厚度自动控制AGC--好
中厚板精轧机AGC自动厚度控制的改进

37作者单位:舞阳钢铁有限责任公司,河南 舞钢 462500中厚板精轧机AGC自动厚度控制的改进Improvement and Optimization on Automatic Gauge Control for Medium and Heavy Plate Finishing Mill供稿|胡学剑 / HU Xue-jianDOI: 10.3969/j.issn.1000-6826.2019.05.009中华人民共和国成立70周年舞阳4100 mm 精轧机应用了当今世界上最先进的轧机设计理念,轧机控制系统采用西门子奥钢联V ANTAGE 控制系统,轧机辊缝调节采用电动机械压下+下置式液压AGC 油缸,应用液压AGC 厚度自动控制实现钢板厚度精确控制。
舞阳4100 mm 精轧机投产后,钢板轧制过程中轧辊冷却水收集不完全、轧机除鳞水关闭延迟等因素导致钢板头部冷却过快,钢板头部出现“黑头”现象,造成钢板头部厚度精度不高,钢板同板差大。
严峻的市场形势和用户对产品质量的高要求,促使进一步提高钢板厚度控制精度。
精轧机辊缝控制原理精轧机辊缝静态设定舞阳4100 mm 精轧机辊缝调节方式采用电动机械压下+下置式液压AGC 油缸。
精轧机VANTAGE 控制系统根据接收到的L2道次辊缝设定值计算压下丝杠位置参考值和AGC 油缸位置参考值,之后将计算得到的参考值发送到相应的子控制系统,并由相应的子控制系统按照辊缝设定的控制时序完成位置参考值的精确控制,最终实现轧机辊缝的静态 设定。
2019年第5期38精轧机辊缝动态补偿精轧机辊缝设定完成后,一旦钢板被咬入轧机,受钢板实际温度、钢板对准度等外部因素的影响,实际的轧制力与L2模型计算的轧制力之间的偏差会导致轧机实际辊缝与L2计算辊缝不一致。
为了确保轧机轧出钢板的实际厚度与设定厚度一致,精轧机AGC 自动厚度控制系统会在轧机辊缝设定完成的基础上根据实际轧制力与计算轧制力的偏差动态计算轧机辊缝补偿值,动态调整AGC 油缸位置,实现轧机辊缝精确控制。
冷轧控制AGC简介

FB AGC FF AGC
FB AGC FF AGC
FB AGC
H2
h5D
COMPEN
MFG5 CALCULATION
h4X MFG4
||||||
CALCULATION
||||||
hm3
MFG3 CALCULATION
hm2 MFG2
||||||
CALCULATION
H5
H4
H3
V5D V4D
V4D V3D COMPEN
传统. AGC
高级 AGC
h≦0.3 96.5
98.4
0.3<h≦0.5 96.6
98.3
0.5<h
96.9
98.4
1.0%
传统. AGC
高级 AGC
98.9 99.8 99.0 99.9
99.1 99.9
超差最小化的方法 (厚度控制)
问题
设定值的精度 FGC 部分误差 (1)热卷厚度
/硬度变化 (2)轧制期间摩擦力的变化
轧制计划 2.3mm→0.233mm× 905mm 100
2.4%
(μm)
(μm)
-100 20 -20
2000
高级 AGC
± 0.75 μm (0.32%)
Conventional AGC
± 1.5μm (0.64%)
(P Company)
(mpm)
0
成品厚差合格率(%)
精度
(mm)
厚度
0.45%
厚度 偏差(p-p)
16.0μm
12.0μm
加减速部分 厚差
8.0μm 4.0μm
入口热卷 厚差
轧辊偏心对 厚差影响
精轧AGC功能说明

精轧AGC系统功能说明一、AGC系统概况由于带钢全长轧制中会遇到各种干扰,为了消除这些干扰的影响,减少带钢厚度公差,需设置精轧机组自动厚度控制系统,简称AGC系统,AGC系统是提高带钢全长厚度精度的主要手段。
AGC功能投入框图:二、AGC系统的功能GM-AG,即轧制力AGC即利用弹跳方程间接测量钢板厚度作为实测厚度进行反馈控制,这是AGC系统中基本的控制功能,根据GM-AG(中采用头部锁定值还是过程计算机设定值作为厚度基准可分为相对AGC( LK-AGC或绝对AGC(AB-AGC,一般以绝对AGC为主。
KFF-AGC即硬度前馈AGC即将上游机架的实测轧制力所获得的硬度变化信息用于后面各机架进行前馈控制。
MN-AGC即监控AGC由于弹跳方程的精度不高,因此需利用未机架后测厚仪信号对厚度的系统偏差进行纠正。
三、AGC算法GM-AGCL制力AGC其基本原理就是弹跳方程,其本质就是轧机产生单位弹跳量所需要的轧制力。
式中,h为轧机实际出口厚度;S。
为辊缝预设值;P为实际轧制力;M为轧机刚度;轧机刚度M在轧机牌坊制作安装完成以后就已经确定,是一个常值,无法修改,但是在实际的控制过程中,人们却希望轧机的刚度可变,比如为了消除轧辊偏心的影响,人们希望轧机的刚度尽可能的小,但为了消除来料厚度及材料温度变化的影响,又希望轧机刚度尽可能的大,因此产生了变刚度的控制方式。
假设预设辊缝值为S o,轧机的刚度系数为M来料厚度为H。
,此时轧制压力为P】,则实际轧出厚度h i应为:当来料厚度或温度因某种原因有变化时,在轧制过程中必然会引起轧制压力和轧出厚度的变化,如果压力由P i变为P2,则轧出厚度h2为:当轧制压力由P】变为P2时,则其轧出厚度的厚度偏差△ h正好等于压力差所引起的弹跳量为:为了消除此厚度偏差,可以通过调节液压缸的位置来补偿轧制力变化所引起的轧机弹跳变化量,此时液压缸所产生的轧辊位置修正量△ x,应与此弹跳变化量呈正比,方向相反,为:式中C为变刚度系数KFF-AGCi机架出口厚度变化量可用下式计算:h| = A Hi H汁 A Ki--K汁 A Si、SA“(X i)C QX 为'P :H i,或 C式中,为i i机架入口厚度变动(从静态角度可认为H i h i-1)「K为1 i机架厚度变动"Si为i机架辊缝调节量主要扰动为温度变动,我们曾对不同成品规格当FTO有20O C变动时各机架轧制温度以及其变形阻力(硬度)的变动作了计算,由计算结果可知,不能用::K K匚相等的法则来表示各机架、水间的关系,而应采用Ki=:匚、K i其中一:为0.95〜1.05 因此可利用上游机架的实测轧制力P*来求出K!设叶R*—? (p为设定值)—CQC Q然后即可求出K i= v'K i各机架前馈控制量(使6^ =0 ),为;卩一、S = J K iC其中B ki=如上一机架有残余出口偏差h i-1,则亦可用于水i田:K i、S j =C Chi的动作时间可以每一机架咬钢后「时刻投入,X为检测机架机架所实测到的突发量发生时间(相对于咬钢时间),由于精轧组秒流量相当,因此i 机架仍可用怡来判断突发量的到达,「为提前量决定于压下系统的响应速度。
铝冷轧机液压厚度自动控制(AGC)系统
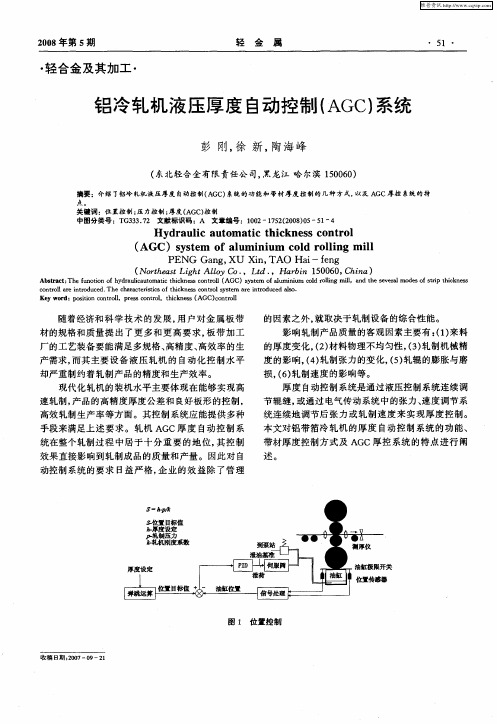
油缸 内或专 门设计 的检 测支座上 。在 轧机 的操 作侧
出 口厚度 相应 的辊 缝 。当给定 了 出 口厚度及 预期 负
载后通 过弹跳 方程 即 可计 算 出 一个 给 定 辊 缝, 并通
和传动 分 别有 两 个 或两 组 传 感 器 获 取 位 置 反 馈 信
号, 然后 把这 两个 信号 加 以平 均 产 生一 个 代表 中央
K yw r : oio nrU rs nrl hcn s AG cnrl e od ps i c t ,pesc t ,ti es( C)o t l t no o o o k o
ri 5 0 0 C ia 6n 1 0 6 , hn )
A s a tT efn t n o y r u cuo t i n s o t l A C)sse o lmi u c l ln b t c : h u o i f da l a tmai t c es n r l( G r o h i ch k c o y tm f u n m dr l g mm,a d tesv rl d s f t pt i n s a i o oi n ea e r c es h e mo o s i h k
厚 度 自动 控制 系统 是通过 液 压控制 系统连 续调 节辊缝, 或通过 电气传动 系统 中 的张力 、 度调 节系 速
产需 求 , 其主 要设 备 液 压 轧机 的 自动 化 控制 水 平 而
轧机厚度自动控制AGC系统说明

轧机厚度自动控制AGC系统使 用 说 明 书中色科技股份有限公司装备所自动化室二零零九年八月二十五日目 录第一篇 软件使用说明书第一章 操作软件功能简介第二章 操作界面区简介第三章 操作使用说明第二篇 硬件使用说明书第一章 接口板、计算机板跨接配置图 第三篇 维护与检修第一章 系统维护简介及维护注意事项第二章 工程师站使用说明第三章 检测程序的使用第四章 常见故障判定方法第四篇 泵站触摸屏操作说明第五篇 常见故障的判定方法附录:第一章 目录第二章 系统内部接线表第三章 系统外部接线表第四章 系统接线原理图第五章 系统接口电路单元图第一篇软 件 说 明 书第一章 操作软件功能简介.设定系统轧制参数;.选择系统工作方式;.系统调零;.显示时实参数的棒棒图、馅饼图、动态曲线;.显示系统的工作方式、状态和报警。
以下就各功能进行分述:1、在轧机靠零前操作手需根据轧制工艺,设定每道次的入口厚度、出口厚度和轧制力等参数。
也可以在轧制表里事先输入,换道次时按下道次按钮,再按发送即可。
2、操作手根据不同的轧制出口厚度,设定机架控制器和厚度控制器的工作方式,与轧制参数配合以得到较理想的厚差控制效果。
3、在泄油状态下,操作手通过在规定状态下对调零键的操作,最终实现系统的调零或叫靠零,以便厚调系统正常工作。
4、在轧制过程中,以棒棒图、馅饼图和动态曲线显示厚调系统的轧制速度、轧制压力、开卷张力、卷取张力、操作侧油缸位置、传动侧油缸位置、压力差和厚差等实时值。
(注意:轧机压靠前操作侧油缸位置、传动侧油缸位置显示为油缸实际移动位置。
轧机压靠后操作侧油缸位置、传动侧油缸位置显示的是辊缝值。
)5、显示系统的工作方式、系统状态和系统报警。
6、系统有两种与传动和测厚仪协调工作模式A.常用数据由厚控AGC发送到传动及测厚仪。
如人口厚度、出口厚度、轧制速度及张力等等。
传动以此为基准值,如调整需通过把手或其他方式加到此基准值上,然后返送回AGC。
厚度控制-AGC

AGC控制系统的原理数学模型及应用综述摘要:本文介绍了AGC在上生产过程中的控制原理,AGC的分类及数学模型,AGC控制系统在生产中的应用和AGC控制技术的发展过程及趋势。
关键词:AGC;控制原理;数学模型;监控1 概述AGC是Automatic Gauge Control System的简称,即所谓的轧机自动厚度控制系统。
是轧机自动化系统中不可缺少的一部分,它控制金属带材厚度精度,使金属带材厚差在限定的标准内,提高金属带材的成品率。
AGC系统的作用有两个:一是辊缝的计算,二是根据产品尺寸结合机架的形变量来调整实际的辊缝值,使之轧制的产品尺寸符合既定要求[1]。
1.1 我国厚度控制技术的发展概况目前我国已经应用的厚度控制系统,可大致分为3种基本类型[2]。
(1) 用测厚仪信号反馈控制轧机压下或轧机入口侧带钢张力的AGC(Automatic Gauge Control)系统。
上个世纪70年代,厚度控制系统大多是这类系统,而且是模拟线路。
按轧机出口侧测厚仪测出的带钢实际偏差信号反馈控制,大偏差或被轧带钢厚度大于0.4mm时,按偏差信号大小去移动压下位置,改变辊缝间距,以减小厚度偏差,即所谓粗调;在小偏差或被轧带钢厚度小于0.4mm时,则调节轧机入口侧带钢张力,进一步减小厚度偏差,即所谓精调。
我国早期的AGC系统调节压下装置的执行机构是电动的,因电动压下响应慢和非线性的缺点,逐渐被液压压下机构代替睁[3]。
(2) 采用前馈控制和测厚仪信号反馈控制轧机压下或轧机入口侧带钢张力的AGC系统。
将上述AGC系统数字化,并增加前馈控制回路就构成这类AGC系统。
前馈控制是当轧机入口侧有厚度偏差的带钢进入轧辊时,立即调节被控机架压下位置,将入口带钢厚度偏差消除的一种控制策略。
方法是将轧机入口侧测厚仪至轧辊中心的距离分成若干整数段,把经过入口侧测厚仪的每段带钢厚度顺序存入移位寄存器中,寄存器按FIFO方式工作,当寄存器输出的带钢段进入轧辊时,系统按该段厚度偏差值调整压下,以消除进入轧机的带钢厚度偏差。
采用先进AGC系统的可逆四辊冷轧机控制系统
采用先进AGC系统的可逆四辊冷轧机控制系统可逆四辊冷轧机是一种用于金属材料制作的设备,通常用于轧制薄板和薄带,例如不锈钢、铝、铜等材料。
为了提高生产效率和产品质量,现代的可逆四辊冷轧机通常采用先进的AGC系统进行控制。
AGC是自动板形控制的缩写,它能够实现对轧机的自动调整,以确保产品的准确尺寸和质量。
本文将介绍采用先进AGC系统的可逆四辊冷轧机控制系统的特点、优势和应用。
一、AGC系统的特点1. 自动控制:AGC系统能够根据生产需求和材料特性,自动调整轧辊的位置,使得轧制产品的厚度和平整度达到设计要求。
2. 高精度:AGC系统具有高精度的控制能力,能够实现对轧机的微小调整,保证产品的尺寸和表面质量达到客户要求。
3. 高效能:AGC系统能够快速响应生产需求的变化,提高轧机的生产效率和性能。
4. 可编程性:AGC系统具有灵活的编程能力,能够根据不同的产品要求进行调整,实现生产的多样化和个性化。
3. 减少生产成本:AGC系统能够降低材料损耗和能耗,减少人工干预,降低生产成本。
4. 提高工作环境:AGC系统能够减少人工干预,提高生产的自动化程度,改善工作环境。
5. 提高设备可靠性:AGC系统能够实现对轧机的精确控制,减少设备的运行故障,提高设备的可靠性和稳定性。
AGC系统广泛应用于不同类型的可逆四辊冷轧机,例如不锈钢轧机、铝合金轧机、铜合金轧机等。
它适用于不同类型的金属材料,具有不同的厚度和宽度要求的产品。
AGC系统还可以应用于不同的生产工艺和工艺参数,例如冷轧、热轧、精轧等。
AGC系统还可以与其他自动控制系统结合使用,例如负荷控制系统、温度控制系统等,实现对轧机的全面控制和优化。
通过对轧机控制系统的不断改进和优化,可以提高生产效率、节约能源、降低成本,满足不同客户的产品需求。
采用先进AGC系统的可逆四辊冷轧机控制系统具有自动控制、高精度、高效能和可编程性等特点,能够优化产品质量、提高生产效率、降低生产成本、改善工作环境和提高设备可靠性。
液压AGC自动厚度控制系统介绍
一、液压AGC自动厚度控制系统简介液压AGC自动厚度控制系统是现代化轧机提高轧制精度必不可少的技术装备,是生产厂家在未来激烈市场竞争中取得优势的重要保证。
公司致力于液压AGC成套技术与装备的研发、推广。
公司建立了多学科相配套的AGC专业体系,可以集液压AGC自动厚度控制系统的设计、开发、制造、安装、调试于一体,为用户提供优质服务。
目前为止,本公司所推出的液压AGC自动厚度控制系统已经应用在国内外上百条冷轧、热轧带钢生产线上,完全可以满足带钢产品厚度的精确控制。
为了保证带钢产品的厚度精度和良好板型,本系统具有液压压下辊缝控制(AGC)、恒轧制压力控制(AFC)、测厚仪监控,对薄规格产品还可采用张力厚度控制等功能。
本系统工作可靠、操作方便、自我保护功能完备,并具有轧制工艺数据库,在轧制不同规格的带材时,只需要调出相应的轧制工艺即可在每次开始轧制以前设置轧制状态。
应用该系统后,冷轧带钢的厚控精度可以达到:0.15±0.003mm、0.3±0.006mm(纵向厚度偏差)二、系统主要控制功能1、辊缝位置闭环控制(APC);2、带钢厚度闭环控制(监控AGC、张力AGC、秒流量AGC、予控AGC);3、辊缝压靠压力设定及辊缝拨零操作;4、轧辊两侧压/抬同步控制;5、辊缝差设定与钢带纠偏控制;6、轧制力设定与报警;7、各项轧制工艺参数的采集、记录、显示和打印为轧制规程的优化提供参数。
三、主要技术性能指标1、辊缝(厚度)设定精度优于0.001mm2、带材厚度控制精度:±1.5~3%h(带钢厚度)本指标与测厚仪以及来料和轧机精度水平有关。
3、系统响应时间: 30-50 ms四、主要设备介绍1、液压泵站液压泵站主要由主液压泵、蓄能器、油箱,司服阀组,减压稳压阀组、循环过滤机构等组成。
2、压下油缸压下油缸采用优质锻造合金钢制作,经过三次无损探伤,以保证缸体的质量;结构采用特殊设计,油封采用进口产品;装有高分辨率的位移传感器以检测油缸的位移。
临钢3300mm中板轧机厚度控制系统_AGC_的功能和特点
文章编号: 1672- 1152( 2007) 06- 0033- 02
山西冶金 SHANXI METALLURGY
Total 110 No.6, 2007
临钢 3 300 mm 中板轧机厚度控制系统(AGC)的功能和特点
邢丽娜 1 李志恩 2
( 1. 山西太钢不锈钢股份有限公司, 山西 太原 030003; 2. 太钢集团临汾钢铁有限公司, 山西 临汾 041000)
( 2) 液压缸自动优化( APC) 方式。系统的每个 液压缸均安装高精度位移传感器, 定位精度可达 0.005 mm。系统可根据轧制钢种的材质、温度、尺寸 预定轧制道次, 通过数学模型计算轧制规程, 实现道 次和辊缝的自动设定。计算机还可根据来料的实际 工艺参数与预测的相应参数进行比较, 利用偏差量 进行压力自适应和辊缝自校正。
现。来自压力传感器和压力盒的信号和基准压力值 路。临钢的 AGC 厚度控制系统通过跟踪测厚仪和绝
进行比较, 该差值反馈作用伺服阀将误差减小为零。 对测厚仪可以准确地补偿弯辊力对轧制压力和辊缝
第 一 作 者 简 介 : 邢丽娜, 女, 1971 年出生, 现在山西太钢不 锈钢股份有限公司技术中心不锈钢室从事不锈钢研究开发工作, 工程师。Tel:0351- 3016434, E- mail: box_needle@yahoo.com.cn
2
( 4) 校准功能 该套系统的校准功能包括轧机调零和轧机刚度 校准。临钢 AGC 系统轧机调零功能属于半自动程
液压缸内径 /mm 最大冲程 /mm 总额定力( 2 个缸) /KN 液压压下速度 /min·s-1
1 200 100 55 000 >20
序。换辊结束后, 操作工可以开始调零序列, 以决定 压下 / 液压缸在零辊缝的绝对位置, 并消除机架差 异自动配平轧机。系统还包括了一套轧机刚度校准 自动化程序, 通过增减负荷提供轧制刚度滞后的信
轧机厚度自动控制AGC系统说明
轧机厚度自动控制AGC系统使 用 说 明 书中色科技股份有限公司装备所自动化室二零零九年八月二十五日目 录第一篇 软件使用说明书第一章 操作软件功能简介第二章 操作界面区简介第三章 操作使用说明第二篇 硬件使用说明书第一章 接口板、计算机板跨接配置图 第三篇 维护与检修第一章 系统维护简介及维护注意事项第二章 工程师站使用说明第三章 检测程序的使用第四章 常见故障判定方法第四篇 泵站触摸屏操作说明第五篇 常见故障的判定方法附录:第一章 目录第二章 系统内部接线表第三章 系统外部接线表第四章 系统接线原理图第五章 系统接口电路单元图第一篇软 件 说 明 书第一章 操作软件功能简介.设定系统轧制参数;.选择系统工作方式;.系统调零;.显示时实参数的棒棒图、馅饼图、动态曲线;.显示系统的工作方式、状态和报警。
以下就各功能进行分述:1、在轧机靠零前操作手需根据轧制工艺,设定每道次的入口厚度、出口厚度和轧制力等参数。
也可以在轧制表里事先输入,换道次时按下道次按钮,再按发送即可。
2、操作手根据不同的轧制出口厚度,设定机架控制器和厚度控制器的工作方式,与轧制参数配合以得到较理想的厚差控制效果。
3、在泄油状态下,操作手通过在规定状态下对调零键的操作,最终实现系统的调零或叫靠零,以便厚调系统正常工作。
4、在轧制过程中,以棒棒图、馅饼图和动态曲线显示厚调系统的轧制速度、轧制压力、开卷张力、卷取张力、操作侧油缸位置、传动侧油缸位置、压力差和厚差等实时值。
(注意:轧机压靠前操作侧油缸位置、传动侧油缸位置显示为油缸实际移动位置。
轧机压靠后操作侧油缸位置、传动侧油缸位置显示的是辊缝值。
)5、显示系统的工作方式、系统状态和系统报警。
6、系统有两种与传动和测厚仪协调工作模式A.常用数据由厚控AGC发送到传动及测厚仪。
如人口厚度、出口厚度、轧制速度及张力等等。
传动以此为基准值,如调整需通过把手或其他方式加到此基准值上,然后返送回AGC。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实现厚度自动控制的系统——AGC。 根据轧制过程中对厚度的控制方式不 同,AGC的基本形式有:反馈式、厚度 计式、前馈式、监控式、张力式、金属 秒流量式 、相对值式、绝对值式 、动态 设定式和各种补偿系统等十种。
一、反馈式厚度自动控制的基本原理 1. 控制原理 2. 数学模型
S 0 (1 M / K m )h
1.支撑辊偏心的AGC补偿系统 (1)形成原因及其后果:因轧辊安装不 当 ⇒ 板厚呈周期性的变化 (2)消除方法和措施 :在机械上消除轧 辊偏心的影响不大可能,必须在电气控 制系统上采取措施。而采用液压压下实 现厚度自动控制,为消除轧辊偏心的影 响提供了可能性,具体有:A)改善支撑 辊的重磨和提高其装配精度;B)恒压 控制自动补偿偏心;C)恒位置控制自 动补偿偏心;D)设置偏心滤波装置。
四、监控式厚度自动控制的基本原理 1. 使用意义:对于采用P-AGC、张力式、液 压式的轧机或机组,由于轧机方面的原因可 能导致误操作而进行弥补,以保证厚度精度。 2. 控制原理:用设置在出口侧的高精度X-射线 测厚仪或同位素测厚仪所测得的厚度实测值 与设定值进行比较ΔhX ,按照金属秒流量相 等的原则推算出各个机架的轧出厚度偏差, 作适当的压下或张力调节,对各机架的 AGC系统进行监控修正,来提高成品带钢 的厚度。
因此,通过出口侧高精度测厚仪 检测轧机出口侧带材的厚度偏差,控 制轧辊辊缝或轧制压力,使厚度偏差 趋于零。厚度监控可以消除因热膨胀、 轧制速度等对出口厚度的影响,消除 入口厚度变化和入口带材硬度变化的 影响。
3. 数学模型 连轧精轧机组各机架的出口厚度偏差为:
hi
7 hx i
每个机架X-射线测厚仪的监控值为:
4.2 厚度自动控制的基本形式及控制原理
控制原理——通过测厚仪或传感器(如辊 缝仪和压头等)对带钢实际厚度进行连续 地测量,并根据实测值与给定值相比较后 的偏差信号,借助于控制回路和装置或计 算机的功能程序,改变压下位置、轧制压 力、张力、轧制速度或金属秒流量等,把 厚度控制在允许偏差范围之内。 组成:检测系统、控制系统、执行系统 (执行机构 )
(2)实际轧出厚度随轧机刚度而变化的 规律 轧机的刚度Km 随v、P、B、轧辊 的材质和凸度、工 作辊与支持辊接触 部分的状况而变化 ⇒ h,即Km↑ ⇒ h↓
(3)实际轧出厚度随来料厚度H而变化 的规律 当来料厚度H 发生变化时,便会 使B曲线的相对位 置和斜率都发生变 化 ⇒ h,即有: H ↑ ⇒h↑
——反馈方程 3. 缺陷 时间滞后的形式: 1)传递滞后 2)过渡过程滞后(压下系统的反应程度、 计算机控制时间)
二、厚度计式厚度自动控制的基本原理 (P-AGC ~ GM-AGC) 1. 控制原理 2. 数学模型 (1)基本假设 (2)数学模型
ΔS=-ΔP/Km
三、前馈式厚度自动控制的基本原理 1. 控制原理 2. 数学模型 ΔS= M / Km·ΔH ——前馈方程 3. 缺陷:不与 h作 比较,实 际的h未知
4 厚度自动控制——AGC
4.1 板带钢厚度波动的原因及其厚度的 变化规律 一、板带钢厚度波动的原因
1. 工艺因素:t℃、σ、v、H、σs、f 2.设备因素:轧辊偏心、轧辊的椭圆度、 轧辊磨损、轧机刚度、轧辊原始辊缝 等。
二、轧制过程中厚度变化的基本规律 1.复习: (1)弹跳方程: ⇒ 轧机弹性曲线 (2)轧制压力P:
2. 控制的基本出发点:所轧板材的厚度 精度只取决于厚度计模型,通过增加 厚度计模型的精度,避免了由轧制力 模型误差所造成的轧制厚度误差的问 题。在此系统中,过程计算机同时向 AGC提供目标厚度及预设定辊缝,并 且应用厚度计原理,使AGC调整辊缝 得到目标厚度。
3. 绝对值AGC装置的要点 (1) 要开发出高精度厚度计模型; (2) 用高精度仪器进行在线测量和模型变 量的数据处理; (3) 与此同时,为了使所轧板材端部和水 印部位的厚度变化减到最小,必须实 现控制系统的快速响应(如采用液压 驱动来调节辊缝)。
S K 1 Km M M S K PK 1 2 Km Km
3. 控制系统
4. 应用:响应速度要比BISRA-AGC快2~ 3倍;可变刚度范围较宽;与其他厚控方 法共用时其稳定性好,无相关干扰,因 此得到很好的应用。
十、厚度自动控制系统中的补偿控制原理 厚度补偿控制系统(或称为附加控制 回路)是厚度自动控制系统中不可缺少 的组成部分,对各机组的厚度精度具有 直接控制效果,一般它包括有:支持辊 偏心的补偿、油膜厚度的补偿、板带钢 宽度的补偿、速度的补偿、带钢尾部补 偿的控制。
AGC调节方式 ——厚控方法 (1)调压下;改变辊缝是AGC控制的主 要方式,一般用来消除因轧制压力的波 动而造成的厚度偏差。 (2)调节张力。通过改变带钢的张力改变 轧件变形抗力即塑性曲线斜率以实现厚 度自动控制的目的。 (3)调速度。轧制速度的变化将影响到张 力、摩擦系数等的变化,即影响轧制压 力变化。可通过调速改变轧制压力以实 现厚度自动控制的目的。
(4)实际轧出厚度随润滑条件、轧制速
度而变化的规律 ① 当减小摩擦 系数时,轧制压 力会降低,可以 使得带钢轧得更 薄,即: f↓ ⇒ h↓。
② 轧制速度对实际轧出厚度的影响, 主要是通过对摩擦系数的影响来起 作用的,当轧制速度增高时,摩擦 系数减小,则实际轧出厚度也减 小,反之则增厚。
(5)实际轧出厚度随变形抗力而变化的 规律 当来料机械性 能不均或轧制温度 发生波动时,金属 的变形抗力随之波 动,使B曲线斜率 发生波动⇒ h,即:
⇒ 轧件塑性曲线 (3)弹塑性曲线—— P-h 图
P-h 图的描述:
0点—— 工 作点, 表征该道 次在P1作 用下,由 H→ h1
2. 轧制过程中厚度变化的基本规律 (1)实际轧出厚度随辊缝而变化的规律 在其他条件 相同的情况下, 随着压下螺丝设 定位置的改变, So将发生变化 ⇒ h,即So↑⇒ h ↑
厚控的基本思想——通过采用合 适的厚控方法,使线A与线B的交点始 终落在一条垂直线上,这条垂线称为 等厚轧制线。因此,板带厚度控制实 质就是不管轧制条件如何变化,总要 使线A与线B交到等厚轧制线上,这样 就可得到恒定厚度(高精度)的板带 材。
P-h 图的分析方法的实质是利用 求取轧机弹性变形曲线和轧件塑性变 形曲线交点的几何方法,或对轧机弹 跳方程和轧件塑性方程联立求解,以 确定各种参数变化时的工作点定性的 变化规律及有关变量之间近似的定量 关系。
厚度自动控制的目的就是借助于 辊缝、张力、速度等可调参数,把轧 制过程参数(如原料厚度、硬度、摩 擦系数、变形抗力等)波动的影响消 除,使其达到预定的目标厚度。而辊 缝、张力等参数的调节又是以轧机的 弹性曲线和轧件的塑性曲线及弹 - 塑 曲线(P-H图)为依据的。所以利用Ph 图,可以定性地、定量地、直观地分 析各种厚控方法。
改变轧辊位置补偿系数 C ⇒ KE
⇒ 轧辊的位置 ⇒ 厚控
3. 轧机刚度可程度的提 高,为了更有效地控制带钢纵向厚度公 差,提高成品带钢质量,液压压下已成 为压下系统的发展方向。其主要优点: (1)惯性小、反应快、截止频率高,系 统对外来干扰跟随性好,调节精度高。 (2)由于系统响应快,因此对轧辊偏心 引起的辊缝发生高频周期变化的干扰能 进行有效清除。 (3)可实现轧机刚度系数调节,可依据 不同的轧制条件选择不同的刚度系数获 得更高的成品厚度精度。
八、绝对值AGC控制系统的基本原理 —— ABS-AGC 1. 问题的提出:常规AGC系统都是以相 对实际厚度的某一锁定厚度,即目标 厚度为基准进行厚控的,属于相对值 厚控范畴,使所控制的厚度精度受制 约,为进一步提高厚度精度,而提出 了绝对值AGC的理念。
AGC的工作方式——目标值的确定方法 (1)绝对AGC:机架锁定板厚设定值是 轧机受载某一时间后的负载辊缝计算值。 采用此方式时,AGC功能也在相应确定 的时间后参与辊缝调节。如:2050为 20ms。 (2)相对AGC :机架锁定板厚设定值为 轧机受载后一定时间内负载辊缝计算值 的平均值,这时AGC功能在机架受载后 参与辊缝调节。如:2050取3s后四次的 平均值,而1700 取头部厚度。
2. 数学模型 h=H • L/l 或 h=υH • H/υh 3. 秒流量AGC系统的构成 一套完整的秒流量AGC系统应由 厚度前馈(预控)环、按金属秒流量相等 原则计算出的轧出厚度的厚度反馈环 和厚度监控环组成。
七、液压式厚度自动控制基本原理 1. 控制原理 1)位置传感器⇒下支 撑辊的实际位置 2)压力传感器及弹跳 方程⇒位置设定值 1与2比较⇒借助轧机 的液压系统,通过液 压伺服阀调节液压缸 油量和压力来控制轧 辊的位置进行的厚控。
σs↑ ⇒ h ↑
(6)实际轧出厚度随张力而变化的规律 轧制张力对 实际轧出厚度的 影响是通过改变 B曲线的斜率来 实现的,张力增 大时,会使B曲 线的斜率减小 ⇒ h↓。
三、P-h 图的用途 1. 分析轧机刚度对轧件厚度的影响 2. 分析各种轧制工艺条件对轧件厚度的 影响 3. 可作为对轧机辊缝预设定的工具 4. 是板带材厚度控制的基础和依据
0 F m
4. 活套补偿系统 (压下补偿系统、速
度补偿系统) (1)原因:当AGC系统移动压下而改 变辊缝进行调厚(即调压下厚控)时, 必然使压下率变化,从而影响前 滑和后滑,改变带钢出口和入口速度。 这种现象将干扰活套的工作,而活套 的动态调节又将反过来影响调厚效果 ⇒ h波动
MNn=MNn-1+KX•ΔhX
五、张力式厚度自动控制的基本原理 1. 控制原理 2. 张力微调的实现 (1)调节速度 (2)调节活套机构 的给定转矩 3. 控制模型:
P / T h T K m P / h
六、金属秒流量厚度自动控制的基本原理 ——质量流AGC、物流AGC、MF-AGC 1. 控制原理:光电砝码⇒L、l;或激光测速 器⇒ vH、vh; 测厚仪⇒H、h 按秒流量相 等原则按反馈方程来调节压下系统控厚。