基于 Profibus-DP现场总线控制系统的集成
基于PROFIBUS-DP的串口设备群的集成方案与实现

I t g a i e h d d r a i a i f u tp e s ra or e i e a e ne r t on m t o s an e l ton o li l e i l z m p td v c s b s d on PRO F BUS- I DP
s se c nfll h e n so e e d bl a de o o . y tm a fl ed ma d fd p n a i ui t i n c n my  ̄
Ke o d : ed b s P yw r s f l u ; RO FBUS; ed u n g mut l e a o e i s id sr l ommu iain i I i f lb sb d e; lpes n l rd vc ;n u ti i p t e ac nc t o
mut l e il o e i sb s do ed u r g sb e tg ae ilb sc n r l lpes r r d vc a e nf lb sb i ewa e ni e r tdt Fed u o t i apt e i d n o o
W ANG Yon - u 。 g h a CAO e h a XU QM XM - u 。 R ( e b o fr t nee tc l p ln e f e a rv c , h n z o i fih d sr, K yl . fnomai lcr a a pi c so n nP o i e Z e g h uUn, tn u t a i o i a H n ol i g y
基于PROFIBUS-DP的西门子变频器控制系统

基于PROFIBUS-DP的西门子变频器控制系统摘要:介绍了现场总线变频器控制系统的构成和特点,在汽车总装生产线线上组建基于PROFIBUS-DP的变频器控制系统,分析了可编程序控制器与变频器之间的通讯协议,并详细说明了变频器PROFIBUS-DP控制系统的参数设置及编程方法。
关键词:汽车总装生产线PROFIBUS-DP总线PLC 变频器控制汽车制造厂发动机总装生产线,由于其发动机安装要求精密、工位比较长,且各工位之间配合密切,每道工序又需连贯性高,这样的工况使得生产线控制提出了更高的要求。
现场总线控制系统集合了计算机技术、信息技术、控制技术、具有造价低廉、布线简单、控制精度与可靠性高、协议开放等优点,已成为工业现场控制系统的主流。
同时变频器厂商开发的产品对各种现场总线的支持程度也越来越高,对变频器的应用有单台调速系统向多台变频器群控系统发展。
青年莲花汽车有限公司的总装生产线的变频器控制系统满足了生产的要求,减少了成本,调试与维修也很方便。
1 变频器控制系统与PROFIBUS-DP简介变频器控制系统通常由可编程序控制器(PLC)、人机界面、变频器、传感器及现场总线等组成。
一些著名的变频器生产厂商多开发了自已的现场总线,在实际应用中,控制系统一般由许多不同厂商设备互连构成,所以用户都应用比较通用的现场总线,如:PROFIBUS-DP、DeviceNet、CCLink、ModBus等总线。
一般的变频器大多支持各种现场总线,可以用主站向变频器从站发送起、停,多段速调速、频率设定、故障复位、修改参数等各种命令,主站从变频器读取电流,实际运行频率、参数内容、故障代码等相关信息,极大地方便了现场用户的需要。
但要连接到各种现场总线变频器必须带有合适的与之相匹配的通讯适配卡,如三菱的FR-A7ND连接到DeviceNet,FR-A7NP连接到PROFIBUS-DP等。
西门子变频器通讯卡6SE6400-1PB00-0AA0连接到PROFIBUS-DP等等。
基于Profibus—DP现场总线的糖厂压榨车间调速控制系统通信设计
中图分类号 :T 7 P2 3
文献标识码 :B
文章编号 :1 0- 14 21 ) 4 0 30 9 0 ( 0 0- 1 - 5 0 3 0 8
0 引言
目前我国糖 厂大部分 设备都 是采用 传统 的单机
1 糖厂压榨车 间的工艺特点
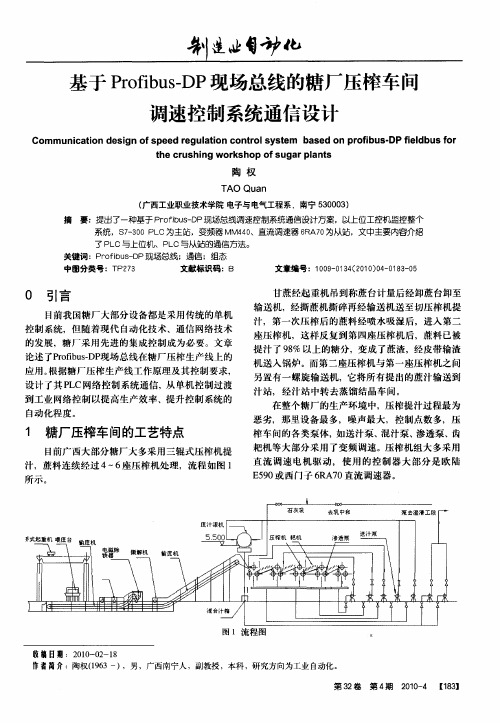
目前广西 大部分 糖厂大 多采用三 辊式压榨 机提
汁 ,蔗料连 续经 过 4~6 压榨机处 理 ,流程 如 图 l 座
所示 。
图 1 流程 图
收稿日期 :2 1— 2 8 0 0 0 —1 作者简介 :陶权(9 3一) 16 ,男 ,广西 南宁人 ,副教授 ,本科 ,研究方 向为工业 自动化 。
控制 系统 ,但 随着现 代 自动化技 术 、通信 网络技 术 的发展 ,糖厂 采用 先进 的集成 控制成 为必要 。文章 论 述 了Po b s 现场 总线在糖 厂压榨 生产线 上的 rf u— i DP 应用。 根据糖 厂压榨 生产线 工作原理 及其 控制要 求,
甘蔗经 起重机 吊到称蔗 台计量 后经 卸蔗 台卸 至 输送机 ,经撕蔗 机撕 碎再 经输送机 送 至切压 榨机提 汁,第一 次压榨 后的蔗 料经 喷水吸 湿后 ,进入 第二 座 压榨 机,这样反 复到 第 四座 压榨 机后 ,蔗料 已被
提 汁 了 9 %以上 的糖分 ,变成 了蔗渣 ,经皮带输 渣 8
机 送入 锅炉 。而第二 座压榨 机与第 一座压 榨机之 间 另置有 一螺旋 输送机 ,它将 所有提 出的蔗 汁输 送到
设 计 了其 P C网络控制 系统通 信,从 单机控 制过 渡 L 到工 业 网络 控制 以提高 生产效 率 、提 升控制 系统 的
基于Profibus—DP总线的多台变频器控制系统
数字通信系统 ,已被纳入在国际标准 IC6 18和 E 15 IC674中 。Pobs 括 Pobs P r bs E 18 r u包 i f r u —D 、Po u i f i f
—
F 、Pobs A三 部 分 ,它 们 只 采 用 了 O I MS rfu —P i S
模型 的物理层 、数据链路层 、应用层 。P fu 支 r bs o i 持主从方式 、纯主方式 、多主多从通信方式 ,主站
线 连接 器 。一端 把 4台变 频器通 讯卡 上的 9针 D型 插座 串联 起 来 ,另 一 端 连 接 到 远 程 IO槽 架 上 的 /
2 系统组态说明
2 1 系统硬 件配 置 . 在 H ny e 公 司 的 E p r nP S系统 中 。通过 oe l w xei K o
中央控 制室 的操 作 员 站 访 问 现 场控 制 柜上 的 C0 20
维普资讯
2 6 第6 O年 期 O
河 北 煤 炭
1 7
基 于 Po b s P总 线 的 多 台变 频 器 控 制 系 统 rf u —D i
魏 洪新
( 河北煤炭科学研究所 ,河北 邢台 04O ) 5O O
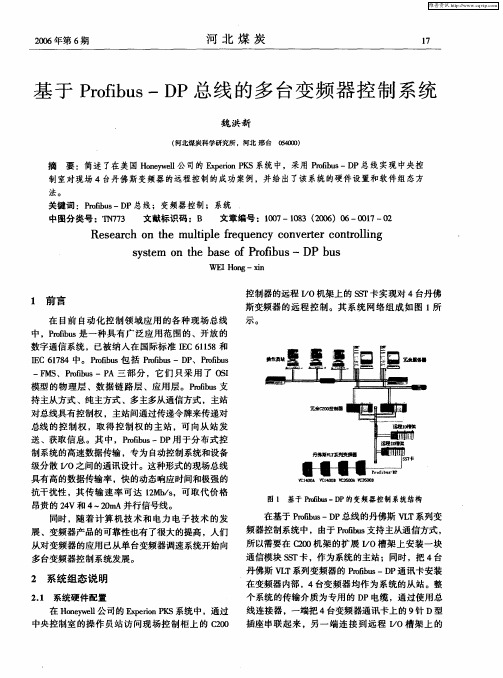
摘 要 :简述 了在美国 H nye 公司的 EprnP 系统中,采用 Pobs P总线实现中央控 oe l wl xeo l i r u —D i f
W EIHo g— i n -xn
1 前 言
在 目前 自动 化 控 制 领 域 应 用 的 各种 现场 总线
中 ,Pob s是 一种 具 有 广 泛 应 用 范 围 的 、开放 的 r u i f
控制器的远程 I / O机架上的 ST S 卡实现对 4 台丹佛 斯变 频器 的 远 程 控 制 。其 系统 网络 组 成 如 图 1 所
浅谈基于Profibus-DP总线控制的机电一体化系统
上 面提 及 的 传 统 的 Prof ibus—DP总 线 控 制 技 术 在 学 界 被
同 层 次之 间 的 总 线 均采 用数 字化 技 术 .进 而提 升数 据 传 输 的 认 为是 系统 一 体 化 解 决 方 案 的 一种 机 电 一 体化 系统 是利 用
速 度 和 效 率 。
Profibus—DP总 线 控 制从 控 制 类 型 上 讲 , 主要 分为 三 个 部
Prof ibus—DP总线 控 制 是 以 ISO修 订 的 OSI标 准 七 层 参 考 分 :环 境 控 制 、流 程 控 制 、多速 控 制 。这 三者 之 间 的 关 系是 :通
模 型 作 为 基 础 建 立 的 网络 协 议 ,其 主 要 对 OSI标 准 第 三 层 到 过 对 多速控 制 的研 究 ,将 得 到 的 内部视 图给 予 环 境控 制 .流 程 第六 层 协 议 进 行优 化 ,从 而具 备 更 高 的适 应 力 ,能 够 在 实 际生 控 制 通过 与环 境 控 制 的 交流 .将 系统 控 制 的 影 响 因素 反 馈 给 产 以及 加 工 制 造 等 方 面起 到 较 好 的应 用效 果 。Prof ibus—DP总 流 程控 制 .再 由流程 控 制 对 多速 控 制 的反 馈 进 行 决 策 ,并 最 终 线 控 制 的 主要 特 征 为 :① 开 放 性 。Profibus—DP总 线控 制 具 备 决 定 系统控 制 .这 明 确 了每 个 部 分 之 间 的 相 关 性 以及 职 责 范 较 好 的 公 开 性 ,才 能 够 实现 不 同生 产 厂 商 制 造 设 备 之 间的 信 围 .对 系统 控 制 设 计及 构 建的 行 为 结 构 具有 规 范作 用 。多速 控
基于PROFIBUS—DP现场总线技术的智能化打包机控制系统

过 程 对 控 制 、 管理 的 要 求 确 定 直 接 控 制 层 和 操 作
监 控层 的设 备 配置 。
11 直接 控 制层 的设 备配 置 .
直 接 控 制 层 的 主 要 设 备 是 控 制 站 ,其 应 用 功 能 是输 入 、输 出 、运算 和控 制 。共 设计 了一个P C L 主 站 ,七 台远程 分 布式I / ,合计 约2 3 点 。 O站 7个
罗庚兴
L UO n 。 ig Ge g xn
( 广东松 山职业技术学 院,韶 关 5 2 2 ) 1 16 摘 要 :本文详细介绍了基于西门子公司的P OFB S D 现场总线技术的高线打包机控制系统的设计方 R IU — P 法 ,分析 了该 网络的拓扑结构 、硬件 配置和主从通信方 式的工作机理。采用SE N N T IME S E 技 术 ,实现 了打包机 智能化 、网络化控 制和实 时监控打 包机的状 态 ,极 大地减 少了控制系统 的 运行和维 护成 本。 关键词 :打包机 ;高线 ;控制系统 ;现场总线 ;智能化
0 B0 A )。主 站DP= ,有一 块4 2 MB的MC C卡 、一
个 MP / I DP口和一 个P OF NE R I T口 。DP口用 于连 接 到DP 耦合 器 ,与 其 他从 站 进 行 通信 。NE T口通 过 R 4 双 绞线 连 接到编 程 单元P J5 C。
线 ,二 高 线 精 整 区 主 要 设 备 有 集 卷 站 、打 包 机 、 称 重 站 、 卸 卷 站 和 P 输 送 链 等 。其 中 打 包 机 由 F
Profibus-DP现场总线控制系统应用案例

口 )。
在 Ovation的 Studio中 打 开 相 应 总 线 的 配 置
总线端子接线原 则:端 子 21接 A(-)输 入, 窗口,选 择 Rotork设 备,添 加 到 操 作 区 域;双 击
端子 20接 A(+)输入;端子 23接 B(-)输入,端 Rotork设 备 进 入 组 态 界 面,添 加 rtrc08451_3.
作者简介:郭培志(1974),高级工程师,从事工业、市政 等 行 业 水 处 理 工 程 控 制 系 统 的 设 计 与 管 理 等 工 作,nj_guopz @163.com。
第 8期 郭培志等.ProfibusDP现场总线控制系统应用案例
675
图 1 Ovation系统阀岛配置界面
现场总线 (Fieldbus)系 统 是 应 用 在 生 产 现 场 与微机化测量 控 制 设 备 之 间,实 现 双 向 串 行 多 节 点数字通信 的 系 统,被 称 为 开 放 式、数 字 化、多 点 通信 的 底 层 控 制 网 络 。 [1] ProfibusDP总 线 是 专 为 PLC/DCS系统和 现 场 分 散 式 控 制 设 备 通 信 设 计 ,用 于 传 输 通 信 数 据 的 系 统 。
子 22接 B(+)输入。
gsd,建立模拟数据;完成组态(图 2)。
图 2 Ovation系统总线型电动执行机构配置界面
如图 3所 示,Ovation系 统 的 两 块 冗 余 DP通 信卡同时读取 现 场 设 备 两 个 端 口 的 输 入 数 据,并 通过现场设备每个端口的通信状态点判断两个端 口的工作状况,两 路 数 据 输 入 Ovation系 统,哪 路 数据有效就读 取 其 数 据 并 显 示,如 果 两 路 数 据 都 有效,则模拟 量 取 平 均 值,开 关 量 数 值 一 致,就 无 需区分。当端口 1的 通 信 状 态 点 故 障 时,将 切 换 至端口 2的数据;当端口 2的通信状态点故 障时, 将切换至端口 1的数据;当两路都无效时,所有输 入数据都 变 为 坏 点。 冗 余 DP通 信 卡 的 输 出 (一 个数据源)将两组 相 同 的 数 据 同 时 送 到 执 行 机 构
PROFIBUS—DP总线在集散控制系统中的应用

【 关奠月l C E K 智能马达控制 现场总线 【 S PS )
0
引 曹
随 着 中 国经 济 的不 断 深 入 发展 , 集散 控 制 系 统 ( DCS) 泛 广
主 站 节 点 有 接 受 访 问 总 线 的权 利 。 从 站 节 点 获 取 令 牌 是 直 接
三 方 系 统 或 产 品 通 讯 的 能 力 。 本 文 就 Ho e el P S R 0 n y lE K 3 0 w
DCS 系 统 通 过 Po iu rf s总 线 与 西 门 子 智 能 电 机 控 制 单 元 b SI MCODE通 讯 从 而 实 现 电机 控 制 了规 划 和 设 计 。
E S 系 统 中 的 C2 0 控 制 器 是 通 过 专 用 的 卡 件 PK 0 ( T F CL( SS —P B— )一RL 建 立 P o iu L) r f s通 讯 连 接 的 , 卡 件 是 b 该 P o iu rfb s总 线 中 主 站 。 图 1是 典 型 的 E K 系 统 S 总 线 的 PS
Sot r o l由 W o dh a n u tis Ic 公司 提 供 。 fwaeT o 。 o e d Id s r n . e
和 国 际标 准 。 P o iu — rf s DP现 场 总 线 有 以 下 特性 : 合 欧 洲 标 b 符
通 过 主站 轮 询 分 配 的 。
应 用 于 各 个 工业 领 域 的过 程 控制 。 当前 , 由于 造 纸 厂 生产 技 术 的不 断 提 升 , 产 工 艺 的优 化 , 备 的 自动 化程 度 日益 提 高 , 生 设 控
2 E S 系 统 P o iu PK r fb s接 口 的 系 统 结 构
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于Profibus-DP现场总线控制系统的集成蓝丽1,李红星2Lan, Li1 Li, Hong-xing2(1.北京化工大学,北京100029;2.北京联合大学,北京100101)(1.Beijing University of Chemical Technology, Beijing 10029; 2.Beijing UnionUniversity, Beijing 100101)摘要:介绍了现场总线集成的必要性和现场总线控制系统(FCS)集成技术的发展。
结合实例说明了基于Profibus-DP现场总线控制系统集成技术的设计和实现,并给出了基于Profibus-DP现场总线控制系统的几种集成方案。
提出了现场总线集成中应注意的若干问题。
关键词:现场总线控制系统;集成;Profibus-DP;可编程逻辑控制器;工业以太网中图分类号:TP336 文献标识码:AFCS Integration Based on Profibus-DP Abstract: The necessity of field bus integration technology and the development of FCS integration technology are introduced. Then the design and implement of FCS integration technology based on Profibus-DP are explained with example. And provide some ways of FCS integration technology based on Profibus-DP. Some problems about field bus integration technology are given.Keywords: FCS; Integration; Profibus-DP;PLC; Ethernet1 引言:现场总线以其独特的优势已成为自动控制领域的热点。
构建以现场总线底层控制网络为基础,实现企业管理、控制一体化的综合自动化系统是企业致力实现的目标。
作为企业底层网络的现场总线技术应服务于企业的目标,以完成信息的集成。
现场总线控制系统集成技术就是基于此目而逐渐发展进步的,是用一种系统或者一个自动化平台完成原来由多种系统搭配起来才能完成所有功能的集成方案,能大大简化系统的结构,减少大量接口部件。
应用集成技术克服了上位机和现场工业控制设备之间、集中与分散之间的界限。
Profibus现场总线技术是开放式、数字化、多点通信的底层控制网,以现场总线为纽带,可以把单个分散的测控设备变成网络节点,形成底层现场智能设备与高层的系统信息共享,满足工业控制体系分布化、扁平化和智能化的发展要求。
Profibus在现场总线的应用中占有相当大的比例,且有着重要优势,在现场总线领域中一直占据着先锋地位。
由于Profibus适用领域的广泛性(它既适用于工业自动化中离散加工过程的应用,也适用于流程自动化中连续和批处理过程的应用),以及它的成熟性、先进性和标志性,本文以Profibus作为现场总线项目基金资助:北京市教委科技发展计划项目(编号:km200611417007)的代表介绍现场总线控制系统的集成技术。
2 现场总线控制系统集成技术的发展2.1 现场总线控制系统的产生现场总线是过程控制技术、智能仪表技术和计算机网络技术三个不同领域结合的产物,把自动控制系统和设备带进了信息网络之中,成为企业信息网络的底层,从而为实现企业信息集成和企业综合自动化提供了可行的基础。
现场总线导致了传统控制系统结构的变革,形成了新型的网络集成式全分布控制系统——现场总线控制系统(FCS)。
2.2 现场总线控制系统集成技术的发展由于技术发展的连续性和继承性,以及不同系统研发投资和市场利益的驱使,现场总线控制系统的出现,不会使得其他系统(如DCS,PLC等)很快消失而形成了多种系统集成的局面。
目前世界上多种现场总线仍共存,现场总线的标准化是多元化的,所以必须发展多种现场总线之间的集成技术。
现在Internet和Intranet(企业内部信息网络)正在把世界范围的计算机和通信设备联成一个全球化的数据网络,产生了比孤立的网络强大得多的功能,随着由各种现场总线智能单元组成的现场控制网络Infranet的出现,控制网络上的设备也接人了Internet,新一代的企业信息网络结构也伴随而产生。
如何使控制网络和企业信息网络达到无缝连接是近期企业信息网络的发展重点。
现场总线控制系统的信息集成技术就是在这样的趋势下产生的。
由于各种现场总线技术的发展和竞争、各种计算机主流技术在工业控制领域的渗透和应用以及自动化技术发展的延续性和继承性,现场总线控制系统中的集成技术的研究和发展将面临着多总线集成、多系统集成、多技术集成的局面[3]。
3 基于Profibus-DP现场总线控制系统的集成结合“北京联合大学智能控制网络技术实验室”的现场总线控制系统说明如何实现基于Profibus-DP现场总线控制系统的集成技术,达到Infranet、Intranet和Internet三者结合形成的测控管一体化。
3.1 网络构架现场被控设备有两台三容器液位装置、两个皮带传输机、三台立式电炉。
三容器液位控制系统是一个双输入双输出的系统,通过控制水泵阀位的开度使三容器的液位达到我们的设定值。
皮带传输机是通过控制变频器的频率来改变皮带传输机传输速度。
立式电炉是一个双输入双输出的温度场控制对象,通过控制占空比来控制电炉的温度。
因为被控对象较多且分布较散,所以监控系统必须是彻底的分散和分布。
整个系统由三层网络构成:底层是现场设备层,中间层为监控层,上层为信息管理层。
现场设备层是以Profibus-DP总线为基础,现场设备互连,集成了PLC系统的现场层分布式控制网络Infranet;监控层是处于环形工业以太网Ethernet中,从现场设备中获取数据,完成各种控制、运行参数的监测、报警和趋势分析等功能,另外还包括控制组态的设计。
它通过专门的现场总线转换器实现现场总线网段与以太网段的连接,这种方式使系统配置更加灵活;信息管理层是通过校园局域网与Internet网连接,实现分布式网络环境下的远程监控系统。
为何要使用Ethernet,因为现场总线是专为工业现场层设备通信设计,它只解决了底层自动化系统的信息集成问题,并不适用于传输较大量的数据,也不容易与管理层进行集成。
而以太网设计初衷就是用于数据处理的办公网,工业以太网可以达到很高的通信速率。
利用以太网的优点,结合PLC控制器及现场总线,就可以构成全分散、全开放的集散控制系统。
3.2 软硬件配置现场层:因考虑到设备分布广,各工序各设备需并行地进行工作,所以用三路Profibus-DP 总线构成整个底层控制网络分别对各被控对象的生产过程进行实时控制,每路总线包含一个PLC总站和若干DP从站,三路总线之间独立运行互不影响。
该例中以西门子SIMATIC S7系列PLC作为Profibus总站,三台PLC通过交换机挂在Ethernet上;智能传感器、执行器、变频器等现场级设备等作为从站,采用Profibus-DP协议对现场级设备、Profibus-DP通信模块、扩展I/O模块等与PLC进行通讯。
若需增加被控对象,可根据实际需要在以太网上扩展PLC站(或别的主站)形成新的若干路总线即可,不影响以组建好的PLC站和各路总线。
(1)1#Profibus-DP总线控制两台三容器液位装置:PLC S7-300(CPU型号CPU 314C-2 DP)作为总站,CP 343-1通讯卡实现PLC与Ethernet的相连,两台三容器的四个液位传感器和四个电磁泵作为从站,通过Profibus-DP总线互连并与PLC总站通信;(2)2#Profibus-DP总线控制两台皮带传输机:PLC S7-400(CPU型号CPU 414-3 DP)作为总站,CP443-1通讯卡实现PLC与Ethernet的互连,由ET200M IM 153-1作为DP远程从站,通过Profibus-DP总线与PLC总站通信,ET200M从站上挂有三个I/O模块,两台皮带传输机的四个变频器分别与ET200M站的I/O模块通信;(3)3#Profibus-DP总线控制三台立式电炉:PLC S7-400(CPU型号CPU 412-2 DP)作为总站,CP443-1通讯卡实现PLC与Ethernet的互连,由ET200S IM151-1作为DP远程从站,通过Profibus-DP总线与PLC总站通信,ET200S从站上挂有电源模块和四个I/O模块,三台立式电炉的六个热电阻电源和六个温度传感器分别与ET200S站的I/O模块通信。
监控层:由多台计算机,多个工程师站和监控站组成,可根据实际需求增设,互不影响。
每个站都通过Ethernet与各PLC站相互通信。
工程师站装有Step7控制软件,该软件是西门子SIMATIC S7系列PLC的配套软件,负责系统的硬件配置组态、软件编程、参数设置等。
完成上位机各站与下位机PLC站的通信,需要使用Step7软件给Ethernet通信的各CP模块分配好IP地址。
监控站装有与西门子系列PLC配套的WinCC监控软件,实现系统的软件组态,即数据采集、数据记录、数据管理、报警、趋势、打印报表等工作。
各操作员可通过操作终端详细了解各设备运行情况,实现对现场设备的实时监控,实现自动控制。
信息层:由校园局域网连接Internet网构成;由高性能计算机、工作站、PC机等组成。
通过计算用客户机、服务器完成一般数据库和实时数据库的集成,建立分布式数据库管理系统,达到数据共享,保持数据的完整、互操作和一致性;在局域网内的工作站安装监控软件就可实现异地远程监控;与外界的Internet连接实现企业内部管理层与企业远程网点的信息集成。
这种结合以太网技术的控制系统实现了网络集成,达到了信息传输、远程控制和监视,还可根据需要扩展监控站和PLC站。
再结合利用Internet的技术就可以使该集成建成完善的企业管理、生产、过程监控的信息网络系统,实现控制网络与信息网络的紧密集成,使现场设备的各信息在企业内部网甚至企业外部网都能访问到而不需到现场进行观测。
该控制系统实例完成了基于Profibus-DP现场总线控制系统的集成,真正实现了Intranet/Infranet/Internet测控管一体化网络体系,实现了信息化、办公自动化,达到了资源共享等。
整个控制系统是模拟工厂设备而建的,运行了较长时期达到了良好的效果,是适合现代化办公及工业过程控制的网络系统。