铸件的凝固原则
铸件的凝固
C4 铸件的凝固与补缩本章内容:铸件的凝固过程、凝固特性对铸件质量的影响,缩孔、缩松的形成机理、防止措施以及冒口和冷铁的应用。
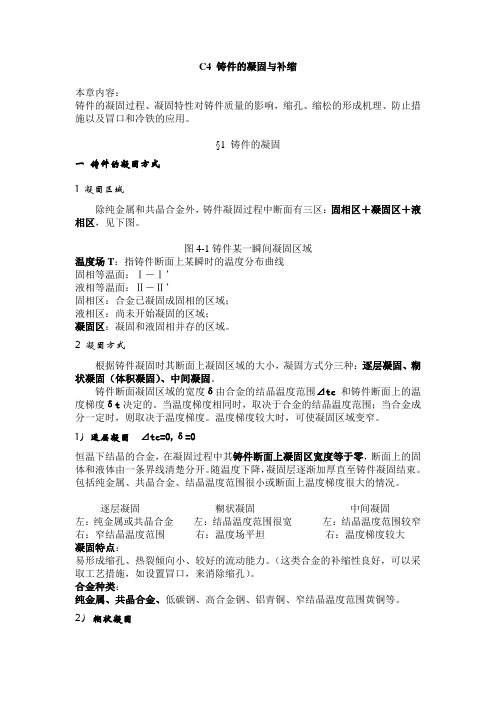
§1 铸件的凝固一铸件的凝固方式1 凝固区域除纯金属和共晶合金外,铸件凝固过程中断面有三区:固相区+凝固区+液相区,见下图。
图4-1铸件某一瞬间凝固区域温度场T:指铸件断面上某瞬时的温度分布曲线固相等温面:Ⅰ-Ⅰ’液相等温面:Ⅱ-Ⅱ’固相区:合金已凝固成固相的区域;液相区:尚未开始凝固的区域;凝固区:凝固和液固相并存的区域。
2 凝固方式根据铸件凝固时其断面上凝固区域的大小,凝固方式分三种:逐层凝固、糊状凝固(体积凝固)、中间凝固。
铸件断面凝固区域的宽度δ由合金的结晶温度范围⊿tc和铸件断面上的温度梯度δt决定的。
当温度梯度相同时,取决于合金的结晶温度范围;当合金成分一定时,则取决于温度梯度。
温度梯度较大时,可使凝固区域变窄。
1)逐层凝固⊿tc=0,δ=0恒温下结晶的合金,在凝固过程中其铸件断面上凝固区宽度等于零,断面上的固体和液体由一条界线清楚分开。
随温度下降,凝固层逐渐加厚直至铸件凝固结束。
包括纯金属、共晶合金、结晶温度范围很小或断面上温度梯度很大的情况。
逐层凝固糊状凝固中间凝固左:纯金属或共晶合金左:结晶温度范围很宽左:结晶温度范围较窄右:窄结晶温度范围右:温度场平坦右:温度梯度较大凝固特点:易形成缩孔、热裂倾向小、较好的流动能力。
(这类合金的补缩性良好,可以采取工艺措施,如设置冒口,来消除缩孔)。
合金种类:纯金属、共晶合金、低碳钢、高合金钢、铝青铜、窄结晶温度范围黄铜等。
2)糊状凝固铸件凝固过程中,铸件断面上的凝固区域很宽,在某一段时间内,凝固区域甚至会贯穿于铸件的整个断面,铸件表面尚未出现固相区,铸件中心已开始结晶,出现了固相。
凝固特点:补缩性差(易形成缩松)、热裂倾向大、流动能力差。
合金种类:高碳钢、球铁、锡青铜、铝镁合金及某些结晶温度范围宽的黄铜。
3)中间凝固铸件断面上凝固区域宽度介于逐层凝固和糊状凝固之间。
金工习题集答案(2010.4.28)

第一篇铸造一、是非题(正确的在后面括号内画“√”,错误的画“×”)1.在铸件热节处安放冷铁能够起补缩作用。
(×)P432.砂型铸造是铸造生产中唯一的铸造方法。
(×)3.砂型铸造时,木模尺寸应与铸件尺寸完全相同。
(×)P714.铸件的重要受力面、主要加工面,浇注时应朝上。
(×)P675.凝固温度范围大的合金,铸造时铸件中易产生缩松。
(√)P41底,P43中6.防止或减少铸件变形的方法之一是提高流动性。
(×)P46中7.合金的浇注温度越高越好。
(×)P44中8.圆角是铸件结构的基本特征。
(√)P799.金属铸型能“一型多铸”,可反复使用多次。
(√)P8510.机器造型生产率高,铸件尺寸精度较高,因此应用广泛。
(√)P6311.铸钢件一般都要安置冒口和冷铁,使之实现同时凝固。
(×)P43中下二、选择题(在正确答案的标号字母上画“√”)1.造成铸件冷隔的主要原因是A.浇注温度过高 B.浇注温度过低(P39中) C.浇注速度太快2.生产中为提高合金的流动性常采用的方法是A.加大出气口 B.延长浇注时间 C.提高浇注温度(P40中)3.灰口铸铁适合制造床身、机架、底座、导轨等件,除因它的工艺性能良好外,还因为A.可焊性好 B.可以锻造 C.耐压消震(P40下) D.冲击韧性好4.铸件的重要加工面,应尽量放在铸型的A.侧面 B.下面(P67) C.上面5.造型方法按其手段的不同,可分为A.分模造型和挖砂造型B.整模造型和刮板造型 C.手工造型和机器造型(P63)6.金属型铸造主要适用于浇注A.铁和钢 B.低熔点合金C.铝合金和铜合金(P86中)7.熔模铸造适用于制造A.大型铸件 B.形状复杂铸件(P84下) C.形状简单铸件8.机床床身一般采用的材料是A.可锻铸铁 B.球墨铸铁 C.铸钢 D.灰口铸铁(P53表)9.机器造型要求操作技术不高,适合于A.二箱造型(P65下) B.活块造型 C.三箱造型10.分型面应选择在A.受力面的上面 B.加工面上 C.铸件的最大截面处11.普通车床床身浇注时,导轨面应A.朝左侧 B.朝右侧 C.朝下(P67表) D.朝上12.金属型预热的目的是为了A.防止模具变形 B. 防止铸件产生白口和内应力(P86、P45中) C. 不粘附铸件和便于铸件出模13.冒口的一个重要作用是A. 液体金属迅速浇注满型腔B. 浇注金属液的通道C. 补缩和排气(P40中下)14.浇注温度过高,铸件会产生A.气孔(P47中)B. 夹杂物C. 冷隔15.在下列物品中,适用于铸造生产的是A.钢精锅B. 铝饭盒C. 机床丝杠D. 哑铃16.能够制造形状复杂、特别是具有复杂内腔毛坯的加工方法是A.铸造(P37)B.压力加工C.焊接D.切削加工三、填空题1.铸造方法可基本分为铸造和铸造两大类。
液态成形中铸件补缩原理及冒口设计
(4)采用回转铸型法的浇注工艺。在某些情况下(如铸件形状复杂, 合金液易氧化等)必须采用底注式,但底注式又无法造成冒口补缩 所需的凝固顺序。
宽结晶温度范围的合金倾向于糊状凝固,结晶始点波 较快到达铸件断面中心,结晶骨架迅速布满整个断面, 使冒口的补缩通道受到阻碍,顺序凝固的原则就较难实 现。
顺序凝固原则容易使铸件不同部位存在较大的温差,使 铸件出现裂纹、残留应力和变形等缺陷倾向增大。
2)同时凝固(contemporaneous solidification)的原则
合理地确定浇注系统和浇注工艺,不仅影响铸型内的温度场 分布和冒口的补缩效果,而且对防止其他各种缺陷(如气孔、夹 砂、冷隔、氧化夹渣、应力裂纹等)均有很大影响。因此,究竟 采用怎样的浇注系统和浇注工艺,必须根据铸件的结构特点, 合金的凝固特性以及铸件的技术要求综合地考虑,并且在生产 实践中不断地总结和改进,才能不断提高产品质量。
对某一具体铸件而言,到底应该采取顺序凝固原则 还是同时凝固原则,还应当根据该铸件的合金特点,具 体铸件结构及其技术要求,以及可能出现的其它缺陷 (如残留应力、变形、裂纹)等综合考虑,找出矛盾的 主要方面,才能最后合理地加以确定。
5.2确定合理浇注系统及浇注工艺
要获得良好的补缩条件,得到健全的铸件,首先必须合 理地确定浇注系统,主要包括如何选择浇口在铸件上的引 入位置,确定浇口和冒口的相对位置,确定浇注系统的类 型等,这些对铸件凝固时的温度场分布有着显著的影响。 (1)浇口从铸件厚实处引入以加强铸件的顺序凝固。
铸件的凝固原则
铸件的凝固原则
控制铸件凝固的原则主要有两个:
1,顺序凝固的原则
采用各种方法,保证铸件远离冒口部分最先凝固,绕后市靠近冒口的部分凝固,最后才是冒口本身凝固。
这个原则叫做顺序凝固的原则。
铸件顺序凝固时,最先凝固的部分得到较慢凝固部分的补缩,而较慢凝固部分得到冒口的补缩,使缩孔集中在冒口中,从而获得致密的铸件。
应该指出,逐层凝固和顺序凝固是不同的。
逐层凝固有助于实现顺序凝固,因为它使铸件的断面中心长时间的保持液态,形成补缩通道,保证冒口补缩作用的实现。
因此,合金逐层凝固倾向性好,就容易实现顺序凝固。
顺序凝固能保证获得致密的铸件,但铸件各部分的温差较大,故热应力较大,易使铸件变形或产生热裂。
同时,由于要放置冒口,增加了金属的消耗量和切削冒口的工作量。
2,同时凝固的原则
采用各种方法,保证铸件各部分(不论它的尺寸和结构)近乎同时凝固,从而减小各部分的温差。
这个原则叫做同时凝固的原则。
同时凝固因铸件凝固后,各部分冷热均匀,热应力小,铸件不容易变形和产生裂纹,可不设置冒口或者冒口很少,切割冒口的工作量较小。
而对于液态收缩大的铸件往往在截面中心形成缩松,降低了铸件的塑性和致密性。
铸件的凝固方式
铸件的凝固方式:逐层凝固,中间凝固,糊状凝固合金的结晶温度范围越小,铸件断面的温度梯度越大,铸件越倾向于逐层凝固方式,也越容易铸造一,合金的收缩分类及导致的缺陷、缩孔与缩松形成原因及防止答:分类:1.液态收缩2.凝固收缩3.固态收缩。
会导致如缩孔、缩松、变形、裂纹、残余应力等缺陷。
形成原因:合金液在铸型内冷凝过程中,若其体积收缩得不到补充时,将在铸件最后凝固的部位形成孔洞,容积较大的孔洞叫缩孔,细小而分散的孔叫缩松。
防止:1.合理选择铸造合金。
2.合理选用凝固原则。
铸件的凝固原则分为“顺序凝固”和“同时凝固”两种。
实现顺序凝固的办法:1,在铸件的厚大部位安放冒口2.安放冷铁3.设置补贴浇注位置的选择原则:1.铸件的重要加工面或质量要求高的面,尽可能置于铸件的下部或处于侧立位置2.大平面的浇注位置是将铸件的大平面朝下,以免在此面上出现气孔和夹砂等缺陷3.具有大面积薄壁的铸件,应将薄壁部分放在铸型的下部或处于侧立位置,以免产生浇不足和冷隔等缺陷 4.为防止铸件产生缩孔缺陷,应把铸件容易产生缩孔的厚大部位置于铸型的顶部和侧面拔模斜度与结构斜度:为使模样(或型芯)易从铸型(或芯盒)中取出,在制造模样或芯盒时,凡平行于拔模方向上的壁,需给出一定的斜度,此斜度称为拔模斜度(拔模斜度);铸件上凡垂直于分型面的不加工面都应有一定的倾斜度,即结构斜度。
浇注系统的分类:1.顶注式浇注系统:优点容易实现顺序凝固和进行补缩。
缺点是金属液对铸型冲击大,容易产生飞溅,氧化和卷入空气。
适于高度不大,形状简单,薄壁或中等壁厚的铸件。
2.中注式浇注系统:其横浇道和内浇道均开设在分型面上,易于操作,便于控制金属夜的流量分布和铸型的热分布。
3.底注式浇注系统:优点金属液的充型过程平稳,无飞溅,型腔中的气体易于排出,挡渣效果好,缺点是不能利用金属夜的自重进行补缩压力铸造的特点:1.生产效率高,便于实现自动化2.获得铸件的尺寸精度高(11~13),表面粗糙度低(3.2~0.8),一些铸件无需机加工可直接使用3.可获得细晶粒组织的铸件,机械强度比砂型铸造高4.便于实在嵌铸自由锻的基本工序:墩粗和拔长。
铸件合金的凝固与收缩

铸件合金的凝固与收缩合金凝固温度范围和铸件温度梯度会对铸件的凝固方式产生影响,化学成分不同、浇注温度和铸件结构会对逐渐的收缩产生影响。
(一)铸件的凝固方式及影响因素1.铸件的凝固方式(1)逐层凝固方式合金在凝固过程中其断面上固相和液相由一条界线清楚地分开,这种凝固方式称为逐层凝固。
常见合金如灰铸铁、低碳钢、工业纯铜、工业纯铝、共晶铝硅合金及某些黄铜都属于逐层凝固的合金。
(2)糊状凝固方式合金在凝固过程中先呈糊状而后凝固,这种凝固方式称为糊状凝固。
球墨铸铁、高碳钢、锡青铜和某些黄铜等都是糊状凝固的合金。
(3)中间凝固方式大多数合金的凝固介于逐层凝固和糊状凝固之间,称为中间凝固方式。
中碳钢、高锰钢、白口铸铁等具有中间凝固方式。
2.凝固方式的影响因素(1)合金凝固温度范围的影响合金的液相线和固相交叉在一起,或间距很小,则金属趋于逐层凝固;如两条相线之间的距离很大,则趋于糊状凝固;如两条相线间距离较小,则趋于中间凝固方式。
(2)铸件温度梯度的影响增大温度梯度,可以使合金的凝固方式向逐层凝固转化;反之,铸件的凝固方式向糊状凝固转化。
(二)铸造合金的收缩铸造合金从液态冷却到室温的过程中,其体积和尺寸缩减的现象称为收缩。
它主要包括以下三个阶段:1.液态收缩金属在液态时由于温度降低而发生的体积收缩。
2.凝固收缩熔融金属在凝固阶段的体积收缩。
液态收缩和凝固收缩是铸件产生缩孔和缩松的基本原因。
3.固态收缩金属在固态时由于温度降低而发生的体积收缩。
固态收缩对铸件的形状和尺寸精度影响很大,是铸造应力、变形和裂纹等缺陷产生的基本原因。
(三)影响合金收缩的因素1.化学成分不同成分的合金其收缩率一般也不相同。
在常用铸造合金中铸刚的收缩最大,灰铸铁最小。
2.浇注温度合金浇注温度越高,过热度越大,液体收缩越大。
3.铸件结构与铸型条件铸件冷却收缩时,因其形状、尺寸的不同,各部分的冷却速度不同,导致收缩不一致,且互相阻碍,又加之铸型和型芯对铸件收缩的阻力,故铸件的实际收缩率总是小于其自由收缩率。
金工试题库(1)
金工试题库一.填空题:1.工程材料的力学性能指标包括(强度)、(硬度)、(塑性)、(韧性)和疲劳强度。
s2.淬火钢和工具钢常用(洛氏硬度)、退火钢常用(布氏硬度)来测试其硬度。
3.金属材料承受无限次重复交变载荷而不断裂的最大应力称为(疲劳强度)。
4.承受冲击载荷的零件要求(冲击韧性)一定要高。
5.金属材料在拉断前所能承受的最大应力叫(抗拉强度),而产生塑性变形而不被破坏的能力叫(塑性)。
6、金属的结晶包括(晶核的形成)和(晶核的长大)两个过程。
7.常见金属的晶格有(体心立方晶格)、(面心立方晶格)和(密排六方晶格)。
8.普通热处理工艺包括(退火)、(正火)、(淬火)、(回火),淬火后高温回火的热处理合称为(调质处理)。
9.钢在加热时,影响奥氏体转变的因素有(加热温度)、(加热速度)、(含碳量)、(原始组织)和(合金元素)。
10.影响奥氏体晶粒长大的因素有(加热温度)、(保温时间)和(化学成分)。
11. 亚共析钢一般进行(完全)退火,过共析钢一般进行(球化)退火,铸钢件一般进行(扩散)退火,为消除毛坯件的残余应力,一般需进行(去应力)退火。
12.钢的回火分为(低温回火)、(中温回火)、(高温回火)。
13.钢的表面淬火分为(火焰加热)表面淬火和(感应加热)表面淬火。
14.钢的淬火分为(单液淬火)、(双液淬火)、(分级淬火)、(等温淬火)。
15. 丝锥要求又硬又韧,应进行(等温淬火)热处理,45钢轴要求综合机械性能好,应进行(调质)热处理,60钢弹簧要求弹性好,应进行(淬火+中温回火)热处理,T12钢锉刀要求高硬度,应进行(淬火+低温回火)热处理。
16.铜合金按加入元素分为(黄铜)、(青铜)和(白铜)三类。
17.变形铝合金按性能特点及用途分为(防锈铝)、(硬铝)、(超硬铝)和(锻铝)四种。
18.铸造铝合金分为(铝硅系合金)、(铝铜系合金)、(铝镁系合金)和(铝锌系合金)。
19.塑料按热性能分为(热塑性塑料)和(热固性塑料)两种。
作业简答

1.铸件凝固方式依照什么来划分?哪些合金倾向于逐层凝固?在铸件化学成分已定的前提下铸件的凝固方式是否还能加以改变。
通常根据液固两相区的宽窄将铸件的凝固方式划分为逐层凝固方式,糊状凝固方式和中间凝固方式。
常见合金如灰铸铁、低碳钢、工业纯铜、工业纯铝、共晶铝硅合金及某些黄铜都属于逐层凝固的合金。
可以改变果改变结晶时的温度梯度,其凝固方式也可以改变。
2.铸件合金的收缩可分为哪三个阶段?缩孔缩松铸造应力及铸件变形各在哪个收缩阶段内形成?他们对铸件的质量各有何影响?①液态收缩:金属在液态时由于温度的降低而发生的体积收缩②凝固收缩:熔融金属在凝固阶段的体积收缩③固态收缩:金属在固态由于温度降低而发生的体积收缩(铸件变形)缩孔和缩松在液态凝固阶段形成危害:缩孔和缩松的形成,降低了铸件的力学性能和气密性,严重时可能使铸件成为废品铸件在凝固和冷却过程中,不同部位由于不均衡的收缩而引起的应力铸造应力是使铸件产生变形和裂纹的主要原因,它降低铸件的使用性能,严重影响铸件的质量3.什么是定向凝固原则?什么是同时凝固原则?各需采用什么措施来实现?它们各适用于哪些场合?定向凝固是使铸件按规定的方向从一部分到另一部分逐渐凝固的过程。
实现定向凝固的措施是:设置冒口;合理使用冷铁。
它广泛应用于收缩大或壁厚差较大的易产生缩孔的铸件,如铸钢、高强度铸铁和可锻铸铁等。
同时凝固原则:铸件相邻各部位或铸件各处凝固开始及结束的时间相同或相近,甚至是同时完成凝固过程。
实现同时凝固的措施是,将浇口开在铸件的薄壁处,在厚壁处可放置冷铁以加快其冷却速度。
适用于凝固温度范围宽的合金且气密性要求不高的铸件4试分析图所示铸件热应力的形成过程,说出上下两部分的应力性质,并用虚线表示出铸件可能的变形方向结构不对称、壁厚不均匀、冷却速度不一致,在厚壁的部分受拉应力,薄的部分受压应力。
5铸造时,金属凝固温度范围的宽窄对铸件质量有何影响?为什么?金属凝固温度范围的宽窄表示的是金属处于结晶过程中时,其固液两相共存的温度范围。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸件的凝固原则
控制铸件凝固的原则主要有两个:
1,顺序凝固的原则
采用各种方法,保证铸件远离冒口部分最先凝固,绕后市靠近冒口的部分凝固,最后才是冒口本身凝固。
这个原则叫做顺序凝固的原则。
铸件顺序凝固时,最先凝固的部分得到较慢凝固部分的补缩,而较慢凝固部分得到冒口的补缩,使缩孔集中在冒口中,从而获得致密的铸件。
应该指出,逐层凝固和顺序凝固是不同的。
逐层凝固有助于实现顺序凝固,因为它使铸件的断面中心长时间的保持液态,形成补缩通道,保证冒口补缩作用的实现。
因此,合金逐层凝固倾向性好,就容易实现顺序凝固。
顺序凝固能保证获得致密的铸件,但铸件各部分的温差较大,故热应力较大,易使铸件变形或产生热裂。
同时,由于要放置冒口,增加了金属的消耗量和切削冒口的工作量。
2,同时凝固的原则
采用各种方法,保证铸件各部分(不论它的尺寸和结构)近乎同时凝固,从而减小各部分的温差。
这个原则叫做同时凝固的原则。
同时凝固因铸件凝固后,各部分冷热均匀,热应力小,铸件不容易变形和产生裂纹,可不设置冒口或者冒口很少,切割冒口的工作量较小。
而对于液态收缩大的铸件往往在截面中心形成缩松,降低了铸件的塑性和致密性。