储罐气柜壁板组装检查记录
P1005储罐、气柜附件安装
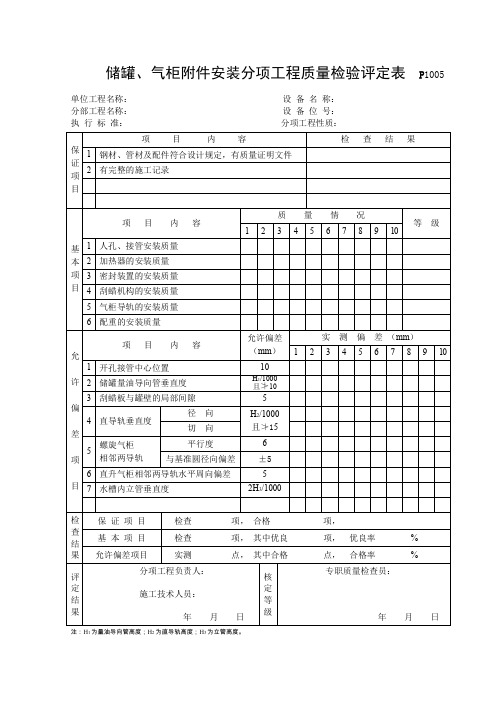
气柜导轨的安装质量
6
配重的安装质量
允
许
偏
差
项
目
项目内容
允许偏差
(mm)
实测偏差(mm)
1
2
3
4
5
6
7
8
9
10
1
开孔接管中心位置
10
2
储罐量油导向管垂直度
H1/1000
且≯10
3
刮蜡板与罐壁的局部间隙
5
4
直导轨垂直度
径向
H2/1000
且≯15
切向
5
螺旋气柜
相邻两导轨
平行度
6
与基准圆径向偏差
±5
6
直升气柜相邻两导轨水平周向偏差
5
7
水槽内立管垂直度
2H3/1000
检
查
结
果
保证项目
检查项,合格项,
基本项目
检查项,其中优良项,优良率%
允许偏差项目
实测点,其中合格点,合格率%
评
定
结
果
分项工程负责人:
施工技术人员:
年Hale Waihona Puke 日核定等级专职质量检查员:
年月日
执行标准:分项工程性质:
注:H1为量油导向管高度;H2为直导轨高度;H3为立管高度。
储罐、气柜附件安装分项工程质量检验评定表P1005
单位工程名称:设备名称:
分部工程名称:设备位号:
保证项目
项目内容
检查结果
1
钢材、管材及配件符合设计规定,有质量证明文件
2
有完整的施工记录
基本项目
项目内容
质量情况
等级
罐固定顶组装 施工质量验收记录
0
0
0
1.1
1
0
1
1.3
1
施工单位检查评定结果
项目专业质量检查员:
年月日
监理(建设)单位验收结论
监理工程师(建设单位项目专业技术负责人):
年月日
立式储罐固定顶组装检验批质量验收记录
(SY4202-2007)
表2.16
工程名称
19#罐区2*10000m3汽油储罐工程
分项工程名称
V-1905
验收部位
顶板
符合要求
一般项目
1
固定顶安装前,应按表12的规定检查包边角钢的半径偏差
符合要求
2
罐顶支撑柱的垂直度允许偏差≤柱高的0.1%,且≤10mm
3
1
2
0
0
1
1
2
4
2
3
顶板应按画好的等分线对称组装,顶板搭接宽度允许偏差为±5mm
0
2
-2
0
1
0
2
1
-1
1
4
对接接头的错边量均不应大于板厚的0.2倍,且不应大于2mm
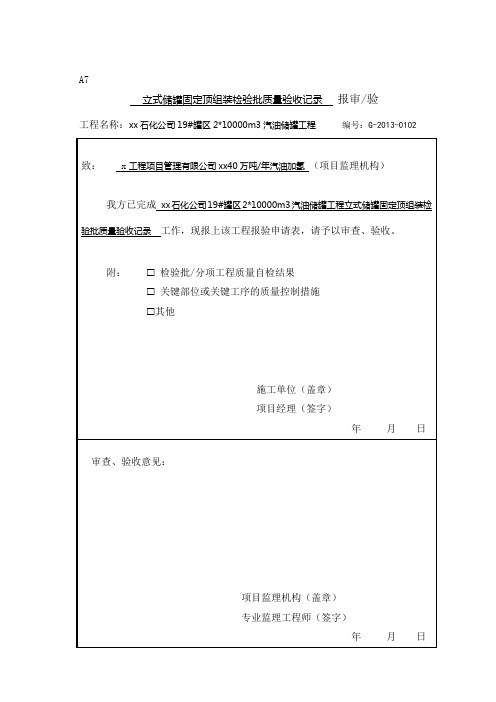
A7
立式储罐固定顶组装检验批质量验收记录报审/验
工程名称:xx石化公司19#罐区2*10000m3汽油储罐工程编号:G-2013-0102
致:x工程项目管理有限公司xx40万吨/年汽油加氢(项目监理机构)
我方已完成xx石化公司19#罐区2*10000m3汽油储罐工程立式储罐固定顶组装检验批质量验收记录工作,现报上该工程报验申请表,请予以审查、验收。
0
0
1
1
1.3
1
0
1
1.1
0
施工单位检查评定结果
储罐气柜壁板组装检查记录

储罐气柜壁板组装检查记录项目名称:储罐气柜壁板组装检查人员:XXX日期:XXXX年XX月XX日检查对象:储罐气柜壁板组装情况检查内容:1.检查壁板组装前的准备工作,包括是否清理干净工作区域、检查所需工具和材料是否齐全等。
2.检查壁板组装过程中的操作步骤,是否按照相应的规范和操作手册进行。
3.检查壁板组装中使用的材料和零部件是否符合要求,是否有质量问题。
4.检查壁板组装时的安全措施是否到位,是否存在安全隐患。
5.检查壁板组装的质量,包括是否存在变形、裂纹、焊接问题等。
6.检查壁板组装后的清理工作,是否将垃圾、废料等处理妥当。
检查结果:1.在壁板组装前的准备工作检查中,发现工作区域清洁整理得很好,所需工具和材料齐全,符合要求。
2.壁板组装过程中的操作步骤按照规范和操作手册进行,操作人员经验丰富,操作熟练。
3.壁板组装使用的材料和零部件均符合要求,无质量问题。
4.壁板组装时的安全措施到位,操作人员佩戴个人防护设备,无明显的安全隐患。
5.壁板组装的质量良好,无变形、裂纹、焊接问题。
6.壁板组装后的清理工作做得很好,垃圾、废料经过妥善处理,无污染和积存现象。
改进措施:1.进一步加强对壁板组装前的准备工作的指导和管理,确保工作区域的清洁整理和所需工具材料的齐全。
2.建立并完善壁板组装操作规范和操作手册,对操作步骤进行详细说明,确保操作人员按照规范进行操作。
3.提高对壁板组装材料和零部件的质量把控,加强供应商管理,确保所采购的材料和零部件符合要求。
4.不断加强壁板组装的安全意识教育培训,提高操作人员的安全意识,确保安全措施到位。
5.加强壁板组装质量检查的监督和管理,建立质量记录和档案,以备后续查验和追溯。
总结:通过对储罐气柜壁板组装情况的检查,发现目前组装工作进行得很好,各项指标均符合要求,并提出了进一步的改进措施,以进一步提高组装质量和工作效率。
同时,还需要持续加强对组装过程的监督和管理,确保每一步工作的可控性和可追溯性。
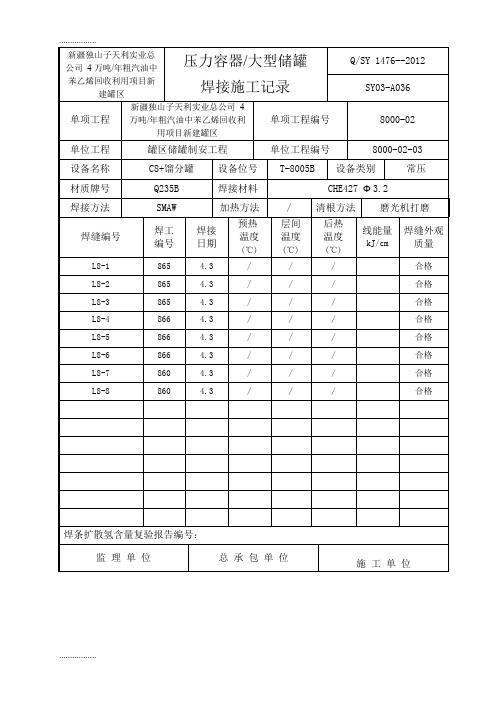
最新SY03-A036压力容器大型储罐焊接施工检查记录(T8005B壁板)

新疆独山子天利实业总公司4万吨/年粗汽油中苯乙烯回收利用项目新建罐区
单项工程编号
8000-02
单位工程
罐区储罐制安工程
单位工程编号
8000-02-03
设备名称
C8+馏分罐
设备位号
T-8005B
设备类别
常压
材质牌号
Q235B
焊接材料
CHE427 Ф3.2
焊接方法
SMAW
加热方法
/
清根方法
磨光机打磨
L6-1
866
4.15
/
/
/
合格
L6-2
866
4.15
/
/
/
合格
L6-3
860
4.15
/
/
/
合格
L6-4
860
4.15
/
/
/
合格
L6-5
860
4.15
/
/
/
合格
L6-6
865
4.15
/
/
/
合格
L6-7
865
4.15
/
/
/
合格
L6-8
865
4.15
/
/
/
合格
焊条扩散氢含量复验报告编号:
监理单位
总承包单位
焊接材料
CHE427 Ф3.2
焊接方法
SMAW
加热方法
/
清根方法
磨光机打磨
焊缝编号
焊工
编号
焊接
日期
预热
温度(℃)
层间
温度(℃)
后热
温度(℃)
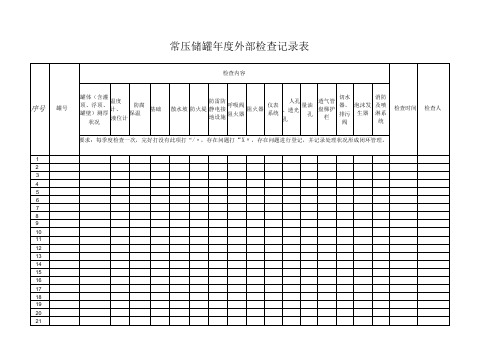
常压储罐日常检查记录表
序号
罐号
检查内容
检查时间
检查人
罐体(含灌顶、浮顶、罐壁)测厚状况
温度
计、
液位计
防腐保温
基础
散水坡
防火堤
防雷防静电接地设施
呼吸阀阻火器
阻火器
仪表系统
人孔
、透Байду номын сангаас孔
量油孔
透气管盘梯护栏
切水器、排污阀
泡沫发生器
消防及喷淋系统
要求:每季度检查一次,完好打没有此项打“/〃,存在问题打“X〃,存在问题进行登记,并记录处理状况形成闭环管理。
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
常压储罐年度外部检查存在问题处理跟踪表
序号
罐号
存在问题
处理状况及措施
检查时间
处理完成时间
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
确认人
储气罐基础检查
检查范围:
水平:水平符合设计要求。
垂直:垂直符合设计要求。
标高:标高符合设计要求。
垫铁:垫铁为6组,每组为3块符合要求。
预埋板:基础预埋板的放置符合设计要求。
检查结果:合格
监理建设单位:
施工单位:
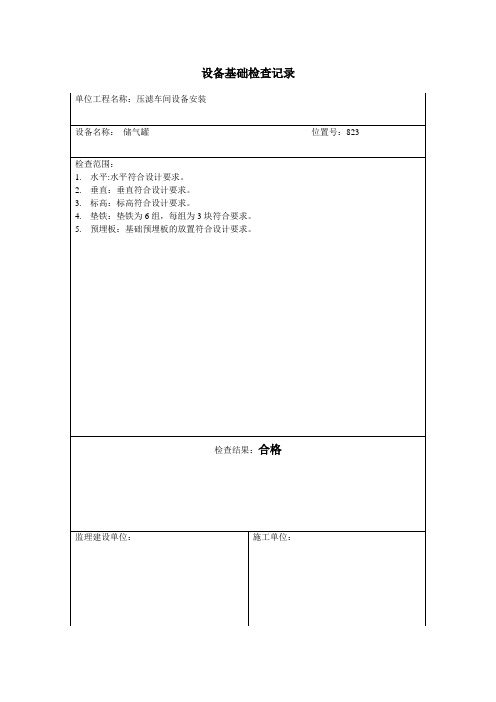
基础检查记录
单位工程名称:块煤跳汰车间设备安装
设备名称:储气罐位置号:352
单位工程名称:压滤车间设备安装
设备名称:储气罐位置号:824
检查范围:
1水平:水平符合设计要求。
垂直:垂直符合设计要求。
标高:标高符合设计要求。
垫铁:垫铁为6组,每组为3块符合要求。
预埋板:基础预埋板的放置符合设计要求。
检查结果:合格
监理建设单位:
施工单位:
基础检查记录
单位工程名称:末煤车间设备安装
垂直:垂直度为90°符合设计要求。
标高:标高符合设计要求。
垫铁:垫铁为6组,每组为3块符合要求。
预埋板:基础预埋板的放置符合设计要求。
检查结果:合格
监理建设平:水平符合设计要求。
垂直:垂直符合设计要求。
标高:标高符合设计要求。
垫铁:垫铁为6组,每组为3块符合要求。
预埋板:基础预埋板的放置符合设计要求。
检查结果:合格
监理建设单位:
施工单位:
基础检查记录
单位工程名称:块煤跳汰车间设备安装
设备名称:储气罐位置号:351
检查范围:
水平:水平符合设计要求。
单位工程名称:压滤车间设备安装
设备名称:储气罐位置号:823
检查范围:
1.水平:水平符合设计要求。
2.垂直:垂直符合设计要求。
湿式气柜检查记录
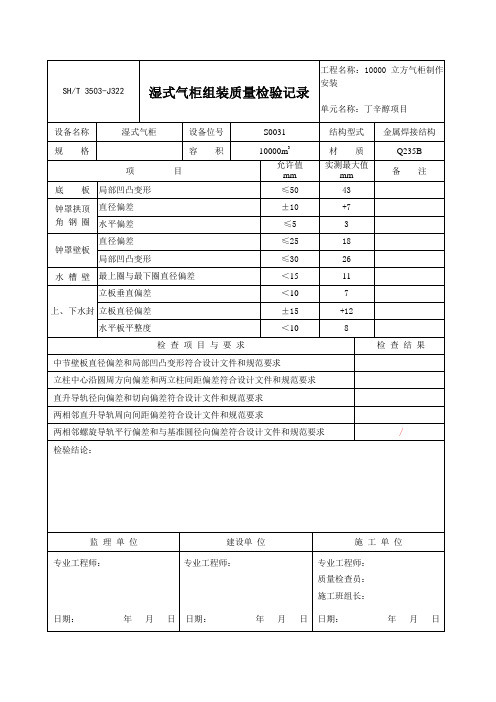
直径偏差
≤25
18
局部凹凸变形
≤30
26
水槽壁
最上圈与最下圈直径偏差
<15
11
上、下水封
立板垂直偏差
<10
7
立板直径偏差
±15
+12
水平板平整度
<10
8
检查项目与要求
检查结果
中节壁板直径偏差和局部凹凸变形符合设计文件和规范要求
立柱中心沿圆周方向偏差和两立柱间距偏差符合设计文件和规范要求
直升导轨径向偏差和切向偏差符合设计文件和规范要求
两相邻直升导轨周向间距偏差符合设计文件和规范要求
两相邻螺旋导轨平行偏差和与基准圆径向偏差符合设计文件和规范要求
/
检验结论:
监理单位
建设单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
湿式气柜组装质量检验记录报验申请表
工程名称:山东晨曦石油化工有限公司气柜工程编号:CXSH-SJ016
致:济南市建设监理有限公司
我单位已完成了湿式气柜组装质量检查记录工作,现报上该工程报验申请表,请予以审查和验收。
附件:
1、10000m³湿式气柜组装质量检查记录
1、3000m³湿式气柜组装质量检查记录
承包单位(章)
项目经理
日 期
审查意见:
项目监理机构
总/专业监理工程师
日 期
SH/T3503-J322
湿式气柜组装质量检验记录
工程名称:3000立方气柜制作安装
单元名称:丁辛醇项目
设备名称
湿式气柜
(整理)SY03-A036压力容器大型储罐焊接施工检查记录(T8005B壁板)
/
CHE427 Ф 3.2
清根方法 磨光机打磨
后热 温度
(℃)
线能量 焊缝外观
kJ/cm
质量
/
合格
/
合格
L7-3
860
4.8
/
/
/
合格
L7-4
865
4.8
/
/
/
合格
L7-5
865
4.8
/
/
/
合格
L7-6 L7-7
865
4.8
/
/
/
866
4.8
/
/
/
合格 合格
.................
设备名称
C8+馏分罐 设备位号 T-8005B 设备类别
常压
材质牌号
Q235B
焊接材料
CHE427 Ф 3.2
焊接方法 焊缝编号
L8-1
SMAW
焊工 编号
865
加热方法
焊接 日期
预热 温度
(℃)
4.3
/
/
层间 温度
(℃)
/
清根方法 磨光机打磨
后热 温度
(℃)
线能量 焊缝外观
kJ/cm
质量
/
合格
L8-2
监理单位
总承包单位
监理工程师:
专业工程师:
施工单位 质量检查员: 技术负责人:
年月日
年月日
年月日
.................
L2-2
865
4.25
/
/
/
合格
.................