双相钢对照表
双相不锈钢基本特性
第一类属低合金型,代表牌号UNS S32304(23Cr-4Ni-0.1N),钢中不含钼,PREN值为24-25,在耐应力腐蚀方面可代替AISI304或316使用。
第二类属中合金型,代表牌号是UNS S31803(22Cr-5Ni-3Mo-0.15N),PREN值为32-33,其耐蚀性能介于AISI 316L和6%Mo+N奥氏体不锈钢之间。
第三类属高合金型,一般含25%Cr,还含有钼和氮,有的还含有铜和钨,标准牌号UNSS32550(25Cr-6Ni-3Mo-2Cu-0.2N),PREN值为38-39,这类钢的耐蚀性能高于22%Cr的双相不锈钢。
第四类属超级双相不锈钢型,含高钼和氮,标准牌号UNS S32750(25Cr-7Ni-3.7Mo-0.3N),有的也含钨和铜,PREN值大于40,可适用于苛刻的介质条件,具有良好的耐蚀与力学综合性能,可与超级奥氏体不锈钢相媲美。
国内外主要双相不锈钢牌号的近似对照见表2。
表1 双相不锈钢(DSS)代表牌号的主要化学成分和孔蚀抗力当量值Representative Duplex Stainless Steel Types,MainChemical Analysis and Pitting Resistance Equivalent Number总结总结总结表2 各国主要双相不锈钢牌号的近似对照parison of Main Duplex Stainless Steels Of Different Countries总结总结工业事业部五分厂2008年8月5日总结总结总结总结总结总结总结总结总结双相不锈钢是指不锈钢中同时具有奥氏体和铁素体两种金相组织结构的不锈钢。
不锈钢一般是不锈钢和耐酸钢的总称。
不锈钢是指耐大气、蒸汽和水等弱介质腐蚀的钢,而耐酸钢则是指耐酸、碱、盐等化学浸蚀性介质腐蚀的钢。
不锈钢自本世纪初问世,到现在已有90多年的历史。
不锈钢的发明是世界冶金史上的重大成就,不锈钢的发展为现代工业的发展和科技进步奠定了重要的物质技术基础。
双相不锈钢基本特性

第一类属低合金型,代表牌号UNS S32304(),钢中不含钼,PREN值为24-25,在耐应力腐蚀方面可代替AISI304或316使用。
第二类属中合金型,代表牌号是UNS S31803(),PREN值为32-33,其耐蚀性能介于AISI 316L 和6%Mo+N奥氏体不锈钢之间。
第三类属高合金型,一般含25%Cr,还含有钼和氮,有的还含有铜和钨,标准牌号UNSS32550(),PREN值为38-39,这类钢的耐蚀性能高于22%Cr的双相不锈钢。
第四类属超级双相不锈钢型,含高钼和氮,标准牌号UNS S32750(),有的也含钨和铜,PREN 值大于40,可适用于苛刻的介质条件,具有良好的耐蚀与力学综合性能,可与超级奥氏体不锈钢相媲美。
国内外主要双相不锈钢牌号的近似对照见表2。
表1 双相不锈钢(DSS)代表牌号的主要化学成分和孔蚀抗力当量值Representative Duplex Stainless Steel Types,MainChemical Analysis and Pitting Resistance Equivalent Number表2 各国主要双相不锈钢牌号的近似对照Comparison of Main Duplex Stainless Steels Of Different Countries工业事业部五分厂2008年8月5日双相不锈钢是指不锈钢中同时具有奥氏体和铁素体两种金相组织结构的不锈钢。
不锈钢一般是不锈钢和耐酸钢的总称。
不锈钢是指耐大气、蒸汽和水等弱介质腐蚀的钢,而耐酸钢则是指耐酸、碱、盐等化学浸蚀性介质腐蚀的钢。
不锈钢自本世纪初问世,到现在已有90多年的历史。
不锈钢的发明是世界冶金史上的重大成就,不锈钢的发展为现代工业的发展和科技进步奠定了重要的物质技术基础。
不锈钢钢种很多,性能各异,它在发展过程中逐步形成了几大类。
按组织结构分,分为马氏不锈钢(包括沉淀硬化不锈钢)、铁素体不锈钢、奥氏体不锈钢和奥氏体加铁素体双相不锈钢等四大类;按钢中的主要化学成分或钢中的一些特征元素来分类,分为铬不锈钢、铬镍不锈钢、铬镍钼不锈钢以及低碳不锈钢、高钼不锈钢、高纯不锈钢等;按钢的性能特点和用途分类,分为耐硝酸不锈钢、耐硫酸不锈钢、耐点蚀不锈钢、耐应力腐蚀不锈钢、高强不锈钢等;按钢的功能特点分类,分为低温不锈钢、无磁不锈钢、易切削不锈钢、超塑性不锈钢等。
常用不锈钢牌号中外对照表
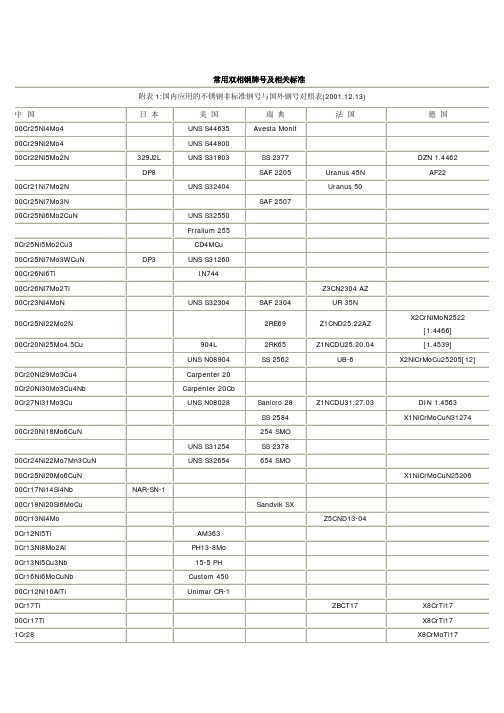
常用双相钢牌号及相关标准附表1:国内应用的不锈钢非标准钢号与国外钢号对照表(2001.12.13)中国日本美国瑞典法国德国00Cr25Ni4Mo4 UNS S44635 Avesta Monit00Cr29Ni2Mo4 UNS S4480000Cr22Ni5Mo2N 329J2L UNS S31803 SS 2377 DZN 1.4462DP8 SAF 2205 Uranus 45N AF22 00Cr21Ni7Mo2N UNS S32404 Uranus 5000Cr25Ni7Mo3N SAF 250700Cr25Ni6Mo2CuN UNS S32550Frralium 2550Cr25Ni5Mo2Cu3 CD4MCu00Cr25Ni7Mo3WCuN DP3 UNS S3126000Cr26Ni6Ti IN74400Cr26Ni7Mo2Ti Z3CN2304 AZ00Cr23Ni4MoN UNS S32304 SAF 2304 UR 35N00Cr25Ni22Mo2N 2RE69 Z1CND25.22AZ X2CrNiMoN2522[1.4466]00Cr20Ni25Mo4.5Cu 904L 2RK65 Z1NCDU25.20.04 [1.4539]UNS N08904 SS 2562 UB-6 X2NiCrMoCu25205[12] 0Cr20Ni29Mo3Cu4 Carpenter 200Cr20Ni30Mo3Cu4Nb Carpenter 20Cb0Cr27Ni31Mo3Cu UNS N08028 Sanicro 28 Z1NCDU31.27.03 DIN 1.4563SS 2584 X1NiCrMoCuN31274 00Cr20Ni18Mo6CuN 254 SMOUNS S31254 SS 237800Cr24Ni22Mo7Mn3CuN UNS S32654 654 SMO00Cr25Ni20Mo6CuN X1NiCrMoCuN25206 00Cr17Ni14Si4Nb NAR-SN-100Cr18Ni20Si6MoCu Sandvik SX00Cr13Ni4Mo Z5CND13-040Cr12Ni5Ti AM3630Cr13Ni8Mo2Al PH13-8Mo0Cr13Ni5Cu3Nb 15-5 PH0Cr16Ni6MoCuNb Custom 45000Cr12Ni10AlTi Unimar CR-10Cr17Ti ZBCT17 X8CrTi1700Cr17Ti X8CrTi171Cr28 X8CrMoTi17附表2 国内外不锈钢标准钢号对照表(2001.12.12)中国GB1220-92[84] GB3220-92[84]日本JIS美国AISIUNS英国BS 970 Part4BS 1449 Part2德国[W.-Nr.]DIN 17440DIN 17224法国NFA35-572NFA35-576~582NFA35-584 410S0Cr13SUS410S S41000X7Cr13Z6C131Cr13SUS410410410S21X10Cr13Z12Cr13 2Cr13SUS420J1420420S29X20Cr13Z20Cr13S4200420S273Cr13SUS420J2420S453Cr13Mo---------------3Cr16SUS429J1------------1Cr17Ni2SUS431431431S29X22CrNi17Z15CN-02S431007Cr17SUS440A440AS4400211Cr17SUS440C440CS440048Cr17SUS440B44013S440031Cr124Cr13SUS420J2X4DCr13Z40C13 9Cr18SUS440C440C X105CrMo17Z100CD17 9Cr18Mo SUS440C440C9Cr18MoV SUS440B440B X90CrMoV18Z6CN17.12 0Cr17Ni4Cu4Nb SUS630630S17400Z6CNU17.04 0Cr17Ni7Al SUS631631S17700X7CrNiAl177Z8CNA17.7 0Cr15Ni7Mo2Al632S15700Z8CND15.7 00Cr12SUS4100Cr13Al[00Cr13Al]SUS405405S4*******S17X7CrAl13Z6CA131Cr15SUS429429S429001Cr17SUS430430S4*******S15X8Cr17Z8C17 [Y1Cr17]SUS430F430FS43020X12CrMoS17Z10CF17 00Cr17SUS430LX1Cr17Mo SUS434434S4*******S19X6CrMo17Z8CD17.01 00Cr17Mo SUS436L00Cr18Mo2SUS44400Cr27Mo SUSXM27XM27S44625Z01CD26.1 00Cr30Mo2SUS447J11Cr17Mn6Ni5N SUS201201S201001Cr18Mn8Ni5N SUS202202S2*******S162Cr13Mn9Ni41Cr17Ni7SUS301301S3*******S21X12CrNi177Z12CN17.07 1Cr17Ni8SUS301J1X12CrNi1771Cr18Ni9SUS302302302S25X12CrNi188Z10CN18.09S302001Cr18Ni9Si3SUS302B302BS30215Y1Cr18Ni9SUS303303303S21X12CrNiS188Z10CNF18.09S30300Y1Cr18Ni9Se SUS303Se303Se303S41S303230Cr18Ni9SUS304304304S15X2CrNi89[1.4301]Z6CN18.09S3040000Cr19Ni10SUS304L304L304S12X2CrNi189[1.4306]Z2CN18.09S304030Cr19Ni9N SUS304N1304N Z5CN18.09A2S3045100Cr19Ni10NbN SUS304N XM21S3045200Cr18Ni10N SUS304LN X2CrNiN1810Z2CN18.10N3051Cr18Ni12SUS305S30500305S19X5CrNi1911Z8CN18.12 [0Cr20Ni10]SUS308308S308000Cr23Ni13SUS309S309SS30908 0Cr25Ni20SUS310S310SS310080Cr17Ni12Mo2SUS316316316S16X5CrNiMo1812[1.4436]Z6CND17.12S3160000Cr17Ni14Mo2SUS316L316L316S12X2CrNiMo1812[1.4435][1.4404]Z2CND17.12S31603 0Cr17Ni12Mo2N SUS316N316NS3165100Cr17Ni13Mo2N SUS316LN X2CrNiMoN1812[1.4429]Z2CND17.12N0Cr18Ni12Mo2Ti320S17X10CrNiMo1810Z6CND17.12 0Cr18Ni14Mo2Cu2SUS316J100Cr18Ni14Mo2Cu2SUS316J1L0Cr18Ni12Mo3Ti1Cr18Ni12Mo3Ti0Cr19Ni13Mo3SUS317317317S16S3170000Cr19Ni13Mo3SUS317L317L317S12X2CrNiMo1816S317030Cr18Ni16Mo5SUS317J10Cr18Ni11Ti SUS321321X10CrNiTi189[1.4541]Z6CNT18.10S321001Cr18Ni9Ti0Cr18Ni11Nb SUS347347347S17X10CrNiNb189Z6CNNb18.10S347000Cr18Ni13Si4SUSXM15J1XM15S381000Cr18Ni9Cu3SUSXM7XM7Z6CNU18.10 1Cr18Mn10NiMo3N1Cr18Ni12Mo2Ti320S17X10CrNiMoTi1810Z8CND17.12 00Cr18Ni5Mo3Si2S315003RE60(瑞典)0Cr26Ni5Mo2SUS329J11Cr18Ni11Si4AlTi1Cr21Ni5Ti材料对照表(不锈钢)国家和标准德国中国英国法国意大利比利时瑞典西班牙日本美国工件材料组加工特性组材料编号DIN GB BS EN AFNOR UNI NBN SS UNE JIS AISI/SAE 12/13 1.4000 X6Cr130Cr13;1Cr12403S17 - Z6C13 X6Cr13 - 2301 F.3110 SUS403 403 12/13 1.4001 X7Cr14 - - - - - - - F.8401 - - 12/13 1.4006 X10Cr13 1Cr13 410S21 56A Z10C14 X12Cr13 - 2302 F.3401 SUS410 410 12/13 1.4016 X6Cr17 1Cr17 430S15 60 Z8C17 X8Cr17 - 220 F.3113 SUS430 430 12/13 1.4021 X20Cr13 2Cr13 S6256B;56CZ20C13 X20C13 - - F.3401 SUS410 410 12/13 1.4027 G-X20Cr14 - 420C29 56B Z20C13M - - - - SCS2 - 12/13 1.4034 X46Cr13 4Cr13 420S45 56DZ40CMZ38C13MX40Cr14 - 2304 F.3405 SUS420J2 - 12/13 1.4057 X20CrNi172 1Cr17Ni2 431S29 57 Z15CNi6.02 X16CNi16 - 2321 F.3427 SUS431 431 12/13 1.4104 X12CrMoS17 Y1Cr17 - - Z10CF17 X10CrS17 - 2383 F.3117 SUS430F 430F 12/13 1.4113 X6CrMo171 1Cr17Mo 434S17 - Z8CD17.01 X8CrMo17 - 2325 - SUS434 434 12/13 1.4313 X5CrNi134 - 425C11 - Z4CND13.4M - - - - SCS5 - 12/13 1.4408 G-X6CrNiMo1810 - 316C16 - - - - - F.8414 SCS14 - 12/13 1.4718 X45CrSi93 4Cr9Si2 401S45 52 Z45CS9 X45CrSi8 - - F.322 SUH1 HW3 12/13 1.4724 X10CrAl13 0Cr13Al 403S17 - Z10C13 X10CrAl12 - - F.311 SUS405 405 12 1.4742 X10CrAl18 Cr17 430S15 60 Z10CAS18 X8Cr17 - - F.3113 SUS430 430 12/13 1.4757 X80CrNiSi20 8Cr20Si2Ni 443S65 59 Z80CSN20.02 X80CrSiNi20 - - F.320V SUH4 HNV6P12 1.4762 X10CrAl24 2Cr25N - - Z10CAS24 X16Cr26 - 2322 - SUH446 446M14 1.4301 X5CrNi1810 0Cr18Ni9 304S15 58E Z6CN18.09 X5CrNi1810 - 2332 F.3551; SUS304 304F.3541;F.350414 1.4305 X10CrNiS189 1Cr18Ni9MoZr 303S21 58M Z10CNF18.09 X10CrNiS18.09 - 2346 F.3508 SUS303 303 14 1.4306 X2CrNi1911 0Cr19Ni10 304S12 - Z2CN18.10 X2CrNi18.11 - 2352 F.3503 SCS19 304L 14 1.4308 G-X6CrNi189 - 304C15 - Z6CN18.10M - - - - SCS13 - 14 1.4310 X12CrNi177 Cr17Ni7 - - Z12CN17.07 X12CrNi1707 - 2331 F.3517 SUS301 301 14 1.4311 X2CrNiN1810 - 304S62 - Z2CN18.10 - - 2371 - SUS304LN 304LN 14 1.4350 X5CrNi189 0Cr19Ni9 304S31 58E Z6CN18.09 X5CrNi1810 - - - SUS304 304 14 1.4401 X5CrNiMo1712 0Cr17Ni11Mo2 316S16 Z6CND17.11 1.4401 X5CrNiMo1712 - 2347 F.3543 SUS316 316 14 1.4429 X2CrNiMoN17133 00Cr17Ni13Mo2 - - Z2CND17.13 - - 2375 - SUS316LN 316LN 14 1.4435 X2CrNiMo18143 0Cr27Ni12Mo3 316S12 - Z2CDN17.13 X2CrNiMo1713 - 2353 - SCS16, 316L 14 1.4438 X2CrNiMo17133 00Cr19Ni13Mo3 317S12 - Z2CND19.15 X2CrNiMo18.16 - 2367 - SUS317L 317L14 1.4460 X8CrNiMo275 - - - - - - 2324 - SUS329L;SCH11;SCS11329L12/13 1.4541 X6CrNiTi1810 1Cr18Ni9Ti 2337 321S12 Z6CNT18.10 X6CrNiTi1811 - 58B F.3553 SUS321 321 12/13 1.4550 X6CrNiNb1810 1Cr18Ni11Nb 347S17 58F Z6CNNb18.1 X6CrNiTi1811 - 2338 F.3552 SUS347 347 12/13 1.4571 X6CrNiMoTi17122 Cr18Ni12Mo2Ti 320S17 58J Z6NDT17.12 X6CrNiMoTi17 - 2350 F.3535 - 316Ti 12/13 1.4581 G-X5CrNiMoNb1810 - 318C7 - Z4CNDNb1812M XG8CrNiMo18 - - - SCS22 - 12/13 1.4583 X10CrNiMoNb1812 Cr17Ni12Mo3Nb - - Z6CNDNb1713B X6CrNiMoTiNb17 - - - - 318 14 1.4828 X15CrNiSi2012 1Cr23Ni13 309S24 - Z15CNS20.1 - - - - SUH309 309 14 1.4845 X12CrNi2521 0Cr25Ni20 310S24 - Z12CN2520 X6CrNi2520 - 2361 F.331 SUH310 310S 14 1.4864 X12NiCrSi3616 Cr15Ni36W3Ti - - Z12CNS35.1 - - - - SUH330 330 14 1.4865 G-X40NiCrSi3818 - 330C11 - - XG50NiCr3919 - - - SCH15 -14 1.4871 X53CrMnNiN219 5Cr2Mn9Ni4N349S54;321S12-58BZ52CMN21.0 X53CrMnNiN219 - - - SUH35 EV814 1.4878 X12CrNiTi189 1Cr18Ni9Ti 321S320 58C Z6CNT18.12 X6CrNiTi1811 - - F.3523 SU321 321钢号特性用途30418Cr-8Ni 作为一种用途广泛的钢,具有良好的耐蚀性,耐热性,低温强度和机械特性。
DP钢
DP钢与TRIP钢的组织性能介绍姓名:亓博丽学号:1104240579一、DP钢:双相钢(Dual Phase Steel)1、简介双相钢是指低碳钢或低碳合金钢经过临界区热处理或控制轧制工艺而得到的主要由铁素体(F)+少量(体积分数<20%)马氏体(M)组成的高强度钢。
一般将铁素体与奥氏体相组织组成的钢称为双相不锈钢,将铁素体与马氏体相组织组成的钢称为双相钢。
2、化学成分双相钢在化学成分上的主要特点是低碳低合金。
主要合金元素以Si、Mn为主,另外根据生产工艺及使用要求不同,有的还加入适量的Cr、Mo、V元素,组成了以Si-Mn 系、Mn-Mo系、Mn-Si-Cr-Mo系、Si-Mn-Cr-V系为主的双相钢系列。
(1)硅在双相钢中主要起净化铁素体,增加奥氏体稳定性以及固溶强化的作用。
硅对马氏体形成的形态和分布也有明显影响,高硅双相钢容易得到呈纤维状分布的马氏体,这有利于双相钢力学性能的改善。
(2)锰为扩大γ相区元素,起到稳定奥氏体的作用。
由于Mn的添加将降低Ac1,和Ac3,因此含锰钢在同样的处理条件下将比低碳钢得到更高的马氏体体积分数。
(3)合金元素铬可增加奥氏体淬透性,降低铁素体的屈服强度,有利于获得低屈服强度的双相钢。
(4)元素铝可以使铁素体从奥氏体中析出并增加奥氏体的稳定性,对珠光体的形成具有强烈的阻碍作用,有利于在实际生产中控制工艺参数。
(5)铌是目前应用较多的合金元素之一,双相钢中铌的添加可在热轧和奥氏体转变为铁素体的过程中延迟静态和动态再结晶,进而细化铁素体和淬火后的马氏体晶粒,提高双相钢的强度同时改善其塑韧性。
(6)V和Ti是强碳化物形成元素,由于其容易和C, N原子结合生成二次相,故可以起到细化晶粒,强化基体的作用。
3、性能指标由于双相钢的显微组织具有细化晶粒、晶界强化、第二相弥散强化、亚晶结构及残留奥氏体利用等强韧化手段,而使得双相钢综合性能优良,表现在其既具有高的强度又具有良好的韧塑性。
22052507超级双相不锈钢性能规范.doc

编制:韩振猛审核:2205、2507双相不锈钢性能规范双相不锈钢(Duplex Stainless Steel ,简称DSS ),指铁素体与奥氏体各约占50%,一般较少相的含量最少也需要达到30%的不锈钢。
在含C 较低的情况下,Cr 含量在18%~28%,Ni 含量在3%~10%。
有些钢还含有Mo 、Cu 、Nb 、Ti 、N 等合金元素。
该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显著提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。
与奥氏体不锈钢相比,强度高且耐晶间腐蚀和耐氯化物应力腐蚀有明显提高。
双相不锈钢具有优良的耐孔蚀性能,也是一种节镍不锈钢。
一、SAF2205、SAF2507双相不锈钢各国牌号对照表及常用标准表1.0二、化学成分表2.0 化学成分钢号 C ≤ Mn ≤ Si ≤ S ≤ P ≤ Cr Ni Mo Cu ≤ N SAF2507 0.03 1.2 0.80 0.02 0.035 24.0/26.0 6.0/8.0 3.0/5.0 0.50.24/0.32 SAF22050.032.01.00.020.0321.0/23.04.5/6.52.5/3.50.08/0.2 三、力学性能SAF2507、SAF2205的力学性能,低温冲击性能,高温拉伸性能见表3.0、表4.0、表5.0。
类别国家材料牌号材料标准国标美标SAF2507 超级 双相钢中国00Cr25Ni7Mo4N管材:GB 13296-91、GB/T 14976-2002、GB/T 14975-2002棒材:GB 1220-2007板材:GB/T 3280-2007管材:ASTM A789、ASTM A790、ASTM A1016、ASTM A999、ASTM A928棒材:ASTM A276、ASTM A479、ASTM A484板材:ASTM A240/A240M-05美国 UNS S32750 瑞典 SAF2507 德国 W.Nr.1.4410 SAF2205 双相钢 中国00Cr22Ni5Mo3N美国 UNS 31803/S32205 瑞典 SAF2205 德国 W.Nr.1.4462编制:韩振猛审核:表3.0 在68 ºF 的力学性能表4.0 低温冲击性能温度ºF 室温 32 -4 -40 -76 -112 -148 -320 SAF2507 冲击能 ft ·lbf162 162 155 140 110 44 30 7 SAF2205表5.0 高温拉伸性能SAF2507 SAF2205 温度/ºF68 212 392 572 122 212 392 572 0.2%残余变形的屈服强度/ksi 78 70 58 55 60 52 45 41 1%残余变形的屈服强度/ksi 91 77 65 61 - - - - 极限抗拉强度/ksi 113101949496908381 四、热处理 1.交货前热处理要求表6.0 交货前热处理要求牌号 温度 淬火SAF2205 1020/℃-1100/℃ 在空气或水中迅速冷却 SAF25071025/℃-1125/℃在空气或水中迅速冷却2.热加工双相不锈钢应在(1875-2050)ºF 之间的温度下进行热加工。
常用双相不锈钢牌号和各国牌号的近似值对照如下表
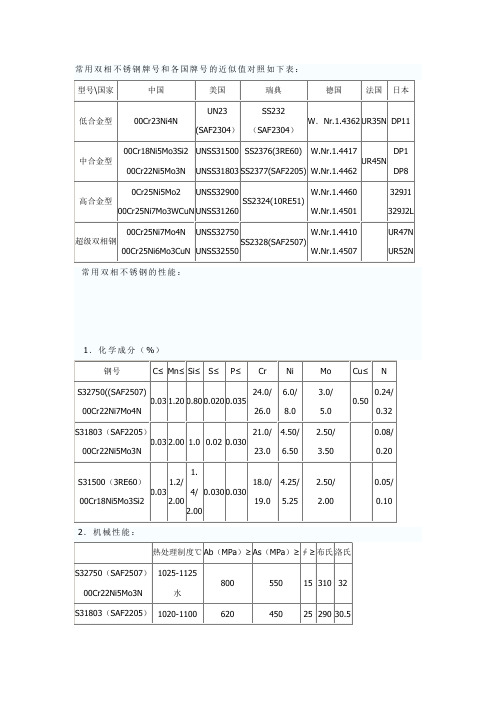
型号\国家
中国
美国
瑞典德国法国日本低合金型00Cr23Ni4N
UN23
(SAF2304)
SS232
(SAF2304)
W.Nr.1.4362
UR35N
DP11
中合金型
00Cr18Ni5Mo3Si2
00Cr22Ni5Mo3N
UNSS31500
UNSS31803
00Cr22Ni7Mo4N
0.03
1.20
0.80
0.020
0.035
24.0/
26.0
6.0/
8.0
3.0/
5.0
0.50
0.24/
0.32
S31803(SAF2205)
00Cr22Ni5Mo3N
0.03
2.00
1.0
0.02
0.030
21.0/
23.0
4.50/
6.50
2.50/
3.50
0.08/
1025-1125
水
800
550
15
310
32
S31803(SAF2205)
00Cr22Ni5Mo3N
1020-1100
620
450
25
290
30.5
S31500(3RE60)
00Cr18Ni5Mo3Si2
980-1040
630
440
30
290
30.5
3.双相不锈钢的连续使用温度范围为-50℃-60℃。热加工温度应不低于950℃。
1025-1125
水
800
550
15
2507超级双相不锈钢性能规范
五、特性
1.与奥氏体不锈钢相比,双相不锈钢具有如下优势:
1)屈服强度比奥氏体不锈钢高一倍多,且具有成型需要的足够的塑韧性。采用双相不锈钢制造储罐或压力容器的壁厚要比常用的奥氏体减少30-50%,有利于降低成本。
在空气或水中迅速冷却
2.热加工
双相不锈钢应在(1875-2050)ºF之间的温度下进行热加工。然后在不低于1880ºF的温度下固溶退火并快速空淬或水淬。
宝钢关于该钢热变形行为的研究认为,在实际的工业生产中双相不锈钢可以选用的热加工温度为(1000-1200)℃。而国内研究发现,该钢低于1040℃加热时,钢中容易形成σ相,因此热加工时温度应大于1040℃。
日期:
密级:B
编制:韩振猛
审核:
表 在68ºF的力学性能
SAF2205
SAF2507
极限抗拉强度/ksi
≥90(620MPa)
≥110(800 MPa)
%残余变形的屈服强度/ksi
≥65(450MPa)
≥80(550 MPa)
1%残余变形的屈服强度/ksi
-
≥91
伸长率(2in)/%
≥25
≥25
硬度,HRC
必要时,双相不锈钢热加工成形后可进行固溶处理,一般选用温度为1050-1100℃。
SAF2205、SAF2507
双相不锈钢性能规范
文件原码:无
页码
文件现码:7..01
1/2
日期:
密级:B
编制:韩振猛
审核:
3.焊接性能
值得一提的是,双相钢一般不进行焊后热处理
我国和日本常用不锈钢钢号的近似对照
我国和日本常用不锈钢钢号的近似对照2008年04月07日星期一下午 06:531.对照表:日本(JIS)中国(GB)SUS304 0Cr18Ni9(0Cr19Ni9)SUS 304L 00Cr19Ni10(00Cr18Ni10)SUS 309S 0Cr23Ni13SUS 310S 0Cr25Ni20(1Cr25Ni20Si2)SUS 316 0Cr17Ni12Mo2(0Cr18Ni12Mo2Ti)SUS 316L 00Cr17Ni14Mo2SUS 321 1Cr18Ni9Ti(0Cr18Ni9Ti)SUS 430 1Cr17SUS 403 1Cr12SUS 410 1Cr13SUS 420J1 2Cr13SUS 420J2 3Cr13SUS 431 1Cr17Ni22.牌号后掇NO.1表示热轧后进行热处理、酸洗或类似的处理;NO.2表示冷轧后进行热处理、酸洗或相应处理;NO.2B表示冷轧后进行热处理、酸洗或类似的处理,最后经冷轧获得适当光洁度。
如304NO.1不锈钢板表示牌号为304的热轧不锈钢板。
再如321-2B表示牌号为321的冷轧不锈钢板,表面要求冷轧后进行热处理,酸洗或类似的处理,最后经冷轧获得适当光洁度。
不锈钢牌号与美国、日本、欧洲对照表类别中国美国日本欧洲马氏体不锈钢 Cr13型410SUS410SAF23011Cr17Ni2431SUS431SAF23219Cr18440CSUS440c0Cr17Ni4Cu4Nb17-4PHSUH6301Cr12Ni3MoWVXM32 DIN1.43132Cr12MoVNbN SUH6002Cr12NiMoWV SUH616双相钢 00Cr18Ni5Mo3Si2S315003RE6000Cr22Ni5Mo3NS31803329J3L1SAF220500Cr25Ni6Mo2N 329J1L1R-400Cr25Ni7Mo3NS31260329J4LSAF250700Cr25Ni6Mo3CuN S32550铁素体 0Cr13410SSUS410S00Cr17Ti00Cr18Mo2Ti奥氏体不锈钢 0Cr18Ni9Ti321SUS321SAF233700Cr19Ni10304LSUS304L0Cr17Ni12Mo2316SUS316SAF23430Cr17Ni14Mo2316LSUS312L00Cr19Ni13Mo3317LSUS317LZG00Cr19Ni10CF3SCS19AZG00Cr17Ni14Mo2CF3MSCS16A0Cr25Ni20310SSUS310S00Cr20Ni18Mo6CuNS31254 254SMO00Cr20Ni25Mo4.5Cu904L 2RK6500Cr25Ni22MoNS31050 2RE6类别:默认分类 | 评论(0) | 浏览(47 )不锈钢材质分析2008年01月16日星期三下午 08:151Cr18Ni9Ti 奥氏体型使用最广泛,适用于食品、化工、医药、原子能工业0Cr25Ni20 奥氏体型炉用材料,汽车排气净化装置用材料1Cr18Ni9 奥氏体型经冷加工有高的强度,建筑用装饰部件0Cr18Ni9 奥氏体型作为不锈耐热钢使用最广泛、食品用设备,一般化工设备,原子能工业用00Cr19Ni10 奥氏体型用于抗晶间腐蚀性要求高的化学、煤炭、石油产业的野外露天机器、建材、耐热零件及热处理有困难的零件0Cr17Ni12Mo2 奥氏体型适用于在海水和其它介质中,主要作耐点蚀材料,照相、食品工业、沿海地区设施、绳索、CD杆、螺栓、螺母00Cr17Ni14Mo2 奥氏体型为0Cr17Ni12Mo2的超低碳钢,用于对抗晶间腐蚀性有特别要求的产品1Cr18Ni12Mo2Ti 奥氏体型用于抗硫酸、磷酸、甲酸、乙酸的设备,有良好的耐晶间腐蚀性0Cr18Ni12Mo2Ti 奥氏体型同上0Cr18Ni10Ti 奥氏体型添加Ti提高耐晶间腐蚀,不推荐作装饰部件0Cr16Ni14 奥氏体型无磁不锈钢,作电子原件0-1Cr20Ni14Si2 奥氏体型具有较高的高温强度及抗氧化性,对含硫气氛较敏感,在600-800℃有析出相的脆化倾向,适用于制作承受应力的各种炉用构件1Cr17Ni7 奥氏体型适用于高强度构件,火车客车车厢用材料00Cr18Ni5Mo3Si2 奥氏体型+铁素体耐应力腐蚀破裂性能良好,具有较高的强度,适用于含氯离子的环境,用于炼油、化肥、造纸、石油、化工等工业,制造热交换器、冷凝器等0Cr17(Ti) 铁素体型用于洗衣机内桶冲压件,装饰用00Cr12Ti 铁素体型用于汽车消音器管,装饰用0Cr13Al 铁素体型从高温下冷却不产生显著硬化,汽轮材料,淬火用部件,复合钢材1Cr17 铁素体型耐蚀性良好的通用钢种,建筑内装饰用,重油燃烧部件,用于家庭用具,家用电器部件0Cr13 铁素体型作较高韧性及受冲击负荷的零件,如汽轮叶片,结构架,螺栓,螺帽等1Cr13 马氏体型具有良好的耐蚀性,机械加工性,用作一般用途、刀刃机械零件、石油精炼装置、螺栓、螺母、泵杆、餐具等2Cr13 马氏体型淬火状态下硬度高,耐蚀性良好,作汽轮机。
双相不锈钢
双相不锈钢所谓双相不锈钢是在其固溶组织中铁素体相与奥氏体相约各占一半,一般量少相的含量也需要达到30%。
在含C较低的情况下,Cr含量在18%~28%,Ni含量在3%~10%。
有些钢还含有Mo、Cu、Nb、Ti,N等合金元素。
该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显著提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。
与奥氏体不锈钢相比,强度高且耐晶间腐蚀和耐氯化物应力腐蚀有明显提高。
双相不锈钢具有优良的耐孔蚀性能,也是一种节镍不锈钢。
双相不锈钢的性能特点由于两相组织的特点,通过正确控制化学成分和热处理工艺,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点,它将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,正是这些优越的性能使双相不锈钢作为可焊接的结构材料发展迅速,80年代以来已成为和马氏体型、奥氏体型和铁素体型不锈钢并列的一个钢类。
双相不锈钢有以下性能特点:(1)含钼双相不锈钢在低应力下有良好的耐氯化物应力腐蚀性能。
一般18-8型奥氏体不锈钢在60°C以上中性氯化物溶液中容易发生应力腐蚀断裂,在微量氯化物及硫化氢工业介质中用这类不锈钢制造的热交换器、蒸发器等设备都存在着产生应力腐蚀断裂的倾向,而双相不锈钢却有良好的抵抗能力。
(2)含钼双相不锈钢有良好的耐孔蚀性能。
在具有相同的孔蚀抗力当量值(PR E=Cr%+3.3Mo%+16N%)时,双相不锈钢与奥氏体不锈钢的临界孔蚀电位相仿。
双相不锈钢与奥氏体不锈钢耐孔蚀性能与AISI 316L相当。
含25%Cr的,尤其是含氮的高铬双相不锈钢的耐孔蚀和缝隙腐蚀性能超过了AISI 316L。
(3)具有良好的耐腐蚀疲劳和磨损腐蚀性能。
在某些腐蚀介质的条件下,适用于制作泵、阀等动力设备。
(4)综合力学性能好。
2205与F51及S31803双相钢成份与机械性能对照
2205/ F51/S31803双相不锈钢化学成份技术标准双相不锈钢是在其固溶组织中铁素体相与奥氏体相约各占一半,一般量少相的含量也需要达到30%。
在含C较低的情况下,Cr含量在18%~28%,Ni含量在3%~10%。
有些钢还含有Mo、Cu、Nb、Ti,N等合金元素。
该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显着提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。
与奥氏体不锈钢相比,强度高且耐晶间腐蚀和耐氯化物应力腐蚀有明显提高。
双相不锈钢具有优良的耐孔蚀性能,也是一种节镍不锈钢。
主要应用在酸性油、气井生产。
多数情况代替304L,316L。
苏州双金实业有限公司(原苏州不锈钢材料厂)隶属于苏州双金集团,公司成立于1992年,现占地50000多平米,总投资1亿多元,公司专业从事不锈钢、合金钢及其他特殊钢材料及铸锻件的生产与研发。
公司装备有一整套包括15吨中频炉、EF、LF、VD、AOD等炼钢设备,经过多年努力,主要生产不锈钢合金钢钢锭、圆钢、管坯、方钢、锻件、光亮棒等产品。
生产材质:303、303Cu、304L、316L、310S、630、416、430、431、2205、2507、F6NM、440C、9Cr18、9Cr18Mo、17-4PH。
合金钢材料优势:T1、T5、T91、T11、09CrCuSb、16Mo3、415H、10MoWvNb。
核电材料:Z2CN18-10、Z6CN18-10、Z2CND17-12、X6CrNiCu17-04、2205、2507;不锈钢光亮棒:303、416、430、430F、630、17-4PH、2205、2507等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
High PerformanceAustenitic Stainless SteelCharacteristic properties• Austenitic structure• Very good resistance to uniform corrosion• Good to exceptionally good resistance to pitting and crevice corrosion• Very good resistance to various types of stress corrosion cracking • Good ductility •Good weldabilityApplications• Process equipment in chemical industry• Bleaching equipment in the pulp and paper industry • Flue gas cleaning • Desalination• Seawater handling •Heat exchangersGeneral characteristicsHigh performance austenitic stainless steels differ substanti-ally from more conventional grades with regard to resistance to corrosion and, in some cases, also mechanical and phy-sical properties. This is mainly due to the high contents ofSteel grades* Also available as S31803chromium, nickel, molybdenum and nitrogen.From a fabrication viewpoint, i.e., with regard to manu-facturing of components and equipment, they are to some extent similar to standard austenitic grades such as 1.4301 and 1.4401, but they still require special know-how with regard to welding and machining.Outokumpu Stainless manufactures a numbers of steels of this type: 904L, 254 SMO and 4565. 4529 can also be delivered if specified. The properties of 4529 are in general terms very similar to those of 254 SMO.In certain applications the grades 4439 (austenitic) and 2205 (duplex) may be used as an alternative to 904L,whilst SAF 2507 (duplex) may be used as an alternative to 254 SMO. More information concerning duplex options is available in the data sheet for duplex steels.Chemical compositionThe chemical composition of a steel grade may vary slightly between different national standards. Consequently, a speci-fied standard should always be stated when ordering.Chemical composition Table 1Outokumpu Stainless2High Performance Austenitic Stainless SteelMechanical propertiesThe strength and elongation of 904L are similar to those for conventional austeni-tic stainless steels. However, the addition of nitrogen in 254 SMO and 4565 gives higher and considerably higher strength respectively, i.e., proof strength and tensile strength, see Tables 3 and 4.Despite the greater strength of these steels, the possibilities for cold as well as hot forming are very good.MicrostructureAll these grades have an austenitic microstructure in the quench annealed condition. 254 SMO and 4565 can,however, contain traces of intermetallic phases (sigma phase) at the centre of the material.Normally, this does not affect the corrosion resis-tance or mechanical properties of the steel. Such precipitates can also occur if the material is expo-sed to temperatures in the range of 600-1000°C. Provided that the recommendations given for hot forming, welding and heat treatment are followed, such precipitates have negligable effect on usabi-lity.* Quenching with water at a thickness above 2 mm, below 2 mm an annealing temperature of 1120-1150°C and cooling with air/water can be used.P=hot rolled plate, H=hot rolled strip, C=cold rolled strip.Characteristic temperatures, °C Table 2Minimum values at 20°C according to EN Table 3Tensile properties at elevated temperatures, minimum values according to EN, MPa Table 4Typical values according to EN 10088 Table 5Physical PropertiesPitting corrosionResistance to pitting corrosion (and also crevice corrosion) is determined mainly by the content of chromium, molyb-denum and nitrogen in the material. This is often illustrated using the pitting resistance equivalent (PRE) for the mate-rial, which can be calculated using the formula:PRE = %Cr + 3.3 x %Mo + 16 x %NThe PRE value can be used for rough comparisons of different materails. A much more reliable means, however, is to rank the steel according to the critical pitting temperature of the material (CPT).There are several differentmethods available to measure the CPT. Figure 6 shows the CPT, as measured in theAvesta Cell (ASTM G 150), in a 1M NaCI solution (35,000 ppm or mg/l chloride ions) for some different stainless ste-els, in a ground (P320 mesh) condition. The actual value of mill finish surface may differ between product forms. The PRE value is also presented in Table 9 for comparison.Grade 4565 has such a good resistance to pitting that com-mon test methods are not sufficiently aggressive to initiate any corrosion. A better measure of resistance is given by eva-luating the results of various crevice corrosion tests.4High Performance Austenitic Stainless SteelBetter material may sometimes be needed for thefractional distillation of tall oil than the 1.4436 type stan-dard steel, or even the more frequently used 1.4439. Table 8 presents the results of exposing test coupons at a Swedish plant with the object of determining suitable material for woven packings of stainless steel.In this particular case woven packings produced from about 20,000 km of 0.16 mm diameter 254 SMO wire were used.In hot concentrated caustic solutions the corrosion resistance is mainly determined by the nickel content of the material, and 904L in particular can be a good alterna-tive to more conventional stainless steels.For more detailed information concerning the corrosion resistance of the different steels in other environments, please refer to our Corrosion Handbook.Temperature, C 100806040204436 4439 2205 904L SAF 254 45652507SMOFig. 6. Critical pitting corrosion temperature (CPT) fordifferent stainless steels. (ASTM G 150)Composition in per cent: P 2O 5 54; HCl 0.06; HF 1.1; H 2SO 4 4.0; Fe 2O 3 0.27; Al 2O 3 0.17; SiO 2 0.10; CaO 0.20; MgO 0.70Composition: HNO 3 20%, HF 4%.Uniform corrosion in wet process phosphoric acid at 60°C Table 6Uniform corrosion in pickling acid at 25°C Table 7Corrosion rates in a fatty acid column for the distillation of tall oil at 260°C Table 8PRE values for different stainless steels Table 95High Performance Austenitic Stainless SteelCrevice corrosionIn narrow crevices the passive film may more easily bedamaged and in unfavourable circumstances stainless steelcan be subjected to crevice corrosion. Examples of such nar-row crevices may be: under gaskets in flange fittings, underseals in certain types of plate heat exchangers, or under hardadherent deposits.Crevice corrosion occurs in the same environments aspitting, and higher contents of chromium, molybdenum ornitrogen enhance the corrosion resistance of the steel,Figure 7.CCT,C6050403020104436 4439 904L 2205254SMOS AF25074565Fig. 7. Critical crevice corrosion temperatures(°C) for some stainless steels in 6% FeCl3.Testing according to MTI-2.SeawaterNatural seawater contains living organisms, which veryquickly form a biofilm on stainless steel. This film increasesthe corrosion potential of the steel and thus, also the risk ofpitting and crevice corrosion.The activity of the biofilm is temperature-related,but since the different organisms are adapted to thenatural temperature of the water, their activity varies bet-ween different seas around the world. This means that incold seas the natural water is most aggressive at 25-30°Cwhile the corresponding value in tropical seas is just above30°C. The biological activity ceases at higher temperatures.In many seawater systems the water is chlorinated witheither chlorine or hypochlorite solutions to reduce the riskof fouling. Both chlorine and hypochlorite are strongly oxi-dising agents and they cause the corrosion potential of thesteel surface to exceed what is normal in non-chlorinatedseawater, which in turn means increased risk of corrosion. Inchlorinated seawater the aggressiveness increases as the tem-perature rises.Material selection for water treatmentFigures 8 and 9 show up to which approximatetemperatures stainless steel can be used in oxygen-saturated solutions of varying chloride content. The dia-grams are based on studies of literature, combined withpractical experience, but it must be underlined that resistan-ce of a material is also influenced by factors other than tem-perature and chloride content. Examples of such factors areweld defects, presence of oxide from welding or other heattreatment, contamination of the steel surface by particles ofnon-alloyed or low-alloyed steel, microbial activity, pHand chlorination of water.When selecting material for water that has such a low con-tent of chloride that 1.4301 and 1.4401 can be considered,there is the additional risk of stress corrosion cracking attemperatures higher than about 60°C. The high alloy auste-nitics grades or the duplex are then more resistant.The crevice geometry is normally more difficult in a plateheat exchanger than for flange joints, a deeper and moreeffective crevice due to the curved contact surface, thereoftwo boundary lines for crevice corrosion on 254 SMO. Itshould, however, be noted that the crevice geometry of aflange joint is dependent on the pressure that is obtainedwhen tightening screws and bolts. The boundary line forcrevice corrosion under “normal” conditions can in practicetherefore be similar to that which applies to crevice corro-sion for plate heat exchangers.6High Performance Austenitic Stainless SteelCl - ppmp=pitting, full line c=crevice corrosion, broken lineFig. 8. Risk of pitting and crevice corrosion on conven-tional stainless steel in water of different chlo-ride content or temperature.In crevice-free, welded, constructions 254 SMO may nor-mally be used in chlorinated seawater with achlorine content of up to 1 ppm at temperatures up to about 45°C. Higher alloyed materials, e.g. a Ni-base alloy, should be used for flange joints, or the sealing surfaces should be overlay welded, e.g., using Avesta P16, if the temperature exceeds 30°C. Higher chlorine content can be permitted if chlorination is intermittent.The risk of crevice corrosion in non-chlorinated seawater is considerably lower. 254 SMO has been used with great success in some thirty installations for desalination of seawa-ter according to the reverse osmosis process. Various types of compression couplings that have relatively complicated crevice geometry between the stainless steel surface and the sealing gasket are used in such installations. 904L is not suitable for use in seawater.Applied stress, in % of R p0.2 at 200C1201008060402044362205904LSAF 2507 254 SMOFig. 10. SCC – threshold stresses determined using theDET method.Cl - ppm°C Cl - ppmp=pitting, full line c=crevice corrosion, broken line phe=plate heat exchangerFig. 9. Risk of pitting and crevice corrosion on high perfomance stainless steel in water of differentchloride content or temperature.Stress corrosion crackingConventional stainless steels of the 4301 and 4401 type are sensitive to stress corrosion cracking (SCC) under certain conditions, i.e., a special environment in combination with tensile stress in the material and often also an elevated tem-perature.Resistance to SCC increases with the increased content of above all nickel and molybdenum. This implies that the high performance austenitic steels 904L, 254 SMO and 4565 have very good resistance to SCC.There are different methods for ranking the resistance to SCC, among others the drop evaporation test (DET). In this test a dilute chloride solution (0.1 M NaCl) is allowed to drop onto a heated sample that is simultaneously subjected to tensile stress. The resistance is measured as the threshold stress, i.e. the maximum load related to proof strength at 200°C that does not cause rupture within 500 hours of tes-ting.7High Performance Austenitic Stainless SteelThe resistance to alkaline SCC is more dependent on thenickel content of the material and also in this respect highperformance austenitic steels are superior to conventionalstainless steels. Nickel-based alloys are, however, to be pre-ferred in the most demanding conditions.Sulphide-induced stress corrosionHydrogen sulphide can sometimes cause embrittlement offerritic steel and even of cold-worked duplex and austeniticsteels. The sensitivity to cracking increases when the envi-ronment contains both hydrogen sulphide and chlorides.Such “sour” environments occur for example in the oil andgas industry.The NACE standard MR0175-99 specifies certainrequirements that must be fulfilled to define a material assuitable for use in sour environments for the extraction ofoil and gas. For 254 SMO, approval has been granted foruse in both an annealed condition and cold-worked condi-tion up to a hardness of 35 HRC. For conventional gradessuch as 1.4301 and 1.4436 a maximum hardness of 22HRC is permitted. The standard also states that these steelsmay not be cold-worked to increase the hardness.Intercrystalline corrosionHigh performance austenitic steels have such a low carbon content that the risk of conventional intercrystalline corro-sion caused by chromium carbide precipitates in connection with welding is negligible.On the other hand there is a risk of precipitation of intermetallic phases in the highest alloyed grades in the temperature range 600-1000°C, see also the section above on microstructure. However, such precipitates imply no risk of intercrystalline corrosion in the environments for which the steels were developed. This means that welding can be performed without risk of intercrystalline corrosion.Erosion corrosionUnlike copper alloys, stainless steel generally offers very good resistance to impingement attack and there are no motives for limiting the velocity of water, e.g. in piping systems that convey seawater. Further, stainless steel is not sensitive to seawater that has been contaminated by sulphur compounds or ammonia. Corrosion rate, mm/y1.00.80.60.40.20.01 2 3 4 5 10Area ratio 254 SMO/MetalMuntzmetalCuNi70/30MonelAl-bronzeFig. 11. Galvanic corrosion of copper alloys in slowmoving seawater at ambient temperature.In systems subjected to particles causing hard wear, e.g., sand or salt crystals, the higher surface hardness of duplex steels can in some cases be an advantage.Galvanic corrosionThe high performance austenitic steels 254 SMO and4565 are not affected by galvanic corrosion if they are con-nected to titanium in systems used for conveying seawater. However, the rate of corrosion for copper alloys is increased if they come into contact with these steels (or with tita-nium). The intensity of corrosion is closely related to the surface area ratio between the stainless steel and the copper alloy, Figure 11. The tests presented have been carried out with 254 SMO but the relation is the same for other high performance steels.The galvanic effect is reduced somewhat if the seawater is chlorinated.8High Performance Austenitic Stainless SteelFabricationHot formingSuitable temperatures for hot forming are shownin Table 2. Higher temperatures cause a deterioration in ductility and a sharp increase in the formation of oxides (scaling).Normally hot working should be followed by solution allealing and quenching but, for 904L, if the hot forming is discontinued at a temperature above 1100°C and the material is quenched directly thereafter the material may be used without subsequent heat treatment. Here it is important that the entire workpiece has been quenched from b temperatures above 1100°C. In the case of partial heating or partial cooling below 1100°C or if the cooling has been to slow, hot working should always be followed by solution annealing and quenching.Both 254 SMO and 4565 should be quenched at a temperature of at least 1150°C after hot working to avoid residual intermetallic phases. These phases can also rebuild if the subsequent cooling process is too slow, resulting in impaired corrosion resistance.Cold formingAll these steels have good ductility. Bending, pressing and other forming operations can be performed without dif-ficulty.In this respect 904L behaves similarly to conventional austenitic grades, but it should be noted that 254 SMO, and especially 4565, cold-harden considerably faster. This, together with the initial high strength, makes it necessary to apply high forming forces.The spring back for these grades is also greater than for conventional austenitic steels.Typical proof strength values, R p0.2, are noted in Table 10. About 90% of recorded values fall within the limits shown.Spinning of e.g. dished ends can be done but it is essen-tial that sufficiently high deformation forces are used to ensure thorough plastic deformation of the material at the very beginning of the operation. Otherwise there is a risk that deformation only occurs on the surface and after a few cycles of deformation it will be cold hardened to such a degree that the tensile strength and rupture elongation of the material are exceeded and it will crack.In complicated cold-forming operations, intermediate annealing of the material may sometimes be necessary, espe-cially if it includes welds.The effect of work hardening, during and after cold-forming, is illustrated in Figures 12-13.MPa 140012001000800600400200204060Cold working, %604020A 5%Fig. 13. 254 SMO – influence of work hardening on the mechanical properties.Typical proof strengthTable 10Fig. 12. 904L – influence of work hardening on themechanical properties.8007006005004003002001000 5 10 15 20 25Cold working, %755025A 5%MPa/HB9High Performance Austenitic Stainless Steel Machining Austenitic stainless steels work harden quickly and this, together with their toughness, means that they are often perceived as problematic from a machining perspective, e.g. in operations such as turning, milling and drilling. This applies to an even greater extent to most highly alloyed ste-els and especially those that have a high nitrogen content, i.e. 254 SMO and 4565.With the right choice of tools, tool settings and cutting speeds, these materials can be machined. For further infor-mation contact Avesta Research Centre.WeldingAll these steels are well suited for welding and the methods used for welding conventional austenitic steels can also be used on 904L, 254 SMO and 4565. However, due to their stable austenitic structure, they are somewhat more sensitive to hot cracking in connection with welding and generally welding should be performed using the lowest heat input possible.On delivery, sheet, plate and other processed products have a homogeneous austenitic structure with an even distribution of alloying elements in the material. A partial re-melting, e.g. by welding, causes redistribution of certain elements such as chromium, nickel and above all molyb-denum, and when the material solidifies again this uneven distribution remains in the cast structureof the weld. These variations, segregation, can impair the material’s corrosion resistance in certain environments.Segregation tendency is less evident in 904L and this steel is normally welded using a filler of the same composition as the base material and it can even be welded without filler. For 254 SMO and 4565, however, the variation for molyb-denum in particular is so great that it must be compensated for by using fillers, which have a higher content of molyb-denum. Avesta P12 is normally used for welding 254 SMO and Avesta P16 is recomended for the welding of 4565. The effect of segregation after welding can also be redu-ced by subsequent heat treatment, quench annealing, but such action is normally limited to geometrically very simple components, e.g., pipes, pipe fittings and end pieces.In the case of multi-run welding, the workpiece should be allowed to cool to 100°C before welding the next run. This is the case for all three steels.For other details regarding joint selection and preparation, welding techniques, heat input and post-weld cleaning, please refer to the series of publications entitled “How to weld”, available on request from Avesta Welding AB.* For use in certain oxidising environments, e.g. chlo-rine dioxide stage in pulp bleaching plants, when wel-ding 254 SMO or 4565.** For submerged arc welding it is preferable to use a Nb-free version,P12-0Nb .Welding consumables Table 1110High Performance Austenitic Stainless SteelProductsOutokumpu Stainless products Table 12see also /stainless11High Performance Austenitic Stainless Steel Material standards Table 13Information given in this brochure may be subject to alterations without notice.Care has been taken to ensure that the contents of this publication are accuratebut Outokumpu Stainless and its affiliated companies do not accept responsibi-lity for errors or for information which is found to be misleading. Suggestionsfor or descriptions of the end use or application of products or methods ofworking are for information only and Outokumpu Stainless and its affiliatedcompanies accept no liability in respect thereof. Before using products suppliedor manufactured by the company the customer should satisfy himself of theirsuitability.1044EN-GB:3. Centrum Tryck AB, Avesta, Sweden. November 2004./stainless Outokumpu Stainless AB, Avesta Research Centre Box 74, SE-774 22 Avesta, Sweden Tel. +46 (0)226 810 00, Fax +46 (0)226 810 77Outokumpu is a dynamic metals and technology group with a clear target to become the number one in stainless steel. Costumers in a wide range of industries use our metal products, technologies and services worldwide. We are dedicated to helping our costumers gain competitive advantage. We call this promise the Outokumpu factor.。