丝锥攻螺纹选用钻头及尺寸
合集下载
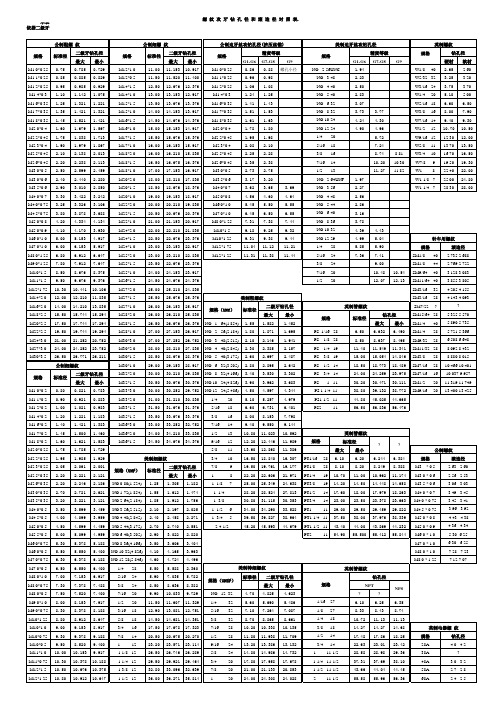
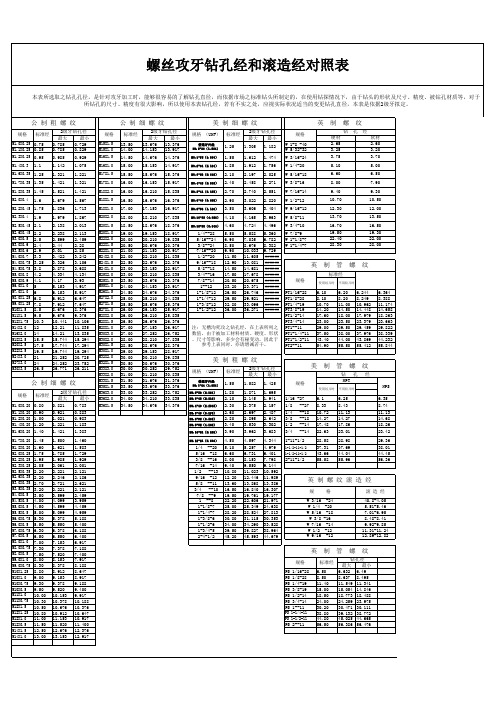
螺纹攻牙-钻孔直径对照表
36.00 36.271 35.814
公制迫牙丝攻钻孔径(挤压丝锥)
规格
精度等级
G1-G6 G7-G8
G9
M1.0*0.25
0.86 0.88 螺孔小径..
M1.1*0.25
0.96 0.98
..
M1.2*0.251.06源自1.08..M1.4*0.3
1.24 1.25
..
M1.6*0.35
1.41 1.43
M27*1.0
26.00 26.153 25.917
M18*2.5 15.50 15.744 15.294
M28*2.0
26.00 26.210 25.835
M20*2.5 17.50 17.744 17.294
M28*1.5
26.50 26.676 26.376
M22*2.5 19.50 19.744 19.294
M33*3.0
30.00 30.252 29.752
M1.1*0.2 0.90 0.921 0.883
M33*2.0
31.00 31.210 30.835
M1.2*0.2 1.00 1.021 0.983
M33*1.5
31.50 31.676 31.376
M1.4*0.2 1.20 1.221 1.183
M5.5*0.5 5.00 5.099 4.959 NO.6-40(3.505) 2.90 3.022 2.820
M6.0*0.75 5.30 5.378 5.188 NO.8-36(4.166) 3.50 3.606 3.404
M6.0*0.5 5.50 5.550 5.400 NO.10-32(4.826) 4.10 4.165 3.963
螺丝攻牙钻孔底径对照表
迫牙丝攻之钻孔径在上表所列之数值由于被加工材料之材质硬度形状尺寸等之影响多少会有所变动因此于参考上表之同时亦精增减若干
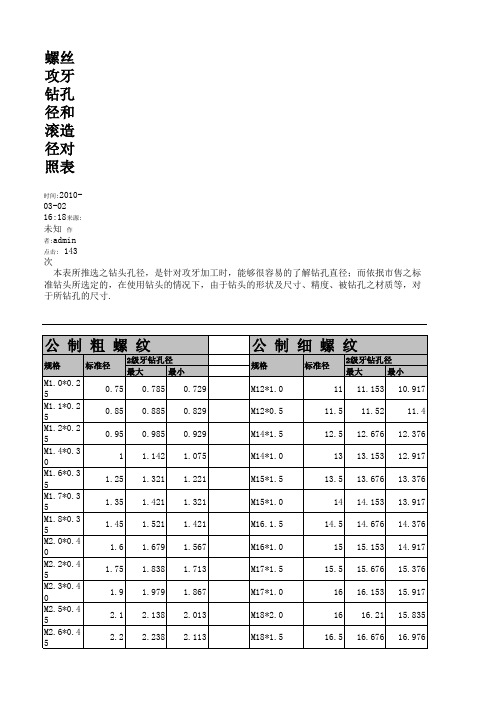
螺丝 攻牙 钻孔 径和 滚造 径对 照表
时间:201003-02 16:18来源: 未知 作 者:admin 点击: 143 次
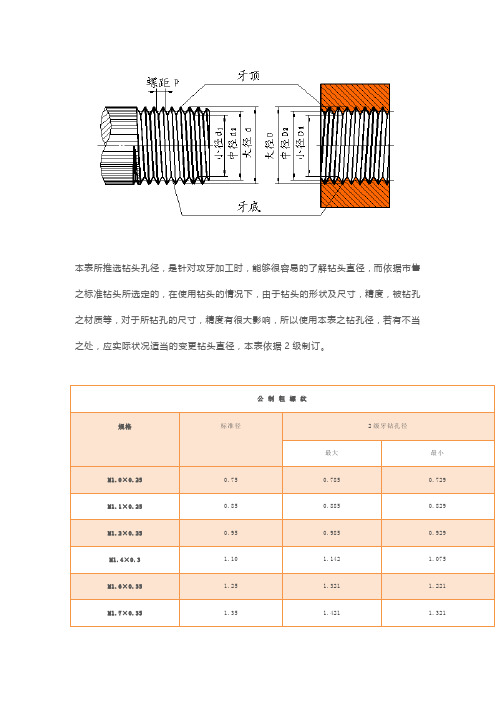
本表所推选之钻头孔径,是针对攻牙加工时,能够很容易的了解钻孔直径;而依抿市售之标 准钻头所选定的,在使用钻头的情况下,由于钻头的形状及尺寸、精度、被钻孔之材质等,对 于所钻孔的尺寸.
M1.0*0.2
0.8 0.821 0.783
M1.1*0.2
0.9 0.921 0.883
M1.2*0.2
1 1.021 0.983
M1.4*0.2
1.2 1.221 1.421 1.383
M1.7*0.2
1.45
1.5 1.46
M1.8*0.2
1.6 1.621 1.583
M3.0*0.5 0 M3.0*0.6 0 M3.5*0.6 0 M4.0*0.7 0 M4.0*0.7 5 M4.5*0.7 5 M5.0*0.8 0 M5.0*0.9 0 M6.0*1.0 0 M7.0*1.0 0 M8.0*1.2 5 M9.0*1.2 5 M10*1.50 M11*1.50 M12*1.75 M14*2.00 M16*2.00 M18*2.50 M20*2.50 M22*2.50 M24*3.00 M27*3.00 M30*3.50
--
1/2 - 13
-
No 2 -
64UNF
No 3 - 56
4.9 4.96 -
5.72 -
7.24 -
8.74 8.81
10.2 10.3
11.27 11.82
螺丝 攻牙 钻孔 径和 滚造 径对 照表
时间:201003-02 16:18来源: 未知 作 者:admin 点击: 143 次
本表所推选之钻头孔径,是针对攻牙加工时,能够很容易的了解钻孔直径;而依抿市售之标 准钻头所选定的,在使用钻头的情况下,由于钻头的形状及尺寸、精度、被钻孔之材质等,对 于所钻孔的尺寸.
M1.0*0.2
0.8 0.821 0.783
M1.1*0.2
0.9 0.921 0.883
M1.2*0.2
1 1.021 0.983
M1.4*0.2
1.2 1.221 1.421 1.383
M1.7*0.2
1.45
1.5 1.46
M1.8*0.2
1.6 1.621 1.583
M3.0*0.5 0 M3.0*0.6 0 M3.5*0.6 0 M4.0*0.7 0 M4.0*0.7 5 M4.5*0.7 5 M5.0*0.8 0 M5.0*0.9 0 M6.0*1.0 0 M7.0*1.0 0 M8.0*1.2 5 M9.0*1.2 5 M10*1.50 M11*1.50 M12*1.75 M14*2.00 M16*2.00 M18*2.50 M20*2.50 M22*2.50 M24*3.00 M27*3.00 M30*3.50
--
1/2 - 13
-
No 2 -
64UNF
No 3 - 56
4.9 4.96 -
5.72 -
7.24 -
8.74 8.81
10.2 10.3
11.27 11.82
丝锥与钻头的使用参数

丝锥和钻头的使用参数表
一、螺紋下孔徑表
1、公制粗牙螺紋JIS B0209-1982(單位:mm)
註(1)M1.4以下等級:5H、M1.6以上等級:6H(2)基於JIS B0209-1982標準
-01JIS B0211-1982(單位:mm)、公制細牙螺紋-01
2、公制細牙螺紋
註(1)等級:6H
(2)基於JIS B0211-1982標準
3、美制粗牙螺紋(單位:mm)
4、美制細牙螺紋(單位:mm)
5、英制粗牙螺紋(單位:mm)
6、英制管用螺紋(單位:mm)
7、美制管用耐密斜行螺紋(NPTF‧NPSF)(單位:mm)
8、公制螺紋(NRT)(單位:mm)
二、螺紋下孔徑表((無屑絲攻用)
二、螺紋下孔徑表
1、美制細牙螺紋(NRT)(單位:mm) Array
2、英制管用平行螺紋(NRT)(單位:mm)
3、公制螺紋(HRT)(單位:mm)
4、公制粗牙螺紋HL-NRT(單位:mm)
三、螺紋下孔徑表((護套螺紋用)
三、螺紋下孔徑表
1、公制粗牙螺紋(單位:mm)
3、美制粗牙螺紋(單位:mm)
各種換算表
美制螺絲外徑公厘(mm)換算表。
螺丝攻牙钻孔径和滚造径对照表
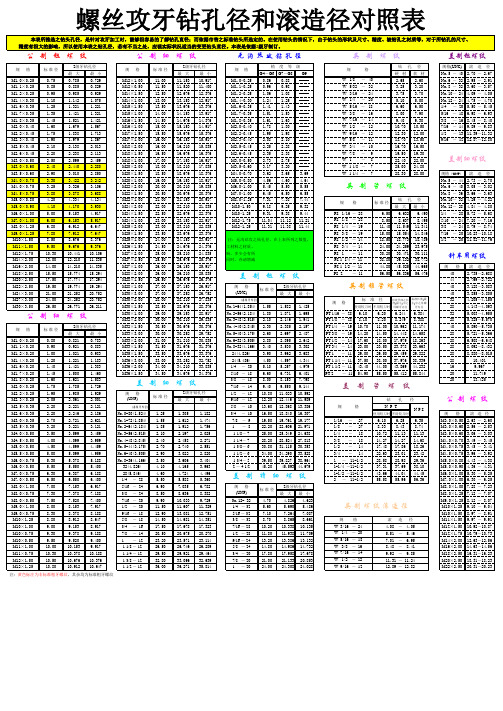
精度等级 G4-G6 G7-G8 G9
0.86 0.88 0.96 0.98 1.06 1.08 1.24 1.25 1.41 1.43 1.51 1.53 1.61 1.63 1.78 1.80 1.95 1.98 2.08 2.10 2.25 2.28 2.35 2.38 2.73 2.75 3.17 3.20 3.62 3.65 3.69 4.56 4.60 4.64 5.45 5.50 5.55 6.45 6.50 6.55 7.31 7.38 7.44 9.18 9.25 9.32 9.31 9.38 9.44 11.04 11.12 11.21 11.31 11.38 11.44
公制粗螺纹
公制细螺纹
无沟丝攻钻孔径
英制螺纹
美制粗螺纹
规格
标准径
2级牙钻孔径 最大 最小
规格
标准径
M1.0×0.25 M1.1×0.25 M1.2×0.25 M1.4×0.30 M1.6×0.35 M1.7×0.35 M1.8×0.35 M2.0×0.40 M2.2×0.45 M2.3×0.40
0.75 0.85 0.95 1.10 1.25 1.35 1.45 1.60 1.75 1.90
0.785 0.885 0.985 1.142 1.321 1.421 1.521 1.679 1.838 1.979
0.729 0.829 0.929 1.075 1.221 1.321 1.421 1.567 1.713 1.867
M12×1.00 M12×0.50 M14×1.50 M14×1.00 M15×1.50 M15×1.00 M16×1.50 M16×1.00 M17×1.50 M17×1.00
28.210 27.835
超全螺纹攻牙钻孔直径和滚造直径对照表,值得收藏!
15.376
M17×1.0
16.00
16.153
15.917
M18×2.0
16.00
16.210
15.835
M18×1.5
16.50
16.670
16.376
M18×1.0
17.00
17.153
16.917
M20×2.0
18.00
18.210
17.835
M20×1.5
18.50
18.676
18.376
39.50
39.827
38.964
2 -4-1/2
45.20
45.593
44.679
英制螺纹
规格
钻孔径
硬材
软材
W1/8 - 40
2.65
2.60
W5/32 - 32
3.25
3.20
W3/16 - 24
3.75
3.70
W1/4 - 20
11.938
11.709
9/16 -28
13.20
13.386
13.132
5/8 -24
14.80
14.986
14.732
3/4 -20
17.80
17.958
17.678
7/8 -20
21.00
21.133
20.853
1 -20
24.00
24.308
24.028
美 制 粗 螺 纹
规格(UNC)
标准径
1.40
1.421
1.383
M1.7×0.2
1.45
1.500
1.460
M1.8×0.2
1.60
M17×1.0
16.00
16.153
15.917
M18×2.0
16.00
16.210
15.835
M18×1.5
16.50
16.670
16.376
M18×1.0
17.00
17.153
16.917
M20×2.0
18.00
18.210
17.835
M20×1.5
18.50
18.676
18.376
39.50
39.827
38.964
2 -4-1/2
45.20
45.593
44.679
英制螺纹
规格
钻孔径
硬材
软材
W1/8 - 40
2.65
2.60
W5/32 - 32
3.25
3.20
W3/16 - 24
3.75
3.70
W1/4 - 20
11.938
11.709
9/16 -28
13.20
13.386
13.132
5/8 -24
14.80
14.986
14.732
3/4 -20
17.80
17.958
17.678
7/8 -20
21.00
21.133
20.853
1 -20
24.00
24.308
24.028
美 制 粗 螺 纹
规格(UNC)
标准径
1.40
1.421
1.383
M1.7×0.2
1.45
1.500
1.460
M1.8×0.2
1.60
螺纹攻牙-钻孔直径对照表
M4.5*0.5 4.00 4.099 3.959 NO.4-48(2.845) 2.40 2.458 2.271
M5.0*0.5 4.50 4.599 4.459 NO.5-44(3.175) 2.70 2.740 2.551
M5.5*0.5 5.00 5.099 4.959 NO.6-40(3.505) 2.90 3.022 2.820
5/8 - 18
14.50 14.681 14.351
M10*1.0 9.00 9.153 8.917
3/4 - 16
17.50 17.678 17.323
M10*0.75 9.30 9.378 9.188
7/8 - 14
20.50 20.675 20.270
M10*0.5 9.50 8.520 9.400
M7.0*1.0
6.45 6.50
6.55
M8.0*1.25
7.31 7.38
7.44
M10*1.5
9.18 9.25
9.32
M10*1.25
9.31 9.38
9.44
M12*1.75
11.04 11.12 11.21
M12*1.25
11.31 11.38 11.44
美制迫牙丝攻钻孔径
规格 NO. 2-56UNC
7/16 - 20
9.90 10.033 9.729
M9.0*1.0 8.00 8.153 7.917
1/2 - 20
11.50 11.607 11.329
M9.0*0.75 8.30 8.378 8.188
3/16 - 18
12.90 13.081 12.751
M10*1.25 8.80 8.912 8.647
常用普通螺纹钻、攻切削参数
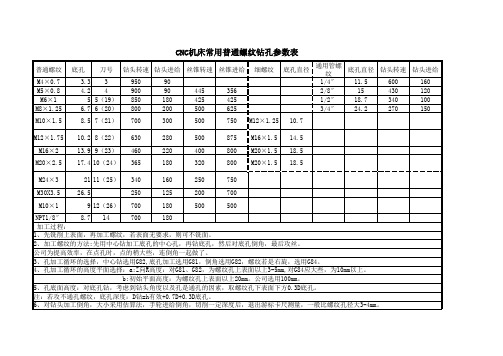
6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,一般比螺纹孔径大3-4mm。
7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。
通用管螺 纹
1/4″ 2/8″ 1/2″ 3/4″
底孔直径
11.5 15
18.7 24.2
钻头转速
600 430 340 270
钻头进给
160 120 100 150
8.5 7(21) 700
37
M12×1.75 10.2 8(22) 630
280
500
875 M16×1.5 14.5
180
500
500
NPT1/8″
8.7 14
700
180
加工过程:
1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。
2、加工螺纹的方法:先用中心钻加工底孔的中心孔,再钻底孔,然后对底孔倒角,最后攻丝。
公司为提高效率,在点孔时,点的稍大些,连倒角一起做了。
3、孔加工循环的选择,中心钻选用G82,底孔加工选用G81,倒角选用G82,螺纹若是右旋,选用G84。
M16×2
13.9 9(23) 460
220
400
800 M20×1.5 18.5
M20×2.5 17.4 10(24) 365
180
320
800 M20×1.5 18.5
M24×3
21 11(25) 340
160
250
750
螺丝攻牙钻孔对照表
使用绞刀时 不用绞刀时
注:无槽沟死攻之钻孔经,在上表所列之 数值,由于被加工材料材质、硬度、形状 、尺寸等影响,多少会有秘变动,因此于 参考上表同时,亦请增减若干。
6.10 8.10 10.70 14.20 17.60 23.00 29.00 37.50 43.40 54.90
6.20 8.20 11.00 14.50 18.00 23.50 29.50 38.00 44.00 55.50
公 制 粗 螺 纹
规格
M1.0X0.25 M1.1X0.25 M1.2X0.25 M1.4X0.3 M1.6X0.35 M1.7X0.35 M1.8X0.35 M2.0X0.4 M2.2X0.45 M2.3X0.4 M2.5X0.45 M2.6X0.45 M3.0X0.5 M3.0X0.6 M3.5X0.6 M4.0X0.7 M4.0X0.75 M4.5X0.75 M5.0X0.8 M5.0X0.9 M6.0X1.0 M7.0X1.0 M8.0X1.25 M9.0X1.25 M10X1.5 M11X1.5 M12X1.75 M14X2.0 M16X2.0 M18X2.5 M20X2.5 M22X2.5 M24X3.0 M27X3.0 M30X3.5
6.244 8.249 10.962 14.448 17.979 23.379 29.459 37.976 43.869 55.412
6.364 8.388 11.174 14.658 18.263 23.663 29.822 38.339 44.232 55.844
美 制 粗 螺 纹
规格 (UNF)
2级牙钻孔径 最大 最小 0.821 0.783 0.921 0.883 1.021 0.983 1.221 1.183 1.421 1.383 1.500 1.460 1.621 1.583 1.785 1.729 1.985 1.929 2.061 2.001 2.221 2.121 2.246 2.186 2.721 2.621 2.221 2.121 3.599 2.459 4.099 3.959 4.599 4.459 5.099 4.959 5.378 5.188 5.550 5.400 6.378 6.188 6.550 6.400 7.153 6.917 7.378 7.188 7.520 7.400 8.153 7.917 8.378 8.188 8.912 8.647 9.153 8.917 9.378 9.188 9.520 9.400 10.153 9.917 10.378 10.188 10.676 10.376 10.912 10.647 11.153 10.917 11.520 11.400 12.676 12.376 13.153 12.917
注:无槽沟死攻之钻孔经,在上表所列之 数值,由于被加工材料材质、硬度、形状 、尺寸等影响,多少会有秘变动,因此于 参考上表同时,亦请增减若干。
6.10 8.10 10.70 14.20 17.60 23.00 29.00 37.50 43.40 54.90
6.20 8.20 11.00 14.50 18.00 23.50 29.50 38.00 44.00 55.50
公 制 粗 螺 纹
规格
M1.0X0.25 M1.1X0.25 M1.2X0.25 M1.4X0.3 M1.6X0.35 M1.7X0.35 M1.8X0.35 M2.0X0.4 M2.2X0.45 M2.3X0.4 M2.5X0.45 M2.6X0.45 M3.0X0.5 M3.0X0.6 M3.5X0.6 M4.0X0.7 M4.0X0.75 M4.5X0.75 M5.0X0.8 M5.0X0.9 M6.0X1.0 M7.0X1.0 M8.0X1.25 M9.0X1.25 M10X1.5 M11X1.5 M12X1.75 M14X2.0 M16X2.0 M18X2.5 M20X2.5 M22X2.5 M24X3.0 M27X3.0 M30X3.5
6.244 8.249 10.962 14.448 17.979 23.379 29.459 37.976 43.869 55.412
6.364 8.388 11.174 14.658 18.263 23.663 29.822 38.339 44.232 55.844
美 制 粗 螺 纹
规格 (UNF)
2级牙钻孔径 最大 最小 0.821 0.783 0.921 0.883 1.021 0.983 1.221 1.183 1.421 1.383 1.500 1.460 1.621 1.583 1.785 1.729 1.985 1.929 2.061 2.001 2.221 2.121 2.246 2.186 2.721 2.621 2.221 2.121 3.599 2.459 4.099 3.959 4.599 4.459 5.099 4.959 5.378 5.188 5.550 5.400 6.378 6.188 6.550 6.400 7.153 6.917 7.378 7.188 7.520 7.400 8.153 7.917 8.378 8.188 8.912 8.647 9.153 8.917 9.378 9.188 9.520 9.400 10.153 9.917 10.378 10.188 10.676 10.376 10.912 10.647 11.153 10.917 11.520 11.400 12.676 12.376 13.153 12.917