丝锥和钻头参数对照表
各种螺纹参数和钻孔直径对照表
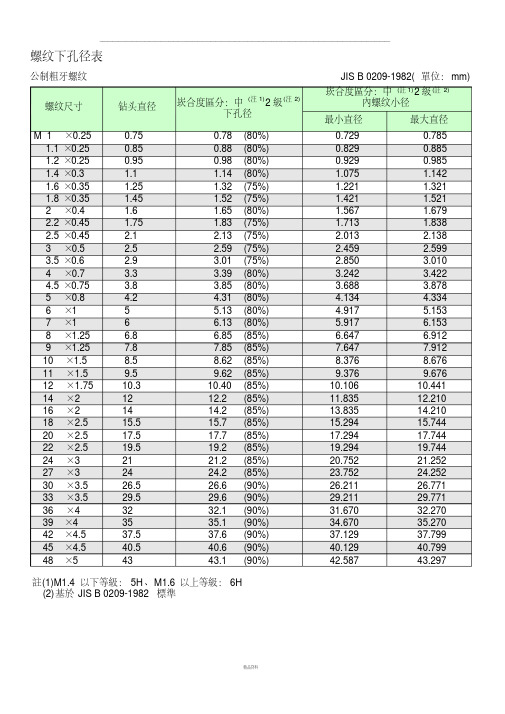
螺纹下孔径表公制粗牙螺纹JIS B 0209-1982(單位:mm)螺纹尺寸钻头直径崁合度區分:中(注1)2級(注2)下孔径崁合度區分:中(註1)2級(註2)內螺纹小径最小直径最大直径M1× 0.25 0.75 0.78 (80%) 0.729 0.7851.1 × 0.25 0.85 0.88 (80%) 0.829 0.8851.2 × 0.25 0.95 0.98 (80%) 0.929 0.9851.4 × 0.3 1.1 1.14 (80%) 1.075 1.1421.6 × 0.35 1.25 1.32 (75%) 1.221 1.3211.8 × 0.35 1.45 1.52 (75%) 1.421 1.5212× 0.4 1.6 1.65 (80%) 1.567 1.6792.2 × 0.45 1.75 1.83 (75%) 1.713 1.8382.5 × 0.45 2.1 2.13 (75%) 2.013 2.1383× 0.5 2.5 2.59 (75%) 2.459 2.5993.5 × 0.6 2.9 3.01 (75%) 2.850 3.0104× 0.7 3.3 3.39 (80%) 3.242 3.4224.5 × 0.75 3.8 3.85 (80%) 3.688 3.8785× 0.8 4.2 4.31 (80%) 4.134 4.334 6× 1 5 5.13 (80%) 4.917 5.153 7× 1 6 6.13 (80%) 5.917 6.153 8× 1.25 6.8 6.85 (85%) 6.647 6.912 9× 1.25 7.8 7.85 (85%) 7.647 7.912 10× 1.5 8.5 8.62 (85%) 8.376 8.676 11× 1.5 9.5 9.62 (85%) 9.376 9.676 12× 1.75 10.3 10.40 (85%) 10.106 10.441 14× 2 12 12.2 (85%) 11.835 12.210 16× 2 14 14.2 (85%) 13.835 14.210 18× 2.5 15.5 15.7 (85%) 15.294 15.744 20× 2.5 17.5 17.7 (85%) 17.294 17.744 22× 2.5 19.5 19.2 (85%) 19.294 19.744 24× 3 21 21.2 (85%) 20.752 21.252 27× 3 24 24.2 (85%) 23.752 24.252 30× 3.5 26.5 26.6 (90%) 26.211 26.771 33× 3.5 29.5 29.6 (90%) 29.211 29.771 36× 4 32 32.1 (90%) 31.670 32.27039 × 4 35 35.1 (90%) 34.670 35.27042 × 4.5 37.5 37.6 (90%) 37.129 37.79945 × 4.5 40.5 40.6 (90%) 40.129 40.79948 × 5 43 43.1 (90%) 42.587 43.297 註(1)M1.4以下等級:5H、M1.6以上等級:6H(2)基於JIS B 0209-1982標準螺纹下孔径表公制細牙螺纹JIS B 0211-1982(單位:mm)螺纹尺寸钻头直径崁合度區分:中(注1)2級(注2)下孔径崁合度區分:中(註1)2級(註2)內螺纹小径最小直径最大直径M2.5 × 0.35 2.2 2.22 (75%) 2.121 2.221 3× 0.35 2.7 2.72 (75%) 2.621 2.7213.5 × 0.35 3.2 3.22 (75%) 3.121 3.2214× 0.5 3.5 3.59 (75%) 3.459 3.5994.5 × 0.5 4 4.09 (75%) 3.959 4.0995× 0.5 4.5 4.59 (75%) 4.459 4.5995.5 × 0.5 5 5.09 (75%) 4.959 5.0996× 0.75 5.3 5.35 (80%) 5.188 5.378 7× 0.75 6.3 6.35 (80%) 6.188 6.378 8× 1 7 7.13 (80%) 6.917 7.153 8× 0.75 7.3 7.35 (80%) 7.188 7.378 9× 1 8 8.13 (80%) 7.917 8.153 9× 0.75 8.3 8.35 (80%) 8.188 8.378 10× 1.25 8.8 8.85 (85%) 8.647 8.912 10× 1 9 9.13 (80%) 8.917 9.153 10× 0.75 9.3 9.35 (80%) 9.188 9.378 11 × 1 10 10.13 (80%) 9.917 10.15311 × 0.75 10.3 10.35 (80%) 10.188 10.37812 × 1.5 10.5 10.62 (85%) 10.376 10.676 12 × 1.25 10.8 10.85 (85%) 10.647 10.912 12 × 1 11 11.13 (80%) 10.917 11.153 14 × 1.5 12.5 12.62 (85%) 12.376 12.67614 × 1 13 13.13 (80%) 12.917 13.15315 × 1.5 13.5 13.62 (85%) 13.376 13.67615 × 1 14 14.13 (80%) 13.917 14.15316 × 1.5 14.5 14.62 (85%) 14.376 14.67616 × 1 15 15.13 (80%) 14.917 15.15317 × 1.5 15.5 15.62 (85%) 15.376 15.67617 × 1 16 16.13 (80%) 15.917 16.15318 × 2 16 16.2 (85%) 15.835 16.210 18 × 1.5 16.5 16.62 (85%) 16.376 16.676 18 × 1 17 17.13 (80%) 16.917 17.153 20 × 2 18 18.2 (85%) 17.835 18.210 20 × 1.5 18.5 18.62 (85%) 18.376 18.67622 × 2 20 20.2 (85%) 19.835 20.21022 × 1.5 20.5 20.62 (85%) 20.376 20.67622 × 1 21 21.13 (80%) 20.917 21.15324 × 2 22 22.2 (85%) 21.835 22.21024 × 1.5 22.5 22.62 (85%) 22.376 22.67624 × 1 23 23.13 (80%) 22.917 23.15325 × 2 23 23.2 (85%) 22.835 23.21025 × 1.5 23.5 23.62 (85%) 23.376 23.67625 × 1 24 24.13 (80%) 23.917 24.153螺纹下孔径表公制細牙螺纹JIS B 0211-1982(單位:mm)螺纹尺寸钻头直径崁合度區分:中(注1)2級(注2)下孔径崁合度區分:中(註1)2級(註2)內螺纹小径最小直径最大直径M26 × 1.5 24.5 24.62 (85%) 24.376 24.67627 × 2 25 25.2(85%) 24.835 25.21027 × 1.5 25.5 25.62 (85%) 25.376 25.67627 × 1 26 26.13 (80%) 25.917 26.15328 × 2 26 26.2(85%) 25.835 26.21028 × 1.5 26.5 26.62 (85%) 26.376 26.67628 × 1 27 27.13 (80%) 26.917 27.15330 × 3 27 27.2 (85%) 26.752 27.25230 × 2 28 28.2 (85%) 27.835 28.21030 × 1.5 28.5 28.62 (85%) 28.376 28.67630 × 1 29 29.13 (80%) 28.917 29.15332 × 2 30 30.2 (85%) 29.835 30.21032 × 1.5 30.5 30.62 (85%) 30.376 30.67633 × 3 30 30.2 (85%) 29.752 30.25233 × 2 31 31.2 (85%) 30.835 31.21033 × 1.5 31.5 31.62 (85%) 31.376 31.67635 × 1.5 33.5 33.62 (85%) 33.376 33.67636 × 3 33 33.2 (85%) 32.752 33.25236 × 2 34 34.2 (85%) 33.835 34.21036 × 1.5 34.5 34.62 (85%) 34.376 34.67638 × 1.5 36.5 36.62 (85%) 36.376 36.67639 × 3 36 36.2 (85%) 35.752 36.25239 × 2 37 37.2 (85%) 36.835 37.21039 × 1.5 37.5 37.62 (85%) 37.376 37.67640 × 3 37 37.2 (85%) 36.752 37.25240 × 2 38 38.2 (85%) 37.835 38.21040 × 1.5 38.5 38.62 (85%) 38.376 38.67642 × 4 38 38.1 (90%) 37.670 38.27042 × 3 39 39.2 (85%) 38.752 39.25242 × 1.5 40.5 40.62 (85%) 40.376 40.676 45 × 4 41 41.1 (90%) 40.670 41.270 45 × 3 42 42.2 (85%) 41.752 42.252 45 × 2 43 43.2 (85%) 42.835 43.210 45 × 1.5 43.5 43.62 (85%) 43.376 43.676 48 × 4 44 44.1 (90%) 43.670 44.270 48 × 3 45 45.2 (85%) 44.752 45.25248 × 2 46 46.2 (85%)45.835 46.21048 × 1.5 46.5 46.62 (85%) 46.376 46.67650 × 3 47 47.2 (85%) 46.752 47.25250 × 2 48 48.2 (85%) 47.835 48.21050 × 1.5 48.5 48.62 (85%) 48.376 48.676註(1)等級:6H(2)基於JIS B 0211-1982標準螺纹下孔径表美制粗牙螺纹(單位:mm)螺纹尺寸钻头直径2B級螺纹下孔径內螺纹小径最小直径最大直径NO.1 -64UNC 1.55 1.57 (65%) 1.425 1.5822 -56 1.8 1.86 (65%) 1.695 1.8713 -48 2.1 2.14 (65%) 1.941 2.1464 -40 2.3 2.36 (70%) 2.157 2.3855 -40 2.6 2.69 (70%) 2.487 2.6976 -32 2.8 2.86 (75%) 2.642 2.8958 -32 3.4 3.52 (75%) 3.302 3.53010 -24 3.9 3.91 (80%) 3.683 3.96212 -24 4.5 4.57 (80%) 4.344 4.5971/4-20 5.1 5.25 (80%) 4.979 5.257 5/16-18 6.6 6.72 (80%) 6.401 6.731 3/8-16 8 8.15 (80%) 7.798 8.153 7/16 -14 9.4 9.50 (80%) 9.144 9.550 1/2-13 10.8 11.0 (80%) 10.592 11.023 9/16 -12 12.2 12.3 (85%) 11.989 12.446 5/8-11 13.6 13.8 (85%) 13.386 13.868 3/4-10 16.5 16.8 (80%) 16.307 16.840 7/8-9 19.5 19.6 (85%) 19.177 19.7611 -8 22.2 22.5 (85%) 21.971 22.60611/8 -7 25 25.2 (85%) 24.638 25.349 11/4 -7 28.2 28.4 (85%) 27.813 28.524 13/8 -6 30.8 31.0 (85%) 30.353 31.115 11/2 -6 34 34.2 (85%) 33.528 34.290 13/4 -5 39.5 39.8 (85%) 38.964 39.8272 - 4 45.2 45.3 (90%) 44.679 45.593螺纹下孔径表美制細牙螺纹(單位:mm)螺纹尺寸钻头直径2B級螺纹下孔径內螺纹小径最小直径最大直径NO.0-80UNF1.25 1.30 (65%) 1.182 1.3051 -72 1.55 1.61 (65%) 1.474 1.6122 -64 1.85 1.90 (65%) 1.756 1.9123 -56 2.1 2.17 (70%) 2.025 2.1974 -48 2.4 2.44 (70%) 2.271 2.4585 -44 2.7 2.74 (70%) 2.551 2.7406 -40 2.9 3.02 (70%) 2.820 3.0228 -36 3.5 3.59 (75%) 3.404 3.60610 -32 4.1 4.14 (80%) 3.963 4.16512 -28 4.6 4.70 (80%) 4.496 4.7241/4-28 5.5 5.56 (80%) 5.360 5.5885/16-24 6.9 7.02 (80%) 6.782 7.035 3/8-24 8.5 8.61 (80%) 8.382 8.6367/16-20 9.9 10.01 (80%) 9.729 10.033 1/2-20 11.5 11.60 (80%) 11.329 11.6079/16-18 12.9 13.07 (80%) 12.751 13.081 5/8-18 14.5 14.65 (80%) 14.351 14.681 3/4-16 17.5 17.59 (85%) 17.323 17.678 7/8-14 20.5 20.6(85%) 20.270 20.675 1-12 23.2 23.5(85%) 23.114 23.5711 1/8 -12 26.5 26.7(80%) 26.289 26.7461 1/4 -12 29.5 29.9(80%) 29.464 29.9211 3/8 -12 32.8 33.0(85%) 32.639 33.0961 1/2 -12 36 36.2(85%) 35.814 36.271螺纹下孔径表英制粗牙螺纹(單位:mm)螺纹尺寸下孔径嵌合率A列(硬材質) B列(軟材質) A列直径B列直径內螺纹最小径內螺纹最大径W 1/8 2.6 2.5 70.7 83.0 70.0 88.3 3/16 3.7 3.6 78.4 85.8 70.0 88.3 1/4 5.1 5.0 76.9 83.0 70.5 88.3 5/16 6.6 6.5 74.0 99.5 70.1 88.4 3/8 8.0 7.9 75.0 80.0 69.5 88.2 7/16 9.4 9.3 73.7 80.0 69.0 88.81/2 10.7 10.5 73.8 81.2 69.0 88.29/16 12.3 12.0 73.4 84.4 69.0 88.25/8 13.7 13.5 73.5 80.3 69.6 88.53/4 16.7 16.5 72.3 78.4 69.6 88.37/8 19.5 19.3 75.4 80.9 70.1 88.41 22.4 22.0 73.8 83.6 71.0 88.21 1/825.0 24.8 76.9 81.3 72.0 88.41 1/428.3 28.0 74.3 80.7 72.0 88.41 3/830.5 30.3 81.6 85.3 73.8 88.61 1/233.8 33.5 79.3 84.8 73.8 88.61 5/836.0 35.7 81.1 85.7 74.8 88.31 3/439.2 39.0 80.7 83.8 74.8 88.31 7/841.8 41.5 80.6 84.7 74.7 88.42 45.0 44.7 80.2 84.4 74.7 88.4螺纹下孔径表英制管用螺纹(單位:mm)管用螺纹尺寸JIS B 0203 JIS B 2301 錐管內螺纹Rc(PT) 平行內螺纹Rp(PS) 錐管內螺纹計算值下孔径計算值下孔径計算值下孔径1/16 6.230 6.2 6.490 6.5 --1/8 8.235 8.2 8.495 8.5 8.191 8.2 1/4 10.941 10.9 11.341 11.4 10.945 10.9 3/8 14.428 14.4 14.846 14.9 14.388 14.4 1/2 17.950 18 18.489 18.5 17.943 18 3/4 23.349 23 23.975 24 23.305 23 1 29.423 29 30.111 30 29.353 29 1 1/437.940 38 38.772 39 37.890 381 1/243.833 44 44.565 45 43.720 432 55.412 55 56.476 56 55.406 552 1/270.701 71 72.009 72 70.788 703 83.201 83 84.709 85 83.364 833 1/295.547 96 97.155 97 95.747 954 107.834 108 109.855 110 108.322 1085 133.110 133 135.255 135 133.597 1336 158.510 159 160.655 161 158.810 1587 183.360 183 185.954 1868 208.560 209 211.354 2129 233.960 234 236.754 23710 259.166 259 262.154 26212 309.747 310 312.875 313螺纹下孔径表英制平行管用螺纹PF(G) (單位:mm) 螺纹下孔径內螺纹小径(參考)尺寸大径標準嵌合高度H系列100 95 90 85 80 75 70 65 60 最小直径最大直径G 1/16 7.723 0.5808 6.56 6.62 6.68 6.74 6.79 6.85 6.91 6.97 7.03 6.843 6.561 G(PF)1/8 9.728 〞8.57 8.62 8.68 8.74 8.80 8.86 8.92 8.97 9.03 8.848 8.566 1/4 13.157 0.8560 11.53 11.62 11.70 11.79 11.87 11.96 12.04 12.13 11.890 11.445 3/8 16.662 〞14.95 15.04 15.12 15.21 15.29 15.38 15.46 15.55 15.64 15.395 14.950 1/2 20.955 1.1618 18.8 18.9 19.0 19.1 19.2 19.3 19.4 19.6 19.172 18.631 5/8 22.911 〞20.6 20.7 20.8 20.9 21.0 21.2 21.3 21.4 21.5 21.130 20.589 3/4 26.441 〞24.2 24.4 24.5 24.6 24.7 24.8 24.9 25.0 24.658 24.117 7/8 30.201 〞27.9 28.0 28.1 28.2 28.3 38.5 28.6 28.7 28.8 28.418 27.877 1 33.249 14.786 30.3 30.4 30.6 30.7 30.9 31.0 31.2 31.3 31.5 30.931 30.2911 1/837.897 〞35.1 35.2 35.4 35.5 35.7 35.8 35.9 36.5 35.579 34.939 1 1/441.910 〞39.0 39.1 39.2 39.4 39.6 39.7 39.8 40.0 40.1 39.592 38.952 1 3/844.323 〞41.4 41.5 41.7 41.8 42.0 42.1 42.2 42.4 42.6 42.005 41.3651 1/247.803 〞45.0 45.1 45.3 45.4 45.6 45.7 45.9 46.0 45.485 49.0231 5/851.910 〞49.2 49.3 49.5 49.6 49.8 49.9 50.0 50.2 49.672 50.7881 3/453.746 〞50.8 50.9 51.1 51.2 51.4 51.5 51.7 52.0 52.0 51.428 56.6562 59.614 〞56.8 57.0 57.1 57.2 57.4 57.5 57.8 57.8 57.296使用粗線左側數據作為攻絲前的底孔直径,可加工符合JIS B 0202的A級或B級的內螺纹小径。
螺纹参数

φ1.27 φ1.5 φ1.8 φ2.1 φ2.2 φ2.7 φ3.2 φ3.6
1.321~ 1.421
1.567~ 1.679
1.867~ 1.979
2.013~ 2.850~ 3.010
3.106~ 3.326
3.242~ 3.422
M5× 0.9 M5× 0.8 M6×1 M7×1 M8× 1.25 M8×1 M10× 1.5 M10× 1.25 M10× 1 M12× 1.75 M12× 1.5 M12× 1.25 M12× 1 M14× 2 M14× 1.5 M16× 2
φ14.5 φ15.5 φ16.5 φ17.5 φ18.5 φ19.5
14.376~ 14.676
φ15.16~15.22 φ16.57~16.67 φ17.17~17.23 φ18.57~18.67 φ19.17~19.23
一.切削丝锥攻牙螺纹底径简易计算公式: 外径-(牙距×0.85~0.95)=螺纹底径; 例M6×1.0 M6-(1.0×0.85)=5.15 (最大孔径)
(最小孔径)
例:螺纹丝攻为HSS,被切削材料为低碳钢.切削速度为S,8m/min~L,14m/min EX-SFT M
M42× φ37.5 4.5
37.129~ 37.799
M45× φ40.5 4.5 M48× φ43 5
40.129~ 40.799
42.587~ 43.297
切削速度=
(8+14)×500
=583RPM
18.85
直径
挤牙丝锥(非圆丝锥)
钻头直径
孔径(一级螺纹)
孔径
φ 0.75 φ1.1 φ1.35 φ1.6 φ1.9 φ2.1 φ2.4 φ2.9 φ3.25 φ3.3
丝锥用底孔钻头的直径表
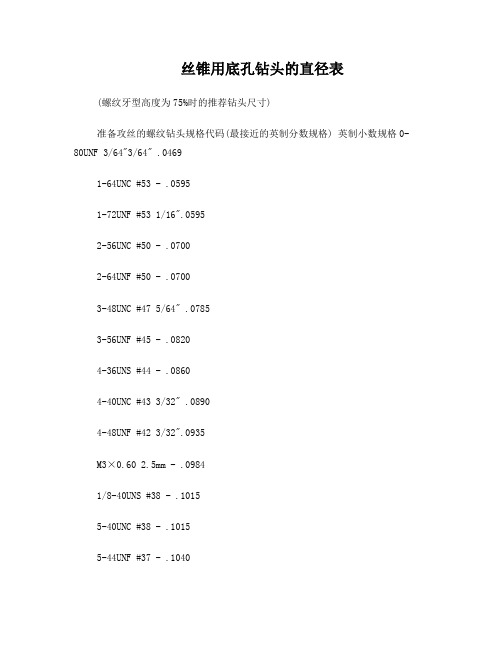
丝锥用底孔钻头的直径表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格0-80UNF 3/64"3/64" .04691-64UNC #53 - .05951-72UNF #53 1/16".05952-56UNC #50 - .07002-64UNF #50 - .07003-48UNC #47 5/64" .07853-56UNF #45 - .08204-36UNS #44 - .08604-40UNC #43 3/32" .08904-48UNF #42 3/32".0935M3×0.60 2.5mm - .09841/8-40UNS #38 - .10155-40UNC #38 - .10155-44UNF #37 - .10406-32UNC #35 7/64" .11006-36UNS #34 - .11106-40UNF #33 - .11306-48UNS #31 - .1200M4×0.70 3.4mm - .1338M4×0.75 3.4mm - .13388-32UNC #29 - .13608-36UNF #29 9/64".13608-40UNS #28 - .14053/16"-24UNS #26 - .1470 10-24UNC #25 5/32" .14953/16"-32UNS #22 - .1570 10-32UNF #21 5/32".1590M5×0.90 4.2mm - .1653 M5×0.80 4.3mm - .1693 12-24UNC #1611/64" .1770 12-28UNF #14 3/16".1820 12-32NEF #13 - .1850 14-20UNS #10 - .1935 1/4"-20UNC #7 13/64" .2010 14-24UNS #7 - .2010 M6×1.00 5.2mm - .2047 1/4"-24UNS #4 - .2090 1/4"-28UNF #3 7/32" .21301/4"-32NEF 7/32"7/32" .21881/4"-40UNS #1 - .2280M7×1.00 6.1mm 15/64" .24015/16"-18UNC 字母F 17/64" .2570M8×1.25 6.9mm 17/64" .27165/16"-24UNF 字母I - .2720 M8×1.00 7.1mm - .27955/16"-32NEF 9/32"9/32" .2812M9×1.2 7.9mm - .31103/8"-16UNC 5/16" 5/16" .3125M9×0.75 8.3mm - .3268M9×1.00 8.1mm - .3189*该螺纹仅用于火花塞准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格3/8"-24UNF 字母Q 21/64" .3320M10×1.50 8.7mm - .3425M10×1.25 8.9mm 11/32" .3503M10×1.00* 9.1mm - .35837/16"-14UNC 字母U 23/64" .3680M11×1.50 9.7mm - .38187/16"-20UNF 25/64" 25/64" .3906M12×1.75 10.5mm - .4133M12×1.50 10.7mm 27/64" .4212 1/2"-13UNC 27/64" 27/64" .4219M12×1.25* 10.9mm 27/64" .4291 1/2"-20UNF 29/64" 29/64" .4531 1/2"-24UNS 29/64" 29/64" .4531 M14×2.00 12.2mm - .4803 9/16"-12UNC 31/64" 31/64" .4844 M14×1.50 12.7mm - .4999 M14×1.25* 12.8mm - .5039 9/16"-18UNF 33/64" 33/64" .5156 5/8"-11UNC 17/32" 17/32" .5312 M16×2.0014.2mm 35/64" .5590 5/8"-18UNF 37/64" 37/64" .5781 M16×1.50 14.7mm - .5787 11/16"-11UNS 19/32" 19/32" .5938 M18×2.50 15.8mm 39/64" .5220 11/16"-16UNS 5/8" 5/8" .6250 3/4"-10UNC 21/32" 21/32" .6562 M18×1.50* 16.8mm - .6614 3/4"-16UNF 11/16" 11/16" .6875M20×2.50 17.8mm 11/16" .70087/8"-9UNC 49/64" 49/64" .7656 7/8"-14UNF 13/16" 13/16" .8125M22×1.50 20.9mm - .82287/8"-18UNS* 53/64" 53/64" .8281M24×3.00 21.4mm 53/64" .8425 1"-8UNC 7/8" 7/8".8750M24×2.00 22.3mm - .8779 1"-12UNF 59/64" 59/64" .9219 1"-14UNS15/16" 15/16" .9375 11/8"-7 UNC 63/64" 63/64" .9844 11/8"-12 UNF 13/64" 13/64" 1.0469 11/4"-7 UNC 17/64" 17/64" 1.1094 11/4"-12 UNF 111/64"111/64" 1.1719 13/8"-6 UNC 17/32" 17/32" 1.2188 13/8"-12 UNF 119/64" 119/64" 1.2969 11/2"-6 UNC 111/32" 111/32" 1.3438 11/2"-12 UNF 127/64" 127/64" 1.4219NPT螺纹底孔表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格1/8"-27NPT 字母R - .33901/4"-18NPT 7/16" 7/16" .43753/8"-18NPT 37/64" 37/64" .57811/2"-14NPT 45/64" 45/64" .70313/4"-14NPT 59/64" 59/64" .92191"-11? NPT 15/32" 15/32" 1.15621?"-11 ? NPT 1?"1?" 1.50001?"-11 ? NPT 147/64" 147/64" 1.7344 2"-11? NPT 27/32" 27/32" 2.2188。
钻头和丝锥匹配标准

钻头和丝锥匹配标准钻头和丝锥是两种常见的切削工具,用于加工金属材料。
钻头主要用于钻孔,而丝锥主要用于切割螺纹。
钻头是一种旋转工具,通常由钢材制成,具有多个切削齿。
钻头的直径通常通过尺寸或编号来标识,例如,常见的尺寸为1mm、2mm、3mm,而编号则用R、D等标识。
此外,钻头还可根据材料不同分为高速钢钻头、钨钢钻头、立铣刀等。
钻头的选择与其应用有关。
不同类型的钻头适用于不同的材料,例如,钢、铸铁、铝合金、不锈钢等。
选择正确的钻头不仅可以提高工作效率,还可以延长工具寿命。
此外,钻头还有不同的刃部设计,例如,中心钻、标准钻、点钻和锥钻等。
当钻孔较深时,需要使用深孔钻头。
此种钻头具有较长的刀体,以便能深入材料中。
在选择深孔钻头时需要考虑刀体的刚度和径向清空效果。
丝锥则用于在材料上切割螺纹,它通常由高速钢制成。
丝锥的选择取决于要加工的螺纹尺寸和材料类型。
常见的丝锥规格有M3、M4、M6等,规格越大,螺纹越粗。
此外,丝锥还有不同的标准,如ISO、DIN、ANSI等。
在使用丝锥之前,需要先在材料上钻孔。
钻孔直径通常比丝锥指定螺纹直径小一些。
这是因为丝锥在切削螺纹时会留下一些余量,以便提供螺纹的适合配合。
因此,在选择丝锥时,需要根据要加工的螺纹尺寸选择适当的钻头。
此外,从切削的角度来说,钻头和丝锥也有一些相似之处。
它们都是通过旋转切削的工具,因此需要注意工作过程中的冷却和润滑。
使用钻头和丝锥时,通常需要使用冷却液或切削油,以降低切削温度,减少工具磨损,并提高切削质量。
在使用钻头和丝锥时,还需要注意安全事项。
例如,使用适当的个人防护装备,避免工具损坏或切削物飞溅伤人。
此外,要遵循正确的操作步骤,避免因操作不当而导致事故发生。
综上所述,钻头和丝锥在不同的切削任务中扮演着重要角色。
正确选择和使用钻头和丝锥有助于提高工作效率,延长工具寿命,并确保工作安全。
因此,在使用钻头和丝锥时,需根据具体情况选择适当的类型和规格,并遵循相关的操作指南和安全标准。
常用普通螺纹钻、攻切削参数
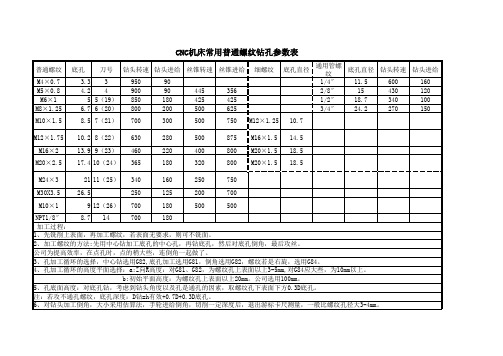
6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,一般比螺纹孔径大3-4mm。
7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。
通用管螺 纹
1/4″ 2/8″ 1/2″ 3/4″
底孔直径
11.5 15
18.7 24.2
钻头转速
600 430 340 270
钻头进给
160 120 100 150
8.5 7(21) 700
37
M12×1.75 10.2 8(22) 630
280
500
875 M16×1.5 14.5
180
500
500
NPT1/8″
8.7 14
700
180
加工过程:
1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。
2、加工螺纹的方法:先用中心钻加工底孔的中心孔,再钻底孔,然后对底孔倒角,最后攻丝。
公司为提高效率,在点孔时,点的稍大些,连倒角一起做了。
3、孔加工循环的选择,中心钻选用G82,底孔加工选用G81,倒角选用G82,螺纹若是右旋,选用G84。
M16×2
13.9 9(23) 460
220
400
800 M20×1.5 18.5
M20×2.5 17.4 10(24) 365
180
320
800 M20×1.5 18.5
M24×3
21 11(25) 340
160
250
750
丝锥的底孔尺寸表

丝锥的底孔尺寸表丝锥是一种常用的工具,用于在金属或其他硬质材料上制作螺纹孔。
而丝锥的底孔尺寸表则是指丝锥底孔的规格尺寸的汇总表格。
底孔尺寸表是制作螺纹孔时的参考依据,根据不同的螺纹规格和要求,选择相应的丝锥底孔尺寸,以确保螺纹孔的质量和精度。
底孔尺寸表中通常包含以下几个重要参数:螺纹规格、螺纹类型、底孔直径、底孔深度等。
不同规格的螺纹需要使用不同直径和深度的底孔。
底孔直径是指在制作螺纹孔时所需要钻的初始孔的直径,底孔深度则是指钻孔的深度。
丝锥底孔尺寸表的制定依据一般是国际标准或行业标准。
不同国家和地区可能有不同的标准,但其中最常见的螺纹标准是ISO螺纹标准。
ISO螺纹标准是国际上广泛采用的一种螺纹标准,包括了各种螺纹规格和底孔尺寸。
底孔尺寸表中的底孔直径通常以毫米(mm)为单位,底孔深度通常以倍径(D)为单位。
倍径是指底孔直径的倍数,用于确定底孔的深度。
在使用丝锥制作螺纹孔时,首先需要根据所需的螺纹规格从底孔尺寸表中找到对应的底孔直径和底孔深度。
然后,使用合适的钻头钻出对应直径的初始孔,并根据底孔深度的要求控制钻孔的深度。
最后,使用丝锥逐步切削,形成所需的螺纹。
需要注意的是,使用丝锥制作螺纹孔需要一定的技术和经验。
在操作过程中,需要注意保持适当的切削速度和切削力,避免过快或过大的切削导致丝锥损坏或螺纹孔质量不理想。
此外,还需要定期对丝锥进行保养和修复,以保持其切削性能和精度。
底孔尺寸表的存在使得丝锥的选择和使用更加方便和准确。
通过参考底孔尺寸表,可以根据螺纹规格和要求选择合适的丝锥底孔尺寸,提高螺纹孔的质量和精度。
同时,底孔尺寸表也是丝锥制造商和使用者之间交流和合作的重要依据,确保丝锥的质量和性能符合标准和要求。
丝锥的底孔尺寸表是丝锥制作螺纹孔时的重要参考工具,通过底孔尺寸表可以选择合适的丝锥底孔尺寸,保证螺纹孔的质量和精度。
在使用丝锥制作螺纹孔时,需要根据底孔尺寸表确定底孔的直径和深度,并注意操作技巧和保养维护,以获得理想的螺纹孔。
钻头和丝锥匹配标准

钻头和丝锥匹配标准钻头和丝锥是两种常用的切削工具,用于加工金属材料。
钻头主要用于钻孔,丝锥主要用于加工内螺纹。
钻头和丝锥的匹配标准涉及到钻头的选择、丝锥的选择以及加工参数等方面。
以下是钻头和丝锥匹配的相关参考内容。
一、钻头的选择1. 切削材料的选择:钻头的切削效果和寿命与切削材料的选择密切相关。
常见的钻头材料有高速钢、硬质合金、颗粒增强陶瓷等。
对于不同的材料,需要选择适合的钻头材料。
2. 钻头形状的选择:常见的钻头形状有直线钻头、锥形钻头、中心钻头、阴阳钻头等。
选择合适的钻头形状可以提高加工效率和质量。
3. 钻头直径的选择:钻头直径的选择应根据加工要求和工件材料来确定。
一般来说,选择稍大一点的钻头直径可以提高加工效率,选择稍小一点的钻头直径可以提高加工质量。
二、丝锥的选择1. 材料的选择:丝锥的材料要具有足够的硬度和耐磨性,以确保加工质量和寿命。
常见的丝锥材料有高速钢、硬质合金等。
2. 规格的选择:丝锥的规格包括螺纹标准、螺纹尺寸等。
选择合适的规格可以确保加工的内螺纹质量和尺寸精度。
3. 使用方式的选择:不同的丝锥有不同的使用方式,包括手动丝锥、机械丝锥等。
选择合适的使用方式可以提高加工效率和准确性。
三、加工参数的选择1. 切削速度:切削速度对于钻头和丝锥的切削效果和寿命有重要影响。
通常,在加工过程中,应根据材料的硬度和加工要求选择适当的切削速度。
一般来说,切削速度过大可能导致钻头或丝锥过早磨损,切削速度过小可能导致加工效率低下。
2. 进给量:进给量对于加工质量和效率有重要影响。
选择适当的进给量可以确保刀具正常切削,提高加工效率。
3. 冷却润滑:在钻孔和切削内螺纹的过程中,冷却润滑是非常重要的。
通过适当的冷却润滑可以降低工具的温度,减少切削力,延长钻头和丝锥的使用寿命。
以上是钻头和丝锥匹配的相关参考内容。
在实际应用中,钻头和丝锥的选择和匹配应根据具体的加工要求、工件材料和加工设备等因素综合考虑,以提高加工效率和质量。