摇臂钻设备点检表
合集下载
钻床设备点检表

晚班
白班
目视 中班
晚班
白班
目视 中班
晚班
白班
目视 中班
晚班
白班
目视 中班
晚班
Hale Waihona Puke 白班目视 中班晚班
白班
中班
晚班
确
认
中班
栏
操作工确认
晚班
操作工确认
7 设备底部及周围卫生清理
清洁无异物
8
白班
操作工确认
方式
班 次
(点检符号:正常√;异常×)
日期; 年
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
白班
目视 中班
晚班
白班
目视 中班
设
设备点检表
设备名称 钻床
设备编号
生产线名
工序名
批准
审核
编制
日期 备注:设备点检时出现异常,不能处理的故障,立即报修
NO
检查项目
基准值
1 检查主轴箱油位
低于1/3时及时添加
2 主轴套筒表面润滑
润滑到位
3 立柱导轨面润滑
润滑到位
4 检查各开关按钮是否破损
完整无破损
5 检查各手柄灵活性
灵活无卡住现象
6 擦净机床外露导轨面的尘土 清洁无异物
摇臂钻床设备日常点检保养规范

1S
○
主轴(箱)
13 外观 目视
无破损、无漏油
1S
■
负载系统
动作 操控
转动无晃动、无异响
1S
○
外观 目视
无破损、变形
1S
摇臂
14
动作 操控
转动灵活、无卡阻
1S
备注:其他型号同类型设备参照此标准执行。(用手拭电机温度时,先用手背轻轻靠近一下电机,以免烫伤、触电)
1W
■
异响 耳听
无异常响声
1S
○
异味 嗅觉
无异臭味
1S
○
振动 目视
无异常抖动
1S
○
传动电机
6
温度 手拭
40度左右(不烫手)
1S
○
电气系统
外观 目视
无破损、固定螺栓松动
1S
■
配线 目视
无松动、无裸线
1S
■
元件、器件、导线 7 外观 目视 元器件外观无损伤、导线无损伤、松动 1D
■
外观 目视
开关、指示灯无破损
设备名称:摇臂钻床 编号:
设备型号:
点检部位简图
6 14 1
2 3 4 5
7 9 11 10
8 12 13
设备日常点检保养规范
所属单位:
标记符号:点检状态:○运行中■开机前 点检周期:S班 D天 W周 M月 Y年
编制:设备动 力部
点检位置
部件
图 号
点检内容
点检 方法
点检基准(标准值)
点检周期
点检状态
操作工 维修工 操作工 维修工
油位镜
1 油位 目视
油位是否达到镜面一半位置
1S
摇臂钻床设备点检表
13 无漏油、漏水。
14 无
本月维修发现问题
处
问题纪录
2
5
8
本月维修发现问题
处
3
6
9
其他
检查方法: 看.听.试
检查周 期:
每天 重大问题
记录 符号
正常 √
异常 ×
休息 ○
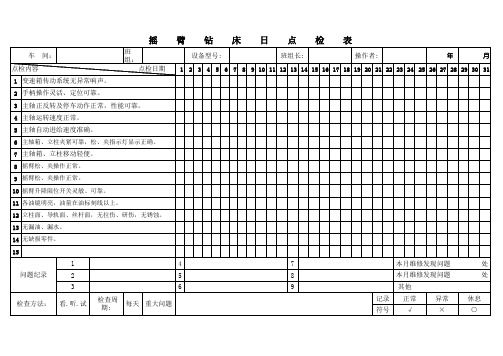
摇臂钻床日点检表
车 间: 点检内容
班 组:
点检日期
设备型号:
班组长:
操作者:
年
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 变速箱传动系统无异常响声。
2 手柄操作灵活、定位可靠。
3 主轴正反转及停车动作正常,性能可靠。
4 主轴运转速度正常。
5 主轴自动进给速度准确。
6 主轴箱、立柱夹紧可靠,松、夹指示灯显示正确。
7 主轴箱、立柱移动轻便。
8 摇臂松、夹操作正常。
9 摇臂松、夹操作正常。
10 摇臂升降限位开关灵敏、可靠。
11 各油镜明亮,油量在油标刻线以上。
12 立柱面、导轨面、丝杆面,无拉伤、研伤,无锈蚀。
设备全面检查表-钻机

必须有防护装置并且安全可靠。
有□ 无□
9
高速旋转的零部件及有飞脱危险的部件防护
有防松脱措施并配有防护装置。
有□ 无□
10
人员可能触及的过冷或过热的生产设备
必须有防接触的屏蔽装置。
有□ 无□
11
对某些运行时看不见控制点全貌的设备防护
必须配有预警信号装置和紧急事故按钮。
有□ 无□
12
紧急事故开关的安装
应在所有控制点和操作点都能触及到。
6、运转的零部件及有飞脱危险的部件是否有防松脱措施并配有防护装 置。
检 查 结 果
1、钻机机身清洁。
2、钻机表面没有易伤人的锐角、利棱,没有严重锈蚀、缺损。
3、使用电压为安全电压。电气线路绝缘、固定、保险良好。
4、紧急事故开关所有控制点和操作点都能触及到。
5、每台设备都有标牌、安全色,危险部位有安全标志。
合格□ 不合格□
13
各种安全防护装置、照明、信号、监测等装置的使用
严禁随意拆除或非法占用
合格□ 不合格□
14
安全色、安全标志的使用
每台设备必须有标牌、安全色,危险部位有安全标志。
合格电压
合格□ 不合格□
16
机械设备电气线路
绝缘、固定、保险良好。
合格□ 不合格□
备注
1
设备作业环境照明度
操作点和操作区域有充足的照明度,无频闪、炫目。
合格□ 不合格□
2
设备保养、润滑
相对运动部位润滑良好,无严重锈蚀、毛刺、缺损等。
合格□ 不合格□
3
机械设备表面
无易伤人的锐角、利棱、凹凸不平的表面和突出部分。
合格□ 不合格□
4
报警装置
有□ 无□
9
高速旋转的零部件及有飞脱危险的部件防护
有防松脱措施并配有防护装置。
有□ 无□
10
人员可能触及的过冷或过热的生产设备
必须有防接触的屏蔽装置。
有□ 无□
11
对某些运行时看不见控制点全貌的设备防护
必须配有预警信号装置和紧急事故按钮。
有□ 无□
12
紧急事故开关的安装
应在所有控制点和操作点都能触及到。
6、运转的零部件及有飞脱危险的部件是否有防松脱措施并配有防护装 置。
检 查 结 果
1、钻机机身清洁。
2、钻机表面没有易伤人的锐角、利棱,没有严重锈蚀、缺损。
3、使用电压为安全电压。电气线路绝缘、固定、保险良好。
4、紧急事故开关所有控制点和操作点都能触及到。
5、每台设备都有标牌、安全色,危险部位有安全标志。
合格□ 不合格□
13
各种安全防护装置、照明、信号、监测等装置的使用
严禁随意拆除或非法占用
合格□ 不合格□
14
安全色、安全标志的使用
每台设备必须有标牌、安全色,危险部位有安全标志。
合格电压
合格□ 不合格□
16
机械设备电气线路
绝缘、固定、保险良好。
合格□ 不合格□
备注
1
设备作业环境照明度
操作点和操作区域有充足的照明度,无频闪、炫目。
合格□ 不合格□
2
设备保养、润滑
相对运动部位润滑良好,无严重锈蚀、毛刺、缺损等。
合格□ 不合格□
3
机械设备表面
无易伤人的锐角、利棱、凹凸不平的表面和突出部分。
合格□ 不合格□
4
报警装置
钻床日常点检记录表

4
各变速手柄操作灵活,定位可靠。
5
运作速度是否依规定设置。
6
钻头是否锐利
7
各配合部位是否有松动
8
下班后是否有保养机台
9
10
11
12
13
14
15
班组长确认
交接班问题记录
1
4
7
本月点检发现处
2
5
8
本月维修解决处
3
6
9
其它
检查方法
看试听
检查周期
每天
重大问题处理意见
记录
符号
正常
异常
已修
√
×
ⓧ
机修员:年月日
机器设备日常点检保养记录表
年月
钻床
编号
设备型号
班组长
操作者A
操作者B
检查日期
点检内容
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
28
29
30
31
1
收拾工作地点,将与工作无关的物件收拾干净,将毛坯放妥
2
工作结束下班时、必须切断电源。
3
安全罩是否随加工物件自动调整高度。
各变速手柄操作灵活,定位可靠。
5
运作速度是否依规定设置。
6
钻头是否锐利
7
各配合部位是否有松动
8
下班后是否有保养机台
9
10
11
12
13
14
15
班组长确认
交接班问题记录
1
4
7
本月点检发现处
2
5
8
本月维修解决处
3
6
9
其它
检查方法
看试听
检查周期
每天
重大问题处理意见
记录
符号
正常
异常
已修
√
×
ⓧ
机修员:年月日
机器设备日常点检保养记录表
年月
钻床
编号
设备型号
班组长
操作者A
操作者B
检查日期
点检内容
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
28
29
30
31
1
收拾工作地点,将与工作无关的物件收拾干净,将毛坯放妥
2
工作结束下班时、必须切断电源。
3
安全罩是否随加工物件自动调整高度。
摇臂钻点检表

点 检 人 签 名
维修人员签名 一、操作人员于每次设备保养完毕后签名。 二、点检结果填写代号:正常“√”,异常“○”,停用“/” 三、在检查中如发现异常应及时联系维修人员处理。 制表: 审核: 批准:
备
注
设备编号:002 检查周期
每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班 每班
使用部门:模具制造 3 4 5 6 7 81 Nhomakorabea2
点检人: 时间: 2017年 3月 点检日期 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
设备日常点检表
设备名称:摇臂钻 序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 检查项目
手柄和按钮操作灵敏 变速箱传动系统 主轴正转 主轴反转 停车 主轴运转速度 主轴自动进给 主轴箱、立柱夹紧 主轴箱、立柱移动 摇臂松、夹操作 摇臂升降限位开关 变速箱油量 冷却液量 立柱清洁、润滑 导轨清洁、润滑 丝杠清洁、润滑 漏油 漏水 机床灯 整机表面整洁
机床点检表

油镜明亮,显示供油正常
各部位无漏油,冷却系统不漏水 (1)“√”为正常,“×” 为
异常,“0”为停机或保养
功 (2)每次使用时必须点检并
能 签(名3)异常必须在说明栏内填
检 查
写
完(成4)期异限常及维责修任后人维修人员记
录
操作员 说明
并存档
审核
确认
公司
摇臂钻点检表
车间
设备型号
资产编号
年月
点检内容
1 2 3 4 5 6 7 8 9# # # # # # # # # # # # # # # # # # # # # #
车间
设备型号
资产编号
年月
点检内容 变速箱传动系统工作正常,无异响
1 2 3 4 5 6 7 8 9# # # # # # # # # # # # # # # # # # # # # #
各行程限位开关性能可靠
各手柄操作灵活性能可靠
横梁升降无异常响声
方刀架锥面工作无松动
进给运动无爬行
各导轨面及丝杆表面无拉伤研伤
液压站电机无过热,异常噪音及振动
液压管路无漏油
急停开关反应灵敏
液压油油量在油标刻线以上 (1)“√”为正常,“×” 为
异常,“0”为停机或保养
功 (2)每次使用时必须点检并
能 签(名3)异常必须在说明栏内填
检 查
写
完(成4)期异限常及维责修任后人维修人员记
录
操作员 说明
并存档
审核
确认
பைடு நூலகம்
公司
数控火焰切割机点检表
各导轨面润滑良好,无拉伤,研伤
各部(位1无)漏“油√,”冷为却正系常统,不“漏×水” 为
手动摇臂钻床设备维护保养点检表

3 清洁钻床各表面,清扫铁屑盘,充分润滑钻床导轨 面。各金属加工面不得有锈蚀现象。
4 检查并紧固各档位手柄,使其能正常动作。 5 检查急停开关能可靠动作。 6 检查机床起动后有无异响。
注意:检查完以上所有项目后,用√或× ( √表示完好,×表示需维修)正确填表。如需改善或通知行政部,请填写设备故障申报及维修记录表。
(
1 检查主轴箱的油标,必要时按加油图要求 加至油 线上。
2 进行钻削时,操作者须戴护目镜,禁止戴手套。
机床编号: 使用部门: 生产部
批准人:
批准日期:
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 主轴花键及摇臂升降丝杠润滑 润滑到位
6 微调蜗杆及摇臂导轨润滑
润滑到位
7 检查各手柄灵活性
灵活无卡住现象
8 擦净机床外露导轨面的尘土 清洁无异物
9 设备底部及周围卫生清理
无油、水漏到地面上
10 切削液浓度
浓度标准值:3%~5%
11
白班
操作工确认
方式
班 次
(点检符号:正常√;异常×)
日期; 年
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
白班
目视 中班
晚班
白班
目视 中班
晚班
白班
目视 中班
晚班
白班
目视 中班
晚班
白班
目视 中班
晚班
白班
目视 中班
晚班
白班
目视 中班
晚班
白班
目视 中班
晚班
白班
目视 中班
晚班
白班
目视 中班
晚班
白班
中班
晚班
白班
中班
晚班
确
认
中班
栏
操作工确认
晚班
操作工确认
设
设备点检表
设备名称 摇臂钻
设备编号
生产线名
工序名
批准
审核
编制
日期 备注:设备点检时出现异常,不能处理的故障,立即报修
NO
低于1/3时及时添加
2 检查摇臂升降机构油位
低于1/3时及时添加
3 检查夹紧油泵油池
低于1/3时及时添加
4 立柱润滑油池油位
低于1/3时及时添加