硬质合金锯片如何选择-锯片磨齿机
磨齿机刀具选择与优化研究
磨齿机刀具选择与优化研究磨齿机是一种用于对各种零件进行磨削加工的设备,广泛应用于机械制造、汽车制造、航空航天等行业。
磨齿机的刀具选择与优化是提高加工效率和品质的关键因素之一。
本文将从磨齿机刀具的选择和优化方面进行研究,为相关行业的生产者提供参考。
一、磨齿机刀具选择的原则磨齿机刀具的选择是根据具体的加工任务和加工材料来决定的。
以下是磨齿机刀具选择的一些原则:1. 刀具硬度和耐磨性刀具的硬度和耐磨性是刀具选择的关键因素。
通常情况下,较硬的刀具能够更好地抵抗磨损和变形,提高切削寿命。
对于高硬度的材料,选择硬度较高的刀具能够更好地适应加工环境。
2. 刀具材料刀具材料的选择也是十分重要的。
一般来说,硬质合金刀具具有较好的切削性能和耐磨性,适用于大部分的加工任务。
此外,钢质刀具和陶瓷刀具也有其特定的应用场景。
根据不同的加工任务和加工材料,选择适合的刀具材料是必要的。
3. 刀具形状和结构刀具形状和结构的选择与加工任务密切相关。
对于不同的齿轮形状和尺寸,需要选择不同的刀具形状和结构,以确保能够获得较好的加工效果。
此外,在切削参数相同的情况下,选择具有更大切削能力的刀具可以提高加工效率。
二、磨齿机刀具优化的方法除了正确选择合适的刀具外,刀具的优化也可以帮助提高磨齿机的加工效率和品质。
以下是一些常用的磨齿机刀具优化方法:1. 刀具涂层技术涂层技术是一种可以显著提高刀具性能的方法。
选择适当的涂层可以增加刀具的耐磨性和硬度,减少切削温度和切削力,提高切削效率和表面质量。
常见的涂层材料包括金刚石涂层、TiC涂层等。
2. 刀具的磨削与修复刀具在使用过程中可能会出现磨损或损坏。
定期对刀具进行磨削和修复可以延长其使用寿命,减少生产成本。
通过磨削和修复,可以修复刀具的锋利度和几何形状,提高切削质量。
3. 刀具冷却与润滑在磨齿机加工过程中,刀具的冷却与润滑非常重要。
合理的冷却与润滑系统可以降低切削温度,减少刀具磨损,提高切削速度和加工质量。
如何选择铝材切割机锯片

如何选择铝材切割机锯片俗话说:工欲善其事必先利其器,为了保证铝型材切割机的工作效率,在锯片的选择上,我们既要考虑到成本问题,同时也要严格把控锯片的选择标准。
昆山邓氏精密机械教大家,可以从锯片的材质、直径、齿数、厚度、孔径等一系列参数去选择。
1、锯片直径的选择在相同厚度情况下,刀片直径的大小决定切割的产量,直径小产量低,反之直径大、产量高,锯片的外径根据不同的圆锯机机型选择使用直径相符的锯片即可。
2、锯片材质的选择铝材切割机刀片一般采用硬质合金,好的设备一般采用碳化钨合金钢,或者日本进口钢板及卢森堡钨钢,昆山邓氏精密机械铝材切割机锯片就是采用这种进口的钢板和刀头生产的。
3、锯片齿数的选择首先,锯片齿数的选择,要根据切割的铝型材的实际实心厚度和材料大小来定,一般来说对于普通的门窗型材,工业型材,光伏型材,这一类的小型挤压型材,相对来说锯片的齿数会多一些;而对于稍微厚一些的散热器,工业型材等材料用的齿数会相对中等;而对于切割实心板材,像铝板铝棒、铝锭、汽车压铸件冒口等实心厚度特别大的材料,选择的锯片指数一般会减少一些。
昆山邓氏精密机械提醒大家,好的锯片,一定是要针对锯切材料的实际情况来选择适合的锯片,才能更好的降低邓氏精密自动切铝机成本锯切成本。
4、锯片孔径的选择孔径是相对简单的参数,主要是根据设备的要求选择,但为了保持锯片的稳定性,250MM以上的锯片最好选用孔径较大的设备。
目前国内设计的标准件的孔径,120MM及以下直径多为20MM孔,120-230MM多为25.4MM孔,250以上多为30孔径,部分进口设备也有15.875MM孔的,多片锯机械孔径相对复杂,多设有键槽以保证稳定性。
无论孔径大小,都可以通过车床或线切割机进行改造,车床可以车垫圈套在大孔径内,线切割机可以扩孔为设备所需要求。
5、锯片厚度的选择锯片的厚度对锯切使用者来说是一种耗材,都希望越薄越好,但是有些材料,并不适合薄锯片,反而会增加锯片耗材本身的成本,反而得不偿失。
锯片的选购及正确使用方法
锯片的选购及正确使用方法一、如何正确选购锯片?1、基本数据:①机器主轴转速、②加工工件厚度及材质、③刀锯外径尺寸及孔径(轴径);2、选择依据:由主轴转数和拟相配锯片外径计算,切削速度:V=外径D转数N/60(米/秒)合理的切削速度一般在60—90米/秒,实在建议:材料切削速度软木60—90(米/秒)硬木50—70(米/秒)刨花板、胶合板60—80(米/秒)切削速度过大,机床振动大、嗓音大,锯片稳定性降低,加工质量下降,切削速度过小,生产效率降低。
同样的送料速度,每齿切削量加添,影响加工质量和刀锯的寿命。
由于锯片直径D和主轴转速N是幂函数关系,在实际应用中,合理提高转速,削减锯片直径最为经济。
3、质价比:俗语说:"便宜没好货,好货不便宜",对其它商品而言可能没错,但对刀具工具来说或许不尽其然;关键是匹配。
对作业现场的诸多因素:如设备锯切对象、质量要求、人员素养等。
进行综合评估,理智地选择物尽其用,恰到好处,以节省开支、降低成本,参于行业竞争。
这有赖于对专业学问的把握和同类产品信息的了解。
二、正确使用:为使锯片发挥其最佳性能,必需严格依照规范使用;1、不同规格和用途的锯片,其设计的刀头角度和基体形式有所不同,尽量按其所对应的场合使用;2、设备的主轴和夹板的尺寸及形位精度对使用效果有很大影响,按装锯片前要检查和调整。
特别对夹板与锯片接触面影响夹紧力造成位移打滑的因素必需排出;3、随时注意锯片工作情况,发生异常,如振动、嗓声、加工面走料情况,必需适时停机调整,并适时修磨,保持峰利;4、修磨锯片不得更改其原来角度,避开刀头局部骤热骤冷,最好请专业修磨5、短时间不用之锯片要垂直吊挂,避开长时间平放,更不应将物堆压其上,刀头处要加以保护,不许碰撞。
如何选择硬质合金锯片

如何选择硬质合金锯片硬质合金锯片是用于切割金属、木材、塑料等材料的重要工具。
选择合适的硬质合金锯片对于工作效率和切割质量至关重要。
下面是选择硬质合金锯片的一些建议。
首先,要了解硬质合金锯片的基本知识。
硬质合金锯片由多个切削齿片组成,齿片上有硬质合金颗粒或钨钢颗粒,用于切割材料。
硬质合金锯片的主要参数包括齿型、齿数、齿距、齿高、切削角度等。
不同的参数适用于不同的切削任务。
其次,根据切削材料选择硬质合金锯片。
不同的切割材料需要不同的硬质合金锯片。
例如,切割钢材的硬质合金锯片通常需要有较大的切削角度和较小的齿距,以增加切割材料的速度和效果。
切割木材的硬质合金锯片通常需要有较小的切削角度和较大的齿距,以提供更好的切割平整度和切削效率。
第三,选择适当的齿型。
常见的硬质合金锯片齿型有正齿、反齿、平齿和交齿等。
正齿锯片多用于切割硬质材料,如金属,反齿锯片多用于切割软质材料,如木材。
平齿锯片适用于多种材料的切割,交齿锯片适用于高效切割。
第四,考虑硬质合金锯片的耐磨性。
硬质合金锯片的切削齿片一般由高速钢和硬质合金组成,硬质合金具有良好的抗磨性。
在选择硬质合金锯片时,可以通过了解材料的硬度、颗粒粒度、连接方式等参数来确定其耐磨性。
第五,根据工作需求选择合适的规格和尺寸。
硬质合金锯片有不同的规格和尺寸可供选择。
选择正确的规格和尺寸可以提高切割效率和切割质量。
一般来说,锯片的直径应适合使用的锯床,锯片的厚度和内孔直径应与锯床的参数匹配。
最后,综合考虑价格和品牌。
硬质合金锯片的价格与其质量、耐用性和品牌声誉有关。
较好的品牌通常提供更好的品质和售后服务。
在购买时,可以根据个人需求和经济条件综合考虑价格和品牌。
总之,选择硬质合金锯片需要了解锯片的基本知识,根据切割材料选择适当的锯片,考虑锯片的齿型、耐磨性、规格和尺寸,并综合考虑价格和品牌。
选择合适的硬质合金锯片可以提高工作效率,保证切割质量。
讲述硬质合金锯片直径、齿数和厚度的选择:大理石锯片

已经准备好迎接另一种身份,重新出现在丹尼的
450MM(18 寸)、500MM(20 寸)等,精密裁板锯的
底槽锯片多设计为 120MM。齿数的选择锯齿的齿
数,一般来说齿数越多,在单位时间内切削的刃 口越多,切削性能越好,但切削齿数多需用硬质
合金数量多,锯片的就高,但锯齿过密,齿间的
容屑量变小,容易引起锯片发热;另外锯齿过多,
片的厚度,厚度过薄,锯片工作时容易晃动,影
响切削的效果。选择锯片厚度时应从锯片工作的
稳定性以及锯切的材料去考虑。有些特殊用途的 材料要求的厚度也是特定的,应该按设备要求使
已经准备好迎接另一种身份,重新出现在丹尼的
用,如开槽锯片、划线锯片等。
2dn0f2c9b 大理石锯片陶瓷锯片,大理石锯片,马赛克锯片,金刚石锯片,金刚石工具,石材加工工具
直径的选径小,切削速度
相对比较低;锯片直径大对锯片和锯切设备要求 就要高,同时锯切效率也高。锯片的外径根据不
同的圆锯机机型选择使用直径相符的锯片。标准
件的直径有: 110MM(4 寸)、 150MM(6 寸)、 180MM(7
寸)、 200MM(8 寸)、 230MM(9 寸)、 250MM(10 寸)、 300MM(12 寸)、350MM(14 寸)、400MM(16 寸)、
当进给量配合不当的话,每齿的削量很少,会加 剧刃口与工件的磨擦,影响刀刃的使用寿命。通
已经准备好迎接另一种身份,重新出现在丹尼的
常齿间距在 15-25mm,应根据锯切的材料选择合
理的齿数。厚度的选择锯片的厚度从理论上我们
希望锯片越薄越好,锯缝实际上是一种消耗。合 金锯片基体的材料和制造锯片的工艺决定了锯
磨齿机 硬质合金锯片专用全自动磨齿机 磨刀磨齿机
购买热线请打开企业网站:
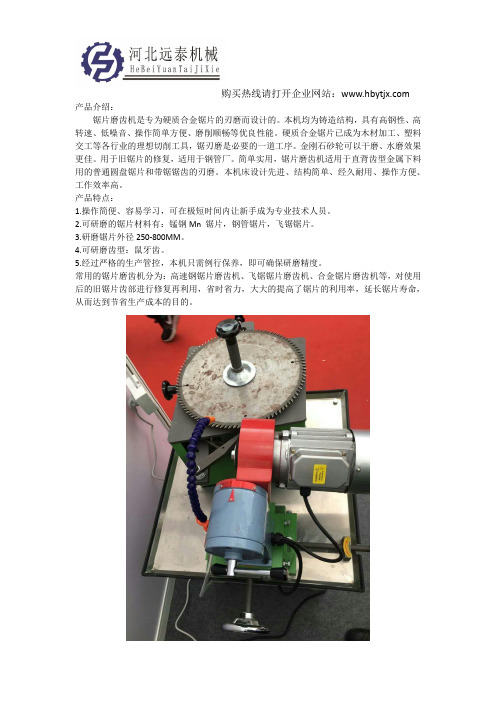
产品介绍:
锯片磨齿机是专为硬质合金锯片的刃磨而设计的。
本机均为铸造结构,具有高钢性、高转速、低噪音、操作简单方便、磨削顺畅等优良性能。
硬质合金锯片已成为木材加工、塑料交工等各行业的理想切削工具,锯刃磨是必要的一道工序。
金刚石砂轮可以干磨、水磨效果更佳。
用于旧锯片的修复,适用于钢管厂。
简单实用,锯片磨齿机适用于直背齿型金属下料用的普通圆盘锯片和带锯锯齿的刃磨。
本机床设计先进、结构简单、经久耐用、操作方便、工作效率高。
产品特点:
1.操作简便、容易学习,可在极短时间内让新手成为专业技术人员。
2.可研磨的锯片材料有:锰钢Mn 锯片,钢管锯片,飞锯锯片。
3.研磨锯片外径250-800MM。
4.可研磨齿型:鼠牙齿。
5.经过严格的生产管控,本机只需例行保养,即可确保研磨精度。
常用的锯片磨齿机分为:高速钢锯片磨齿机、飞锯锯片磨齿机、合金锯片磨齿机等,对使用后的旧锯片齿部进行修复再利用,省时省力,大大的提高了锯片的利用率,延长锯片寿命,从而达到节省生产成本的目的。
如何选择硬质合金锯片
如何选择硬质合金锯片如何选择硬质合金锯片(一)硬质合金种类的选择硬质合金常用的种类有钨钴类(代号YG)、钨钛类(代号YT)。
由于钨钴类的硬质合金抗冲击性较好,在木材加工行业中使用更为广泛。
木材加工中常用的型号为YG8-YG15,YG后面的数字表示钴含量的百分数,钴含量增加,合金的抗冲击韧性和抗弯强度有所提高,但硬度和耐磨性却有所下降,要根据实际情况加以选用。
(二)基体的选择1.65Mn弹簧钢弹性及塑性好,材料经济,热处理淬透性好,其受热温度低,易变形可用于要求切削要求不高的锯片。
2.碳素工具钢含碳高导热率高,但受200℃-250℃温度时其硬度和耐磨性急剧下降,热处理变形大,淬透性差,回火时间长易开裂。
为刀具制造经济材料如T8A、T10A、T12A等3.合金工具钢与碳素工具钢相比,耐热性,耐磨性好,处理性能较好,耐热变形温度在300℃-400℃适宜制造高档合金圆锯片。
4.高速工具钢具有良好淬透性,硬度及刚性强,耐热变形少,属超高强度钢,热塑性稳定适宜制造高档超薄锯片。
(三)直径的选择锯片直径与所用的锯切设备以及锯切工件的厚度有关。
锯片直径小,切削速度相对比较低;锯片直径大对锯片和锯切设备要求就要高,同时锯切效率也高。
锯片的外径根据不同的圆锯机机型选择使用直径相符的锯片。
标准件的直径有:110MM(4寸)、150MM(6寸)、180MM(7寸)、200MM(8寸)、230MM(9寸)、250MM(10寸)、300MM(12寸)、350MM(14寸)、400MM(16寸)、450MM(18寸)、500MM(20寸)等,精密裁板锯的底槽锯片多设计为120MM。
(四)齿数的选择锯齿的齿数,一般来说齿数越多,在单位时间内切削的刃口越多,切削性能越好,但切削齿数多需用硬质合金数量多,锯片的价格就高,但锯齿过密,齿间的容屑量变小,容易引起锯片发热;另外锯齿过多,当进给量配合不当的话,每齿的削量很少,会加剧刃口与工件的磨擦,影响刀刃的使用寿命。
硬质合金圆锯片概述
硬质合金圆锯片概述硬质合金锯片是木制品加工最常用的刃具,硬质合金锯片的质量与加工产品的质量有密切关系。
正确的合理地选用硬质合金锯片对于提高产品质量、缩短加工周期、减少加工成本具有重要的意义。
一、硬质合金锯片的选择硬质合金锯片包含合金刀头的种类、基体的材质、直径、齿数、厚度、齿形、角度、孔径等多个参数,这些参数决定着锯片的加工能力和切削性能。
选择锯片时要根据锯切材料的种类、厚度、锯切的速度、锯切的方向、送料速度、锯路宽度需要正确选用锯片。
(一) 硬质合金种类的选择硬质合金常用的种类有钨钴类(代号YG)、钨钛类(代号YT)。
由于钨钴类的硬质合金抗冲击性较好,在木材加工行业中使用更为广泛。
木材加工中常用的型号为YG8-YG15,YG后面的数字表示钴含量的百分数,钴含量增加,合金的抗冲击韧性和抗弯强度有所提高,但硬度和耐磨性却有所下降,要根据实际情况加以选用。
(二) 基体的选择1. 65Mn弹簧钢弹性及塑性好,材料经济,热处理淬透性好,其受热温度低,易变形可用于要求切削要求不高的锯片。
2. 碳素工具钢含碳高导热率高,但受200℃-250℃温度时其硬度和耐磨性急剧下降,热处理变形大,淬透性差,回火时间长易开裂。
为刀具制造经济材料如T8A、T10A、T12A等。
3. 合金工具钢与碳素工具钢相比,耐热性,耐磨性好,处理性能较好,耐热变形温度在300℃-400℃适宜制造高档合金圆锯片。
4. 高速工具钢具有良好淬透性,硬度及刚性强,耐热变形少,属超高强度钢,热塑性稳定适宜制造高档超薄锯片。
(三) 直径的选择锯片直径与所用的锯切设备以及锯切工件的厚度有关。
锯片直径小,切削速度相对比较低;锯片直径大对锯片和锯切设备要求就要高,同时锯切效率也高。
锯片的外径根据不同的圆锯机机型选择使用直径相符的锯片。
标准件的直径有:110MM(4寸)、150MM(6寸)、180MM(7寸)、200MM(8寸)、230MM(9寸)、250MM(10寸)、300MM(12寸)、350MM(14寸)、400MM(16寸)、450MM(18寸)、500MM(20寸)等,精密裁板锯的底槽锯片多设计为120MM。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬质合金锯片如何选择?
硬质合金锯片木制品加工最常用刃具,硬质合金锯片质量与加工产品质量有密切关系。
正确合理地选用硬质合金锯片对于提高产品质量、缩短加工周期、减少加工成本具有重要意义。
硬质合金锯片包含合金刀头种类、基体材质、直径、齿数、厚度、齿形、角度、孔径等多个参数,这些参数决定着锯片加工能力切削性能。
选择锯片时要根据锯切材料种类、厚度、锯切速度、锯切方向、送料速度、锯路宽度需要正确选用锯片。
(一) 硬质合金种类选择
硬质合金常用种类有钨钴类(代号YG)、钨钛类(代号YT)。
由于钨钴类硬质合金抗冲击性较好,木材加工行业使用更为广泛。
木材加工常用型号为YG8-YG15,YG后面数字表示钴含量百分数,钴含量增加,合金抗冲击韧性抗弯强度有所提高,但硬度耐磨性却有所下降,要根据实际情况加以选用。
(二) 基体选择
1. 65Mn弹簧钢弹性及塑性好,材料经济,热处理淬透性好,其受热温度低,易变形可用于要求切削要求不高锯片。
2. 碳素工具钢含碳高导热率高,但受200℃-250℃温度时其硬度耐磨性急剧下降,热处理变形大,淬透性差,回火时间长易开裂。
为刀具制造经济材料如T8A、T10A、T12A等。
3. 合金工具钢与碳素工具钢相比,耐热性,耐磨性好,处理性能较好,耐热变形温度300℃-400℃适宜制造高档合金圆锯片。
4. 高速工具钢具有良好淬透性,硬度及刚性强,耐热变形少,属超高强度钢,热塑性稳定适宜制造高档超薄锯片。
(三) 直径选择
锯片直径与所用锯切设备以及锯切工件厚度有关。
锯片直径小,切削速度相对比较低;锯片直径大对锯片锯切设备要求就要高,同时锯切效率也高。
锯片外径根据不同圆锯机机型选择使用直径相符锯片。
标准件直径有:110MM(4寸)、150MM(6寸)、180MM(7寸)、200MM(8寸)、230MM(9寸)、250MM(10寸)、300MM(12寸)、350MM(14寸)、400MM(16寸)、450MM(18寸)、500MM(20寸)等,精密裁板锯底槽锯片多设计为120MM。
(四) 齿数选择
锯齿齿数,一般来说齿数越多,单位时间内切削刃口越多,切削性能越好,但切削齿数多需用硬质合金数量多,锯片价格就高,但锯齿过密,齿间容屑量变小,容易引起锯片发热;另外锯齿过多,当进给量配合不当话,每齿削量很少,会加剧刃口与工件磨擦,影响刀刃使用寿命。
通常齿间距15-25mm,应根据锯切材料选择合理
齿数。
(五) 厚度选择
锯片厚度从理论上我们希望锯片越薄越好,锯缝实际上一种消耗。
合金锯片基体材料制造锯片工艺决定了锯片厚度,厚度过薄,锯片工作时容易晃动,影响切削效果。
选择锯片厚度时应从锯片工作稳定性以及锯切材料去考虑。
有些特殊用途材料要求厚度也特定,应该按设备要求使用,如开槽锯片、划线锯片等。
(六) 齿形选择
常用齿形有左右齿(交替齿)、平齿、梯平齿(高低齿)、倒梯形齿(倒锥形齿)、燕尾齿(驼峰齿)、以及并不多见工业级三左一右、左右左右平齿等。
1. 左右齿运用最为广泛,切削速度快,修磨相对简单。
适用于开料横锯各种软、硬实木型材密度板、多层板、刨花板等。
装有防反弹力保护齿左右齿即为燕尾齿,适用于纵向切割各种有树节板材;带有负前角左右齿锯片由于锯齿锋利、锯切质量好,通常用于贴面板锯切。
2. 平齿锯口较粗糙,切削速度较慢,修磨最为简单。
主要用于普通木材锯切,成本较低,多用于直径较小铝用锯片,以保持切削时减少粘连,或用于开槽锯片以保持槽底平整。
3. 梯平齿梯形齿平齿组合,修磨比较复杂,锯切时可减少贴面崩裂现象,适用于各种单双贴面人造板、防火板锯切。
铝用锯片为了防止粘连也多用梯平齿齿数较多锯片。
4. 倒梯齿常用于裁板锯底槽锯片,锯切双贴面人造板时,槽锯调整厚度完成底面开槽加工,再由主锯完成板材锯切加工,以防止锯口出现崩边现象。