钢结构箱型柱焊接工艺
浅谈箱型柱-“田”型柱-H型钢柱施工工艺
浅谈箱型柱\“田”型柱\H型钢柱施工工艺【内容提要】钢结构建筑近几年已在国内得到大面积推广,由于其与混凝土结构比较,具有总用钢量少、构件制造工厂化、抗震性好、安装速度快、造价低等优点而被广泛用于工业与民用建筑中。
其中多高层钢结构建筑的钢柱多数采用H型钢、“田”型柱、箱型柱等,由于箱型柱在两个相互垂直的受力方向都具有很好的工作性能,可以较好地满足钢柱强度及整体结构稳定性,所以设计师们经常将多高层钢结构建筑中的钢柱设计成箱型柱。
其主要作用就是承受主梁、辅助梁、平台上的设备、安装管道等的重量。
为保证施工中的制作质量,科学、合理的施工工艺就显得尤为重要,科学的工艺对于产品质量是最好的保障,并且能够降低材料消耗和人工成本等。
本文中主要阐述了箱型柱、“田”型柱、H型钢柱制作过程和工艺方法,以供大家参考。
【关键词】胎膜;调直矫正;坡口制备; 对称施焊; 装配定位线【abstract】steel structure building in recent years has set up a file in the domestic large get promotion, because its and concrete structure comparison, the total steel quantity is less, component manufacturing factory, vibrate resistance, installation speed, low cost advantage and is widely used in industrial and civil buildings. The high-rise steel structure building steel c olumn by most H steel, “field” type column, box column, etc, due to a box column on the stress of the two perpendicular direction it has very good work performance, can satisfy the intensity and the whole steel column the structure stability, so designers often will high-rise steel structure building design of the steel column type column crate. The main function is to bear girders, and assisted beam, platform of equipment, installation of the weight of the pipes, etc. To ensure the quality of construction, scientific, reasonable construction process is particularly important, scientific technology for product quality is the best security, and can reduce the material consumption and artificial cost, etc. This paper mainly expounds the in box column, “field” type column, h-beam column making process and process, for your reference.【keywords】amniotic membranes; Straightening correction; Groove preparation; Symmetrical welding process; Assembling positioning line我公司在TPU钢结构框架进行施工中采用了新的工艺:一、1、对图纸不明确及施工中有困难的地方,要与工程管理和技术人员技术交流,还要与设计单位作好技术交流。
箱形柱的焊接工艺及焊接变形控制
mm的余量 ,即从牛腿 与梁连接 端截面处 起始测 量 的距
离差 。
将误 差 必须 控 制在 ± 范 围内 . 如此 才 能保证 板 条 1 mm ‘
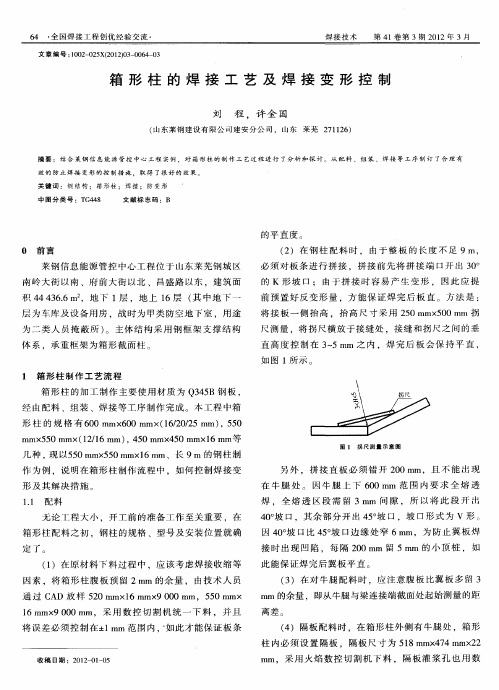
将 接 板 一侧 抬 高 ,抬 高 尺 寸 采 用 2 0mm ̄ 0 拐 5 5 0mm 尺测 量 .将 拐 尺横放 于 接缝 处 ,接缝 和 拐尺 之 间 的垂 直 高 度 控 制 在 3 5m 之 内 ,焊 完 后 板 会 保 持 平 直 , ~ m
如 图 1所 示 。
1 箱 形 柱 制 作 工 艺 流 程
箱 形柱 的加 工制 作 主要 使用 材 质 为 Q 4 B钢 板 , 35 经 由配 料 、组装 、焊接 等工 序制 作 完成 。本 工程 中箱
形 柱 的 规 格 有 6 0mix 0 mx 1/02 m) 5 0 0 n 60m (62 /5m , 5
mm ̄ 5 m ̄ 1 /6m , 5 mx 5 mx 6m 5 0r ( 21 m) 4 0m 4 0m 1 m等 a
接 时 出现 凹陷 ,每 隔 2 0m 留 5m 的小 顶 桩 ,如 0 m m
此 能 保证 焊完 后翼 板平 直 。 ( )在对 牛 腿 配料 时 ,应 注意 腹 板 比翼 板 多 留 3 3
( )在 原 材料 下料 过 程 中 ,应 该考 虑 焊接 收缩 等 1 因素 ,将 箱形 柱 腹板 预 留 2m 的余 量 , 由技 术 人 员 m
( 山东 莱 钢 建 设 有 限公 司建 安 分 公 司 ,山 东 莱芜 2 1 2 ) 7 16
关于箱型柱的受力特点比较和箱型柱的焊接方法
关于箱型柱的受力特点比较和箱型柱的焊接方法秦永乐发表于《造价师》摘要:本文结合工程实例,分析了普通轧制H型钢柱和箱型柱的受力特点,介绍了箱型柱的焊接加工方法。
由于H型钢柱只有一个强轴,在梁柱连接节点处受力比较复杂的情况下,一是“节点域”不能满足要求,二是按照“强连接弱构件”的原则,在地震作用下按地震组合内力进行弹性设计时,极限承载力验算不能满足。
而箱型柱由于在X、Y方向均为强轴,加上节点处的加劲板,形成了较强的节点域,受力状况比轧制H型钢优越。
由于目前人们对箱型柱的认识尚不普遍,本文结合参观工厂焊接箱型柱的加工流程,做简单介绍。
关键词:节点域箱型柱强度稳定最近笔者在工作中遇到了一个问题,就是关于箱型柱焊接方法的问题。
由于笔者做的这个工程的具体特点,在设计中中间柱子采用了箱型柱,其它柱子采用了热轧H型钢。
这是一个5层的化工装置的钢结构框架,共9根柱子,跨距为6米x7米,层高分别为6米、6.3米、5.5米、6.7米和5米。
每层的设备荷载大都集中在中间位置,顶层一台设备的重量就接近100吨,因而中间柱子的受力最大。
笔者先按9根柱子均采用轧制H型钢试算,经过对各种工况下的计算结果进行分析比较,中间柱子在梁柱节点处受力较大:一是“节点域”不能满足要求1,补强后仍无法满足《钢结构设计规范》GB50017-2003第7.4.2条的要求,即节点域的强度和局部稳定不能满足规范要求。
二是不能满足《建筑抗震设计规范》GB50011-2001第8.2.8条的要求,即按照“强连接弱构件”的原则,在地震作用下按地震组合内力进行弹性设计时,极限承载力验算不能满足2。
经过笔者多次试算,采用国标《热轧H型钢和剖分T型钢》GB/T11263-1998中HW400x400,均不能满足要求。
从既经济又合理的角度考虑,笔者将该柱改为500x500的箱型柱,经过计算,上述两条均能满足,而且用钢量基本接近,但受力状态却是明显的改善。
这是因为“H型钢柱”,只有一个强轴,该处的柱子节点无论是腹板还是翼缘受力都比较复杂,因而出现上述不满足规范的情况。
箱型梁焊接工艺
箱形(梁) 柱制作工艺箱形柱是由四块板组成管状承重结构,一般为矩形或方形。
因其刚性大,自重轻,强度高,中间还可以灌注混凝土,形成特殊、紧箍式混凝土-钢柱结构,具有良好的承载轴力、弯矩和抵抗水平力的性能,在高层、超高层建筑中广泛采用。
该结构构件在柱-梁连接的部位,柱内设加筋隔板,因其工艺复杂,焊接熔敷金属量大,隔板处需采用电渣焊(SES),焊接变形不易控制,施工工艺难度较大,必须认真对待。
(一)电渣焊原理:熔嘴电渣焊是用细直径冷拔无缝钢管外涂药皮制成的管焊条作为熔嘴,焊丝在管内送进。
焊接时,将焊管条插入由被焊钢板形成的缝槽内,电弧将焊剂溶化成熔渣池,电流使熔渣温度超过钢材的熔点,从而熔化焊丝和钢板边缘,构成一条堆积的焊缝,把被焊钢板连接成整体。
(二)电渣焊特点:与其它熔化焊相比,电渣焊有以下特点:(1)当电流通过渣池时,电阻热将整个渣池加热至高温,热源体积较远焊接电弧大,大厚件工件只要留一定装配间隙,便可一接成形,生产率高。
(2)电渣焊一般在垂直或接近垂直的位置焊接,焊接分倾角不大于30度,整个焊接过程中金属熔池上部始终在液体渣池,夹杂物及气体有较充分的时间浮至渣池表面或逸出,故不易产生气孔生夹渣;熔化的金属滴通过一定距离的渣池落至金属,熔池对金属熔有一定的冶金作用,焊缝金属的纯净度较高。
(3)调整焊接电流或焊接电压,可在较大范围内调节金属熔池的熔宽和熔深,这一方面可以调节焊缝的成形系数,以防止焊缝中产生热裂纹。
另一方面还可以调节母材在焊缝中的比例,从而控制焊缝的化学成分和力学性能。
(4)电渣焊渣池体积大,高温停留时间长,加热及冷却速度缓慢,焊接中、高碳钢及合金钢时,不易出现淬硬组织,冷却纹的倾向较小。
如规范选择适当,可不预热焊接。
(5)由于加热及冷却速度缓慢,高温停留时间较长,焊缝及热影响区晶粒易长大并产生魏氏组织,因此焊后应进行退火加回火热处理,以细化晶粒,提高冲击韧性,消除焊接应力。
(三)电渣焊的分类电渣焊一般根据所采用的电极种类进行分类电渣焊分类图(四)电渣焊的焊接材料电渣焊用焊丝、焊剂推荐表见下表1表1各钢种电渣焊的焊接材料推荐表引弧剂采用YF-151或自制铁砂。
钢结构劲性柱箱型连接施工技术

钢结构劲性柱箱型连接施工技术摘要:近年来,中国建筑钢结构的产值随着国家整体经济的发展和建筑行业产值的提升而同步增长,钢结构行业在建筑业中的比重逐年增加。
钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一。
结构主要由型钢和钢板等制成的梁钢、钢柱、钢桁架等构件组成,并采用硅烷化、纯锰磷化、水洗烘干、镀锌等除锈防锈工艺。
因其自重较轻,且施工简便,广泛应用于大型厂房、超高层等领域。
关键词:钢结构;劲性柱箱型;施工技术前言:大型箱型劲性柱是以箱型型钢作为钢骨,周围配置钢筋并浇筑混凝土的组合构件,充分发挥了钢与混凝土两种材料的力学性能,与传统钢柱或钢筋混凝土柱相比,劲性柱具有截面尺寸小、承载力高、整体刚度好、抗震性能显著等优点,广泛应用于高层建筑的底部竖向受力构件。
值得注意的是,实际工程中,大型箱型劲性柱与底部钢筋混凝土桩(柱)、钢梁等不同材料构件的连接节点往往较为复杂,既要考虑钢筋、螺栓等等的可靠连接,又要保证混凝土的高质量浇筑,同时需要考虑施工效率与施工安全。
因此,针对大型箱型劲性柱施工关键技术开展系统性研究已经迫在眉睫。
1工程介绍1.1工程地点本工程地位于浦东新区金桥镇云桥路600号,地块北至云桥路,距离基坑边线约9m,南至上海德勤投资发展有限公司,距离基坑边线约11.5m,东至中国移动通讯创新基地,距离基坑边线约14.0m,西至中国移动办公大楼,距离基坑边线约31.4m,场地周边环境条件较为复杂。
1.2工程规模本工程基地面积为26350平方米,总建筑面积92000平方米,地上建筑面积52000平方米,地下二层,建筑面积40000平方米。
主要建设内容:一栋9层高层通用厂房,一栋门卫,一个室外产品测试轨道,一栋垃圾房和地下室二层车库。
1.3结构设计结构设计使用年限为50年。
建筑耐火等级高层通用厂房为一级,地下室为一级,其他建筑二级。
本建筑抗震基本设防烈度为7度。
1.4钢结构设计本项目钢结构工程涉及钢柱脚、型钢柱、钢梁、钢筋桁架楼承板等钢构件的安装,其中钢柱脚在地下2层的柱顶进行预埋;型钢柱从地下1层开始施工到地上9层,共施工10层;钢梁和钢筋桁架楼承板从地上1层开始施工到地上9层,共施工10层。
关于箱型梁、柱的焊接

④二氧化碳气体的纯度应不低于99.5体积%, 含水量不超过0.005质量%。对于CO2气体含水量超 标的现象进行2~3次放水处理,并且在CO2气体的 管路中串联高压干燥器和低压干燥器的技术处理 措施。通过对CO2气体的技术处理措施和严格控制 焊接规范参数的技术措施。CO2气体保护焊的气孔 问题和其它的焊接缺陷基本得到了有效的控制, 探伤合格率由原来的80%提高到现在的95%。CO2气 体保护焊接的使用在双环工程钢结构的制作中提 高效率4~5倍。
工程特点
• ①为了保证焊接质量和有效控制焊接变形措 施,本工程通过近30项工艺评定,通过大量的焊 接实践选取了最佳的工艺参数和合理的焊接顺序, 建立和制定30项工艺评定和焊接工艺指导文件。 完善是电渣焊的工艺评定和栓钉焊接的工艺评定。 ②为了减少焊接热影响区、减少焊接变形和 提高焊接的工作效率,CO2气体保护焊接方法在 本工程中得到了广泛的应用。
关于箱型梁、柱的焊接工艺
——双环油改煤项目钢结构工程
•赵 小 兵
•十五冶三公司金属结构厂
Copyright 1996-98 © Dale Carnegie & Associates, Inc.
摘
•
要
利用箱型梁生产线提高湖北双环箱型梁、 柱的焊接质量,主要介绍埋弧自动焊、CO2 气体保护焊、熔嘴电渣焊在湖北双环钢结 构工程中的应用以及焊接变形的控制措施。
箱型梁、柱的关键焊接工艺和 焊接技术措施
•
③严格控制CO2气体保护焊接的焊接规 范参数,针对Q345B和Q235B两种常用的钢材, 对于CO2气体保护焊最佳规范参数为:焊接电 流:220A-250A;焊接电压:28-30V;焊接速 度:23.5-25.5Cm/min的单丝CO2气体保护。
钢结构箱型柱焊接工艺
钢结构箱型柱焊接工艺摘要:基于钢结构箱型柱焊接制作工程实例,依据相应标准、规程并通太长期钢结构制作进程的体会积存,简述在现有的国内通用焊接设施装备下钢结构箱型柱关键部位的施焊进程,对构件在车间及现场的焊接工艺进行体会总结,介绍钢结构箱型柱焊接工艺的重点。
在钢结构箱型柱制造施工中,这些工艺的合理利用能更好地保证其焊接质量。
关键词:钢结构箱型柱;电渣焊;焊接钢结构建筑近几年已在国内取得大面积推行,由于其与混凝土结构比较,具有总用钢量少、构件制造工厂化、抗震性好、安装速度快、造价低等优势而被普遍用于工业与民用建筑中。
其中多高层钢结构建筑的钢柱多数采纳H型钢、圆钢管、十字型钢、钢结构箱型柱等,由于钢结构箱型柱在两个彼此垂直的受力方向都具有专门好的工作性能,能够较好地知足钢柱强度及整体结构稳固性,因此设计师们常常将多高层钢结构建筑中的钢柱设计成钢结构箱型柱。
而钢结构箱型柱的焊接是其整体制作的关键工序,因此有必要对钢结构箱型柱的焊接工艺进行实践性的探讨和总结。
1 钢结构箱型柱焊接的一些问题钢结构箱型柱的焊接与H型钢焊接、十字型钢焊接有不同的地方,要紧表此刻以下几个方面:1)钢结构箱型柱的4块壁板较厚,焊接时焊道较深,如何施焊堆满焊缝是难点之一;2)在焊接热循环作用下,焊接区域的母材淬醺性增大,残余应力增大,易产生裂纹3)钢结构箱型柱腔内隔板焊接采纳一般焊接方式无法施焊,需要采纳电渣焊设备解决,焊接难度较大;4)4道纵向通长焊缝如何施焊才可不能使钢结构箱型柱产生焊接变形;5)钢结构箱型柱重量大、钢板厚、刚度大,因此拘谨度大,焊接难以保证焊缝的均匀熔透。
关于钢结构箱型柱的焊接,选用手工焊条电弧焊难以完成全数制作,而采纳埋弧焊焊接时,输出能量大,焊接热阻碍区宽,焊接工艺及电流选用不妥会造成晶粒粗大,焊缝脆化,韧性降低,使焊接接头的抗拉强度下降,因此合理选用焊接设备和焊接方式超级重要。
2 钢结构箱型柱焊接的要紧工艺钢结构箱型柱的焊接除按设计图纸的技术要求外,必需遵循JGJ 81 - 2002《建筑钢结构焊接技术规程》,同时对一些特殊焊接工艺应做焊接工艺评定。
建筑钢结构箱型钢梁(柱)内隔板熔嘴电渣焊施工工法
建筑钢结构箱型钢梁(柱)内隔板熔嘴电渣焊施工工法建筑钢结构箱型钢梁(柱)内隔板熔嘴电渣焊施工工法一、前言建筑钢结构是现代建筑中常见的一种结构形式,它具有轻、强、刚性好、耐震等优点,因此广泛应用于大型建筑工程中。
而箱型钢梁(柱)内隔板熔嘴电渣焊施工工法则是一种常用的连接和固定装置,它能够有效提高建筑结构的稳定性和承载能力。
二、工法特点采用钢结构箱型钢梁(柱)内隔板熔嘴电渣焊施工工法具有以下几个特点:1. 施工简便:操作简单,施工效率高;2. 拓展空间:在箱型钢梁(柱)的内部形成隔板,能够有效增加结构空间的利用率;3. 提高承载能力:隔板的加入增加了结构的刚性,提高了结构的整体承载能力;4. 减少材料使用:通过将隔板牢固地连接在箱型钢梁(柱)内部,避免了外加密封材料的使用。
三、适应范围钢结构箱型钢梁(柱)内隔板熔嘴电渣焊施工工法适用于各类建筑工程,特别适合于高层建筑、桥梁和大型空间结构等工程。
四、工艺原理钢结构箱型钢梁(柱)内隔板熔嘴电渣焊施工工法的原理是将隔板与箱型钢梁(柱)相连接,通过熔嘴电渣焊的方式将隔板牢固地固定在箱型钢梁(柱)的内部。
这种连接方式可以在保持结构强度的基础上,提高结构的刚度和稳定性。
五、施工工艺1. 准备工作:明确施工图纸上的箱型钢梁(柱)内隔板的位置和数量,对焊接设备进行检查和准备。
2. 清理箱型钢梁(柱)内部:将箱型钢梁(柱)的内部清理干净,确保无杂物和污垢。
3. 隔板制作和加工:根据设计要求和施工图纸制作隔板,并进行加工,以确保与箱型钢梁(柱)的内部空间完全契合。
4. 安装隔板:将制作好的隔板放入箱型钢梁(柱)内部,在合适的位置进行固定和焊接。
5. 熔嘴电渣焊:通过熔嘴电渣焊的方式将隔板与箱型钢梁(柱)连接在一起,确保连接牢固、稳定。
六、劳动组织根据工程的规模和施工进度,合理安排焊接人员和施工人员,确保施工工序的顺利进行。
七、机具设备施工过程中需要使用的机具设备有焊接设备(包括电渣焊机和熔嘴)、电动工具、悬挂装置等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢结构箱型柱焊接工艺
摘要:基于钢结构箱型柱焊接制作工程实例,依据相应规范、规程并通过长期钢结构制作过程的经验积累,简述在现有的国内通用焊接设施装备下钢结构箱型柱关键部位的施焊过程,对构件在车间及现场的焊接工艺进行经验总结,介绍钢结构箱型柱焊接工艺的重点。
在钢结构箱型柱制造施工中,这些工艺的合理使用能更好地保证其焊接质量。
关键词:钢结构箱型柱;电渣焊;焊接
钢结构建筑近几年已在国内得到大面积推广,由于其与混凝土结构比较,具有总用钢量少、构件制造工厂化、抗震性好、安装速度快、造价低等优点而被广泛用于工业与民用建筑中。
其中多高层钢结构建筑的钢柱多数采用H型钢、圆钢管、十字型钢、钢结构箱型柱等,由于钢结构箱型柱在两个相互垂直的受力方向都具有很好的工作性能,可以较好地满足钢柱强度及整体结构稳定性,所以设计师们经常将多高层钢结构建筑中的钢柱设计成钢结构箱型柱。
而钢结构箱型柱的焊接是其整体制作的关键工序,因此有必要对钢结构箱型柱的焊接工艺进行实践性的探究和总结。
1 钢结构箱型柱焊接的一些问题
钢结构箱型柱的焊接与H型钢焊接、十字型钢焊接有不同之处,主要表现在以下几个方面:1)钢结构箱型柱的4块壁板较厚,焊接时焊道较深,如何施焊堆满焊缝是难点之一;
2)在焊接热循环作用下,焊接区域的母材淬醺性增大,残余应力增大,易产生裂纹
3)钢结构箱型柱腔内隔板焊接采用普通焊接方式无法施焊,需要采用电渣焊设备解决,焊接难度较大;
4)4道纵向通长焊缝如何施焊才不会使钢结构箱型柱产生焊接变形;
5)钢结构箱型柱重量大、钢板厚、刚度大,因此拘束度大,焊接难以保证焊缝的均匀熔透。
对于钢结构箱型柱的焊接,选用手工焊条电弧焊难以完成全部制作,而采用埋弧焊焊接时,输出能量大,焊接热影响区宽,焊接工艺及电流选用不当会造成晶粒粗大,焊缝脆化,韧性降低,使焊接接头的抗拉强度下降,因此合理选用焊接设备和焊接方法非常重要。
2 钢结构箱型柱焊接的主要工艺
钢结构箱型柱的焊接除了按设计图纸的技术要求外,必须遵循JGJ 81 - 2002《建筑钢结构焊接技术规程》,同时对一些特殊焊接工艺应做焊接工艺评定。
新疆某电石炉生产厂房单体面积为1.1万m-,为主体6层、局部带有夹层的钢框架结构,总高度为33 m。
每层上均有大荷载设备布置,生产所需楼面孔洞较多,因此厂房框架柱选用了钢结构箱型柱,其中口820×820×30×30、口420×420×16×16、[1350×350×12×12,材质为Q345-B的钢结构箱型柱是该结构主要受力构件,其焊接工艺具有典型性和代表性。
2.1 壁板平板时接
由于钢结构箱型柱的4块壁板长度方向需要接长,因而钢板存在长度方向的接缝全熔透焊接,其中30 mm厚钢板对接需要双面开坡口,16 mm厚钢板39
对接需要单面开坡口,12 mm厚钢板对接则不需开
坡口,坡口焊接形式见图1。
平板对接焊接要求:
1)平板对接要平直、焊接前做好反变形预防措施;
2)焊道要清理干净,将氧化渣、油污、铁锈等清理打磨干净;
3)焊剂必须用300~350℃的温度烘培干燥;
4)施焊前加装引弧板和熄弧板,使焊道首尾受热均匀,焊完后将引弧板和熄弧板割去并打磨平整;
5)施焊过程中要彻底清除焊接缺陷,背面清根要干净,保证对接焊缝熔透。
经过实际焊接调试,平板对接埋弧焊焊接参数如表1所示。
2.2板材下料技术要求
组成钢结构箱型柱的板材构件在组装焊接前需要进行控制下料尺寸、预开坡口等技术准备。
板材下料技术要求:
1)4块壁板下料长度加10~20 mm的余量;
2)数控切割机或直条切割机下料,30 mm厚钢板要用半自动切割小车对称同方向开单V形坡口,16 mm与12 mm厚钢板全熔透时开单V形坡口,部分熔透时可不开坡口但在拼装时要与盖板留有7 mm的间隙(图2);
3)壁板的平直度和旁弯度应控制在允许范围内,取1.O mm/m且不大于3.0 mm,超出该限值必须进行矫正;
4)钢结构箱型柱腔内隔板下料应用数控切割机操作,以保证其几何尺寸、平直度和对角线;5)为保证内隔板写4块壁板贴合,内隔板需要进行机械加工,保证4条边相互垂直,不垂直度小于1.0 mm,对角线允许偏差小于1.5 mm;
6)为保证电渣焊焊枪上下移动正常,应使内隔板厚度不小于25 mm,两侧衬板厚度,当采用ZHR熔嘴电渣焊时应不小于18 mm,ZHS丝极电渣焊时应不小于25 mm。
2.3 钢结构箱型柱重点工序的焊接工艺
钢结构箱型柱制作工序较多,在此主要介绍钢结构箱型柱制作重点工序的焊接工艺。
钢结构箱型柱在内腔需要增设隔板,这些隔板有些是由于梁柱连接处,需要加强而设计的,也有的是制造工艺所需增设的。
隔板与4块壁板焊接时,应采用电渣焊隔板及衬板全熔透焊缝,隔板与两侧壁板连接时,可采用手工C02气体保护焊,与上下两块壁板(盖板)连接时采用中焊科技电渣焊。
隔板CO:气体保护焊要求隔板开K形坡口,当两隔板间距小于200 mm时,隔板间焊道不40便于施焊时也可采用单边V形坡口、背面加垫板,K形坡口和V形坡口都必须保证熔透焊,焊接参数见表2。
隔板电渣焊焊道也为全熔透,电渣焊上、下焊孔要求在焊缝正中位置,焊剂、熔嘴要求烘干温度为200~250℃,焊丝伸出熔嘴20 mm 左右,同一个隔板两侧的电渣焊应同时施焊以避免构件焊接变形,焊接参数见表3。
钢结构箱型柱4块壁板组装完成后,需要焊接4道通长纵向焊缝,这4道纵向焊缝焊接需要格外注意。
为防止焊缝焊接受热不均产生的旁弯等变形,焊接宜采用双丝埋弧焊设备,4条纵焊缝焊接采用同电流、同方向、同速度由始端向终端焊接,焊前要加装引弧板和熄弧板,双丝埋弧焊要求同时对同一平面的2道焊缝进行施焊,焊接参数如表4所示。
钢结构箱型柱的4道纵向角焊缝,宜采用全熔透或部分熔透的对接与角接组合焊缝。
要求全熔透时,应采用垫板单面焊接,在梁柱连接区域上下各500 mm范围内,需采用全熔透
焊。
钢结构箱型柱高度方向的接长是现场最重要的焊缝之一,现场安装中,上、下两段钢结构箱型柱先将安装工艺耳板通过螺栓连接定位,再进行对接焊缝的现场熔透焊接,具体方式是在上、下壁板采用V形坡口加垫板单面焊,坡口角度为45。
,焯缝焊道较深,可先用C02气体保护焊打底后用手工电弧焊多遍焊接的方式焊接,焊接完毕后应对该焊缝进行100%探伤检测。