粘接接头设计
din 2304标准
DIN 2304是一种在工业界广泛采用的粘接指导准则,它规定了从技术到组织的一系列管理规范来保障产品的可靠性。
这个标准主要应用于轨道交通行业以外的粘接领域,基于最先进的粘接技术,在公司内部组织和正确实施粘接工艺。
DIN 2304标准的三大核心在于:根据安全要求对粘接接头进行等级划分;粘接监督的职责分工;对粘接接头整个生命周期内承受的载荷/应力进行验证。
此外,DIN 2304-1还规定了结构粘合剂(即负载粘合剂)的设计和制造工艺的所有步骤的要求,包括从设计到制造和维护。
聚合物的粘结及粘结机理
4 黏附功
液体-固体体系的黏附功: WA=Rlv(1ቤተ መጻሕፍቲ ባይዱCOSθ)
其数值随液体对固体的接触角变化而变化。 在完全不浸润的情况下,COSθ=-1,WA=0。 在完全浸润的情况下,黏附功等于液体表面张 力的2倍。 质之,间推 的Zis导 关m了 系an黏 :等附利功用与浸液润体临表界面表张面力张及力固rc体值r的c值性
θ=180°表示胶液完全不能浸润被粘接固体的状态 θ=0° 表示胶液完全浸润的状态
2 粘接张力
粘接张力是在粘接过程中所产生的,也称 为润湿压,是描述液体浸润固体表面时固体表 面自由能的变化情况,用A表示,根据Young 氏方程有:
A=rlvcosθ=rsv-rsl 上式表明:
当胶黏剂浸润固体时,固体表面的自由能减 小。
在粘接体系中,适当降低胶黏剂的分子量有助 于提高扩散系数,改善粘接性能。
3 静电理论
理论基础:双电层 静电理论认为当金属和非金属材料紧密接
触时,由于金属对电子的亲和力低,容易失去 电子,而非金属对电子的亲和力高,容易得到 电子,所以电子可以从金属移向非金属,这样 就在界面产生接触电势,形成双电层,双电层 电荷的性质相反,产生静电引力。
对吸附理论的客观评价:
吸附理论正确地把粘结现象与分子间作用力 联系在一起,在一定范围内解释了粘结现象。 但是它还存在许多不足。
①吸附理论把粘接作用主要归因于分子间作用 力,但对于胶黏剂与被粘接物之间的粘接力大 于胶黏剂本身的强度这一事实却无法圆满解释。
②在测定粘接强度时,无法解释粘接力的大小与剥 离速率有关的情况。
聚合物的粘结及 粘结机理
主要内容
一、基本原理 二、粘接理论与机理 三、粘接接头的设计 四、影响粘接强度的因素
皮带粘接工艺
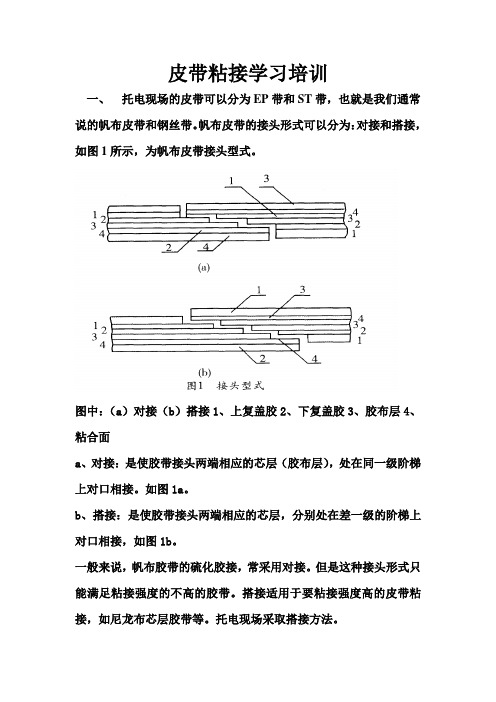
皮带粘接学习培训一、托电现场的皮带可以分为EP带和ST带,也就是我们通常说的帆布皮带和钢丝带。
帆布皮带的接头形式可以分为:对接和搭接,如图1所示,为帆布皮带接头型式。
图中:(a)对接(b)搭接1、上复盖胶2、下复盖胶3、胶布层4、粘合面a、对接:是使胶带接头两端相应的芯层(胶布层),处在同一级阶梯上对口相接。
如图1a。
b、搭接:是使胶带接头两端相应的芯层,分别处在差一级的阶梯上对口相接,如图1b。
一般来说,帆布胶带的硫化胶接,常采用对接。
但是这种接头形式只能满足粘接强度的不高的胶带。
搭接适用于要粘接强度高的皮带粘接,如尼龙布芯层胶带等。
托电现场采取搭接方法。
二、接头强度计算所谓接头强度的计算,是胶带硫化胶接后,接头抗张强力与胶带本体抗张强力之比。
一般,胶带接头的抗张强力是由试验测来的;而本身抗张强力是胶带厂或资料提供的。
上述两种接头型式,其强度效率,直观的讲,搭接比对接高,这从公式(1)和(2)清楚估算出来。
搭接:η=95%―――――――(1)对接:η=i-1/i*95%――――-(2)式中:η――强度效率;I――胶带芯层(层数);95%――考虑到在制作接头阶梯时,对芯层由5%的强度损失。
然而,这是国内传统皮带粘接的强度计算,可依据性较小,在天津学习的过程中,讲师用另一种观点来证明了皮带接头强度的计算,公式为:1/织物层数*(皮带层数-1)。
例如:1、三层的皮带两个台阶,1/3*(3-1)=67%;2、六层的皮带五个台阶,1/6*(6-1)=80%;从而证明了,皮带层数越高,阶梯的强度越大。
而这种皮带强度粘接的计算方法,还是可以让人接受的,现场可依据性强,参考价值高。
我个人而言还是较为支持这种观点的。
三、接头的阶梯型式接头的阶梯剖切口角度,是胶带接头型式的另一个重要因数。
一般,接头阶梯型式,可以分为四种,如图2所示。
直角形(或称直角),剖切口与胶带中心线成直角,如图2a。
斜角形或称斜口,剖切口与胶带中心线成斜角,如图2b。
航空器复合材料胶接接头设计(ABAQUS-XFEM)

摘要复合材料结构的连接形式主要分为胶接和机械连接,随着复合材料在航空航天领域的广泛应用,胶接因其在复合材料结构连接中的优良特性日益受到结构设计人员的青睐,具有连接效率高、结构轻、抗疲劳、密封性好等优点。
然而胶接设计也具有很大的挑战性,在结构强度计算中,胶接连接接头部位一般为危险部位,需要重点校核。
所以,对复合材料胶接接头的设计分析是十分必要的。
本选题利用成熟的有限元商用软件ABAQUS,使用XFEM(扩展有限元法)对胶层和复合材料层的应力场等进行分析。
通过分析计算这些应力,同时应用相应的失效准则,进而可预测初始裂纹的扩展与否及扩展的长度,为胶接接头设计的选择提供必要的依据。
在文章中,讨论了胶接长度、胶层厚度和初始裂纹的位置对裂纹扩展的影响。
通过对仿真结果的分析,提出了减小胶接长度和胶层厚度的观点,指出裂纹易于产生及扩展的区域,对胶接接头的设计进行了优化。
胶接接头的优化设计对拓宽复合材料在飞机结构上的应用范围,进一步减轻结构重量、提高疲劳性能和降低制造成本具有重要的工程使用价值。
关键词:复合材料板胶接接头扩展有限元裂纹扩展AbstractThe joint methods of composite structure contain cementing and mechanical connection.. With the use of composite in the field of aviation increased a lot in recent years for its high strength and lightness, the cementing is increasingly favored by the structure design staff for its excellent characteristics in the connection field of composite structure. The characteristics are high ligation efficiency, light structure, antifatigue and good sealing. However, glued design also has a great challenge. In the structural strength calculations, glued joints are generally connected to dangerous parts and need to focus on checking. Therefore, the design and analysis of composite bonded joint is very necessary.The topic use the sophisticated and commercial software -ABAQUS, in the field of finite element, and use XFEM ( extended finite element method ) as the foundation to analysis the stress field of bonding layers and composite layers. By analyzing and calculating these stresses, while applying the appropriate failure criterion, we can predict the initial crack extension and the length of the expansion. In this way, it can provide the necessary basis for the design of bonding joints. In the article, we discussed the impact of the bonding length, layer thickness and initial crack location on crack propagation. Through the analysis of simulation results, we presented two standpoints of reducing the length of bonding joint and the thickness of adhesive. Besides, we pointed the areas where cracks are easy to generate and expand. Optimal design of adhesive joints in composite materials has important engineering value to broaden the scope of application of the aircraft structure and further reduce the structural weight, improve the performance of fatigue and reduce manufacturing costs.Keywords:Composite plates, Adhesive joints, XFEM, Crack extension目录摘要 (I)Abstract ....................................................... I I 目录.......................................................... I II 第一章引言.. (1)1.1导言 (1)1.2胶接连接 (2)1.2.1 简介 (2)1.2.2胶接连接应当注意的问题 (3)1.2.3胶接连接研究现状 (3)1.3 胶接接头 (4)1.3.1胶接接头简介 (4)1.3.2胶接接头的基本形式 (5)1.3.3胶接接头的破坏模式 (6)1.3.4胶接接头处可能出现的裂纹及其影响 (7)第二章复合材料损伤和胶接连接的力学模型 (8)2.1导言 (8)2.2复合材料层板强度预测 (8)2.3复合材料和胶层断裂准则 (10)第三章利用ABAQUS建立复合材料胶接接的有限元模型 (13)3.1扩展有限元方法和工程软件ABAQUS简介 (13)3.1.1传统有限元方法 (13)3.1.2扩展有限元方法及基本原理 (14)3.1.3ABAQUS简介 (15)3.2利用ABAQUS建立复合材料板胶接模型的过程 (16)3.2.1几何模型的建立和约束条件 (16)3.2.2材料属性 (17)3.2.3定义接触 (19)3.2.4 对于XFEM定义 (19)第四章基于裂纹扩展分析的单面搭接接头设计 (21)4.1复合材料胶接接头在纵向载荷下的受力分析 (21)4.2不同搭接长度下胶接接头的裂纹扩展情况 (23)4.2.1搭接长度为15mm的情况 (23)4.2.2搭接长度为10mm的情况 (25)4.2.3搭接长度为20mm的情况 (26)4.2.4不同搭接长度下裂纹情况的对比及结论 (28)4.3不同胶层厚度下胶接接头的裂纹扩展情况 (29)4.3.1胶层厚度为0.1mm的情况 (29)4.3.2胶层厚度为0.2mm的情况 (31)4.3.3胶层厚度为0.3mm的情况 (33)4.3.4不同胶层厚度下裂纹情况的对比及结论 (34)带五章基于裂纹扩展的斜面搭接接头设计 (37)5.1斜面搭接接头在纵向载荷下的受力分析 (37)5.2不同裂纹位置下胶接接头的裂纹扩展情况 (38)5.2.1选取的三种不同裂纹位置 (39)5.2.2裂纹的扩展情况 (40)5.2.3三种情况对比及结论 (42)5.3单面搭接和斜面搭接情况的对比 (43)第六章全文总结及展望 (46)6.1全文总结 (46)6.2展望 (47)致谢辞 (49)参考文献 (50)第一章引言1.1导言复合材料作为一种新材料,在最近的半个多世纪中飞速发展,由于复合材料采用纤维加强结构,使得复合材料具有比重小、比强度和比模量大的特点,并且由于采用的是铺层结构,制造过程简单,容易成型。
输送带接头制作和粘接工艺
一、产品特点及用途输送带接头常温快速粘接是采用常温固化型粘合剂对输送带接头进行粘接。
粘接时无需加温加压固化,无需特殊设备和工具,工艺简单,操作时间短,劳动强度小,成本低,粘接质量容易控制,粘接接头抗曲挠性好,对环境无特殊要求,粘接后的接头可在短时间内投入使用,适用于各种环境下的层芯输送带接头的粘接。
本系列产品性能稳定,具有常温固化速度快、粘接强度高、抗曲挠性好等特点,耐酸、碱、盐、油、水及耐老化,操作工艺简单,成本低。
广泛应用于钢铁、冶金、火力发电厂、水泥厂、化肥厂、港口、矿山等各行业中输送带的快速粘接和修补。
采用常温粘接时,工艺应注意三点:首先,应了解被粘的输送带材料的性能及输送机的运行和使用情况。
正确选用粘合剂;第二,根据输送带的结构和输送机的组成部件,受力状态,合理设计接头形式和尺寸,做到粘接牢靠,制作方便,保证接头有足够的强度。
第三,要严格按常温粘接工艺进行操作。
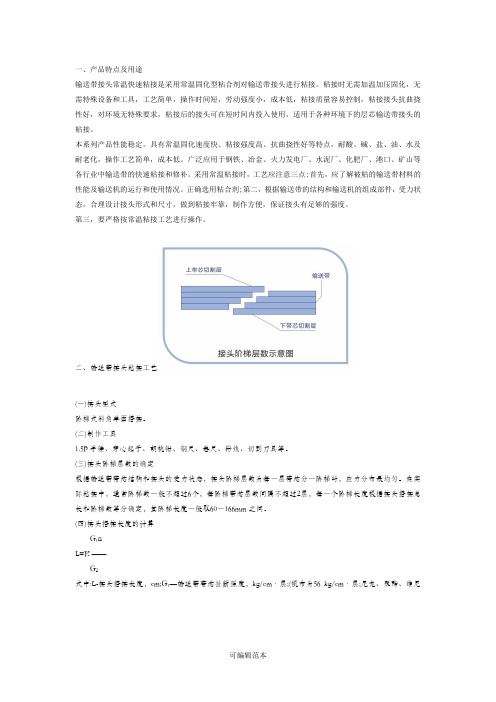
二、输送带接头粘接工艺(一)接头型式阶梯式斜角单面搭接。
(二)制作工具1.5P手锤、穿心起子、胡桃钳、钢尺、卷尺、粉线、切割刀具等。
(三)接头阶梯层数的确定根据输送带带芯结构和接头的受力状态,接头阶梯层数为每一层带芯分一阶梯时,应力分布最均匀。
在实际粘接中,通常阶梯数一般不超过6个,每阶梯带芯层数间隔不超过2层,每一个阶梯长度根据接头搭接总长和阶梯数等分确定,其阶梯长度一般取60一166mm之间。
(四)接头搭接长度的计算G1nL=K ──G2式中:L-接头搭接长度,cm;G1─输送带带芯扯断强度,kg/cm·层;(帆布为56 kg/cm·层;尼龙、聚酯、维尼纶均为96kg/cm·层)n─输送带带芯层数;G2─粘合剂剪切强度,kg/cm2;K一安全系数,取值1.5─3。
(五)输送带接头的制作1、划线分别在输送带两个端头划─与中心线垂直的线,再从直线与输送带任意一边的交点向端头内以1/2带宽为长度划一点,连接该交点和直线与带边的另一交点,即是接头的斜角度。
《材料工程基础》课件——第八章 材料的连接

工件 接触引弧
钢焊条焊接钢材时的焊 接电弧
焊接电弧是在电极和工件间的气体介质中长时间放电的现象。 电弧引燃时,弧柱中充满了高温电离气体,发出大量的光和热
手工电弧焊的焊接过程
焊缝附近 基体金属
焊条
焊芯 药皮
电
电
弧
弧
熔化 焊缝
熔 渣 CO2↑ 保护熔池
手工电弧焊的优缺点
优点:设备简单,易于维护,使用灵活;适于多种 钢材和有色金属等,是应用最广泛的焊接方法。
熔炼焊剂:在熔炼炉中制备,成分均匀,适 于大量生产;
陶瓷焊剂:利用粉末冶金工艺制备,颗粒强 度低。
埋弧自动焊的特点
焊接质量高且稳定; 熔深大,节省焊接材料; 无弧光,无金属飞溅,焊接烟雾少; 自动化操作,生产效率高。 设备昂贵,工艺复杂,适于长的直线焊缝和圆筒形
工件的纵、环焊缝的批量生产。
栓接
由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类 紧固件,需与螺母配合,用于紧固连接两个带有通孔的零 件。 这种连接形式就称为螺栓连接,即栓接。如把螺母从 螺栓上旋下,又可以
使这两个零件分开, 故螺栓连接是属于可 拆卸连接。
焊接
焊接是一种永久性连接金属材料的工艺方法。焊接 过程的实质是用加热或加压等手段,借助于金属原 子的结合与扩散作用,使分离的金属材料牢固地连 接起来。
硬钎焊
硬钎焊是指使用的钎料熔点高于480℃的钎焊。其主 要加热方式有:火焰加热、电阻加热、感应加热、 炉内加热、盐浴加热等。软钎焊的接头强度不高 (>800MPa)。
硬钎焊所用的钎剂主要有:硼砂、硼酸和氟化物等。 硬钎料主要用于钎焊受力大,工作温度较高的工件。
钎焊接头的形成过程
钎焊接头的形成包括两个过程: ⑴ 钎料熔化和流入、填充接头间歇形成钎料充满焊缝
胶粘剂粘接机理及粘接技术
这就要求要选择能起良好润湿效果的胶黏剂。同时,也 要求被粘物表面事先要进行必要的清洁和表面处理,达到最 宜润湿与粘接的表面状态。要尽量避免润湿不良的情况。
如果被粘物表面出现润湿不良的界面缺陷,则在缺陷的周 围就会发生应力集中的局部受力状态;此外,表面未润湿的 微细孔穴,粘接时未排尽或胶黏剂带入的空气泡,以及材料 局部的不均匀性,都可能引起润湿不良的界面缺陷,这些都 应尽量排除。
无法解释由两种以上互溶高聚物构成 的胶接体系的胶接现象
不能解释温度、湿度及其它因素对剥 离实验结果的影响
☆当胶接接头以极慢的速度剥离时, 电荷可以从极板部分逸出, 降低了电荷间的引力, 减少了剥离时消耗的功 ☆当快速剥离时, 电荷没有足够的逸出, 粘附功偏高
解释了粘附功与剥离速度有关 克服了吸附理论的不足
了解粘接理论,可以从理上指导胶黏剂选择,粘接 接头的设计,制定最佳的粘接工艺,控制影响粘接强度的 各种因素,达到形成强力粘接接头的目的。
机械互锁理论 扩散理论 吸附理论 电子理论
1 机械互锁理论
在不平的被粘物表面形成机械互锁力(胶钉)产生胶接力;胶钉越 多,胶粘剂渗透得越深,孔隙填充得越满,胶接强度就越高。
钛酸钡(碱性)+酸性聚合物 钛酸钡(碱性)+聚碳酸酯(碱性)
胶接好 胶接差 性能好
性能差
Fowkes
酸碱作用理论
★被胶接材料与胶粘剂按其电子转移方向划分为酸 性或碱性物质; ★电子给体或质子受体为碱性物质,反之则为酸性 物质; ★胶接体系界面的电子转移时,形成了酸碱配位作 用而产生胶接力。
3 扩散理论
结 论
扩散:液体胶粘剂分子,借助于布朗运动向被胶接材料表面扩散, 使二者所有的极性基团或链节相互靠近。加强布朗运动的措施有: 升温、加压、降低粘度等。
EAE欧洲粘接工程师(口试复习资料)
第六周粘接生产技术流变学=可变形物体在受到外力时变形行为的科学。
1、胶黏剂流变学现象的描述:①牛顿行为:理想粘流态,粘度保持不变,剪切应力和剪切速率成正比关系增长。
(剪切应力=剪切速率*粘度)②剪切变稀行为:粘度随着剪切速率的增加而降低。
原因:定向(非均质形状填料的定向)、伸长(聚合物分子被拉长)、变形(滴液变形)、解聚(团聚物被打散)。
③剪切变稠行为:粘度随着剪切速率的增加而增加。
原因:分散态的颗粒是如此在充满整个容积中紧密堆积的。
④触变性:粘度随时间的增加而降低。
分可逆性:如番茄酱。
不可逆性:如酸奶。
⑤抗触变性:粘度随时间的增加而增加。
⑥粘弹性流动行为:又称“霍斯特”流变行为高频率下,像弹性体一样作用;低频率下像粘弹性液体一样作用。
⑦流动极限:有流动极限的液体只有在外力大于内部结构的时候才能流动。
是可逆弹性变形结束区域和非可逆变形或粘弹性或粘流态开始区域的剪切应力。
⑧塑性:是一种变形材料,在底的剪切区域像弹性或粘弹性固体一样,在高的剪切区域像液体一样。
2、对于流变学现象有影响的参数:·颗粒间的相互作用·剪切速率·剪切的持续时间·温度和压力3、测量液体粘度的方法:布氏粘度计、同轴圆筒测试装置。
手工施胶1、手工施胶的步骤:①准备工作场地②准备胶黏剂和基材③加工胶黏剂④施胶⑤连接和固定基材⑥固化/硬化2、混胶比:重量比MA/MB=V A·PA/VB·PB体积比V A/VB=MA·PB/MB·PA手工混合:重量比vs体积比。
3、双组份胶黏剂的操作设备(天平):天平的精度必须必期望的测量结果高一个数量级。
·检查测量量程·对天平进行调平·记住开机需要预热时间·检查温度、气流和震动·保持天平干净·对天平进行定期校准。
4、手工施胶的缺点:①工人与有害物质直接接触②浪费严重,不合格率高③操作失误的风险更高④操作时间长⑤质量取决于各个工人。