文件处理卡片
cardfive使用说明书
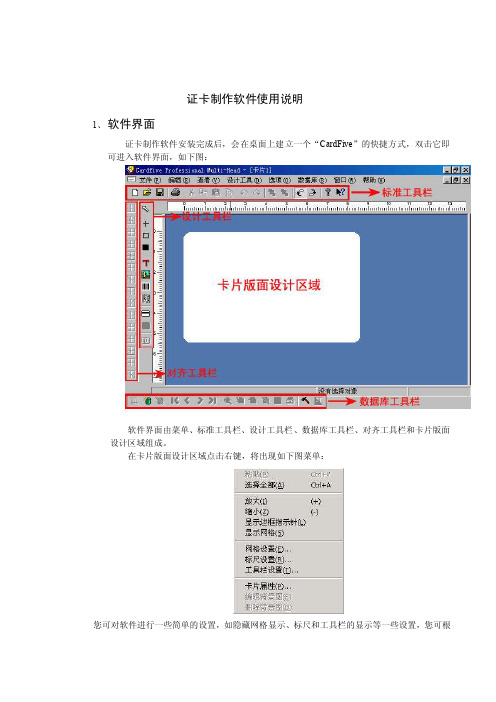
证卡制作软件使用说明1、软件界面证卡制作软件安装完成后,会在桌面上建立一个“CardFive”的快捷方式,双击它即可进入软件界面,如下图:软件界面由菜单、标准工具栏、设计工具栏、数据库工具栏、对齐工具栏和卡片版面设计区域组成。
在卡片版面设计区域点击右键,将出现如下图菜单:您可对软件进行一些简单的设置,如隐藏网格显示、标尺和工具栏的显示等一些设置,您可根据您的喜好来设定。
现在以下面两张卡为例来说明怎样设计制作单张卡片和利用数据库进行成批处理。
说明:以上两张卡片主要由相片和一些文字组成,是比较典型的卡片。
有些卡片还需要设计打印条形码、二维码和一些标志LOGO等,软件本身带有丰富的设计工具,如有条形码、矩形、实心矩形、线条、二维码等,这些都可以根据您的实际需要来设计。
单张卡片设计制作和打印:①首先在卡片版面上插入文字“广州盛泰科技有限公司”。
插入方法:点击“设计工具栏”上的“文本”设计工具,如下图:②选择“文本”设计工具后,将鼠标移到卡片版面设计区域,左键点击鼠标在您要插入文字的位置轻轻画一下,如下图:③轻轻画一下后,将弹出一个窗口,请在默认文本框内输入目标文字“广州盛泰科技有限公司”,如下图:④文本输入完成后,请点击“选择”按钮来设置相应的字体及字体大小,设置完毕后点击“确定”,如下图:⑤字体设置完成后,点击“确定”,文字就这样插入到卡面上来了。
如下图:⑥此时您可以看到文本有一个虚线框包围着,您可右键点击文本,将出现一个右键菜单,然后点击弹出菜单的“调整到实际大小”,把虚线框调整到正好文本大小,如下图:按照同样的方法插入其它的文本,并设置相应的字体及字体大小。
⑦插入相片。
可利用设计工具栏的“图像”工具来插入您准备好的相片文件,如下图:先在设计工具栏上选择“图像”工具⑧选择好“图像”工具后,将鼠标移到卡片版面设计区域,左键点击鼠标在您要插入相片的位置轻轻画一下,如下图:⑨轻轻画一下后,将弹出如下图对话框,点击“打开文件”,选择您的插入的相片文件:⑩选择您要插入的相片文件后,然后点击“打开”,如下图:⑾点击“打开”后,将返回到如下图对话框。
caxa工艺图表使用说明

目录目录 (1)工艺图表定制培训教程 (3)1.基本概念 (3)1.1什么是CAXA工艺图表 (3)1.2CAXA工艺图表能作什么 (3)1.3CAXA工艺图表的特点 (3)1.4CAXA工艺图表工艺编制流程 (3)2.工艺图表的定制 (4)2.1工艺卡片模板的定制 (4)1.1.1工艺卡片模板的概念和定制方法 (4)1.1.2工艺卡片模板的定制实例 (4)2.2工艺规程模板的定制 (12)1.1.3基本概念 (12)1.1.1.1.工艺信息的分类 (12)1.1.1.2.工艺规程的概念 (13)1.1.1.3.CAXA工艺数据的组织形式 (13)1.1.4工艺规程模板定制步骤 (13)1.1.5工艺规程模板的定制实例 (13)1.1.6立临时工艺卡片模板的创建 (15)2.3知识库的定制 (15)1.1.7有层次结构的知识库定制 (15)1.1.8具有简单结构的知识库定制 (16)3.填写工艺卡片 ........................................................................................... 错误!未定义书签。
工艺图表定制培训教程1.基本概念1.1什么是CAXA工艺图表“CAXA工艺图表”是工艺人员编制工艺卡片和工艺文件的高效工具,它可以方便地引用设计的图形和数据,同时为生产制造准备各种需要的管理信息。
1.2CAXA工艺图表能作什么CAXA工艺图表是高效快捷的工艺卡片编制软件,它可以方便地引用设计的图形和数据,同时为生产制造准备各种需要的管理信息。
它提供了大量的工艺卡片模板和工艺规程模板,可以帮助技术人员提高工作效率,缩短产品的设计和生产周期,把技术人员从繁重的手工劳动中解脱出来。
有助于促进产品设计和生产的的标准化、系列化、通用化,使得设计和生产规化。
1.3CAXA工艺图表的特点CAXA工艺图表以工艺规程为基础,针对工艺编制工作繁琐复杂的特点,以“知识重用和知识再用”为指导思想,提供了多种实用方便的快速填写和绘图手段,可以兼容多种CAD数据,真正做到“所见即所得”的操作方式,符合工艺人员的工作思维和操作习惯。
盖章积分卡模板
盖章积分卡模板全文共四篇示例,供读者参考第一篇示例:盖章积分卡是一种通过消费积累积分来换取礼品或优惠的会员卡,是商家为了促进消费和提升顾客忠诚度而推出的一种营销方式。
盖章积分卡模板是指一种具有规范化格式的积分卡设计样本,方便商家或组织在推出盖章积分卡时进行定制化操作。
以下是一份关于盖章积分卡模板的详细介绍:1. 卡片名称:盖章积分卡2. 卡片尺寸:标准信用卡尺寸,便于携带和使用3. 卡片材质:可选择塑料、纸质或金属等材质4. 卡片背景:可以设计成公司logo或品牌形象的主题色调,突出企业特色5. 卡片上的文字内容:- 会员姓名:个性化填写,增加亲和力和个性化体验- 会员编号:唯一标识符,用于系统管理和积分累积- 有效期:设定卡片的有效期限,促使用户尽早使用积分- 充值金额:用于制定积分兑换规则,一般是一定金额对应一定积分比例- 积分累积规则:明确消费累积积分的规则,比如1元=1积分、签到赠送积分等- 积分兑换规则:指定哪些礼品或优惠可以用积分兑换,具体的兑换比例和规则6. 盖章位置:预留几个盖章位置,用于商家确认用户消费并积分7. 奖励规则:设定一定积分达到一定数额时的奖励规则,比如生日礼物、优先抢购等8. 使用说明:明确用户如何使用盖章积分卡,注意事项和操作流程等制作一份盖章积分卡模板需要考虑到用户的便利性和商家的操作便捷性,让用户可以轻松地使用和了解积分规则,提升积分卡的使用率和忠诚度。
盖章积分卡模板也需要不断根据市场需求和用户反馈进行优化和更新,保持其吸引力和竞争力。
希望以上介绍对您有所启发,欢迎参考和借鉴。
【盖章积分卡模板】绝对是一款让你最满意的会员卡。
第二篇示例:盖章积分卡是一种用于记录会员消费和积分累计的卡片,具有非常实用和方便的功能。
随着消费升级和会员营销的发展,越来越多的企业开始推出自己的盖章积分卡,以吸引会员消费,并提高客户忠诚度。
盖章积分卡可以帮助企业实现会员数据化管理,提升客户体验,加强品牌忠诚度,促进销售增长等目标。
CPU卡简介1

1. MF的外部认证密钥 一卡一密。 2.MF的线路保护密钥 一卡一密。
1、DF文件、密钥文件安全级别为4级。 2、所有EF文件(除密钥文件、PBOC ED/EP文件、交易, 明细文件外),安全级别为2级 3、消费DF文件的应用维护密码 一卡一密。(同MF) 4、消费DF文件的线路保护密码 一卡一密。(同MF) 5、消费DF文件的消费/取现密码 一卡一密,一应用一密。 6、消费DF文件的圈存密码 一卡一密,一应用一密。
2、MIFARE PLUS • 卡片容量2k或4k,UID=4字节或7字节 • 通讯协议支持ISO14443 • 卡片内结构与M1卡相同,扇区结构 • 加密算法:AES算法 • 安全认证:EAL4+
FM1208非接触CPU卡
• 卡片结构:目录文件结构 • MF文件、DF文件、EF文件(工作基本文件和 内部基本文件—KEY文件) • 文件类型:二进制文件、定长记录文件、变长记录文件、 循环文件、钱包文件 • 支持电子钱包、电子存折功能 • 支持线路加密、线路保护功能:防止通信数据被非法窃取 或篡改 • 防插拔功能:交易处理过程中非正常拔出的卡片自动恢复
字节
记录信息1 1-3 (16字节) 4-6
数据元
卡流水号 卡片启用日期
长度
3 3
7-9
10 11 12 13-16 记录信息2 1-12 (49字节) 13-28 29 30-49 记录信息3 1-20 保留字节
卡片有效日期
卡版本 锁卡标志 性别 卡类 人员编号 人员姓名 证件类型 证件号码 部门名称
逻辑控制
IN1 模拟模块
复位控制 解码 高低频检测 CRC PARITY 校验 防冲突
IN2
regulator
工艺文件的格式
工艺文件的格式
将工艺规程的内容,填入一定格式的卡片,即成为生产准备和施工依据的工艺文件。
常用的工艺文件格式有下列几种:
(1)综合工艺过程卡片
这种卡片以工序为单位,简要地列出了整个零件加工所经过的工艺路线(包括毛坯制造、机械加工和热处理等),它是制订其它工艺文件的基础,也是生产技术准备、编排作业计划和组织生产的依据。
在这种卡片中,由于各工序的说明不够具体,故一般不能直接指导工人操作,而多作生产管理方面使用。
但是,在单件小批生产中,由于通常不编制其它较详细的工艺文件,而是以这种卡片指导生产。
机械加工工艺卡片是以工序为单位,详细说明整个工艺过程的工艺文件。
它是用来指导工人生产和帮助车间管理人员和技术人员掌握整个零件加工过程的一种主要技术文件,广泛用于成批生产的零件和小批生产中的重要零件。
(3)机械加工工序卡片
机械加工工序卡片是根据工艺卡片为毎一道工序制订的。
它更详细地说明整个零件各个工序的加工要求,是用来具体指导工人操作的工艺文件。
在这种卡片上,要画出工序简图,注明该工序每一工步的内容、工艺参数、操作要求以及所用的设备和工艺装备。
工序简图就是按一定比例用较小的投影绘出工序图,可略去图中的次要结构和线条,主视图方向尽量与零件在机床上的安装方向相一致,本工序的加工表面用粗实线或红色粗实线表示,零件的结构、尺寸要与本工序加工后的情况相符合,并标注出本工序加工尺寸及上下偏差,加工表面粗糙度和工件的定位及夹紧情况。
用于大批量生产的零件。
CPU卡操作二进制文件

2、命令报文格式
命令的APDU内容如下所示:
[b] 代码 值[/b]
CLA 0x00
INS 0xB0
P1 应用控制参数
0x67 0x00 Lc域为空
0x69 0x81 命令和文件格式不相容
0x69 0x82 不满足安全状态
0x69 0x86 不满足命令执行条件(当前EF错误)
0x6A 0x81 不支持此功能
0x6A 0x82 文件没有找到
0x6A 0x86 P1、P2不正确
0x6B 0x00 偏移地址错误
0x6D 0x00 INS错误
4、响应报文状态码
此命令执行成功的状态码为0x9000。
对于异常情况,IC卡可能回送的错误码如下所示:
[b] SW1 SW2 含义[/b]
0x62 0x81 回送的数据中部分内容可能出错
0x62 0x82 读取的数据长度小于Le
读取文件从0x150开始的0x30Byte的APDU:
00 B0 81 50 30
其中:
* 00 表示READ BINARY命令的CLA。
* B0 表示READ BINARY命令的INS。
* 81 表示RE移量。
* 00 表示READ BINARY命令的P2,P1、P2组成偏移量0x150。
* 00 表示READ BINARY命令的Le,即读取的数据长度为0x30Byte。
(3)READ BINARY响应报文
卡片处理以后,READ BINARY的响应报文可以根据应用的具体情况决定。
P2 应用控制参数
Lc 不存在
Data 不存在
Le 0x00或者要读取数据的长度
MCNP介绍
(1 -2 -6):(4 –5 -9) 2 -3 -7 3 –4 -8
2) 栅元描述卡
格式: j
m d geom params LIKE n BUT list 栅元号,1≤ j ≤99999,写在第 1~5 列上。 栅元材料号,与材料卡(Mm)中的序号对应。 m =0 为真空栅元。 栅元材料密度。正值为原子密度,负值为质量 密度。对于真空栅元,该项缺省,不填写。 栅元的几何说明。由一系列带符号的曲面号经 过布尔运算组成。
(2) 初始运行的输入文件
信息块 选择项 空行分隔符 标题卡 栅元卡 … 空行分隔符 曲面卡 … 空行分隔符 数据卡 … 空行分隔符 其它 仅一行,占用第 1~80 列。作为输出标题。
定义构成整个系统的各个基本介质单元以及 相应的物理信息。
定义组成栅元的曲面信息。
其它数据,包括问题类型、源描述、材料描 述、计数描述,问题截断条件等。 选择项
(8) 检查几何错误 MCNP在处理输入文件的数据时,不能检 查一种非常重要的输入错误。即MCNP无法查 出各栅元之间的重叠和空隙,只有当粒子丢失 时,才会发现几何错误。即使如此,可能仍然 无法准确判断错误性质。
<一> 几何区域(cell)定义 在MCNP中,不直接对几何体进行描述,而是通过对 围成该几何体的面进行描述来实现几何体或几何区域的定义。 任何一个几何区域都是由若干面围成的。区域(cell)定义格 式如下: 区域号 物质号 物质密度 区域定义(若干面围成) 例1 1 1 -7.9 1 –2 3 –4 5 -6 $区域1 2 0 -7 #1 $区域2 3 2 -8.9 7 –8 $区域3
或:
j
j m d geom
param 任选的栅元参数说明。 s n 另一个栅元的名字(编号)。
工艺规程卡片填写范例
去毛刺 吹净
在所有油道孔口处抛光棱边,在键槽、主轴 颈及连杆轴颈上去毛刺,仔细吹净曲轴油孔 中的切削和油污。 检验 曲 轴 的 动 平 衡 量 每 端 不 大 于 120g.cm n=600r/min 去除不平衡量 校直 终检
26 27 28 29 30 动平衡
《机械加工与检测》教学课件 机械加工与检测》
19 20
检验 修正中心孔
《机械加工与检测》教学课件 机械加工与检测》
21
磨
磨主轴颈右端并倒角
万能外圆磨床 M1432A
22
磨
磨主轴颈左端并倒角
万能外圆磨床 M1432A
23
磨
磨连杆轴颈,第一、二侧板,并倒角
万能外圆磨床 M1432A
24
磨
磨连杆上、下端及前、后端并倒角
万能外圆磨床 M1432A
25
工 步 号
工步内容
刀具
走刀 次数
走刀 长度
切削 深度
进给量
切削 速度
主轴 转速
量 具 名 称 规 格
1
在主轴颈右 端粗铣键槽
铣刀
2
197.7
9.7mm
0.3mm/r
49m/min
149r/min
《机械加工与检测》教学课件 机械加工与检测》
机械加工 工序卡片
本工序号 21
零件图号
名称
编制 指导 审核 设备名称
《机械加工与检测》教学课件 机械加工与检测》
11 12 13 14 15 16 17 18
钻 钻 钻 铣
在第一侧板上钻油孔,在主轴颈左端钻油孔 扩孔φ32 在油孔中攻螺纹 4-M24、M12,并倒角 在主轴颈右端粗铣键槽 校直 铣床 X52