铜排折弯计算资料
排计算方法、折弯经验计算表及高压柜铜排计算方法
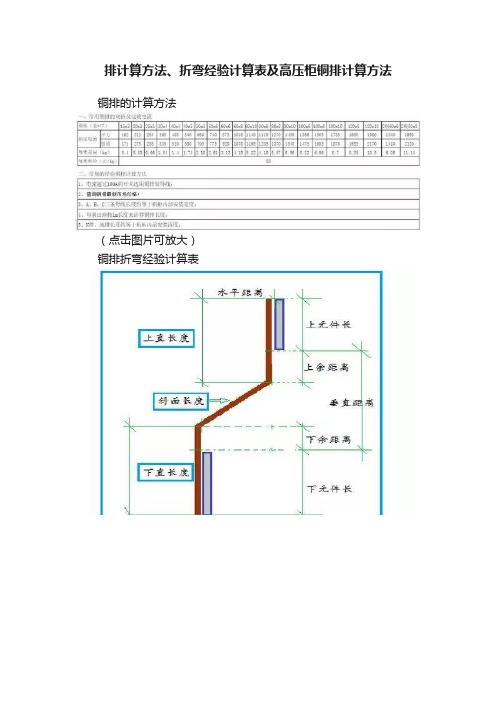
排计算方法、折弯经验计算表及高压柜铜排计算方法铜排的计算方法(点击图片可放大)铜排折弯经验计算表高压柜铜排选择标准中置柜KYN28 进出线柜PT柜GB3906[附录D]中公式:S=I/a√(t△θ)式中:I--额定短时耐受电流;a—材质系数,铜为13,铝为8.5;t--额定短路持续时间;△θ—温升(K),对于裸导体一般取180K,对于4S持续时间取215K。
则:25KA/4S系统铜母线最小截面积S=(25000/13)*√4/215=260 mm2 用60*5就可以了.31.5KA/4S系统铜母线最小截面积S=(31500/13)*√4/215=330 mm240KA/4S系统铜母线最小截面积S=(40000/13)*√4/215=420 mm263KA/4S系统铜母线最小截面积S=(63000/13)*√4/215=660 mm280KA/4S系统铜母线最小截面积S=(80000/13)*√4/215=840 mm2接地母线按系统额定短时耐受电流的86.7%考虑:25KA/4S系统接地铜母线最小截面积S=260*86.7% =225mm231.5KA/4S系统接地铜母线最小截面积S=330*86.7% =287mm240KA/4S系统接地铜母线最小截面积S=420*86.7% =370mm2 63KA/4S系统接地铜母线最小截面积S=660*86.7% =580mm2 80KA/4S系统接地铜母线最小截面积S=840*86.7% =730mm2 相关问答帮忙算一下高压柜的整定值!和总的用电负荷和总电流!1、高压柜-1(800KW提升机)整定电流:A、计算电流:80A;B、过流一段:1.25×80A≈100A ;时间60s;C、过流二段:1.50×80A≈120A ;时间2s;D、速断电流:6.00×80A≈480A ;时间0s;2、高压柜-2(1000KW提升机)整定电流:A、计算电流:100A;B、过流一段:1.25×100A≈125A ;时间60s;C、过流二段:1.50×100A≈150A ;时间2s;D、速断电流:6.00×100A≈600A ;时间0s;3、高压柜-3(2000KVA变压器)整定电流:A、额定电流:193A;B、过流一段:1.15×193A≈221A ;时间60s;C、过流二段:1.50×193A≈289A ;时间2s;D、速断电流:6.00×193A≈1154A ;时间0s;4、高压柜-4(315KVA移动变压器)整定电流:A、额定电流:30.31A;B、过流一段:1.15×30.31A≈35A ;时间60s;C、过流二段:1.50×30.31A≈46A ;时间2s;D、速断电流:6.00×30.31A≈182A ;时间0s;注意:你的电负荷可能是采矿井下供电系统,采矿井下是国家设计规范及安全规范不允许单电源配电的。
铜铝排折弯—展开长度及折弯线的算法

铜铝排折弯——展开长及折弯线的算法首先,明确正确标注折弯的铜铝排。
其次,简单计算其展开长及折弯线(1). 90°折弯——计算a.R=0 时L=A+B-2T+0.4T (即:L=A+B-1.6T)式中:L——折弯件展开后的长度;A、B——折弯长度;T——板材的厚度;折弯线:X=A-0.8T (以A端为基准) 或者 X=B-0.8T (以B端为基准)b.R≠0 时L=(A-T-R)+(B-T-R)+(R+λ)*π/2式中:L——折弯件展开后的长度;A、B——折弯长度;T——板材的厚度;λ——①R≧5T时,λ=T/2;②T≦R<5T时,λ=T/3;③ 0<R<T时,λ=T/4折弯线:X=A-[(A+B)-L]/2 (以A端为基准) 或者 X=B-[(A+B)-L]/2 (以B端为基准)(2). 非90°折弯——计算a. R=0 时L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+ λ*a式中:λ=T/3;a ——折弯角,单位为 rad 。
折弯线:X=A-[(A+B)-L]/2 (以A 端为基准) 或者 X=B-[(A+B)-L]/2 (以B 端为基准)b. R ≠0 时L=[A-(T+R)*tan(a/2)]+[B-(T+R)*tan(a/2)]+ (R+λ)*a式中:a ——折弯角,单位为 rad 。
λ——① R ≧5T 时,λ=T/2;② T ≦R<5T 时,λ=T/3;③ 0<R<T 时,λ=T/4折弯线:X=A-[(A+B)-L]/2 (以A 端为基准) 或者 X=B-[(A+B)-L]/2 (以B 端为基准)(3). Z 折弯——计算a. C ≧5T 时,L=A-T+B+C+2K式中:K=0.4Tb. 3T<C<5T 时,L=A-T+B+C+K式中:K=0.4Tc. C<3T 时,L=A-T+B+C+K/2式中:K=0.4T Rλ 中性层(4) .其它2、3次及多次折弯其它2、3次及多次折弯,都可以从前面几种算法来拓展。
铜排折弯准确计算表

铜排折弯准确计算表一、引言铜排是一种常见的导电材料,广泛应用于电子、电气、通信等领域。
在实际应用中,铜排经常需要进行折弯以适应不同的安装场景。
正确的折弯计算可以确保铜排的准确性和稳定性,提高产品的质量和可靠性。
二、铜排折弯的基本原理铜排的折弯是通过对其施加外力使其发生弯曲。
在折弯过程中,铜排的外侧纤维会被拉伸,内侧纤维则会被压缩。
为了避免铜排断裂或变形,需要根据材料的性质和折弯角度来进行准确的计算。
三、铜排折弯的计算方法1. 折弯力的计算折弯力是指施加在铜排上的力量,可以通过以下公式进行计算:折弯力 = 弯曲矩 / 弯曲半径其中,弯曲矩可以通过以下公式计算:弯曲矩 = 材料的弹性模量× 断面惯性矩× 弯曲角度弯曲半径是指铜排在折弯处的曲率半径。
2. 弯曲角度的选择铜排的弯曲角度应根据具体应用场景和设计要求来确定。
一般情况下,弯曲角度不宜过大,以避免铜排断裂或变形。
3. 弯曲半径的选择弯曲半径是指铜排在折弯处的曲率半径,也是折弯工具的曲率半径。
弯曲半径的选择应根据铜排的厚度和弯曲角度来确定。
一般情况下,弯曲半径应大于铜排厚度的2倍,以确保铜排不会出现明显的应力集中。
4. 折弯工艺的选择铜排的折弯可以采用手工折弯或机械折弯。
手工折弯适用于小批量生产,而机械折弯适用于大批量生产。
在进行折弯时,应注意折弯力的均匀施加,避免过度应力造成铜排的损坏。
四、铜排折弯的注意事项1. 铜排的折弯不宜过频,以免引起疲劳破坏。
2. 折弯工具应保持清洁,并定期检查和维护,以确保折弯的准确性和稳定性。
3. 在折弯过程中,应避免使用过大的力量,以免造成铜排的变形或断裂。
4. 折弯后的铜排应进行质量检验,确保其符合设计要求和产品标准。
五、结论通过准确的计算和合理的折弯工艺,可以确保铜排的准确性和稳定性,提高产品的质量和可靠性。
在实际应用中,应根据具体要求和工艺条件来选择合适的折弯角度和折弯半径,同时注意折弯工具的维护和使用,以确保铜排的折弯质量和工艺效果。
铜牌折弯系数计算
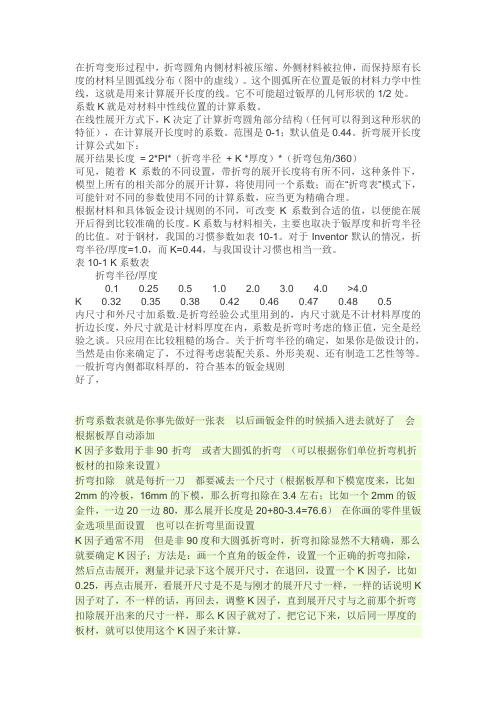
在折弯变形过程中,折弯圆角内侧材料被压缩、外侧材料被拉伸,而保持原有长度的材料呈圆弧线分布(图中的虚线)。
这个圆弧所在位置是钣的材料力学中性线,这就是用来计算展开长度的线。
它不可能超过钣厚的几何形状的1/2处。
系数K就是对材料中性线位置的计算系数。
在线性展开方式下,K决定了计算折弯圆角部分结构(任何可以得到这种形状的特征),在计算展开长度时的系数。
范围是0-1;默认值是0.44。
折弯展开长度计算公式如下:展开结果长度= 2*PI*(折弯半径+ K *厚度)*(折弯包角/360)可见,随着K系数的不同设置,带折弯的展开长度将有所不同,这种条件下,模型上所有的相关部分的展开计算,将使用同一个系数;而在“折弯表”模式下,可能针对不同的参数使用不同的计算系数,应当更为精确合理。
根据材料和具体钣金设计规则的不同,可改变K系数到合适的值,以便能在展开后得到比较准确的长度。
K系数与材料相关,主要也取决于钣厚度和折弯半径的比值。
对于钢材,我国的习惯参数如表10-1。
对于Inventor默认的情况,折弯半径/厚度=1.0,而K=0.44,与我国设计习惯也相当一致。
表10-1 K系数表折弯半径/厚度0.1 0.25 0.5 1.0 2.0 3.0 4.0 >4.0K 0.32 0.35 0.38 0.42 0.46 0.47 0.48 0.5内尺寸和外尺寸加系数.是折弯经验公式里用到的,内尺寸就是不计材料厚度的折边长度,外尺寸就是计材料厚度在内,系数是折弯时考虑的修正值,完全是经验之谈。
只应用在比较粗糙的场合。
关于折弯半径的确定,如果你是做设计的,当然是由你来确定了,不过得考虑装配关系、外形美观、还有制造工艺性等等。
一般折弯内侧都取料厚的,符合基本的钣金规则好了,折弯系数表就是你事先做好一张表以后画钣金件的时候插入进去就好了会根据板厚自动添加K因子多数用于非90°折弯或者大圆弧的折弯(可以根据你们单位折弯机折板材的扣除来设置)折弯扣除就是每折一刀都要减去一个尺寸(根据板厚和下模宽度来,比如2mm的冷板,16mm的下模,那么折弯扣除在3.4左右;比如一个2mm的钣金件,一边20一边80,那么展开长度是20+80-3.4=76.6)在你画的零件里钣金选项里面设置也可以在折弯里面设置K因子通常不用但是非90度和大圆弧折弯时,折弯扣除显然不大精确,那么就要确定K因子;方法是:画一个直角的钣金件,设置一个正确的折弯扣除,然后点击展开,测量并记录下这个展开尺寸,在退回,设置一个K因子,比如0.25,再点击展开,看展开尺寸是不是与刚才的展开尺寸一样,一样的话说明K 因子对了,不一样的话,再回去,调整K因子,直到展开尺寸与之前那个折弯扣除展开出来的尺寸一样,那么K因子就对了。
铜排计算方法 载流量计算方法 折弯经验计算表及高压柜铜排计算方法

铜排的计算方法1铜排载流量计算方法2 铜铝排载流量快速查询:3 估算法:单条铜母排载流量= 宽度mm X 厚度系数双母排载流量= 宽度mm X 厚度系数 X 经验系数铜排和铝排也可以按平方数来,通常铜应该按5-8A/平方,铝应该按3-5A/平方常用铜排的载流量计算方法:40℃时铜排载流量=排宽厚度系数排宽mm;厚度系数为:母排12厚时为20;10厚时为18;依次为:12-20,10-18,8-16,6-14,5-13,4-12.双层铜排40℃=单层铜排40℃根据截面大小定3层铜排40℃=2单层铜排40℃4层铜排40℃=单层铜排40℃不推荐此类选择,最好用异形母排替代铜排40℃= 铜排25℃铝排40℃= 铜排40℃/例如求TMY10010载流量为:单层:10018=1800A查手册为1860A;双层:2TMY10010的载流量为:1860=2940A;查手册为2942A;三层:3TMY10010的载流量为:18602=3720A查手册为3780A 以上所有计算均精确到与手册数据相当接近;另外,铜排载流量也有一个非常简明的计算公式:单根矩形铜排载流量= 排宽排厚 +A例如:153的40℃时载流量=15=1008的40℃时载流量=100=1650A双层载流量=倍单层载流量三层载流量=倍单层载流量45 口诀:铝排电流要算快,排宽系数乘起来;厚三排宽乘十个,后四排宽乘十二;加一依次往上添,铜排再乘一点三;母线排的载流量与其截面大小有关;故可通过母线排的厚度和宽度尺寸,直接算出载流量;口诀指出,对一定厚度的铝排,它的载流量为排宽乘个系数即可;厚3毫米的铝排,载流量为排宽×10,厚4毫米的铝排载流量为宽×12;“加一依次往上添”说的是,厚度增加一毫米,宽度所乘的系数跟着加一,匆毫米厚的铝排开始,依次排列如下表:厚度毫米 3 4 5 6 8 10载流量安宽×10 宽×12 宽×13 宽×14 宽×16 宽×18注:铝排厚度没有7mm和9mm两个规格;例:求40×4母铝排载流量是多少解:根据口诀,厚4载流量为×12 故 40×12=480安例:求60×6铝母排载流量是多少解:60×14=840安“铜排再乘一点三”说的是铜排的载流量比同规格铝排要大三成;故求铜排载流量时,先视为铝排,按以上方法算出后,再乘即可;例:求50×13×=845安母排的载流量还与环境温度、多条母排并列、母排平放、竖放等因素有关;当一般环境温度经常高于250C或者做直流母线并列时,可按九折处理;交流2、3、4条母排并列使用时,可分别打8、7、6折;铜排折弯经验计算表67 高压柜铜排选择标准中置柜KYN28 进出线柜PT柜GB3906附录D中公式:S=I/a√t△θ式中:I--额定短时耐受电流;a—材质系数,铜为13,铝为;t--额定短路持续时间;△θ—温升K,对于裸导体一般取180K,对于4S持续时间取215K;则:25KA/4S系统铜母线最小截面积S=25000/13√4/215=260 mm2 用605就可以了. 4S系统铜母线最小截面积S=31500/13√4/215=330 mm240KA/4S系统铜母线最小截面积S=40000/13√4/215=420 mm263KA/4S系统铜母线最小截面积S=63000/13√4/215=660 mm280KA/4S系统铜母线最小截面积S=80000/13√4/215=840 mm2接地母线按系统额定短时耐受电流的%考虑:25KA/4S系统接地铜母线最小截面积S=260% =225mm24S系统接地铜母线最小截面积S=330% =287mm240KA/4S系统接地铜母线最小截面积S=420% =370mm263KA/4S系统接地铜母线最小截面积S=660% =580mm280KA/4S系统接地铜母线最小截面积S=840% =730mm2高压柜的整定值和总的用电负荷和总电流81、高压柜-1800KW提升机整定电流:A、计算电流:80A;B、过流一段:×80A≈100A ;时间60s;C、过流二段:×80A≈120A ;时间2s;D、速断电流:×80A≈480A ;时间0s;2、高压柜-21000KW提升机整定电流:A、计算电流:100A;B、过流一段:×100A≈125A ;时间60s;C、过流二段:×100A≈150A ;时间2s;D、速断电流:×100A≈600A ;时间0s;3、高压柜-32000KVA变压器整定电流:A、额定电流:193A;B、过流一段:×193A≈221A ;时间60s;C、过流二段:×193A≈289A ;时间2s;D、速断电流:×193A≈1154A ;时间0s;4、高压柜-4315KVA移动变压器整定电流:A、额定电流:;B、过流一段:×≈35A ;时间60s;C、过流二段:×≈46A ;时间2s;D、速断电流:×≈182A ;时间0s;注意:你的电负荷可能是采矿井下供电系统,采矿井下是国家设计规范及安全规范不允许单电源配电的;此定值保护仅作为一般知识了解或作业而已;不可用于实践负荷计算:1、低压负荷计算:A、低压总统计负荷:P=、Q=、S=;B、低压总计算负荷:Pjs=、Qjs=、Sjs=;2、高压负荷计算:A、高压统计负荷:P=1800、Q=、S=;B、高压计算负荷:Pjs=、Qjs=、Sjs=;3、高压总负荷计算:A、总统计负荷:P= KW、Q= KVAR、S=;B、总计算负荷:Pjs= KW、Qjs= KVAR、Sjs= KVA;C、6KV高压侧设置2000KVAR的高压电容补偿装置,补偿后计算负荷修订为:Pjs= KW、Qjs= KVAR、Sjs= KVA; D、6KV高压总计算负荷:Pjs= KW;Qjs= KVAR;Sjs= KVA;Ijs= A;9 低压成套开关设备GGD铜排使用量1、首先是进线柜以三级开关为例,进线柜有柜顶进线,柜侧进线,柜底进线之分一般都是电流电缆进线,柜顶进线一般需要ABCN四相母排出顶200mm左右,无进线刀开关的进线柜ABC三相单排出柜顶在一条左右,有进线刀开关的也差不多,因为加了进线刀开关进线断路器需要向下面移;零排N则需要从柜底伸到柜顶出去,加上中间需要折弯固定,一般在左右;断路器下端需要回流至母排,回流排ABC三相每根在左右有刀开关的,加上断路器下端搭接排平均1M左右,柜侧进线的话断路器上端米就够了,零排2米就够;下进线的话上端ABC三相米,下端米,零排母排上接线;如果双排的话直接双倍;10 第一种:不带进线刀开关的进线柜上进线的GGD要用ABC三相++13=12米+零排N 需要米;第二种:带进线刀开关ABC三相要用++13=米+零排米,第三种:侧进线不带刀开关ABC三相++13=米+零排N需要2米,第四种:侧进带进线刀开关的++13=12米+零排2米;第五种:下进线+3=米;侧进线在很多时候需要ABCN四项侧出柜体米,总共3米左右,为方便客户连接变压器;进线柜的铜排费用一般都占成本的50%以上,设计,安装,铜排制作任何一步都直接决定铜排的使用量,所以我们在报价过程中,一定要根据图纸要求报价,图纸不明确的要及时和客户及公司内部技术沟通;多报会丢失一个客户,少报则对公司造成不必要的损失;2、GGD联络柜和进线的的铜排用量相差无几,可以一样的报;3、GGD出线柜基本都一样,只是出线回路有多有少;一般刀开关上端至母排ABC三相加起来米,刀开关下端米,加上出线开关汇流横排2米1米宽的米,米宽的3米算,如果双刀的话刀开关上下端双倍,横排不变;出线柜空开上端分支排米一个算,大小根据空开型号选择;出线柜单刀++2=米空开上端分支排米回路数出线柜单刀3++2=米4、GGD电容柜刀开关上端米,下端米,汇流横排2米即:电容柜++2=米;。
母线铜排弯头计算

母线铜排弯头计算
计算母线铜排弯头时,需要考虑的主要参数包括弯头半径、弯头角度、厚度和宽度。
1. 弯头半径:弯头半径决定了母线铜排在弯曲处的曲率半径。
一般来说,弯头半径应根据母线铜排的厚度和弯曲角度来确定。
常见的弯头半径选择为母线铜排厚度的3-5倍。
2. 弯头角度:弯头角度决定了母线铜排在弯曲处的转角。
通常情况下,弯头角度可以根据具体需求来确定。
常见的弯头角度有45度、90度和180度等。
3. 厚度和宽度:母线铜排的厚度和宽度取决于电流负荷和弯头处的应力要求。
一般来说,母线铜排的厚度和宽度应根据系统设计中所需的电流负荷来确定。
在进行母线铜排弯头计算时,还需要考虑到导体的弯曲半径限制、弯头的制造工艺和材料属性等因素。
因此,在实际应用中,建议咨询专业的电气工程师或使用相关的计算软件进行计算。
铜排计算方法、折弯经验计算表以及高压柜铜排计算方法
铜排计算方法、折弯经验计算表以及高压柜铜排计算方法铜排的计算方法一、铜排的规格及过载电流规格(宽*厚)额定电流每平方重量(kg)平放竖放15×31621710.420×3212 275 0.53 25×3 264 285 0.66 30×4 368 385 1.04 40×4 485 510 1.440×5 540 580 1.74 50×5 660 705 2.18 50×6 740 775 2.61 60×6 873 9203.13 60×8 1018 10704.18 60×10 1140 11955.22 80×6 1115 1205 4.18 80×8 12701370 5.57 80×10 1430 1540 6.96 100×6 1356 1475 5.22 100×8 1430 1540 6.96 100×101730 1875 8.7120×8 1860 1955 8.35 120×10 1980 2170 10.52根60×6 1340 1410 6.262根80×81950212011.14二、常规的经验铜排计算方法1、电流超过100A的开关选用铜排做导线。
2、现市场铜价格约为85元/公斤。
3、A、B、C三条母线长度约等于机柜内部安装宽度。
4、每条回路按1米长度来计算长度。
5、N排、PE排约等于机柜内部深度。
6、N排、PE排根据市电总容量选尺寸大小。
7、最终铜排定价按【单价×1.2(水、电、房租等)+单价×20%(人工费)=成本】铜排折弯经验计算表计算经验表单位长度mm取排总长上直长度下直长度弯排角度垂直距离150 303.84 mm 128.1 mm 98.1 mm 42.5度水平距离55铜排厚度8上元件长60上余长度70其他计算参考值折弯增长排垂直高斜面长度下元件长80下余长度203.8290.081.4高压柜铜排选择标准中置柜KYN28 进出线柜PT柜GB3906[附录D]中公式:S=I/a√(t△θ)式中:I--额定短时耐受电流;a—材质系数,铜为13,铝为8.5;t--额定短路持续时间;△θ—温升(K),对于裸导体一般取180K,对于4S持续时间取215K。
铜排折弯应用说明-林树才
铜排折弯应用说明林树才1. 界面认识------------------------------------------------------------------12. 常用折弯类型-----------------------------------------------------------23. 特殊折弯分解-----------------------------------------------------------44. 双排制作方法-----------------------------------------------------------75. 铜排的校正--- -----------------------------------------------------------76. 常见问题------------------------------------------------------------------81. 界面认识在计算勾股定律时,只需输入横向总长及纵向总长就可计算勾股定律的斜边长;其他图形则五个参数必填测量时一定要先在草稿纸上画出线图,注意排厚一定要计算进去。
这样的在折好后对照草稿图进行校整,从而达到最小外包矩形要求,不然所制作出的铜排无法安装到柜中。
此应用简化了钣金、铜排生成过程中对工艺展开计算作出更为快捷的方法,将传统的人工计算转化成智能手机应用计算,让工艺师更加轻松的完成下料计算。
五个参数必填直角弯 倒角弯 勾股定律直弯 斜弯 形弯Z Z U本说明目前仅针对铜排折弯中常见形状作一一介绍计算过程,从而让使用者触类旁通,达到举一反三的应用此应用。
2.常用折弯类型直角弯测量方法,(注意测量时包含铜排的厚度)倒角弯测量方法(注意测量时包含铜排的厚度)勾股定律测量方法直Z弯测量方法(注意测量时包含铜排的厚度)斜Z弯测量方法(注意测量时包含铜排的厚度)U形弯测量方法(注意测量时包含铜排的厚度),如两边不一样长时,可采用多直角的方法进行计算展开长度。
铜排折弯下料尺寸计算最简单方法
铜排折弯下料尺寸计算的最简单方法包括以下步骤:
1.计算下料长度:下料长度等于折出两面长加上弧长再加上直段长度。
2.计算弧的直径:弧长等于弧度乘以半径,由此可以求出半径。
3.计算弯曲角度:如果是作U形或单边弯曲多次,应考虑余弦角公式求出弯
曲处半径值,再算出折出两面长度。
4.计算剩余直段长度:剩余直段长度等于下料长度减去折出两面长和弧长。
5.计算弯曲长度:弯曲长度等于受弯部位厚度乘以3。
6.计算原材料长度:原材料长度等于下料长度加上弯曲长度乘以2。
按照以上步骤,可以计算出铜排折弯下料的尺寸。
如果需要更多信息,建议请教专业人士。
铜排计算方法、折弯经验计算表以及高压柜铜排计算方法,赶紧收藏
铜排计算方法、折弯经验计算表以及高压柜铜排计算方法,赶紧收藏铜排的计算方法(点击图片可放大查看)铜排折弯经验计算表高压柜铜排选择标准中置柜KYN28 进出线柜PT柜GB3906[附录D]中公式:S=I/a√(t△θ)式中:I--额定短时耐受电流;a—材质系数,铜为13,铝为8.5;t--额定短路持续时间;△θ—温升(K),对于裸导体一般取180K,对于4S持续时间取215K。
则:25KA/4S系统铜母线最小截面积S=(25000/13)*√4/215=260 mm2 用60*5就可以了.31.5KA/4S系统铜母线最小截面积S=(31500/13)*√4/215=330 mm240KA/4S系统铜母线最小截面积S=(40000/13)*√4/215=420 mm263KA/4S系统铜母线最小截面积S=(63000/13)*√4/215=660 mm280KA/4S系统铜母线最小截面积S=(80000/13)*√4/215=840 mm2接地母线按系统额定短时耐受电流的86.7%考虑:25KA/4S系统接地铜母线最小截面积S=260*86.7% =225mm231.5KA/4S系统接地铜母线最小截面积S=330*86.7% =287mm240KA/4S系统接地铜母线最小截面积S=420*86.7% =370mm2 63KA/4S系统接地铜母线最小截面积S=660*86.7% =580mm2 80KA/4S系统接地铜母线最小截面积S=840*86.7% =730mm2 相关问答举例帮忙算一下高压柜的整定值!和总的用电负荷和总电流!1、高压柜-1(800KW提升机)整定电流:A、计算电流:80A;B、过流一段:1.25×80A≈100A ;时间60s;C、过流二段:1.50×80A≈120A ;时间2s;D、速断电流:6.00×80A≈480A ;时间0s;2、高压柜-2(1000KW提升机)整定电流:A、计算电流:100A;B、过流一段:1.25×100A≈125A ;时间60s;C、过流二段:1.50×100A≈150A ;时间2s;D、速断电流:6.00×100A≈600A ;时间0s;3、高压柜-3(2000KVA变压器)整定电流:A、额定电流:193A;B、过流一段:1.15×193A≈221A ;时间60s;C、过流二段:1.50×193A≈289A ;时间2s;D、速断电流:6.00×193A≈1154A ;时间0s;4、高压柜-4(315KVA移动变压器)整定电流:A、额定电流:30.31A;B、过流一段:1.15×30.31A≈35A ;时间60s;C、过流二段:1.50×30.31A≈46A ;时间2s;D、速断电流:6.00×30.31A≈182A ;时间0s;注意:你的电负荷可能是采矿井下供电系统,采矿井下是国家设计规范及安全规范不允许单电源配电的。