印刷电路板的制作工艺流程图
PCB印刷电路板制作流程
PCB印刷电路板制作流程1.丝网印刷法:平常我们将电路板称为“印刷电路板”(英文缩写PCB),正是来自于其“丝网印刷”的工艺,其基本流程为:设计版图→描图→晒板(制作丝网印刷底版)→印刷→化学方法腐蚀→清洗及表面处理→印刷助焊、标识、阻焊等层→切割、打孔等机械加工→成品电路版这种方法生产环节较多,工艺简单,主要运用在PCB板的批量生产中,试验室条件下很少采纳。
2.雕刻法雕刻法采纳专业的雕刻机完成,利用机械铣削工艺掉敷铜板上多余的铜箔后得到实际的电气连线,精度很高,但加工速度很低,成本也比较高。
3.手绘法用笔或类似于笔的工具将一些防腐蚀的涂料直接将图形画在覆铜板上,然后再进行化学腐蚀等步骤。
现在的电子元件体积小,引脚间距更小(毫米量级),铜箔走线也同样细小,因而手工绘制已经变得特别困难。
4.帖图法电子商店有售一种“标准的预切符号及胶带”,可以依据电路设计版图,选用对应的符号(主要是指焊盘)及胶带,粘贴到覆铜版的铜箔面上。
用软一点的小锤,如光滑的橡胶、塑料等敲打图贴,使之与铜箔充分粘连。
重点敲击线条转弯处、搭接处。
天冷时,可以好用取暖器使表面加温以加强粘连效果。
张贴好后就可以进行腐蚀。
5.使用预涂布感光敷铜板使用一种专用的覆铜板,其铜箔表面预先涂布了一层感光胶材料,故称为“预涂布感光敷铜板”,也叫“感光板”。
制作方法如下:将电脑画好的PCB图,根据1:1比例打印为黑白图形。
取一块与图纸大小相当的光敏板,撕去爱护膜。
用玻璃板或塑料透亮板把图纸与光敏PCB板压紧,在紫外线曝光机下曝光1-5分钟后,用显影药1:20配水进行显影,当曝光部分(不需要的敷铜皮)完全暴露出来时,用水冲净,即可用三氯化铁进行腐蚀了。
操作娴熟后,可制出精度达0.1mm的走线。
目前市售的“预涂布感光敷铜板”价格还比较高。
6.热转印法将用电脑制作好的印制电路板图形,通过激光打印机打印在经过特别处理的专用热转印纸上,激光打印机的“碳粉”是含磁性物质的黑色塑料微粒。
SMT工艺制程详细流程图(更新版)

目 录
• SMT工艺简介 • SMT工艺流程 • SMT工艺材料 • SMT工艺设备 • SMT工艺质量与可靠性 • SMT工艺发展趋势与挑战
01 SMT工艺简介
SMT工艺定义
01
SMT工艺是一种表面组装技术,通 过将电子元件直接贴装在印刷电路 板(PCB)表面,实现电子产品的 组装和集成。
在选择贴片元件时,需要考虑 其电气性能、机械性能、可靠 性、成本等因素。
钢板
01
钢板在SMT工艺中起到支撑和定位电子元件的作用,是重要的 辅助材料之一。
02
钢板通常采用不锈钢或镀锌钢板制成,具有高强度、耐腐蚀、
不易变形等特点。
在选择钢板时,需要考虑其尺寸、精度、平整度、强度等因素,
03
以确保良好的支撑和定位效果。
图像处理系统用于处理和识别拍摄到的图像。
检测设备的精度和可靠性对于产品质量和生产效率有着至关重要的影响。
05 SMT工艺质量与可靠性
质量检测方法
视觉检测
通过高分辨率相机和图像处理技术, 对SMT制程中的元件放置、焊接质量 等进行实时检测。
自动光学检测(AOI)
利用光学原理对焊接后的PCB进行检 测,识别焊接缺陷、元件错位等问题。
02
SMT工艺涉及的设备包括贴片机 、印刷机、回流焊炉等,通过自 动化生产线完成电子元件的快速 、高密度组装。
SMT工艺特点
01
02
03
高密度组装
SMT工艺可以实现高密度、 小型化的电子元件组装, 提高电子产品的性能和可 靠性。
自动化程度高
SMT工艺采用自动化生产 线,提高了生产效率和产 品质量。
环保节能
SMT工艺使用的材料多为 无铅环保材料,有利于环 保和节能减排。
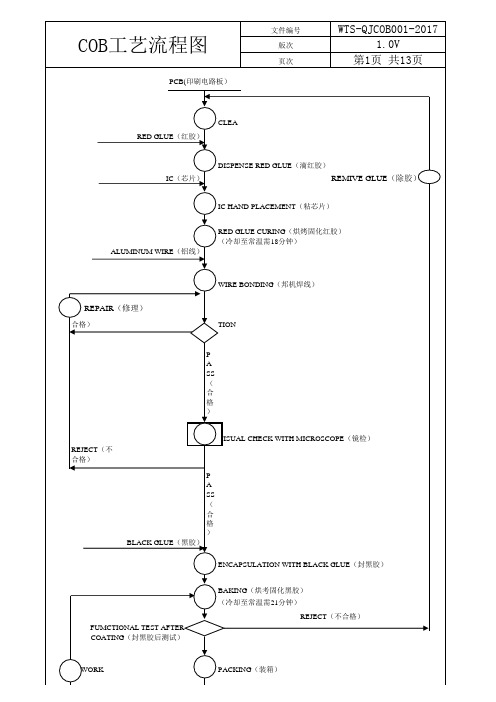
COB工艺流程图
REWORK(返工)
PACKING(装箱)
REJECT(不合格) IPQA(品质部检查) PASS(合格) SHIPMENT(出货)
制作
审核
批准
文件编号
COB工艺流程图
PCB(印刷电路板)
版次 页次
WTS-QJCOB001-2017 1.0V 第1页 共13页
PCB CLEANING OR MARDING(印刷电路板清洁或打标) RED GLUE(红胶)
DISPENSE RED GLUE(滴红胶) IC(芯片)
REMIVE GLUE(除胶)
PASS(合格)
VISUAL CHECK WITH MICROSCOPE(镜检) REJECT(不合格) PASS(合格) BLACK GLUE(黑胶) ENCAPSULATION WITH BLACK GLUE(封黑胶) BAKING(烘考固化黑胶) (冷却至常温需21分钟) REJECT(不合格) FUMCTIONAL TEST AFTER COATING(封黑胶后测试)
IC HAND PLACEMENT(粘芯片) RED GLUE CURING(烘烤固化红胶) (冷却至常温需18分钟)
ALUMINUM WIRE(铝线)
WIRE BONDING(邦机焊线)
REPAIR(修理)
REJECT(不合格) FUNCTIONAL TEST BEFORE COATING(封黑胶前测试)
PCB印刷电路板制作流程简介+图解
说
明
P17
以内层定位孔为基准坐标钻出外层相对位置的各种孔径
内/外层钻孔
钻孔管理 应有四方面
1.准确度(Acuracy) 指孔位在X、Y坐标数据上的精确性,如板子正面与反面在孔位上的差 距,通常也指迭高三片(甚至四片)同一孔最上与最下两面的位置误差等。
2.孔壁的品质(Hole wall quality)
保护其下所覆盖的铜导体不致在蚀刻受到攻是一种良好的蚀刻阻剂能耐得一般的蚀铜液外层蚀刻copperetching外层剥锡p24将已曝光干膜部份以去膜液去掉裸露铜面将已曝光干膜部份以去膜液去掉裸露铜面线路图案裸露铜面将裸露以蚀刻液去掉后底层为基板树脂将裸露以蚀刻液去掉后底层为基板树脂树脂将孔内及图案的锡面以剥锡液去掉裸露铜面图案将孔内及图案的锡面以剥锡液去掉裸露铜面图案外层检修测试outerlayerinspection防焊印刷soldermaskp25以以aoiaoi或测试治具检测线路有无不良或测试治具检测线路有无不良测试将线路图案区涂附一层防焊感光热固将线路图案区涂附一层防焊感光热固油墨油墨防焊油墨防焊曝光uv光线防焊图案以防焊底片图案对位线路图案以防焊底片图案对位线路图案p26防焊目的
说
明
P10
内层钻孔对位孔及铆合孔以光学校位冲出
内层线路 内层
内层影像以光学扫描检测(AOI) (Auto Optical Inspection )
内层线路 内层
流程
内层黑化Black(Brown) Oxide
说
明
P11
内层图案做黑化处理防止氧化及增加表面粗糙
内层线路 内层
黑化目的:1.使铜面上形成粗化,使胶片的溶胶有较好的固着地。 2.阻止胶片中的铵类或其他有机物攻击裸面,而发生分离的现象。
印刷电路板(PCB)的制作工艺流程

印刷电路板(PCB)的制作工艺流程1.设计和原理图绘制:首先进行PCB电路板的设计,绘制出相应的原理图。
在原理图中标注电子元件的符号和相应的连接线路。
2.PCB布局设计:在PCB设计软件中进行PCB布局设计,即将电子元件的位置和连接关系布局在PCB板上。
布局设计要注意元件之间的距离和电路的稳定性,以及电路板的最佳尺寸。
3.简化原理图:将原理图简化成PCB制作时所需的简化图形。
对于大规模电路板制作,原理图中的元件可能会很多,为了方便制作,需要将原理图简化。
4.制作PCB图形:依照布局设计和简化原理图,使用PCB制作软件制作出相应的PCB图形。
PCB图形包括电路板的轨道、焊盘、孔洞等。
5. PCB图形转化:将PCB图形转化为工厂所需的Gerber文件格式,以便于后续制作。
6.制作PCB板材:将制作好的PCB图形文件导入PCB板材生产设备,采用化学法或机械剥离法进行PCB板材的制作,包括涂布、光刻、腐蚀等工序。
制作出带有铜层的PCB板材。
7.穿孔:将PCB板材放入穿孔机中,进行孔洞的加工。
孔洞用于安装元件和实现电路的连接。
8.去除残留铜:使用蚀刻剂或蚀刻机将不需要的铜层去除,保留所需的电路路径。
9.光绘:在PCB板材上进行光绘刻蚀,通过光刻技术,将不需要的金属层去除,形成所需的电路图案。
10.阻焊覆盖:为了保护电路板并提高焊点的电气性能,使用阻焊油或阻焊膜覆盖在电路板上,覆盖不需要焊接的区域。
11.丝印标记:使用丝印机在电路板上进行标记,包括电路板的编号、元件名称、方向等。
12.组件安装:将电子元件按照布局设计的要求,逐个安装在PCB板上,使用焊接技术进行固定。
13.非焊接部分:安装不需要焊接的元件,如电池槽、按键开关等。
14.制作测试夹具:制作出测试夹具,用于对PCB电路板进行功能测试和质量检验。
15.轨道测试:在制作好的PCB电路板上进行轨道测试,检测电路的通断和连接情况。
16.完善和修复:对于测试中发现的问题进行修复和完善,确保PCB电路板的正常工作。
印刷线路板工艺流程

内层线路--前处理介绍
• 化学前处理(PRETREAT):
• 目的: • 通过微蚀液,去除铜面上的污染
物,增加铜面粗糙度,以利于后 续的压膜及线路制作
铜箔 绝缘层
前处理后 铜面状况 示意图
印刷线路板工艺流程
内层线路—压膜介绍
• 压膜(LAMINATION): • 目的: • 将经处理之基板铜面透过热压方式
在铜箔基板上,压上感光阻剂,利用曝光机透过底片将所需 之图像转移至感光膜(铜箔基板上),再经由化学药品将聚合后 的感光膜经显影、蚀刻、去膜出所需之图像(线路);最后利用 AOI作线路之检修,完成线路之制作。
内层线路(微影工序) ---主要流程
压
膜
D/F
Lamination
曝光 Exposure
蚀刻 Etching
WIDE SHORT
SPACING WIDTH
VIOLATION
Missing
Open FINE SHORT
PINHOLE
NIC K
SHAVED PAD
OVERETCHE D PAD
COPPER SPLASH
MISSING PAD
印刷线路板工艺流程
内层线路(微影)
内层线路(微影工序)---简介说明
• 压合: • 目的:通过热压方式将叠合板压成多层板 • 主要生产辅料: 牛皮纸、钢板
压力
可叠很多层
热板
钢板 牛皮纸 承载盘
印刷线路板工艺流程
层压(压合)流程
层压(压合)工序---简介说明 依设计之叠构所需,将PP胶片、铜箔及经过黑化处理的内层板
进行叠合,然后使用压合机在高温、高压之环境下进行压合,使得 各层之间产生强力的黏合,以保证客户所需要的板厚及介层规格, 并扩增出上、下铜面,以供布线所需。
印制电路板(PCB)的设计与制作精选全文完整版
PCB的应用
PCB是英文(Printed Circuit Board) 印制线路板的简称。
汽车
航天 计算机
通信 家用电器
苹果手机 iPhone4S
苹果手机 iPhone4S 拆解图
其它零配件
前盖
后盖
电池
电路板
苹果手机 iPhone4S 拆解图
液晶屏
主板A面
16G内存
光传感器和 LED指示灯
主板B面
苹果笔记本MacBook Air
苹果笔记本MacBook Air
苹果笔记本MacBook Air
液晶屏
底盖
键盘
电路板等 零部件
电池
整机拆解图
苹果笔记本MacBook Air
PCB板
电池
拆解图
苹果笔记本MacBook Air
散热片
内存
主板
扬声器
输入输出接口
硬盘
如何将原理图设计成PCB图?
原理图
(一)工厂批量生产(双面)
3. 打孔
目的: 使线路板层间产生通孔,达到连通层间的作用。
流程: 配刀 钻定位孔 上销钉 钻孔 打磨披锋。
流程原理: 据工程钻孔程序文件,利用数控钻机,钻出所用的孔。
注意事项: 避免钻破孔、漏钻孔、钻偏孔、检查孔内的毛刺。
(一)工厂批量生产(双面示器 端口
内存插槽 硬盘端口
电源端口
PCI插座 软驱端口
电源开关、指示灯等端口
3. 确认元器件安装方式
① 表面贴装 ② 通孔插装
4. 阅读分析原理图
① 线路中是否有高压、大电流、高频电路, 对于元器件之间、线与线之间通常耐压200V/mm; 印制板上的铜箔线载流量,一般可按1A/mm估算; 高频电路需注意电磁兼容性设计以避免产生干扰。
一张图看懂PCB生产工艺流程

一张图看懂PCB生产工艺流程开料目的:根据工程资料MI的要求,在符合要求的大张板材上,裁切成小块生产板件.符合客户要求的小块板料.流程:大板料→按MI要求切板→锔板→啤圆角磨边→出板钻孔目的:根据工程资料,在所开符合要求尺寸的板料上,相应的位置钻出所求的孔径.流程:叠板销钉→上板→钻孔→下板→检查修理沉铜目的:沉铜是利用化学方法在绝缘孔壁上沉积上一层薄铜.流程:粗磨→挂板→沉铜自动线→下板→浸%稀H2SO4→加厚铜图形转移目的:图形转移是生产菲林上的图像转移到板上。
流程:(蓝油流程):磨板→印第一面→烘干→印第二面→烘干→爆光→冲影→检查;(干膜流程):麻板→压膜→静置→对位→曝光→静置→冲影→检查图形电镀目的:图形电镀是在线路图形裸露的铜皮上或孔壁上电镀一层达到要求厚度的铜层与要求厚度的金镍或锡层。
流程:上板→除油→水洗二次→微蚀→水洗→酸洗→镀铜→水洗→浸酸→镀锡→水洗→下板退膜目的:用NaOH溶液退去抗电镀覆盖膜层使非线路铜层裸露出来。
流程:水膜:插架→浸碱→冲洗→擦洗→过机;干膜:放板→过机蚀刻目的:蚀刻是利用化学反应法将非线路部位的铜层腐蚀去。
绿油目的:绿油是将绿油菲林的图形转移到板上,起到保护线路和阻止焊接零件时线路上锡的作用。
流程:磨板→印感光绿油→锔板→曝光→冲影;磨板→印第一面→烘板→印第二面→烘板字符目的:字符是提供的一种便于辩认的标记。
流程:绿油终锔后→冷却静置→调网→印字符→后锔镀金手指目的:在插头手指上镀上一层要求厚度的镍金层,使之更具有硬度的耐磨性。
流程:上板→除油→水洗两次→微蚀→水洗两次→酸洗→镀铜→水洗→镀镍→水洗→镀金镀锡板 (并列的一种工艺)目的:喷锡是在未覆盖阻焊油的裸露铜面上喷上一层铅锡,以保护铜面不蚀氧化,以保证具有良好的焊接性能.流程:微蚀→风干→预热→松香涂覆→焊锡涂覆→热风平整→风冷→洗涤风干成型目的:通过模具冲压或数控锣机锣出客户所需要的形状成型的方法有机锣,啤板,手锣,手切说明:数据锣机板与啤板的精确度较高,手锣其次,手切板最低具只能做一些简单的外形.测试目的:通过电子00%测试,检测目视不易发现到的开路,短路等影响功能性之缺陷.流程:上模→放板→测试→合格→FQC目检→不合格→修理→返测试→OK→REJ→报废终检目的:通过00%目检板件外观缺陷,并对轻微缺陷进行修理,避免有问题及缺陷板件流出.具体工作流程:来料→查看资料→目检→合格→FQA抽查→合格→包装→不合格→处理→检查OK。