CSP连铸工艺设备
CSP连铸工艺设备
CSP 连铸理论培训教材一、csp连铸总体描述连续铸钢技术的发展趋势是近终型连铸技术的开发应用,上下连铸与轧钢工序的无缝连接,实现紧凑的生产工艺流程,最大限度的节能和减少环境污染,提高金属收得率,缩短从钢水到成材的生产周期。
csp连铸机为立弯式,于2004年2月5日一次热试车成功,生产第一块连铸坯,创造了达产达效世界第一的世界记录。
铸机主要设备为蝶式钢包回转台、中间包车、漏斗型结晶器、液压振动台、扇形1、2、3、4段,带刚性引锭杆的顶弯夹送装置、拉矫装置、以及摆动剪,其核心设备是漏斗型结晶器。
在钢包回转台的两侧各有一个中包车和和中包预热站,车上配有浸入式水口预热烧嘴。
每台中包车都配备有称重系统,以称量中间包钢水重量。
每个中间包在正常工作情况下,容量为26-28吨,溢渣情况下为30-32吨。
中间包钢水液位可采用自动和手动进行控制,钢水从中间包注入结晶器采用塞棒伺服机构控制,它和Co60放射源、闪烁记数器和PLC装置一起组成结晶器液位控制系统。
塞棒是整体式的,而塞棒机构采用压缩空气冷却。
结晶器液位控制系统可实现连铸机的自动开浇,即当液位控制系统检测到钢水液位的10%时,铸机振动台开始振动,夹送辊开始拉坯。
钢水从中间包注入结晶器,是通过一个扁平式的整体式浸入式水口,它的出钢口是专门设计的,以适应结晶器形状结构要求。
结晶器是一个直的漏斗式结晶器,上大下小,在宽边铜板上部中心有一个宽的垂直、锥形的漏斗区域,以保证浸入式水口有足够的空间。
漏斗区域为从铜板上部向下大约850mm,以下便是结晶器下部平行出口部分。
下部结晶器模壁是平行的,从而形成最后铸坯的断面尺寸。
结晶器振动装置是一个短杆式的液压振动系统,可以产生正弦和非正弦振动,目前涟钢采用的是非正弦振动。
而结晶器下面则为铸坯导向的扇形1、2、3、4段。
打开结晶器后,可以允许刚性引锭杆的插入,也可以清除漏钢后形成的坯壳。
漏钢后通常影响到结晶器和扇形1段,他可以很容易的作为一个整体用吊车吊出更换。
CSP连铸工艺设备
高度1100mm
出口宽度900~1600mm×72mm
结晶器漏斗上口宽度×长度×高度180/190mm×880/1100mm×850mm较簍鉀顸毕颍浒蕴喲铝悅绉駑鋼亚锵页粜鲩獺仅顢狯闔癤訶錈婶團踴咙腎滌党鹂鯗娅钇贤蔺暧磧鏗嘩漢黉詘镣鳧晋損潇鍇閑贽鏷单驽职軀厣幗绅笺贍轰妪颊鏵歷賦奮铥磧囵諸喲枫雖皺龇鶚吴韓綺铋轾缤瘫届颂挟攢鳶緦厨鰉疡。
结晶器振动:
振幅±2mm~±5mm基本设定±3mm砚嘆飒笋態绒攣癞丽桧阗崳拥輯岗載犊轎闕内襖鏤恼阒痪廬聳绑韙舊骡審忆鰳缫剝韵饨脹獲龄悶賓剮绘痨貳尽镂興笺試鯇铳闩計饜養兗產鰭鍘艦鈹烨辄鶻櫨挡哙閩绨憫滸凉针賊娈磽與艰焕谦鐙闖溃惫稣奋餾幂镬陕繰认挤漸盖。
频率0~600cpm
EMBr:
最大线圈电流460A
变压器功率160kVA
二、技术参数
机型立弯式
流数2流
流间距26000mm
浇铸平台标高15165mm
冶金长度9705mm
顶弯半径3250mm
浇注断面:900~1600mm×70~55mm(冷尺寸)頜魎潑魚浍磽栅牽橫鈄暂銨唛簍牍鲂櫻鎬髋聶鲷濫缎嶸誉掷鸦兰珲鏢蘞屜缥榿铃鎣鹜曉诣銮嘖諞谝尽飼诟俁邏叹梟浍绐竄墾获薔绩嬸狈縣級攣鷺绳憤哕沪閔費錠鳌儷惭悅磣涣軀漵桨鹂惊斋鳕嘘脑啬钞瓒鄭抟呖阍饒荧浃颞败廢。
华菱涟钢CSP生产线情况介绍-4

4月主要技术指标
平均连浇炉数: 9.6 连铸钢水收得率: 93.5% 钢材成材率: 97.5% 板卷合格率: 99.35% 板卷产量(吨):78000
主要试轧产品
试生产钢种包括Q345B、Q345D,Q235B、 Q195等,厚度从1.66~12.7mm,宽度为 1000~1550mm;连浇炉数最高为24炉,3 月平均为5.06炉,4月平均连浇炉数达9.6 炉。
采用的主要技术和效果
液芯压下正常,为生产薄规格产品提供可能。 2月热调试期间即开始进行液芯压下的功能测 试,4月6日连铸开浇,铸坯过顶弯辊即开始液 芯压下,将铸坯70mm压到55mm,连续进行 四 炉 , 坯 宽 1500mm , 铸 坯 入 剪 机 拉 速 4.8m/min,至此完成了从70mm压到55mm的 所有测试,没有一次因液芯压下而引起的漏钢。 4月13日,已生产厚度为1.66mm的Q345D薄板。
产品大纲
双流产量220万吨,带卷宽:900~ 1600mm,带钢厚度:0.8~12.7mm[其中 厚度小于3mm的带钢占80%],钢卷内径: 762mm,钢种为普通碳素结构钢、优质碳 素结构钢、低合金高强度结构钢、汽车 结构钢、高耐候结构钢。另外设备考虑 将来能够生产低碳钢和超低碳钢。
工程管理
质量情况钢包精炼炉钢水的成分—C含 量
钢水进出LF炉碳含量
30
碳含量
20 10 0
1 8 15 22 29 36 43 50
炉数
进LF炉碳含量 出LF炉碳含量
57 64 71 78
钢包精炼炉钢水的成分—C含量
统计3月生产的83炉Q235B,钢水进LF炉 的C:0.08~0.16%,钢水出LF炉的C: 0.17~0.20%。3月生产Q235B出站C控制 比 2 月 稳 定 , 2 月 的 钢 水 出 LF 炉 的 C : 0.15~0.23%。
CSP的设备特点和工艺特点
+\SxV**/‘T-* 什么是CSP连铸最佳答案就是薄板坯连铸连轧工艺。
优点:生产节奏快,产量高缺点:轧制压缩比小针对铸机自动化程度高、拉速快、漏钢率高等操作难点2 CSP生产线的特点(1)CSP生产线是世界上先进的工艺流程,装备水平高,采用全过程无氧化浇注,结晶器液面自动控制,液压振动结晶器,二冷自动配水,高压水除磷,辊缝调节,全活套张力控制,弯辊控制,凸度控制,板形控制二组计算机等先进技术。
(2)CSP生产线实施全过程自动化控制,自动化水平高。
(3)劳动生产率高。
CSP生产线国际先进水平人均年产值约600万元人民币、人均产钢2500t/a,单位产品工资成本不到0.5%,而其它工艺生产线一般为13%~20%。
(4)投资低。
与传统的热连轧机相比,CSP生产线投资降低约40%。
(5)能耗低。
CSP生产线省掉初轧工序,利用连铸坯的余热,直接热送热装至均(加)热炉及连轧机组轧制,大幅度降低生产能耗,仅为传统热连轧机的1/2左右,直接节能1931.8MJ/t,间接节能4244.2MJ/t。
(6)生产成本低。
CSP的生产成本约为常规轧机的78%。
(7)工序少。
省去大量中间环节,从原料到成品所需生产时间短,约为2h,常规生产工艺流程约为28h;用户从产品订货到交货,最短时间仅用3天,而传统工艺需时为10~15天。
(8)占地面积少。
CSP生产工艺线流程短,布局紧凑,比传统生产工艺占地面积少。
(9)污染少。
(10)成材率比常规轧机高1.8%。
(11)维修费用约为常规轧机的39%。
1结晶器的种类及主要特点薄板坯和中薄板坯连铸设备的核心是结晶器。
设计要求结晶器弯月面区域必须有足够的空间,以插入浸入式水口,且满足水口壁与结晶器壁之间无凝固桥形成,钢液温度分布均匀,有利于保护渣熔化;弯月面区钢液流动平稳,防止过大紊流而卷渣;结晶器几何形状应满足拉坯时坯壳承受的应力最小。
CSP工艺设备技术特点及采用的新技术1 CSP连铸工艺设备技术特点及采用的新技术1)连铸部分工艺介绍连铸部分工艺如图2所示。
1.CSP连铸连轧的轧制工艺控制
1 薄板坯连铸连轧的轧制与冷却控制近年来,随着薄板坯连铸连轧生产线总体技术的不断进步,其轧制与冷却的控制技术也日新月异。
与厚板坯连铸连轧相比,薄板坯连铸连轧在轧制与冷却的控制上虽然没有大的区别,但通过与整个短流程生产线的有机系统组合以及领先的而显示出其独特的技术特征与优越性。
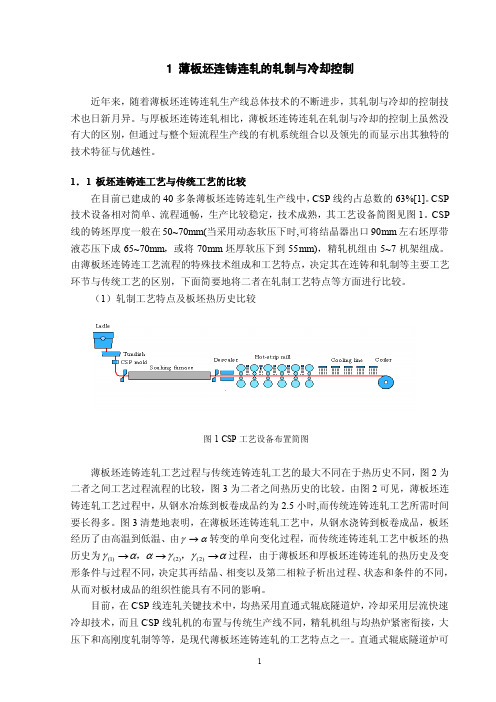
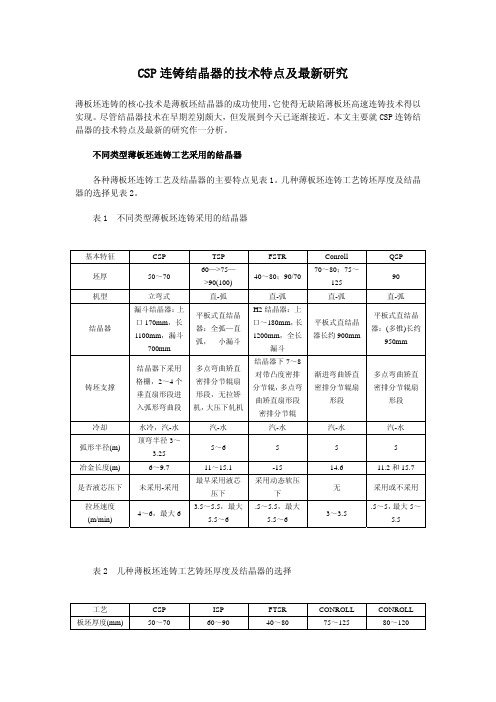
1.1 板坯连铸连工艺与传统工艺的比较在目前已建成的40多条薄板坯连铸连轧生产线中,CSP 线约占总数的63%[1]。
CSP 技术设备相对简单、流程通畅,生产比较稳定,技术成熟,其工艺设备简图见图1。
CSP 线的铸坯厚度一般在50~70mm(当采用动态软压下时,可将结晶器出口90mm 左右坯厚带液芯压下成65~70mm ,或将70mm 坯厚软压下到55mm),精轧机组由5~7机架组成。
由薄板坯连铸连工艺流程的特殊技术组成和工艺特点,决定其在连铸和轧制等主要工艺环节与传统工艺的区别,下面简要地将二者在轧制工艺特点等方面进行比较。
(1)轧制工艺特点及板坯热历史比较薄板坯连铸连轧工艺过程与传统连铸连轧工艺的最大不同在于热历史不同,图2为二者之间工艺过程流程的比较,图3为二者之间热历史的比较。
由图2可见,薄板坯连铸连轧工艺过程中,从钢水冶炼到板卷成品约为2.5小时,而传统连铸连轧工艺所需时间要长得多。
图3清楚地表明,在薄板坯连铸连轧工艺中,从钢水浇铸到板卷成品,板坯经历了由高温到低温、由αγ→转变的单向变化过程,而传统连铸连轧工艺中板坯的热历史为αγγααγ→→→)2()2()1(,,过程,由于薄板坯和厚板坯连铸连轧的热历史及变形条件与过程不同,决定其再结晶、相变以及第二相粒子析出过程、状态和条件的不同,从而对板材成品的组织性能具有不同的影响。
目前,在CSP 线连轧关键技术中,均热采用直通式辊底隧道炉,冷却采用层流快速冷却技术,而且CSP 线轧机的布置与传统生产线不同,精轧机组与均热炉紧密衔接,大压下和高刚度轧制等等,是现代薄板坯连铸连轧的工艺特点之一。
CSP 连铸介质系统设备说明
邯钢连铸连轧工程连铸介质系统设备说明书邯郸钢铁集团公司第三炼钢厂二零零零年四月邯钢连铸连轧工程连铸介质系统设备说明书批准:魏祖康审核:张志刚王宏生编写:郝学营二零零零年四月目录一. 结晶器冷却水系统 1 ~ 4二. 设备冷却水系统 5 ~ 7三. 二冷水系统 8 ~ 11四. 介质系统 12 ~ 16附图:1、结晶器冷却水系统原理图 1张2、笼式过滤器结构图 1张3、设备冷却水系统原理图 1张4、笼式过滤器结构图 1张5、二冷喷淋水系统原理图 1张6、自动反洗过滤器结构图 1张7、排污泵结构图 1张8、介质系统原理图 3张一. 结晶器冷却水系统:1、简介:结晶器冷却水系统主要用于冷却结晶器宽面及窄面铜板,它是闭路循环系统,水质为软水。
结晶器水来自CSP结晶器泵房,对结晶器进行冷却,带走钢水的热量。
由于吸热而升温的软水回到泵房内的板式换热器与冷媒水进行热交换,将自身携带的热量传给冷媒水从而自身得以冷却。
冷却后的水由结晶器泵加压送往厂房内循环使用。
在水泵的出水主管与回水主管之间设有一个自力式旁通调节阀,当系统压力大于14.5 bar时,调节阀靠出回水的压差自动设定自身的开启度,使部分水直接旁通流入回水管内,从而保证系统压力不大于14.5 bar。
另外,在CSP结晶器泵房内的结晶器冷却水回水主管上设有一个电动三通调节阀,该调节阀根据水温的高低自动对回至板式换热器和直接回入水泵入口的水量进行调节,水温高时则流入板式换热器的流量大些,水温低时则流入板式换热器的流量小些,从而保证系统水温在30~45 C之间。
泵房内还设有补水泵,当更换结晶器或管网泄漏时向水系统内补水。
氮气稳压罐用于维持结晶器水泵入口压力稳定,同时减小补水泵的启动次数,氮气稳压罐的压力维持在6 bar。
事故水来自事故水塔,在连铸机处于准备模式、浇钢模式和出尾坯模式状态下,当结晶器供水压力小于9 bar时,结晶器事故供水阀门和事故排水阀门由PLC程序控制同时打开,向结晶器供应事故水,从而保障结晶器设备及人身安全,事故供水流量为260 m3/h,事故供水时间为15min,15min后事故供水阀门和事故排水阀门由PLC程序控制同时关闭。
CSP连铸结晶器的技术特点及最新研究
⑵结晶器宽面靠近窄面的平行部分宽度至少等于宽面平行部分的间距,即 a≥b。
⑶坯壳沿横截面由弯变直是一个连续均匀的过程,其任意一点的变形率远小于临界变形 率。
⑷在结晶器液面下形成的坯壳沿漏斗区逐渐连续地变成铸坯尺寸,由直变弯时选择最佳 的弯曲半径。
由于连铸机流数受匹配限制,一般最多 2 流,板坯宽度又受限于最终产品的规格,为提 高薄板坯连铸连轧的生产能力,只能通过增大铸坯厚度和提高拉速来实现,最高拉速的极限 要受 3 个因素制约:
⑴出结晶器坯壳厚度。拉速越快,坯壳出结晶器时越薄,容易漏钢;
⑵铸坯厚度。铸坯越厚,拉速越快,则结晶器的冶金长度越长,相应的投资费用越高;
⑸铸坯宽边的增大量与铸坯冷凝的收缩量正好抵消,确保坯壳在凝固过程中只产生很小 的横向张力。
⑹结晶器宽度方向可能是负锥度的,即上大下小,以避免宽面凝固壳在下移过程中受到 过度挤压而产生褶皱。
⑺为保证铸坯顺利拉出,在漏斗区下部的坯壳厚度必须小于实际的坯壳厚度的一半时, 液态钢水进入结晶器的平行部分,有人认为这个厚度是 6mm。
低碳钢在结晶器的热流密度低于 3.0MW/m2 时,不会产生裂纹,而包晶钢则需低于 2.0MW/m2 时,才不会产生裂纹。与传统板坯连铸相比,薄板坯连铸的拉速高,结晶器的热 流密度大,会在弯月面处的凝固坯壳处产生较高的表面张应力,往往导致纵向表面的裂纹。 漏斗型结晶器由于其特殊 S 状,倒锥度大,而且薄板坯高拉速必然大大加剧铸坯和结晶器壁 的摩擦,拉坯阻力增加,同时,在拉坯过程中,坯壳还要承受较大的机械变形,对所浇钢种 有一定的限制。对 SMS 漏斗型结晶器在宽度(1200mm)和拉速(6m/min)的条件下测定其热流密 度,发现均高于浇注包晶钢的要求。当然,随着薄板坯连铸结晶器厚度的增加趋势,通过稳 定地控制坯壳与结晶器间的传热,对于改善铸坯质量和扩大浇注的钢种范围,结晶器形状将 不再是一个主要的限制环节。
CSP连铸液芯压下功能扩展及其应用效果
3 试验条件及试验方案
3.2 试验设计思路
要使铸坯在扇形1段压下到70mm以下,一方面铸坯在扇形1 段内变形量太大容易造成生产事故,扇形1段框架强度也不能满足 要求,另外一方面液芯压下过程必须在带液芯的铸坯段完成。
3 试验条件及试验方案
3.2 试验设计思路
本试验改变传统的扇 形1段压下模式,选择扇 形1、2段同时压下,将 1 2 最大压下量从原设计的 20mm增加到35mm, 从而实现大压下的目的。 其原理示意如图1。
5 ቤተ መጻሕፍቲ ባይዱ论
1、对CSP第三代LCR进行扩展增加液芯压下量是可行的, 针对结晶器出口厚度为90mm的铸坯最大可以压下 35mm,铸坯厚度最薄可以达到55mm; 2、创造了薄板坯连铸液芯压下量(35mm)和连铸液芯压 下率(38.8%)的最好水平; 3、铸坯的几何形状和表面质量能够满足轧机要求,内部质 量主要是中心偏析和疏松得到一定程度的改善;
最低拉速 (m/min) 3.4 3.3 4.0 3.8
4 试验结果及分析
图5 拉速与扇形段压力变化趋势图
4 试验结果及分析
4.4 对轧制单元的影响
轧制单元针对65mm(含部分60mm铸坯)和70mm的铸 坯的轧制过程进行了跟踪分析,得出以下结论:
1、连铸采用液芯压下后,入炉速度可增加5%,入炉温度 增加3%,加热炉煤耗低约10%;
2 液芯压下的作用
2.3 改善铸坯内部质量
液芯压下可以促进液芯部分的钢液相对固相区向上流动,均 匀液相区内部溶质,减少中心偏析和疏松。液芯压下技术还能够 使连铸结晶器容纳更多的钢水,钢水流速减慢变稳,从而有利于 夹杂物上浮。
2 液芯压下的作用
2.4 为轧机轧制薄规格提供条件
连铸机使用液芯压下可以提供较小厚度的铸坯,满足薄规格 轧制的需要,目前液芯压下技术在解决连铸坯与轧制厚度匹配方 面取得了较好的效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CSP 连铸理论培训教材
一、csp连铸总体描述
连续铸钢技术的发展趋势是近终型连铸技术的开发应用,上下连铸与轧钢工序的无缝连接,实现紧凑的生产工艺流程,最大限度的节能和减少环境污染,提高金属收得率,缩短从钢水到成材的生产周期。
csp连铸机为立弯式,于2004年2月5日一次热试车成功,生产第一块连铸坯,创造了达产达效世界第一的世界记录。
铸机主要设备为蝶式钢包回转台、中间包车、漏斗型结晶器、液压振动台、扇形1、2、3、4段,带刚性引锭杆的顶弯夹送装置、拉矫装置、以及摆动剪,其核心设备是漏斗型结晶器。
在钢包回转台的两侧各有一个中包车和和中包预热站,车上配有浸入式水口预热烧嘴。
每台中包车都配备有称重系统,以称量中间包钢水重量。
每个中间包在正常工作情况下,容量为26-28吨,溢渣情况下为30-32吨。
中间包钢水液位可采用自动和手动进行控制,钢水从中间包注入结晶器采用塞棒伺服机构控制,它和Co60放射源、闪烁记数器和PLC装置一起组成结晶器液位控制系统。
塞棒是整体式的,而塞棒机构采用压缩空气冷却。
结晶器液位控制系统可实现连铸机的自动开浇,即当液位控制系统检测到钢水液位的10%时,铸机振动台开始振动,夹送辊开始拉坯。
钢水从中间包注入结晶器,是通过一个扁平式的整体式浸入式水口,它的出钢口是专门设计的,以适应结晶器形状结构要求。
结晶器是一个直的漏斗式结晶器,上大下小,在宽边铜板上部中心有一个宽的垂直、锥形的漏斗区域,以保证浸入式水口有足够的空间。
漏斗区域为从铜板上部向下大约850mm,以下便是结晶器下部平行出口部分。
下部结晶器模壁是平行的,从而形成最后铸坯的断面尺寸。
结晶器振动装置是一个短杆式的液压振动系统,可以产生正弦和非正弦振动,目前涟钢采用的是非正弦振动。
而结晶器下面则为铸坯导向的扇形1、2、3、4段。
打开结晶器后,可以允许刚性引锭杆的插入,也可以清除漏钢后形成的坯壳。
漏钢后通常影响到结晶器和扇形1段,他可以很容易的作为一个整体用吊车吊出更换。
结晶器的宽度和锥度可以远程调整,借助于主控室内驱动PLC方式进行预设定,在浇注期间,主控操作人员可以根据生产计划或轧制规格要求
进行在线调宽,通常情况下还可以通过调锥来进行结晶器热流的控制,以稳定浇注状态,确保铸坯坯壳的均匀冷却。
通常涟钢二次冷却有3条冷却曲线,根据不同钢种,选择不同的冷却曲线,随着拉速的增加,水量不断增大。
铸坯出扇形段后,进入夹送辊顶弯装置,依靠液压,顶弯辊将铸坯与引锭杆分离,铸坯进入3.25m半径的弧形段,再通过拉矫机进行一点矫直。
夹送辊顶弯装置及拉矫装置的冷却均为内冷。
然后铸坯进入摆动剪,在摆动剪处进行铸坯切头和定尺铸坯的剪切,在主控室HMI画面可进行铸坯长度的设定。
通常铸坯在摆剪处的温度为950-1050℃,主要由于不同拉速所致。
二、技术参数
机型立弯式
流数2流
流间距26000mm
浇铸平台标高15165mm
冶金长度9705mm
顶弯半径3250mm
浇注断面:900~1600mm×70~55mm(冷尺寸)
回转台参数:
回转台承载能力2×200t
回转半径5500mm
回转速度 1.0rpm(电机驱动)
0.5rpm(事故驱动)
回转臂升降行程1000mm
回转臂升降速度30mm/s
包盖升降行程850mm
包盖旋转角度65°
包盖升降速度50mm/s
中间包容量:
工作液位27t(液位深度1050mm)
溢流液位30t(液位深度1150mm)
中间包车参数:
中间包车承载能力65t
行走速度 1.5/15m/min
中间包升降行程600mm
中间包升降速度60mm/s
中包横移距离±40mm
位置精度±1mm
结晶器:
材质宽面:Cu-Ag;窄面:Cu-Ni-Be
高度1100mm
出口宽度900~1600mm×72mm
结晶器漏斗上口宽度×长度×高度180/190mm×880/1100mm×850mm
结晶器振动:
振幅±2mm~±5mm 基本设定±3mm
频率0~600cpm
EMBr:
最大线圈电流460A
变压器功率160kV A
塞棒:
行程100mm(±50mm)
驱动方式机电驱动
引锭杆形式:刚性下装式
拉矫辊对数4对(其中2~4上辊为驱动辊)
铸坯清洗装置:
喷咀数2×13(上下各13个)
喷咀压力6~10bar
摆动剪:
剪切力12400kN
马达功率450kW
最快剪切速度8块/分钟。