高光无痕注塑模具设计制造规范
浅谈高光无痕注塑工艺
( 3 )电加热 的快速模技术 。可实现超高温模具的温度 控制 , 是 快 速 加 热 冷 却 成 型技 术 的最 新 进 展 。 该 技 术 利 用 电
加热在短时间 内把模具的表面 温度加热 到很 高, 然后在几十 秒之 内又能把温度下降到 5 0  ̄ C以下 ,从而帮助高光注塑成
型顺利完成 。
本。
中及时清洁模具分型面及排气槽 , 以免造成排气不 良。 此外, 应该不定时用专用清洁布或纸清洁模具镜面部分, 特别是注 塑 阻燃高光料时 , 必须清除粘附在模面的析出物,以免出现 白雾等外观不 良。注塑完成后还要用专用清洗剂清洗 型腔 ,
并喷专用防锈油 。
4温控技术
精确控制模温是 实现 免喷涂高光注塑成型的一大关键 , 目前 使 用 较 多 的温 控 技 术 有 如 下 几 种 :
1高光 无痕注塑工 艺原理
先通过对 比传统 的注塑成型工艺 , 来说明高光无痕注塑 工 艺 的特 点 。 在传统 的普通注塑成型加工 中, 将模具温度设低时 , 虽 然可 以减轻变形和缩痕 、 缩短成型周期 , 但容易产生熔接线 和料纹 、光泽暗 、表面粗糙等外观 品质不 良。相反 ,将模具 温度 设高时, 可 以提高产 品表面 的外观 品质 , 但容易产生变 形、缩 痕、尺寸不 良等 ,同时也延长 了成型周期 ,提高 了成
蒸汽加热成型过程:
2注塑原材料
要实现免喷涂高光注塑, 首先 需要选用高光泽 的塑料材 料 。对于此种材料的特性要求一般 包括: ( 1 ) 材料 的流动性应较好 ,以便更好的复制模具表面 、 降低剪切及改善熔接线; ( 2 )需要有 一定 的耐刮擦性 ,即表面硬度要好 ;材料
的热 稳 定 性 要 好 , 不易分解产生挥发物。 特 别 是对 于 阻燃 级 材料 , 提高耐热性及减少挥发物可 以防止腐蚀模具及减少产 品表 面 白雾 的产 生 ; ( 3 )材 料本 身的光泽度要好 ;应具有 良好 的韧性和 刚 性 ,可 以通 过 家 电所 要 求 的采用 P 删A / A J 3 s 、 P C / A B S或高光 A B S材料 。其 中,高光 A B S 的硬 度最低 , P M M A / A B s的硬度 最高。
高光模具设计准则

課程內容
„ 前言 „ 高光製程的原理及高光设备运行步骤 „ 采用高光製程的优势 „ 采用高光製程易出现的问题点 „ 高光模具設計流程 --- 浇注系统設計 --- Steam channel与一般冷却水路設計 --- 隔热板及感温线位置设计 „ 產品設計要點
前言
本課程以傳統模具設計技術為基礎,考慮高光即冷即熱製程的差異點 說明高光模具設計的流程及考慮重點,並針對不同的產品型式,藉範例說 明其設計重點及理念。 本課程內容融合韓國模具業界之成熟技術及在中國的實際經驗整理歸納而 成,但不代表可以解決所有高光產品的模具設計難點,個別產品需使用本 課程內容為基礎深入研究。
高光模具設計流程 —— Steam channel与冷却水路設計
LCD TV 模具結構
高光模具設計流程 —— Steam channel与冷却水路設計
模 具 設 計 及 分 析 介 紹
Inlet
邊界條件
– Initial Condition – Mold Temperature : 60℃ - Heating InputPressure : 8kg/cm2 Heat Source : Pressurized Hot Water Inlet Temp. : 165 C - Cooling Input Pressure : 8kg/cm2 Coolant : Water Inlet temp. : 25 C
水路的优化
LX1系列
变更前
LB1系列
变更后
1.
如上图所示,LB1系列与Fuji公司制作的LX1系列相比,结构简单,无需使用O-Ring,可以弥补 水路漏水等问题.(LB1系列当前周期时间为70sec, 而 LX1系列的周期时间为: 110sec) 2. Heat & Cool系统 的IN, OUT分别为12EA, 目前模具设计正在以IN,OUT 4EA两倍,即8EA进行设计 3. LB1系列是在LX1基础上的改善方案。
什么是高光无痕注塑工艺?

什么是高光无痕注塑工艺?高光注塑最关键的是模具温度控制系统。
由于高光注塑与一般注塑最大区别在于模具温度的控制,而对注塑机的要求并不高。
高光注塑模具温度控制系统一般也称为高光模温机,和通用注塑机配合,在注塑的填充、保压、冷却、开合模具过程中协调动作。
模具表面的加热方式是温控系统的关键技术,高光模具表面主要通过以下方式获得热量。
一是以热传导为主的加热方式,如通过模具内部管道的油、水、蒸汽、电热元件等将热量传导到模具表面;二是以热辐射为主的加热方式,如将太阳能、激光束、电子束、红外光、火焰、气体等直接辐射模具表面;三是通过自身热场加热,如通过电阻、电磁感应加热等使模具表面自身产生热量。
目前实用的加热系统有:高温油传热的油温机、高温高压水传热的高压水温机、蒸汽传热的蒸汽模温机、电热管传热的电热模温机,以及电磁感应加热系统和红外辐射加热系统等。
(l)高温油传热的油温机模具内部设计均匀的加热或冷却管道,通过油加热系统达到模具预热的功效,同时在注射过程有冷却的作用。
最高温度可达350℃。
由于油的热传导系数低,效率较低,而且产生的油气影响高光成型质量,但效果比较不理想。
但目前企业油温机比较普遍,使用经验丰富。
(2)高温高压水传热的高压水温机模具内部设计均衡的管道,不同阶段使用不同温度的水。
加热时通人高温过热水,冷却时切换为低温冷却水,实现模具表面的加热或冷却。
如将水加压,温升还可达140~180℃,升温很快。
高温高压的水温控制系统的制造厂商有:如奥德的GWS系统,由于热水可循环利用,运行成本较低,是目前国内市场上使用较多的一种,也是代替蒸汽的最佳选择。
(3)蒸汽传热的蒸汽模温机同高压水温机作用原理相似,模具内部设计均衡的管道,加热时通入蒸汽,冷却时切换为低温水,实现模具表面的加热或冷却(蒸汽加热前一般还需要用压缩空气将管道吹干)。
高温高压蒸汽加热系统可使模具表面最高温度达到160℃。
由于蒸汽相对于水,其热容较小,相对升温时间较长。
高光无痕注塑模具的设计制造特点
高光无痕注塑模具的设计制造特点0.前言随着经济社会的不断发展,消费者对产品品质的要求也在不断提升当中。
如何提高注塑件外观表面的质量,解决注塑产品外表面熔接线(weld line)等造成的缺陷成为近些年来业内的一个技术热点。
自从日本公司首先成功发展出利用蒸汽加热和快速冷却技术实现模具无痕注塑以来,行业内的竞争者又相继开发出利用加压高温水加热技术,通过模具型腔内布设电发热丝以实现急热急冷,从而生产出拥有高光洁度产品表面的塑胶件,等等其它加热技术。
现在,笔者就以本公司制造的某几型产品为例,为大家介绍其中所涉及到的技术问题的解决。
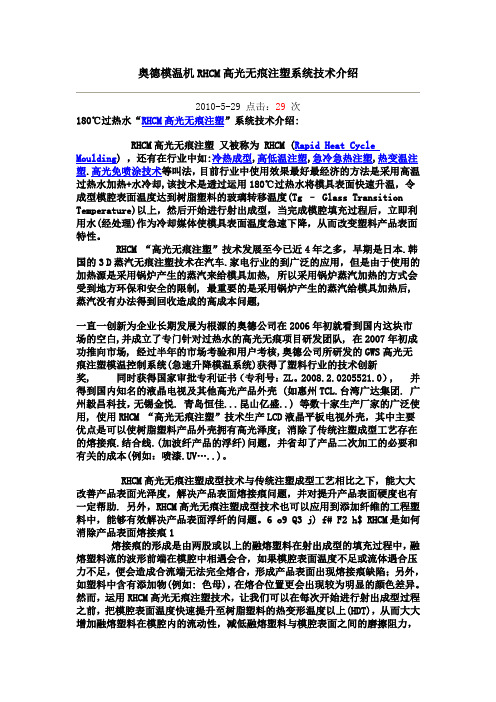
RHCM(快速热循环注塑成型技术:Rapid Heat Cycle Molding)是运用动态模温控制技术,是一种高光洁度,无熔接痕的新型塑胶注塑成型工艺,其生产的塑件可直接进入产品装配阶段,提高了生产效率,减少或消除后续喷涂,降低因喷涂而造成的环境污染。
图片所示是表示采用RHCM工艺同传统注塑工艺之前的区别对比。
根据模具加热热量的来源不同,目前人们采用的加热方式主要包括:(1)电热层加热。
这种方式由于存在难以克服的缺陷,而在实际生产过程中非常鲜见。
(2)感应加热和邻近效应加热。
(3)辐射加热。
通常采用红外灯深入模具模板之前,以加热型腔,一般用于微型注塑。
(4)被动加热法。
通常是采用微波或激光来加热,其中若采用激光加热工艺,模具的型腔需要采用透明材料制造,以使激光束可以照到塑胶熔体上。
(5)接触加热法。
这种方式是由Mr.Stumpf and Mr.Schulte两位提出来的,这种方式一般适用于具有简单形状和高热传导率的薄壁产品。
具体内容请参考他们的著作:System for regulating mold temperature。
(6)高温气体加热。
以高温氮气为加热介质,在模具闭合后,将其快速定量地通过喷嘴和流道系统引入模具型腔内部。
由于气体的比热远小于模具钢的比热,高温气体带入的热量很快被模具钢吸收,型腔壁被快速加热,并且加热的区域通常仅限于表层深度0.1mm左右。
注塑模设计规范

注塑模具设计规范1.产品结构要求制品工艺性分析与脱模斜度确定1)制品应有足够的强度和刚性。
2)制品壁厚均匀,变化不超过40%;对于特别厚的部位要采取减胶措施。
3)加强筋大端的厚度不超过制品壁厚的一半。
4)制品上的文字原则上采用凸型字,以便于加工。
5)制品形状应避免产生模具结构上的薄钢位。
6)不影响制品装配及外观的部位应设计1°以上的脱模斜度,影响外观的部位需防止缩水,应通过计算确定合理的脱模斜度。
7)有特殊要求(如蚀皮纹等)的制品,脱模斜度应不小于2.5°。
8)在不影响外观的前提下,尽量出工艺圆角,避免锐角处不加过渡圆角。
9)产品颜色及蚀纹必须在产品策划时确定。
2. 模具分类:根据模架尺寸将模具分为大、中、小三类。
1)模架尺寸6060以上称为大型模具。
2)模架尺寸3030~6060之间为中型模具。
3)模架尺寸3030以下为(小模)具。
3. 模架选用与设计1)优先选用标准模架,具体按QJ/MM03.01《标准塑胶模架》执行。
2)若选用选用非标模架,应优先选用标准板厚,具体参照QJ/MM03.01《标准塑胶模架》。
3)大型非标模架,导柱直径不小于Φ60mm,导套采用铸铜制做。
4)大型非标模架导套孔壁厚不得小于10mm,回针孔壁厚为35~40mm,回针直径不小于Φ30。
5)大型非标模架A板、B板起吊螺钉孔为M36~M48。
6)450T注塑机以上的模具,模板的四面要有吊环孔,各模板间要有撬模角7)如有可能产生较大侧压力时(型腔深度超过50mm),非标大型模架应设计原身止口。
8)使用尽可能多的支柱,保证模具在工作中不变形,支柱用螺钉固定在动模座板上。
9)模具导柱长度应比最高的动模型芯长20mm以上。
10)模具上须安装模脚,如果零件突出模具之外,模脚的高度须高出突出在模具之外的零件。
4. 分型面设计原则1)选择分型面选择首先必须符合我方要求。
2)避免在制品外表产生夹线,如无法避免时应尽量将夹线设计在不易看见的部位。
车灯长条柱形导光件高光无痕模具的设计

车灯长条柱形导光件高光无痕模具的设计发布时间:2022-10-12T07:09:02.548Z 来源:《科技新时代》2022年4月第7期作者:陈佳斌[导读] 车灯长条柱形导光件在生产制作过程中运用到了高光无痕模具陈佳斌广州导新模具注塑有限公司摘要:车灯长条柱形导光件在生产制作过程中运用到了高光无痕模具,它基于多点顺序开发注塑成型,是比较成熟的工艺模具,为汽车车灯灯具长条柱形导光件形成高光无痕模具模型。
本文中就探讨了这一模具的生产制作技术要求,并设计提出模具注塑成型方案。
关键词:车灯长条柱形导光件;高光无痕模具;技术要求;注塑成型;设计目前汽车车灯一般会采用LED新型绿色光源,其安全可靠且低能耗、响应快、体积小,是非常理想的汽车信号灯具。
但是,考虑到LED光源具有单向发光特征,就需要利用导光柱方法确保LED光源能够满足全方位照明要求,即扩大照明面积。
在这里,需要分析导光柱这一光学元件的表面光洁度以及体内介质,了解光学折射影响、反射性能以及反射效率。
一、关于高光无痕注塑成型高光无痕注塑成型技术是目前新兴的注塑技术,该技术对消除注塑件表面的熔接痕缺陷方面表现出色,可以保证注塑模型表面达到镜面效果,如此就能免除二次喷涂,节省成本。
在高光无痕注塑成型技术应用过程中,其技术核心就是模具本身,它可有效应用于汽车车灯灯具中,形成较为完善的长条柱形导光件注塑成型方案,同时也能做到直接NC加工成形[1]。
二、汽车车灯灯具产品的模具生产技术要求汽车车灯灯具产品中长条柱形导光件采用到了柱形导光条,它的材质一般为PMMA,灯具结构为对称结构。
该产品介质通透,且配光表现出色,没有明显翘曲变形,同时也无缩痕与接痕痕迹缺陷。
在研究LED点光源过程中,需要了解光源的折射、反射成光带变化,保证光量与效果表现突出。
一般来说,要在产品中设计齿形花纹并保证其齿高在0.5mm以上,同时齿距控制在1.00mm以上,光洁度则要保证在Ra≤0.1μm。
高光无痕注塑模具设计规范

高光无痕注塑模具设计规范高光无痕注塑模具设计制造规范一、高光无痕注塑的原理:1、模具成型对温度要求较高(一般为80°~130°左右),在注塑转入保压后改用冷却水,使模具降温至60°~70°度。
在较高的模温下保压成型有利于消除熔接痕、流痕、产品内应力等缺陷。
因此模具在工作时需进行加热处理,为了防止热量损失,一般都会在定模侧加树脂隔热板。
2、模腔表面极度光亮(一般为镜面2级或更高)。
高光模具生产出的产品能够直接用于装机,无需做任何表面处理。
因此它对模具钢材及塑胶材料的要求都很高。
3、热流道系统的热咀较多。
每个热咀必须带封针且有独立的气道,经过电磁阀及时间继电器等进行单独控制,实现分时进胶,从而达到控制甚至消除熔接痕的目的。
4、模具加热的方式一般有水蒸汽加热(见图1)和加热棒加热(见图2)两种。
水蒸汽加热方式是经过特定的模温机在注塑过程中经过模具通蒸汽,从而使模具快速升温;在注塑完后改一般温水(或者冰水)使模具快速降温。
加热棒加热方式是在注塑过程中经过在内模料里面加加热棒使模具快速升温;在注塑完成后经过内模料里面的运水(常温水或者冰水)或者叠层模料底部的铝材(铝材里面通运水)使模具温度快速降温。
(图1)(图2)二、模具材料(一)产品表面普通要求的模具材料可用NK80(日本大同);(二)高光要求的产品选用S136H(瑞典)、CEANA1(日立);(三)NK80可不用淬火处理;S136应在粗加工后淬火至52度;CEANA1号本身具备42度也不需要淬火处理(建议用此材料,因不影响后续加工或改动);(四)德国葛利兹品牌中也有不错的选择:CPM40\GEST80三、模具水道设计(一)水道采用5mm-6mm大小的孔;水嘴用1\8或3\8的牙(模具侧),另一侧用3\4英制螺纹;管件材料用不锈钢管;(二)水道一侧离产品面最近不低于5mm-6mm;水道平行产品面且均匀排布(原则中心距15mm分布,);热电偶应设计在两水道中间,深度在50mm左右;且每套模具的PT100是一配一的,保持它的精确度,埋在模具模仁内,与热流道的热电偶一样,用线连接到模具外侧,转接插座,PT100要有对应的插头与其对接。
RHCM高光无痕注塑系统技术介绍
奥德模温机RHCM高光无痕注塑系统技术介绍2010-5-29 点击:29次180℃过热水“RHCM高光无痕注塑”系统技术介绍:RHCM高光无痕注塑又被称为RHCM (Rapid Heat Cycle Moulding),还有在行业中如:冷热成型,高低温注塑,急冷急热注塑,热变温注塑.高光免喷涂技术等叫法,目前行业中使用效果最好最经济的方法是采用高温过热水加热+水冷却,该技术是透过运用180℃过热水将模具表面快速升温,令成型模腔表面温度达到树脂塑料的玻璃转移温度(Tg – Glass Transition Temperature)以上,然后开始进行射出成型,当完成模腔填充过程后,立即利用水(经处理)作为冷却媒体使模具表面温度急速下降,从而改变塑料产品表面特性。
RHCM “高光无痕注塑”技术发展至今已近4年之多,早期是日本.韩国的3 D蒸汽无痕注塑技术在汽车.家电行业的到广泛的应用,但是由于使用的加热源是采用锅炉产生的蒸汽来给模具加热,所以采用锅炉蒸汽加热的方式会受到地方环保和安全的限制,最重要的是采用锅炉产生的蒸汽给模具加热后,蒸汽没有办法得到回收造成的高成本问题,一直一创新为企业长期发展为根源的奥德公司在2006年初就看到国内这块市场的空白,并成立了专门针对过热水的高光无痕项目研发团队,在2007年初成功推向市场,经过半年的市场考验和用户考核,奥德公司所研发的GWS高光无痕注塑模温控制系统(急速升降模温系统)获得了塑料行业的技术创新奖, 同时获得国家审批专利证书(专利号:ZL。
2008.2.0205521.0), 并得到国内知名的液晶电视及其他高光产品外壳(如惠州TCL.台湾广达集团.广州毅昌科技,无锡金悦.青岛恒佳...昆山亿盛..)等数十家生产厂家的广泛使用,使用RHCM “高光无痕注塑”技术生产LCD液晶平板电视外壳,其中主要优点是可以使树脂塑料产品外壳拥有高光泽度;消除了传统注塑成型工艺存在的熔接痕.结合线.(加波纤产品的浮纤)问题,并省却了产品二次加工的必要和有关的成本(例如:喷漆.UV…..)。