性。
在铁基固溶体组织中铁素体相与奥氏体相约各占一半,但最少相的含量必须达到30%以上的钢称双相不锈钢。
奥氏体接头有良好的塑性和韧性,但是导热性能差,线膨胀系数大,焊接应力和变形都比较大;普通铁素体不锈钢导热性能和线膨胀系数都小于奥氏体不锈钢,并且有较高的强度及耐氯离子应力腐蚀性能,但是塑性较差,并存在475℃脆化和δ相析出脆化以及高温晶粒粗化脆化现象。
双相钢的开发正是集中了奥氏体和铁素体的优点并最大限度地减少了两相的缺点。
性能最好的双相钢成分是铁素体的含量在60%-40%,奥氏体的含量在40%-60%之间,任何一种机体的大幅度减少都会造成双相钢的性能减弱。
二双相钢的化学成分和性能(一)双相钢力学性能及影响因素双相钢力学性能的影响因素主要有合金元素、晶粒度以及相比例等。
由表二中可以看出:双相不锈钢的屈服强度是奥氏体不锈钢的2~3倍,SAF2507钢的屈服强度比其他双相不锈钢的高原因在于氮元素的强化作用。
而在奥氏体不锈钢的内部晶粒之间有更多的滑移面,所以它的延伸率明显高于双相不锈钢。
在双相钢中的主要合金元素Cr、 Ni、 Mo、 N等对钢的各项性能都起到了很重要的作用。
1 化学成分(见表二):钢的抗点蚀和缝隙腐蚀能力主要由Cr、Mo和Ni元素含量决定,用来衡量这种抗腐蚀性能的指数就是PREN 值(抗点蚀当量),PREN=Cr%+3.3Mo%+16N%。
S32750双相不锈钢焊接工艺试验研究

S32750双相不锈钢焊接工艺试验研究S32750双相不锈钢是一种具有优良耐蚀性和强度的不锈钢材料,广泛应用于化工、海洋工程、石油和天然气开采等领域。
由于其特殊的化学成分和组织结构,S32750双相不锈钢的焊接工艺一直是工程技术中的难点之一。
本文旨在通过对S32750双相不锈钢焊接工艺的试验研究,探讨其焊接特性、影响因素和优化方法,为工程实践提供参考。
一、S32750双相不锈钢的特性及应用S32750双相不锈钢是一种具有超高强度和耐蚀性的不锈钢材料,其主要成分包括铬、镍、钼、氮和铁等元素,具有较高的抗拉强度和良好的耐蚀性,广泛应用于化工设备、海洋工程、石油和天然气开采等领域。
二、S32750双相不锈钢焊接工艺的难点S32750双相不锈钢的焊接工艺一直是工程技术中的难点之一,主要表现在以下几个方面:1. 焊接变形和裂纹:S32750双相不锈钢具有较高的强度和硬度,容易在焊接过程中产生变形和裂纹。
2. 焊接气孔和夹杂:S32750双相不锈钢的氮含量较高,易在焊接过程中产生气孔和夹杂。
3. 金相组织不稳定:S32750双相不锈钢在焊接后易出现相变和析出相,影响焊缝和热影响区的性能。
三、S32750双相不锈钢焊接工艺试验研究为了解决S32750双相不锈钢焊接工艺中的难点,我们进行了一系列的焊接工艺试验研究,主要包括焊接材料的选择、焊接工艺参数的优化和焊接接头的设计等方面。
3. 焊接接头的设计针对S32750双相不锈钢的特性和难点,我们设计了不同类型的焊接接头结构,包括对接接头、搭接接头和角接头等。
通过对不同接头结构的试验比对,找到了适合S32750双相不锈钢的焊接接头结构。
四、S32750双相不锈钢焊接工艺试验研究的结果与分析通过焊接工艺试验研究,我们得到了一系列关于S32750双相不锈钢焊接工艺的重要结果和分析:1. 焊接材料的选择:选择了适合S32750双相不锈钢的焊接材料,包括焊条、焊丝和焊剂等。
双相不锈钢焊接知识

4)综合力学性能好。有较高的强度(包括疲劳强度),屈服强度 是普通Cr-Ni奥氏体不锈钢的2倍;
5)焊接性好,热裂倾向小。一般不需要焊前预热和焊后热处理,
可与18-8型奥氏体不锈钢及碳钢进行异种钢焊接; 6) 低铬(ωCr18%)的双相不锈钢热加工温度范围比 18-8 型奥氏
例如:700℃下冷速为70℃/s时, 含N量0.130%的钢,HAZ中α含量达85%; 含N量0.396%的钢,HAZ中α含量仅43%。仍能保持满意的
力学性能和耐腐蚀性能。
Φ(α)为85%
Φ(α)为43%
不同N含量双相不锈钢的HAZ组织
结论: 含 N 量较高的双相不锈钢采用低热输入的焊接
工艺,不会对HAZ 组织产生不良影响,且无需进行焊后固 溶退火处理。
σ相析出 双相不锈钢焊接接头有析出σ相脆化的可能,σ相是铬和铁的金属间化合 物,它的形成温度范围600~1 000℃。不同钢种形成σ相的温度不同,如 00Cr18Ni5Mo3Si2钢在800~900℃,而双相不锈钢00Cr25Ni7Mo3CuN在 750~900℃形成, 850℃最敏感。形成σ相需经一定的时间,一般1~2min萌生, 3~5min σ相增多并长大,因此,焊接时应采用小热量输入,快速冷却。消除 应力处理时,采用较低的温度,如550~600℃为宜。这样可以防止σ相的产生。
根据成分和PREN值分类: ⑴ 低 合 金 型 , 23%Cr 无 Mo 双 相 不 锈 钢 : Cr:23% Ni:4% N:0.1-0.2% Mo:3% N:0.14-0.17% PREN=24~25 PREN=30~36 ⑵ 中 合 金 型 , 22%Cr 标 准 双 相 不 锈 钢 : Cr:22% Ni:5-5.5% ⑶ 高 合 金 型 , 25%Cr+(0-2.5%)Cu 双 相 不 锈 钢 : Cr:25-27% Ni:4-7% Mo:1.5-3.3% N:0.15-0.25% PREN=32~40 ⑷ 25%Cr超级双相不锈钢:Cr:25-26% Ni:6-7% Mo:3.5-4% N:0.25-0.28% PREN>40
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 双相不锈钢简介 双相不锈钢组织应奥氏体A50%,铁素体F50%
,
302826 242220 1816 1412 108 6 4 2
实际二者比例60%~40%。
A
26-21
镍当量=%Ni+30×%C+0.5×%Mn
A+M
23-13 18-12-2 A+F (A1002) 19-10 E2510 29-9 E2209 A+M+F
力学性能 σS (MPa)
205~ 300 550~ 580 560~ 590 400~ 450
硬 度 δ5 (% HV ) ≥4 200 0 30 220 20 270 30 250
钢种
σb (MPa)
520~ 580 750~ 780 760~ 780 620~ 650
0Cr18Ni9
双相 钢
SAF2205 DP-3W 0Cr26Ni5 Mo2
双相不锈钢的不足之处(与奥氏体钢相比)
耐热性较低 250℃以下 锻压、冷冲 成型性不如 奥氏体钢 存在中温脆 性区σ相、 475℃脆性
1.双相不锈钢简介
评价抗局部孔蚀的能力用PREN(抗孔蚀当量指 数)表示: PREN=Cr%+3.3Mo%+16N%
钢种 化学成分(%)
C
Cr
20 18 22 25 25
Ni
10 12 5 6 7
Mo
2 3 3 4
N
0.15 0.20 0.25
PRE N 相 钢
308L 0.03 316L 0.03 2205 0.03 255 0.03 2507 0.03
1.双相不锈钢简介
不同组织不锈钢的力学性能
组织 类别 奥氏 体 热处 理状 态 固溶
SAF2205 DP-3 第 二 08X21H6M 代 2T 0Cr21Ni5Ti 第 三 代 SAF2507 DP-3W 0Cr26Ni5 Mo3
22.0 5.5 3.0 ≤0.8 ≤2.0 W=0. 25.0 6.5 3.5 4 21.0 6.5 2.0 22.0 5.8 - ≤0.8 ≤0.8 25.5 7.0 4.5 W=2. 25.0 7.0 3.0 5 26.5 5.0 3.0 ≤1.0 1.0
A-奥氏 体 F-铁素体 M-马氏 体
M
M+F
F+M
0 2 4
F
不锈钢焊缝金相组织在舍菲尔组织图中的参考位置
铬当量=%Cr+%Mo+1.5×%Si+0.5×%Nb
6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40
1.双相不锈钢简介
双相不锈钢的最大优点 对氯化物、 硫化物有优 异的抗SCC 抗点蚀、缝 隙洞穴腐蚀 能力强 比奥氏体钢 σS高近一倍 塑韧性好 线胀系数比 奥氏体钢低 接近低碳钢
2.双相不锈钢的焊接性
焊后经检验如发现有σ相和 α ′相(475℃脆性) 可用固溶处理消除。
双相不锈钢固溶处理及σ相、475℃脆性的温度范围 内容 固溶处理温度 σ相形成温度 475℃脆性 (α ′) SAF2205及 2507双相钢 等 1040℃ 700~950℃ 300~525℃ 超级双相钢 (00Cr25Ni7Mo3C uN等) 1025~1100℃ 700~1000℃ 320~550℃
西洋CHS29.9,锦泰JS312、JS2209等。
3.双相不锈钢的焊接材料
双相钢及异种金属的焊接材料
钢种 2304(Cr18) 2205(Cr22) 255(Cr25) 超级双相钢 304 316 低合金高强钢 2304(Cr18 2205(Cr22 255(Cr25) ) ) E2209 E2304 E2209 E2209 E2209 E309LMo E2209 E309LMo E2209 E309L E2209 E2209 E2510 E2510 E309LMo E2209 E309LMo E2209 E309L E2209 E2510 E2510 E2510 E309LMo E2209 E309LMo E2209 E309L 超级双相钢 E2209 E2510 E2510 E2510 E309LMo E309LMo E2209 E309L
1.双相不锈钢简介
在一些氯化物、硫化物、醋酸、甲酸等介 质的石化装置中,一般奥氏体不锈钢难以防止 应力腐蚀(SCC)、点蚀和洞穴式局部腐蚀。 双相不锈钢的研究、开发、应用经历了三代:
1.双相不锈钢简介
三代双相不锈钢的部分牌号及化学成分(%)
钢牌号 第 一 代 3RE60 Uranus50 国别 瑞典 芬兰 瑞典 日本 俄国 中国 瑞典 日本 中国 C 0.03 0.04 0.03 0.03 ≤0.08 0.06 0.03 0.03 0.05 Cr 18.5 21.5 Ni M o Si 1.7 Mn 2.0 N 0.1 4 0.2 0 0.3 0 0.3 2 其他 Cu=1.0 ~2.0 Cu=0.2 ~ 0.8 Ti=5(C %~ 0.02) Cu=0.5 Cu=0.8 4.9 2.7 6.5 1.5
固溶
1.双相不锈钢简介
双相不锈钢的冶炼要求高,采用真空脱碳 (VOD)和氩气脱碳(AOD),价贵产量小, 约占世界不锈钢产量的1%,1990年2.4万吨, 1999年11万吨,2002年约20万吨。 中国双相不锈钢上世纪60年代开始研究,分 Cr18、Cr22、Cr25三种,产量大约2000吨, 2001年用量约4000吨,有1/2随工程进口。
2.双相不锈钢的焊接性
双相不锈钢的焊接性兼顾了奥氏体钢和铁素体 钢各自的优点,削弱了各自的不足。
双相不锈钢的焊接性 热裂纹敏 感性低于 奥氏体钢 因 F≈50% 可打乱A 结晶方向 氢致冷裂 低于低合 金钢因 A≈50% 可溶氢 存在脆性区 σ相(700~ 950℃) 475℃脆性 (α ′相)工 作温度低于 250℃ 焊接HAZ 快冷非平 衡多余铁 素体引起 腐蚀及脆 化
3.双相不锈钢的焊接材料
双相不锈钢的种类虽多,但工程上应用最
多的是SAF2205(00Cr22Ni5Mo3N),约占
80%,超级双相钢
SAF2750(00Cr25Ni7Mo4N)约占13%。
配套的焊接材料多用 E2209(00Cr23Ni9Mo3N)和 E2510(00Cr25Ni10Mo4N),国内用 E312(29-9)较多,如金桥A1002(29-9),大