结构件、辅料检验标准
物料来料检查标准
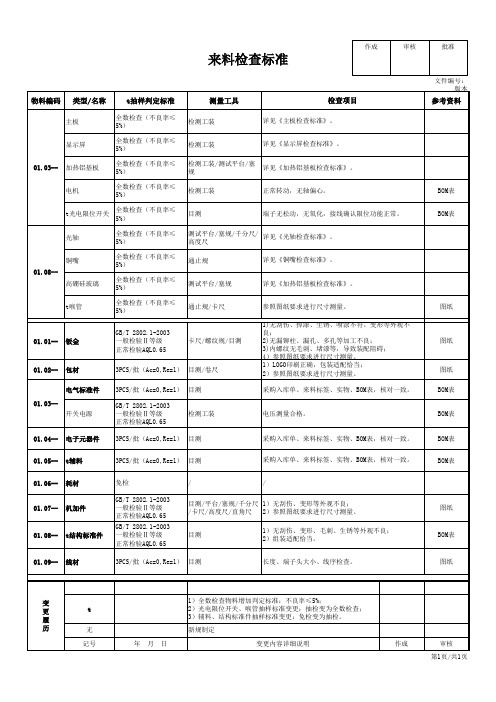
01.05-- t辅料
3PCS/批(Ac=0,Re=1) 目测
采购入库单、来料标签、实物、BOM表,核对一致。
BOM表
01.06-- 耗材 01.07-- 机加件 01.08-- t结构标准件
免检
GB/T 2802.1-2003 一般检验Ⅱ等级 正常检验AQL0.65 GB/T 2802.1-2003 一般检验Ⅱ等级 正常检验AQL0.65
年月日
1)全数检查物料增加判定标准:不良率≤5%; 2)光电限位开关、喉管抽样标准变更:抽检变为全数检查; 3)辅料、结构标准件抽样标准变更:免检变为抽检。
新规制定
变更内容详细说明
作成
审核 第1页/共1页
GB/T 2802.1-2003 一般检验Ⅱ等级 正常检验AQL0.65
检测工装
采购入库单、来料标签、实物、BOM表,核对一致。 电压测量合格。
01.04-- 电子元器件 3PCS/批(Ac=0,Re=1) 目测
采购入库单、来料标签、实物、BOM表,核对一致。
文件编号: 版本
参考资料
BOM表 BOM表
1)无刮伤、掉漆、生锈、喷涂不符、变形等外观不 良; 2)无漏铆柱、漏孔、多孔等加工不良; 3)内螺纹无毛刺、堵漆等,导致装配阻碍; 4)参照图纸要求进行尺寸测量。 1)LOGO印刷正确,包装适配恰当; 2)参照图纸要求进行尺寸测量。
电气标准件
01.03-开关电源
3PCS/批(Ac=0,Re=1) 目测
来料检查标准
作成
审核
批准
物料编码 类型/名称
t抽样判定标准
测量工具
检查项目
主板
全数检查(不良率≤ 5%)
原、辅料检验制度范本

原、辅料检验制度范本一、目的与适用范围本检验制度的目的是确保原、辅料的质量符合公司的要求,以保障最终产品的质量稳定。
本制度适用于公司所有从供应商采购的原、辅料。
二、质检责任1. 供应商质检责任:供应商应当负责对原、辅料进行质量检验,确保符合国家相关标准和公司要求,同时提供相应的质量证明文件。
2. 公司质检责任:公司质检部门应当对供应商提供的原、辅料进行抽样检验,确保其质量合格。
三、检验方法与频率1. 抽样方法:采用等级抽样方法,根据供应产品的特点,确定适当的抽样方案。
2. 检验频率:按照供应商的稳定性、原料的重要性和质量历史记录等因素,确定相应的检验频率。
四、检验项目与标准1. 外观检验:检查原、辅料的外观是否符合要求,并记录检验结果。
2. 化学成分检验:对原、辅料进行化学成分分析,确保其符合相关标准。
3. 物理性能检验:测试原、辅料的物理性能指标,如强度、硬度等,确保其符合要求。
4. 包装检验:检查原、辅料的包装是否完好,并符合运输要求。
五、不合格品处理1. 一次不合格:发现原、辅料一次不合格时,应立即通知供应商,并要求其进行返工或更换。
2. 二次不合格:若原、辅料经过供应商的改进后仍然不合格,公司将在供应商的信用记录中做出相应的记录,并采取进一步的处理措施,如更换供应商或采取法律手段。
六、质量记录与报告1. 检验记录:对每次原、辅料的检验结果进行记录,包括样品编号、检验项目、检验结果等。
2. 检验报告:定期进行原、辅料的质量统计和分析,生成相应的质检报告,并对不合格品进行深入分析。
七、培训与评估1. 培训:对相关人员进行原、辅料的质量检验培训,确保其对相关标准和检验方法有清晰的理解。
2. 评估:对公司质检部门和供应商的质量管理情况进行定期评估,以确保其符合公司的要求。
八、改善与持续改进1. 不断改进:定期对原、辅料的质检制度进行评估和改进,以适应公司的业务发展和客户需求变化。
2. 持续改进:通过有效的质检管理和供应商管理,不断提高原、辅料的质量水平,为公司的发展提供稳定的质量保障。
手机结构测试规范

手机结构设计和测试规范制订:审核:标准化:批准:目录前言第一章手机结构件测试概述第二章结构总体要求第三章塑料件的检验第四章结构件尺寸和公差测量第五章结构件盐雾测试第六章结构件高低温和温度冲击测试第七章结构件跌落测试第八章结构件振动测试第九章结构件喷涂测试第十章结构件寿命测试第十一章结构件声学测试第十二章结构件EMC测试前言本技术规范为终端产品研究所内部制订,供内部参考使用。
本技术规范的制订参考了国家有关的标准,终端产品研究所结构部进行了补充和完善。
本技术规范可以作为手机研发中对结构件的技术认定参考。
本规范内容包括检验标准,检验设备,作业流程,结果分析等。
第一章手机结构件概述手机结构件主要包括塑料件,橡胶件,金属件,其它辅料等。
其中塑料件有前罩壳,后罩壳,电池前壳,电池后壳,翻盖前壳,翻盖后壳,镜片,导光柱,红外窗,塑料支架等。
橡胶件有键盘按键,侧键,橡胶塞,橡胶套,密封圈等。
金属件有簧片,金属支架,屏蔽罩,嵌件,导柱等。
辅料包括背胶,防尘布,缓冲垫等。
手机结构件一般需要模具制造来实现其大批量生产。
手机结构件测试包括结构件测量,塑料件的检验,耐腐蚀测试,高低温和高低温冲击测试,跌落测试,振动测试,喷涂测试,寿命测试,声学测试,EMC测试。
每一种测试都有专用的测试设备和测试夹具,并科学地记录测试结果,提供资料给研发和生产,技术质量部门,作为参考。
以下是每种测试的详细描述。
第二章结构总体要求1 主要内容与适用范围本规范规定了手机结构的整机设计要求和测试方法。
本规范适用于手机整机结构。
2 引用标准GB/T 15844.1—1995 移动通信调频无线电话机通用技术条件3 原理手机结构的整机设计和测试是基于产品的总体外观要求、结构件装配要求、消费者对产品的反馈、目前生产技术工艺所能达到的技术指标而制订的规范。
4 测试仪器和测试方法目测塞规光标卡色差检测仪5 测试定义和设计要求5.1手机的结构总体要求为在确保其相应使用条件下性能稳定可靠,结构件坚固,造型优美,色彩协调,操作方便,安全。
辅料类检验SIP

5. 工作内容
5.1 检测仪器:卡尺、万用表。
5.2 检测条件
5.2.1 相对温度:25℃±5℃,相对湿度:25%~85%RH
5.2.2 光照条件:在正常灯光照射下,光源 800-1200LUX
5.2.3 检测距离:距离 25~30cm,眼睛与被测物角度:+/-45°
5.2.4 目视时间:10~15 秒内确认缺陷。
8. 流程图 无
3. 定义 3.1 CR:致命缺陷(Critical):指对使用者或携带者的安全带来危害或者违反 相关安规之缺陷,记为(Cri)。 3.2 MA:主要缺陷(Major):不能构成致命缺陷,但很可能造成产品功能严重 下降,或影响产品形象之缺陷,记为(Maj)。 3.2.1 影响产品寿命、功能。 3.2.2 外观结构和承认书不同。 3.2.3 检验品和 SAMPLE 不符合。 3.2.4 电气功能不良。 3.3 轻微缺陷(Minor):不影响产品之功能/组装/结构性的缺点及外观缺点,记 为(Min)。 3.3.1 外观轻微瑕疵者,但不会影响使用原产品之设计功能和影响销售外观缺 陷。 3.3.2 不会造成功能异常的其它不良者。 3.4 n:抽样数 Acc:允收 Rej:判退 3.5 AQL:接收质量限即质量允收水准
4. 工作职责 IQC:依据此标准对辅料类的来料进行检验 SQE:对本标准进行审核、修订
2020.10.16 新版第一次制订
修 订 履 历
A/0
编制 审核 批准
东莞市 XXX 精密科技有限公司
标题
辅料类检验 SIP
文件编号 PC-CWI-Z-020
编制部门 PC 品质中心 编制日期 2020.10.16 版本/状态 A/0 页 次 2/3
模糊等不良
面辅料检验标准

◆规格要求:宽度在13㎝以上允差接受在6㎜以内,宽度在13㎝以下5㎝以上允差接受在3㎜以内,长度不能超过±1㎝。
◆纱支成份、织造密度同批板,注意弹性及伸缩性。
◆间色类,循环间距按规格要求。
◆提花清晰、不可有色花、阴阳色等。
11、主唛、尺码唛
◆颜色、规格尺寸、材质、外观与确认样无误。
一十四.2.12克重要求:150g/m2以下接受±3g/m2,150g/m2以上接受±5g/m2
一十五.2.13色差要求:中边、头尾要以灰尺≥4级为接受标准,疋差.同批次之色差以灰尺4级为接受标准。
一十六.三、布匹重量或长度要求、外包装及送货要求。
一十七.3.1针织布:不论纱支粗细,每匹重约40-55LB,特殊布种和小量订单量不在此范围。
◆回缩力:松紧放开回弹自然(快速放开),恢复率一般为1:1.05。
◆色牢度:手洗或干擦,3~4级可接受。
◆强力测试:承受12kg-15kg拉力不断裂。
3、订珠订钻
手工订珠钻,牢度一定要好;珠子要圆润光滑,无瑕疵、无划痕、一批中的大小及颜色要一致。
花型串珠串钻的,稀密效果要同确认样一致;
不可少珠掉珠。
2.4.3接头的数量不能超过订单要求(30M内不允许有,30M~60M允许1个接头,90M以上最多允许2个接头),且每匹布头、布尾5M内不能假开剪。
2.4.4面料的幅宽应符合订单要求,梭织类幅宽可接受±1㎝,针织类幅宽可接受±2.5㎝。
2.4.5每匹面料前后左右色差不低于4级及不允许有色花,匹差要在4级以上,缸差在3.5级以上,同一匹布亦不能有色差。
◆拉链牙表面光滑,用手抚摸无粗糙刺手的感觉。
◆拉链的长度(量上止的顶部外沿之间的长度),12″以下的拉链长度偏差在±2㎜以内,12″以上的拉链长度偏差在±4㎜以内。
结构件ROHS基本要求

有害物质含量确认方法
? 供应方提交SGS或同等权 威的检验报告,并保证检 验 样本与供应给我司产品的一 致性 。
供应方提供的检验报告包括 但不限于原材料、油漆、粉 末涂料、丝印油墨和其它附 加于产品的辅料及外购件。
包装、标志
? 为方便生产识别,无铅产品的 各级包装上应有无铅的标志, 且容易识别。
<100ppm(wt)
对镀彩锌替代处理的要求
?按 GB/T 10125-1997 进 行48小时的中性盐雾试验 ;试验后,在每一试样距 边缘 10mm 以外的表面出 现白色或黑色腐蚀点的面 积不大于5%。
含PBB/PBDE阻燃剂的替代料的要求
?阻燃剂的替代不得 影响塑胶材料的阻 燃性能和耐热性能 ,具体要求见设计 图纸和相关技术规 范。新材料在这些 方面的性能指标以 UL黄卡为准。
允许含量(重量) <1000ppm <1000ppm <1000ppm <100ppm <1000ppm <1000ppm
注:包装材料对四种重金属含量的要求按 94/62/EC包装指令 执行(见下页)
各类结构件及包装材料的控制要点
?金属零件(电镀及氧化) ?压铸毛坯 ?塑胶件 ?包装材料 含量
Cr6+ Pb PBB,PBDE Pb、Cd、Hg、Cr6+总
? 标志由GRE公司统一制定。
司认证部查询 .
THE录
? 有害物质含量限制 ? 各类结构件及包装材料的控
制要点
? 对镀彩锌替代处理的要求 ? 对ABS等采用PBB/PBDE阻
燃剂的替代材料的要求
? 有害物质含量确认方法 ? 包装、标识
有害物质含量限制
有害物质 ?Pb(铅) ?Hg(汞) ?Cr6+(六价铬 ) ?Cd(镉) ?PBB(多溴联苯 ) ?PBDE(多溴二苯醚 )
LED日光灯检验标准

3.1.3外壳类、结构件类
缺陷
A
B
划伤,擦伤
长3.0以下,宽0.5以下间距10以上PASS 2处
长3.0以下,宽0.5以下间距10以上PASS 2处
光斑
NG
NG
异物
长2宽0.3以下,PASS 2个
长2宽0.3以下,PASS 2个
色差
根据样板检验
变色,露底
NG
气泡
直径0.5以下PASS2个,距离20以上
LED日光灯检验标准
1.目的
规范统一LED日光灯检验标准,确保产品出货的品质水准,以达到客户之允收范围内.
2.适应范围
本标准适应于本公司内部所有LED日光灯的检验。
3.涵盖内容
3.1 LED日光灯进料检验标准
3.1.1分类
1)外壳、结构件类
2)电子元器件类
3)光源类
4)电源模块类
5)配件、辅料、包装类
色温不符合要求
√
光通量不符合要求
√
显色指数不符合要求
√
√
光效不符合要求
电流不符合要求
√
电压不符合要求
√
功率不符合要求
√
耐压不符合要求
√
高低温不符合要求
√
漏电不符合要求
√
绝缘电阻不符合要求
√
LED日光灯显示
灯亮后无频闪、死灯、一组或者几组不亮
√
耐压强度测试
LED灯两端施加电压AC260V无LED灯载击穿、死灯现象
3.1.4.电子元器件类
检验项目
检查内容(不良现象)
不良类型
包装、外观
包装无标识,外标识与实物不一致
√
IQC来料检验项目与方法
IQC来料检验项目与方法摘要:IQC来料检验是对外购物料的质量保证,即对采购的原材料、辅料、外购件、外协件及配套件等入库前的接收检验。
通过来料检验来保证物料检验与产品所需要物料一致,减少因物料不符而造成的影响,防止不合格物料进入到公司。
IQC来料检验项目●外观检测:一般用目视、手感、限度样品进行验证。
●尺寸检测:一般用卡尺、千分尺、塞规等量具验证。
●结构检测:一般用拉力器、扭力器、压力器验证。
●特性检测:如电器的、物理的、化学的、机械的特性,一般采用检测仪器和特定方法来验证。
IQC来料检验方法传统的检验方法:对于基本项目的检测,传统的测量方法都是通过人工检测,然后把数据记录到纸张上,如果需要分析还需把数据再次录入到电脑上进行人工分析.缺点:工作效率低;操作人员手工记录数据工作量大,成本高;需要浪费很多纸张等.针对传统这种检测方式,广州太友专门研发了一套IQC来料检验系统,此软件主要针对IQC来料检验自动化、无纸化的一套系统,提高作业人员工作效率,做到无纸化、节省人力成本,提高对品质问题的反应能力,缩短反应时间。
其功能优势如下:1.节约人力:用于直接连接检测仪器进行自动数据采集,无需操作人员手工记录数据,节约人力成本,节省纸张;2.提高异常处理:提高对品质问题的反应能力,缩短反应时间,CAR能及时处理;3.自动采集:支持自动录入,与传统的纸张记录模式相比较,避免人工二次录入,提高效率,操作简单易懂;4.数据自动分析:测量数据自动保存在系统的存储卡中,用户再通过网络(有线、无线网络)将数据传送至服务器数据库中,系统自动分析数据,做到无纸化;5.多设备数据汇总:各种检测设备数据统一上传至系统数据库,统一进行汇总报表;6.自动导出报表:自动生成检验报表,依不同条件自动汇总月资料报表、周报表。
IQC来料检验系统工作界面通过IQC来料检验系统,可以实现检测数据的电子化,无纸化,不但可以形成各种来料检查报表,而且可以实现检查数据的分析与SPC控制,从而提高整个品质检验效率.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作业文件
文件编号 版 次 页 次
A0 第页共页
SHENZHEN TENGWEI VIDEO TECHLONOGY CO.,LTD 标 题:塑胶类进料检验规范
1.目的 明确塑胶件来料品质验收标准,规范检验动作,使检验、判定标准能达到一致性 2. 范围: 适用于我司所有玻璃制品来料检验。 3.检验条件: 3.1 照明条件:日光灯600~800LUX; 3.2 目光与被测物距离:30~45CM; 3.3 灯光与被测物距离:100CM以內; 3.4 检查角度:以垂直正视为准±45度; 3.5 检验工具:卡尺、孔径规、厚薄规、3M胶带等 4.参照资料: 抽样方法 5. 检验内容: 检验 规格要求 缺点描述 项目
判定
CR MA
√ √
√ √ √ √
异色点
无明显异色点
外观 披锋
不允许有影响装配或伤手的批锋 B面:高<0.2mm,不影响装配
影响装配或使用 离人体50cm处观察,有明显差异,不 可接受
√ √
色差
不能超过所签样板范围 如果颜色有差异,但组合后整体颜色 配合较好,无明显差异,可接受
夹水线
允许有≤15mm长0.2mm粗同一平面1条 超过之长度或粗度的夹水线 (不影响韧性的前题下) A、B面:有气纹、缺胶、变形、堵孔 、污渍、缩水、流纹、射胶不足 影响装配或使流程规范指引》
8.记录表单:
《IQC来料检验报告》
A0 第页共页
检验动作,使检验、判定标准能达到一致性
;
; 度; 规、3M胶带等
判定
MI
√
√
√ √
判定
MI
√
√
√
超过15%的涂层脱落
√
涂层硬度 划线,分别在三处划三条,然后擦拭干净,查看
表面应无划痕。
表面有清晰的划痕,且擦拭不掉
√
组合后以1M高水平自由落地,无爆裂,螺丝柱断 水平自由落地出现裂纹,破裂 裂
√
跌落 测试
将有螺柱的单个产品打上螺丝后1M高水平自由落 地,无爆裂,螺丝柱断裂 水平自由落地出现裂纹,破裂
√ √
其它
无明显气纹、缺胶、变形、堵孔、污 渍、缩水、流纹、射胶不足
检验 项目
规格要求
缺点描述
实测尺寸大于要求±0.5mm ,但组装 后不影响产品的使用性能和外观
判定
CR MA
实测尺寸大于要求0.5mm ,组装后对 产品的使用性和外观有影响,或不能 组装或松动
√
尺寸
尺寸(厚度、孔径、直径或长宽)满足图纸设计 孔位偏斜≥1mm ,组装后不影响产品 要求 外观
组装后影响产品外观,但不明显
组装后严重影响产品外观
√
装配间隙 装配间隙:T≤0.2mm
T>0.2mm
√
漆层附着 力测试
用百格刀或介刀在样品表面划1mm×1mm方格,然 后用3M胶平整粘帖在样品表面,用手指来回按压 2-4次,使胶纸与样品表面紧贴1分钟后,用手拉 住胶纸一端,使之与测试面成45度角,迅速往上 提拉胶纸,使其离开测试样品,测试后样品表面 处理脱落面积不得大于15% 用一支2H铅笔倾向涂层表面45度方向用0.5Kg的力
A面: 直经100mm内有0.1*5mm≥1个; 0.2*3mm≥2个,两点间距≦45mm 划花/刮伤 透明及乳白产品无明显划花 B 面:在直径100mm内有0.2*6mm≥2 个;0.2*3mm≥3个,距离≦45mm C、D面:无明显影响 A面:在直径100mm内有ф ≤0.5mm≥2 个;ф ≤0.3mm≥3个,两点间距≦ 45mm; B面:在直经100mm内允许有ф ≤ 0.8mm ≥3个;ф ≤0.5mm≥4个,两 点间距≦45mm; C面:无明显影响;D面:不影响正常 使用 A面:有披锋,不可接受