GB50128-2014储罐交工表格
储罐焊接工程技术交底

1.2.3大角缝
1)焊接顺序:先用Φ4.0 J427焊条打底罐内侧,然后打底罐外侧,再盖面内侧和外侧;
1.2.2壁板焊接:顶圈壁板安装时间应安排在罐顶组装之前,罐底边缘板施工检查合格后进行。壁板安装前应在底板上面画出壁板安装定位线,沿画线圆周每500~700mm设置一块垫块。垫块与底板点焊,在其上面画出壁板安装线,在画线两侧点焊定位挡板。
按照排板图标好的位置,对号吊装、组对最上带壁板,用卡具调整好焊缝间隙,点焊固定。并调整好罐壁的垂直度,尽量让磁力线锤的测量读数下口比上口大2~3mm。然后在罐壁的内侧与地板之间加丝杠支撑固定。在对纵缝施焊之前要在纵缝上每隔300~350mm安装一块防变形的马板。马板长度在1000~1200mm之间,厚度不小于12mm。
4)每盖面一道焊缝后出现的缺陷及时打磨修补,然后再进行下一道工序,最终达到的焊脚高度内侧为13mm*25mm,外侧为13mm*13mm,焊道表面没有咬边、气孔、裂纹、夹渣、凹陷等缺陷;
5)大角缝内外侧表面试水前后都必须做磁粉检测,检测出来的缺陷及时打磨掉后用手工电弧焊修补。
1.2.4边缘板对接缝(收缩缝)
1.1.3设备焊前调试:性能稳定,线路绝缘良好,设备接地,无故障、无隐患。
1.1.4设备维护及焊接质量防护:针对现场设备搭设防风防雨棚,加强设备的维护。施工前制作防风棚、敲渣锤(禁止直接用焊条敲渣)、施焊区配备角磨机除锈等有效措施保证焊接质量。
1.2焊接工艺及焊接顺序
1.2.1罐底板焊接:罐底的焊接,应采用收缩变形最小的焊接工艺及焊接方焊接顺序。中幅板的焊接时,先焊短焊缝,后焊长焊缝,初层焊道应采用分段退焊和跳弧法;边缘板焊接时,采用对缝焊和隔缝跳焊,在罐底与罐壁连接的角焊缝焊完后且边缘板与中幅板之间收缩缝施焊前,完成剩余的边缘板对接焊缝和中幅板的对接缝。边缘板对接焊缝的初层焊,采用焊工均匀分布,对称施焊方法。收缩缝的第一层焊接,采用分段退焊或跳焊法;罐底与罐壁连接的角焊缝,在第三圈壁板环焊缝焊完后施焊,有数对焊工从罐内、外沿同一方向进行分段焊接,初层焊道,采用分段退焊或跳弧法。
《立式圆筒形钢制焊接油罐施工及验收规范》GB50128-2014附表 (2)
《立式圆筒形钢制焊接油罐施工及验收规范》GB50128-2014附表 (2)表C.0.1 储罐交工验收证书单项工程名称:(项目名称)储罐交工验收证书单项工程编号:单位工程名称单位工程编号储罐公称容积储罐编号结构形式罐体材料设计单位盛装物料开工日期竣工日期验收意见:建设单位监理单位质量监督单位承包单位代表:(公章)年月日总监理工程师:(公章)年月日现场代表:(公章)年月日质量检查员:技术负责人:(公章)年月日表C.0.2 储罐基础复测记录(项目名称)储罐基础复测记录单项工程名称:单项工程编号:单位工程名称单位工程编号储罐编号复测日期储罐公称容积 m³储罐直径 m检查项目允许值(㎜)实测值(㎜)检查项目允许值(㎜)实测值(㎜)基础中心标高差环墙周向标高差10m内任意两点基础中心轴线偏差全圆周内任意两点基础单面倾斜度偏差沥青砂倾斜基础平行线基础直径偏差表面平整度周向基础环梁宽度偏差径向同心圆或平行线编号计算标高㎜实测点标高差(㎜)任意两点最大高差(mm)相邻两点最大高差(mm)复测结果确认:附:储罐基础同心圆及测点编号布置图监理单位接收单位交出单位监理工程师:年月日技术负责人:年月日技术负责人:年月日表C.0.3 储罐壁板组装检查记录(项目名称)储罐壁板组装检查记录单项工程名称:单项工程编号:单位工程名称单位工程编号储罐名称储罐规格储罐编号第一圈壁板上口水平度(mm)允许值实测最大值罐壁圈板编号纵缝错边量(mm)环缝错边量(mm)周长(mm)水平半径(mm)垂直度(mm)凸凹度(mm)允实测最允实测允实测值允实测允实测允实测最差大值差最大值差差最大值差值差大值说明:结论:监理单位总承包单位施工单位监理工程师:年月日专业工程师:年月日专业工程师:技术负责人:年月日表C.0.4 储罐几何尺寸检查记录(项目名称)储罐壁板组装检查记录单项工程名称:单项工程编号:单位工程名称单位工程编号储罐名称位号规格尺寸公称容积 m³序号项目允许值(㎜)实测最大偏差(㎜)其他测量位置/数值罐体高度偏差罐壁垂直度偏差罐底圈水平半径偏差罐底局部凹凸度偏差罐壁内表面局部凹凸度偏差浮顶单盘板局部凹凸度偏差内浮顶内浮盘板局部凹凸度偏差拱顶局部凹凸度偏差浮顶导向支柱垂直度内浮顶环形边缘侧板垂直度结论:监理单位总承包单位施工单位监理工程师:年月日专业工程师:年月日质量检查员:技术负责人:年月日表C.0.5焊缝射线检测报告(项目名称)焊缝射线检测报告单项工程名称:单项工程编号:单位工程名称单位工程编号储罐公称容积m³罐壁材质储罐编号罐壁厚度检件名称设备型号照相质量等级检测比例管电压冲洗条件坡口形式管电流胶片牌号焊接方法焦距F 胶片规格表面状态曝光时间有效长度检测时间像质计型号底盘黑度检测长度: m射线照相共张,其中纵缝:张,环缝:张其他部位:张。
储罐安装工序验收表格
施工单位
监理单位
建设单位
专业工程师:
年月日
监理工程师:
年月日
建设单位项目代表:
年月日
储罐基础沉降观测记录GY-49
工程名称
工程编号
单位工程名称
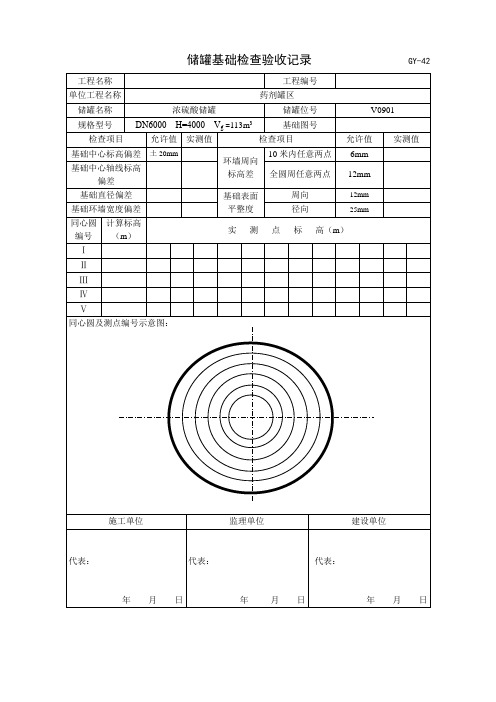
药剂罐区
储罐名称
浓硫酸储罐
储罐位号
V0901
观测时间
荷载阶段
观测及标高
安装前
充水前
充水至1/2/h
充水至3/4/h
规格型号
DN6000H=4000Vg=113m3
罐壁
/
罐底
罐壁板(罐底板)编号
水平半径
(㎜)
壁板上口水平(㎜)
垂直度
(㎜)
错边量
(㎜)
对口间隙
(㎜)
棱角度(㎜)
允许
结果
允许
结果
允许
结果
允许
结果
允许
结果
允许
结果
32
相邻2
任意6
第一圈3
其它圈0.3%h
1-1.5
表4.4.2-2和表4.4.2-3
表4.4.2-4
充水至 /h
充水至 /h
48小时后
最后稳定时
放水后
最终沉降量(㎜)
任意直径方向沉降差
允许值(㎜)
最大实测值(㎜)
沉降观测点编号示意图:
观测日期
自 年 月 日至
年 月 日
施工单位
监理单位
建设单位
专业工程师:
年月日
监理工程师:
年月日
建设单位项目代表:
年月日
储罐基础检查验收记录GY-42
储罐施工及验收规范
储罐施工及验收规范篇一:《立式圆筒形钢制焊接油罐施工及验收规范》GB50128-2014附表《立式圆筒形钢制焊接油罐施工及验收规范》GB50128-2014附表表C.0.1 储罐交工验收证书表C.0.2 储罐基础复测记录表C.0.3 储罐壁板组装检查记录表C.0.4 储罐几何尺寸检查记录表C.0.5焊缝射线检测报告篇二:球形储罐施工及验收规范第六节 GB 50094-1998《球形储罐施工及验收规范》一、总则1.适用范围本规范适用于设计压力大于或等于0.1 MPa且不大于4MPa、公称容积大于或等于50m3的橘瓣式或混合式以支柱支撑的碳素钢和合金钢制焊接球罐。
?2.施工及验收范围1)球壳及与其连接的受压零部件。
2)球罐开孔的承压封头、平盖及其紧固件。
3)与球壳连接的支柱、拉杆、垫板和底板等非受压元件。
二、零部件的检查和验收1.零部件质量证明书的检查施工单位应对制造单位提供的产品质量证明书等技术质量文件进行检查。
2.球壳板和试板的检查1)球壳板和试板的基本规定球壳的结构型式应符合设计图样要求。
每块球壳板本身不得拼接。
制造厂提供的球壳板不得有裂纹、气泡、结疤、折叠和夹杂等缺陷,当存在上述缺陷时,应按规定进行修补。
应对球壳板厚度进行抽查,实测厚度不得小于名义厚度减去钢板负偏差。
2)球壳板的外形尺寸、球壳板焊接坡口应符合要求。
3)球壳板周边100mm范围内应进行全面积超声检测抽查。
4)当相邻板的厚度差大于或等于3mm或大于其中的薄板厚度的1/4时,厚板边缘应削成斜边,削边后的端部厚度应等于薄板厚度。
5)制造单位应提供每台球罐不少于6块的产品焊接试板和焊接工艺所需要的试板。
3.支柱检查支柱全长长度允许偏差为3 mm。
支柱与底板焊接后应保持垂直,其垂直度允许偏差为2 mm。
支柱全长的直线度偏差应小于或等于全长的1/1000,且不应大于10mm。
4.组焊件的检查分段支柱上段与赤道板组焊后,采用弦长不小于1m的样板检查赤道板的曲率,其间隙不得大于3mm。
GB50128-2014表格

(项目名称)
储罐交工验收证书
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐公称容积
m³
储罐编号
结构形式
罐体材料
设计单位
盛装物料
开工日期
竣工日期
验收意见:
建设单位
监理单位
质量监督单位
承包单位
代表:
(公章)
年 月 日
总监理工程师:
(公章)
年 月 日
现场代表:
(公章)
检测单位:
(公章)
年 月 日
技术负责人:
资格Байду номын сангаас 级
年 月 日
审核人:
资格: 级
年 月 日
报告人:
资格: 级
年 月 日
表C.0.6焊缝超声检测报告
(项目名称)
焊缝超声检测报告
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐编号
检测标准/合格等级
检件名称
材质
规格/板厚
坡口形式
设备编号
对比试块
焊接方法
10m内任意两点
基础中心轴线偏差
全圆周任意两点
基础单面倾斜度偏差
沥青砂表面平整度
倾斜基础平行线
基础直径偏差
周向
基础环梁宽度偏差
径向
同心圆或平行线编号
计算标高㎜
实测点标高(㎜)
任意两点
最大高差
(mm)
任意两点
最大高差
(mm)
复测结果确认:
附:储罐基础同心圆及测点编号布置图
监理单位
接收单位
储罐安装验收表格模板格
2
3
4
5
6
7
8
9
10
1
平台
对角线差
≤6
表面平直度
3/1m范围
2
梯子
梁纵向挠曲矢高
总长/1000
安装孔距
≤3
3
平台标高
±10
4
平台梁水平度
长度1/1000且≤20
检查
结果
保证项目
全部合格
基本项目
共项,其中优良项,优良率%
允许偏差项目
共点,合格点,合格率%
评定
结果
分项工程负责人:
班(组)长:
施工技术人员:
且连续长度≤100
4
角焊缝焊脚高
≤2+0.15设计焊缝厚
检查
结果
保证项目
全部合格
基本项目
共项,其中优良项,优良率%
允许偏差项目
共点,合格点,合格率%
评定
结果
分项工程负责人:
班(组)长:
施工技术人员:
专职质量检查员:
2007年1月12日
平台预制安装分项工程质量检验评定表
单位(分部)工程名称:设备名称:
收人姓名及时间
承包单位签收
人姓名及时间
业主抽查数据及情况记录:
1、收到放工相应自评/检查资料和验收记录表共页,收到时间:
2、
检查人:日期:
业主审查意见:
□可进行后续施工。
□核验未通过,不得进入下道工序施工,整改后再报。
建设单位(章):
专业监理工程师:日期:
注:1、未经项目监理(建设)机构验收通过,承包单位不得进入下道工序施工。
规格及材质
项目
GB50128-2014储罐交工表格
单位工程编号
储罐名称
位号
储罐公称容积、内直径
M³,Ømm
壁板厚度
mm
序号
返修
片位号
返修
部位
缺陷性质
返修次数
返修焊缝尺寸
长×宽×深(mm)
返修日期
焊工
钢印号
返修
结果
监理单位
施工单位
监理工程师:
年月日
质量检查员:
技术负责人:
年月日
表C.0.11储罐总体试验记录
(项目名称)
储罐总体试验记录
单项工程名称:
显影剂型号
实际检测比例
对比试块/灵敏度
表面状态
检测方法
检测时间
渗透时间
材质
显像时间
规格/板厚
清洗方法
检测工艺编号
显像方法
检测情况
检测部位编号
缺陷类型
缺陷尺寸
返修次数
最终评级
检测结论
检测单位:
(公章)
年月日
技术负责人:
资格:级
年月日
审核人:
资格:级
年月日
报告人:
资格:级
年月日
表C.0.9衍射时差法超声检测报告
底片黑度
检测长度:m
射线照相共 张,其中纵缝: 张,环缝: 张
其它部位: 张。
Ⅰ级片 张,占总片数%;
Ⅱ级片 张,占总片数%;
Ⅲ级片 张,占总片数%;
说明:
报告附件:
1.布片位置图;
2.射线检测平片记录。
检测单位:
(公章)
年月日
技术负责人:
资格:级
年月日
审核人:
资格:级
GB50128-2014表格
(项目名称)
储罐交工验收证书
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐公称容积
m3
储罐编号
结构形式
罐体材料
设计单位
盛装物料
开工日期
竣工日期
验收意见:
建设单位
监理单位
质量监督单位
承包单位
代表:
总监理工程师:
现场代表:
质量检查员:
技术负责人:
(公章)
(公章)
(公章)
(公章)
年月日
年月日
年月日
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐名称
储罐规格
储罐编号
第 圈壁板上口水干度(mm
允许值
实测最大值
罐壁圈
板编号
纵缝错变量
(mm
环缝错变量
(mm
周长
(mm
水平半径
(mm
垂直度
(mm
凸凹度
(mm
允
差
实测最
大值
允
差
实测最
大值
允
差
实测最
大值
允
差
实测最
大值
允
差
实测最
大值
允
差
实测最
大值
说明:
年月日
(项目名称)
储罐基础复测记录
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐编号
复测日期
储罐公称容积
m3
储罐直径
m
检查项目
允许值
(m)
实测值
(m)
检查项目
立式圆筒形钢制焊接油罐施工及验收规范GB501282014附表
储罐名称
位号
规格尺寸
公称容积
m³
序号
项 目
允许值(㎜)
实测最大偏差(㎜)
其他测量
位置/数值
罐体高度偏差
罐壁垂直度偏差
罐底圈水平半径偏差
罐底局部凹凸度偏差
罐壁内表面局部凹凸度偏差
浮顶单盘板局部凹凸度偏差
内浮顶内浮盘板
局部凹凸度偏差
拱顶局部凹凸度偏差
浮顶导向支柱垂直度
内浮顶环形边缘侧板垂直度
最终评级
检测结论
检测单位:
(公章)
年 月 日
技术负责人:
资格: 级
年 月日
审核人:
资格: 级
年 月 日
报告人:
资格: 级
年 月 日
表C.0.9衍射时差法超声检测报告
(项目名称)
衍射时差法超声检测报告
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐编号
储罐直径/容积
m/ m³
罐体材质
坡口形式
焊接方法
坡口形式
管电流
胶片牌号
焊接方法
焦距F
胶片规格
表面状态
曝光时间
有效长度
检测时间
像质计型号
底盘黑度
检测长度:m
射线照相共张,其中纵缝:张,环缝:张
其他部位:张。
Ⅰ级片张,占总片数%;
Ⅱ级片张,占总片数%;
Ⅲ级片张,占总片数%;
说明:
报告附件
1.布片位置图:
2.射线检测评片记录。
检测单位:
(公章)
年月日
技术负责人:
(公章)
年 月 日
技术负责人:
储罐安装验收表格
单位(分部)工程名称:设备名称:
工程施工及验收规范:设备位号:
保证项目
质量情况
1
焊材符合设计和规范规定,有质量证明书
2
必须由经考试合格持有效证的焊工焊接
3
有焊接工艺评定及经批准的焊接工艺
4
各项试验符合设置障碍计和规范规定其结果必须合格
5
有完整的施工记录
基本项目
质量情况
等级
罐底
2%L且<50
固定顶
≤15mm
船舱顶板
≤10mm
施工技术负责人
施工质查检查员
建设单位代表
施工班组
工序质量报验单
工程名称:编号:A3.3—
致:(建设单位)
兹报验:
验收时间:
本次报验内容系第次报验,本项目经理部已完成自检工作且资料完整,并呈报相应资料。
承包单位项目经理部(章):
项目经理:日期:
项目监理机构签
结构种类:
工程造价:
计划开工日期:
实际开工日期:年月日
计划竣工日期:
实际竣工日期:年月日
计划工作日数共天
实际工作日数共天
说明:
建设单位
施工单位
单位签章:
现场代表:
年月日
单位签章:
现场代表:
年月日
储罐交工验收证明书
工程名称
工程编号
储罐编号
结构形式
容积
储存介质
设计单位
材质
开工日期
竣工日期
该工程经有关部门共同检查和鉴定,确认符合设计及《立式圆筒形钢制焊接油罐施工及验收规范》(GB50128-2005)要求,同意交工验收。
符合要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M
检查项目
允许值(㎜)
实测值(㎜)
检查项目
允许值(㎜)
实测值 (㎜)
基础中心标高差
环墙周向标高差
10m内任意两点
基础中心轴线偏差
全圆周内任意两点
基础单面倾斜度偏差
沥青砂表面平整度
倾斜基础平行线
基础直径偏差
周向
基础环梁宽度偏差
径向
同心圆编号
计算标高㎜
实测点标高(㎜)
P1
P2
P3
P4
P5
P6
P7
材质
触头(磁轭)间距
规格/板厚
灵敏度试片型号
磁粉种类
磁悬液浓度
检测工艺编号
磁粉施加方法
检 测 情 况
检测部位编号
缺陷类型
缺陷定量
返修次数
最终评级
检测结论
检测单位:
(公章)
年 月 日
技术负责人:
资格 : 级
年 月 日
审核人:
资格 : 级
年 月 日
报告人:
资格 : 级
年 月 日
表C.0.8焊缝渗透检测报告
审核人:
资格: 级
年 月 日
报告人:
资格: 级
年 月 日
表C.0.6焊缝超声检测报告
(项目名称)
焊缝超声检测报告
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐编号
检测标准/合格等级
检件名称
材质
规格/板厚
检测比例
仪器型号
探头型号
坡口形式
设备编号
对比试块
焊接方法
检测面
评定灵敏度
表面状态
耦合剂
灵敏度补偿
(项目名称)
焊缝渗透检测报告
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐编号
检测标准/合格等级
检件名称
渗透剂型号
检验数量
清洗剂型号
要求检测比例
显影剂型号
实际检测比例
对比试块/灵敏度
表面状态
检测方法
检测时间
渗透时间
材质
显像时间
规格/板厚
清洗方法
检测工艺编号
显像方法
检 测 情 况
检测部位编号
序号
项 目
允许值(mm)
实测最大值
(mm)
其他测量
位置/数值
罐体高度偏差
罐壁垂直度偏差
罐底圈水平半径偏差
罐底局部凸凹度偏差
罐壁内表面局部凸凹度偏差
浮顶单盘板局部凸凹度偏差
内浮顶内浮盘板
局部凸凹度偏差
拱顶局部凸凹度偏差
浮顶导向支柱垂直度
内浮顶环形边缘板垂直度
结论:
监理单位
总承包单位
施工单位
监理工程师:
P8
P9
P10
P11
P12
P13
P14
P15
P16
P17
P18
P19
P20
P21
P22
P23
P24
任意两点最大高差(mm)
相邻两点最大高差(mm)
C1
C2
C3
复测结果确认:
附:储罐基础同心圆及测点编号布置图:
监理单位
接受单位
交出单位
监理工程师:
年 月日
技术负责人:
年 月日
技术负责人:
年 月日
表C.0.3储罐壁板组装检查记录
缺陷类型
缺陷尺寸
返修次数
最终评级
检测结论
检测单位:
(公章)
年 月 日
技术负责人:
资格 : 级
年 月 日
审核人:
资格 : 级
年 月 日
报告人:
资格 : 级
年 月 日
表C.0.9衍射时差法超声检测报告
(项目名称)
衍射时差法超声检测报告
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐编号
储罐直径/容积
检测时间
检测方法
扫描调节
检测工艺编号
检测区域
扫描方式
焊缝总长度(m)
要求抽检比例(%)
要求检测长度(m)
实际检测数量(m)
实际抽查比例(%)
检 测 情 况
检测部位编号
焊工代号
缺陷
类型
指示
长度(mm)
累计
长度(mm)
返修部位数(处)
返修
次数
评定
级别
检测
结论
检测单位:
(公章)
年 月 日
技术负责人:
资格 : 级
m/m³
储罐材质
坡口形式
焊接方法
焊后热处理类型
检测部位
检测比例
检测仪器型号
检测仪器编号
耦合剂类型
扫描装置
试块类型
执行标准
表面状况
耦合补偿
检测工艺编号
信号处理方式
环境温度
探头及设置
频率
晶片
尺寸
楔块
角度
探头
延迟
探头
中心距
时间窗口设置比
灵敏度设置
扫描
增量
扫描
方式
通道1
通道2
通பைடு நூலகம்3
通道4
通道5
数据文件
检测结论:
表面状态
曝光时间
有效长度
检测时间
像质计型号
底片黑度
检测长度: m
射线照相共 张,其中纵缝: 张,环缝: 张
其它部位: 张。
Ⅰ级片 张,占总片数%;
Ⅱ级片 张,占总片数%;
Ⅲ级片 张,占总片数%;
说明:
报告附件:
1.布片位置图;
2.射线检测平片记录。
检测单位:
(公章)
年 月 日
技术负责人:
资格: 级
年 月 日
附:检测部位及缺陷分部简图
检测单位:
(公章)
年 月 日
技术负责人:
资格 : 级
年 月 日
审核人:
资格 : 级
表C.0.1储罐交工验收证书
(项目名称)
储罐交工验收证书
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐公称容积
储罐编号
结构形式
罐体材料
设计单位
盛装物料
开工日期
竣工日期
验收意见:
该工程经有关部门共同检查和鉴定,确认符合设计及《立式圆筒形钢制焊接油罐施工及验收规范》(GB50128-2014)要求,同意交工验收。
年 月 日
现场代表:
年 月 日
质量检查员:
技术负责人:
年 月 日
表C.0.5焊缝射线探伤报告
(项目名称)
焊缝射线检测报告
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐公称容积
m³
罐壁材质
储罐编号
罐壁厚度
检件名称
设备型号
照相质量等级
检测比例
管电压
冲洗条件
坡口形式
管电流
胶片牌号
焊接方法
焦距F
胶片规格
建设单位
监理单位
质量监督单位
承包单位
代表:
(公章)
年 月 日
总监理工程师:
(公章)
年 月 日
现场代表:
(公章)
年 月 日
质量检查员:
技术负责人:
(公章)
年 月 日
表C.0.2储罐基础复测记录
(项目名称)
储罐基础复测记录
单项工程名称:
单项工程编号:
单位工程编号
单位工程编号
储罐名称
复测日期
储罐公称容积
M³
年 月 日
审核人:
资格 : 级
年 月 日
报告人:
资格 : 级
年 月 日
表C.0.7焊缝磁粉检测报告
(项目名称)
焊缝磁粉检测报告
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐编号
检测标准/合格等级
检件名称
仪器型号
检验数量
提升力
要求检测比例
磁化方法
实际检测比例
磁化电流
表面状态
磁化时间
检测时间
通电次数
(项目名称)
储罐壁板组装检查记录
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐名称
储罐规格
储罐位号
第一圈壁板上口水平度(mm)
允许值
实测最大值
罐壁圈板
编号
纵缝错边量(mm)
环缝错边量(mm)
周长(mm)
水平半径(mm)
垂直度(mm)
凸凹度(mm)
允差
实测最大 值
允差
实测最大值
允差
实测最大值
允差
实测最大值
允差
实测最大值
允差
实测最大值
·
说明:
结论:
监理单位
总承包单位
施工单位
监理工程师:
年 月 日
现场代表:
年 月 日
质量检查员:
技术负责人:
年 月 日
表C.0.4储罐几何尺寸检查记录
(项目名称)
储罐几何尺寸检查记录
单项工程名称:
单项工程编号:
单位工程名称
单位工程编号
储罐名称
位号
规格尺寸
公称容积