面辅料检验标准模板
面料检验标准
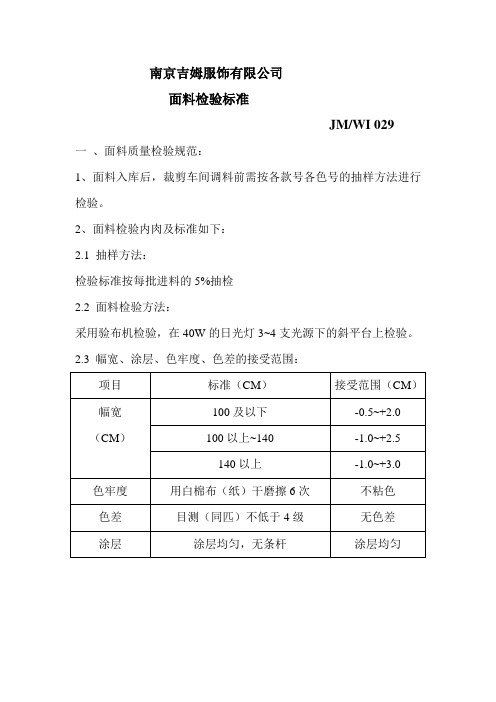
南京吉姆服饰有限公司
面料检验标准
JM/WI 029
一、面料质量检验规范:
1、面料入库后,裁剪车间调料前需按各款号各色号的抽样方法进行检验。
2、面料检验内肉及标准如下:
2.1 抽样方法:
检验标准按每批进料的5%抽检
2.2 面料检验方法:
采用验布机检验,在40W的日光灯3~4支光源下的斜平台上检验。
2.3 幅宽、涂层、色牢度、色差的接受范围:
2.4疵点类别:
2.5 判定标准:
A 判定面料(匹)标准:
(1)幅宽、纬斜、色牢度、色差、涂层:任何1个检验项目超出接受范围的,判定该匹面料不合格;
(2)疵点类别:累计≥10个疵点/匹的,判定该匹面料不合格
B 判定批量面料标准:
对于在批量范围内按抽样数量(匹)检验的;不合格数(匹)超出不合格判定数时,判定该批量面料不合格。
3、所有抽验过的面料应贴标识并做记录报质检部。
4、对于可接受面料按有关程序予以发放。
5、对于超接受范围面料的处理程序:
(1)顾客财产,有顾客QC在工厂跟单的,请QC在检验单上签字确认后报生产部、质检部,经同意后可以发料。
未经顾客确认的面料不可以发料。
(2)非顾客财产,按有关程序由质检部报业务部处理。
二、辅料质量检验规范:
1、辅料入库后,发放前需按各款好、各色号的3%数量进行检验。
2、辅料检验内容及接受范围如下:。
内衣厂物料检验标准模板
4.2.4计算损耗率
1)按疵点出现的位置折算疵点数, 间距在30CM之内的疵点折算成一个疵点。每个疵点按0.3M损耗计。宽度小于等于2CM的花边要根据所用的部位来确定损耗。( 如用于拉肩带、 内裤脚口的损耗要按照0.5M计算) 。
4.4.3检验操作规程
1)根据送货单清点总箱数, 然后查阅箱子上所贴标签的各项内容。
2)对照尺寸表检查各部位尺寸是否正确。
3)检查模杯的杯型是否符合要求, 经过测量各部位尺寸来判断杯型是否符合要求。( 需要特别注意模杯的杯深度) 。
4)检查模杯的厚度是否符合要求; 手感是否与标准样办一致。
5)检查模杯切边是否圆顺, 边缘无硬化现象; 左右碗有无厚薄; 有无明显色差; 自然放置后不瘫软。
3)检查丈根规格是否和要求相符( 宽度和厚度) 。
4)取1.5M丈根( 在中间取办) 做测量及批色存办用。丈根需要测试其自然回缩率( 放置24—48小时) 。注: 平面橡筋需要车在面料上面拉尽面料检查边缘起毛现象。
5)记录驳口的数量, 检查同一驳口内的头、 中、 尾处及驳口之问有无明显色差、 有无明显宽度差异。检查同批物料不同箱间是否有色差, 检查深色料拉伸后是否露白, 深色料切口是否露白。
9)用于模杯车间生产棉杯的面料要特别注意整洁, 一点细微的杂色毛毛压出成品棉杯都有可能导致报废, 除了破洞之外的面料上的外观疵点都要剪板给模杯车间压模测试成品后的效果再判定是否能够使用, 每批料要剪取卷差、 缸差提供给模杯车间做高温测试, 经过测试判定大货颜色是否0k。
10)在一匹布的头、 中、 尾各测量一次封度, 并作好记录。
辅料进货检验标准
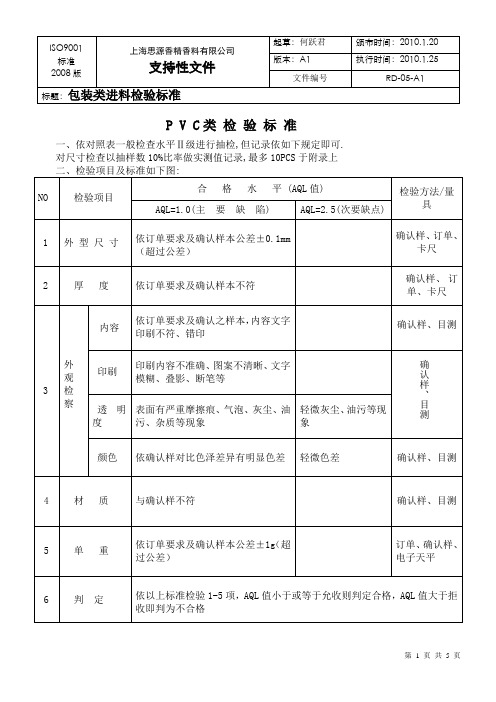
P V C类检验标准
一、依对照表一般检查水平Ⅱ级进行抽检,但记录依如下规定即可. 对尺寸检查以抽样数10%比率做实测值记录,最多10PCS于附录上
玻璃瓶检验标准
一、依对照表一般检查水平Ⅱ级进行抽检,但记录依如下规定即可. 对尺寸检查以抽样数10%比率做实测值记录,最多10PCS于附录上
印刷类检验标准
一、依对照表一般检查水平Ⅱ级进行抽检,但记录依如下规定即可. 对尺寸检查以抽样数10%比率做实测值记录,最多10PCS于附录上
纸箱类检验标准
一、依对照表一般检查水平Ⅱ级进行抽检,但记录依如下规定即可. 对尺寸检查以抽样数10%比率做实测值记录,最多10PCS于附录上
文件编号RD-05-A1 标题:包装类进料检验标准
木盖及挥发棒类检验标准
一、依对照表一般检查水平Ⅱ级进行抽检,但记录依如下规定即可.
对尺寸检查以抽样数10%比率做实测值记录,最多10PCS于附录上
二、检验项目及标准如下图:
NO 检验项目
合格水平 (AQL值)
检验方法/量
具AQL=1.0(主要缺陷)
AQL=2.5(次要缺
点)
1 尺寸依订单要求及确认样本不符确认样、订单、
直尺
2 规格依订单要求及确认样不符
订单、确认样
3 外
观
检
查
外形严重弯曲、变形目测
颜色依确认样对比色泽差异有明显色差轻微色差
确认样对比、
目测
4 材质依订单要求及确认样本(材质不符)
有霉点、虫蛀
订单、确认样、
目测
5 判定依以上标准检验1-4项,AQL值小于或等于允收则判定合格,AQL值大于拒收即判为不合格
制作:何跃君审核:批准:。
原、辅料检验制度范本

原、辅料检验制度范本一、目的与适用范围本检验制度的目的是确保原、辅料的质量符合公司的要求,以保障最终产品的质量稳定。
本制度适用于公司所有从供应商采购的原、辅料。
二、质检责任1. 供应商质检责任:供应商应当负责对原、辅料进行质量检验,确保符合国家相关标准和公司要求,同时提供相应的质量证明文件。
2. 公司质检责任:公司质检部门应当对供应商提供的原、辅料进行抽样检验,确保其质量合格。
三、检验方法与频率1. 抽样方法:采用等级抽样方法,根据供应产品的特点,确定适当的抽样方案。
2. 检验频率:按照供应商的稳定性、原料的重要性和质量历史记录等因素,确定相应的检验频率。
四、检验项目与标准1. 外观检验:检查原、辅料的外观是否符合要求,并记录检验结果。
2. 化学成分检验:对原、辅料进行化学成分分析,确保其符合相关标准。
3. 物理性能检验:测试原、辅料的物理性能指标,如强度、硬度等,确保其符合要求。
4. 包装检验:检查原、辅料的包装是否完好,并符合运输要求。
五、不合格品处理1. 一次不合格:发现原、辅料一次不合格时,应立即通知供应商,并要求其进行返工或更换。
2. 二次不合格:若原、辅料经过供应商的改进后仍然不合格,公司将在供应商的信用记录中做出相应的记录,并采取进一步的处理措施,如更换供应商或采取法律手段。
六、质量记录与报告1. 检验记录:对每次原、辅料的检验结果进行记录,包括样品编号、检验项目、检验结果等。
2. 检验报告:定期进行原、辅料的质量统计和分析,生成相应的质检报告,并对不合格品进行深入分析。
七、培训与评估1. 培训:对相关人员进行原、辅料的质量检验培训,确保其对相关标准和检验方法有清晰的理解。
2. 评估:对公司质检部门和供应商的质量管理情况进行定期评估,以确保其符合公司的要求。
八、改善与持续改进1. 不断改进:定期对原、辅料的质检制度进行评估和改进,以适应公司的业务发展和客户需求变化。
2. 持续改进:通过有效的质检管理和供应商管理,不断提高原、辅料的质量水平,为公司的发展提供稳定的质量保障。
来料检验模板

来料检验规范
1.目的:
控制上线物料质量,规定物料接收的检验标准,使检验时有据可依,确保生产使用的物料都是合格品。
2.范围:
本检验标准适用于原材料、辅料、半成品或成品等的进入公司的所以物料。
3.检验方式:
若无特别规定,检验采用抽检方式。
4.缺陷类别:
5.检验内容:
电气性能和外观检验。
6.取样:
检验样品从待检的批量中随机抽取。
7.合格与不合格的判定:
7.1.每个样品统计出检验不合格数量:A或B;
7.2.没有任何缺陷的样品为OK;
7.3.根据样品检验结果,对照抽样方案判定合格数量是否达到
要求数量,则该批物料为不合格。
8.不合格品的存放:
9.检验报告的填写:
填写好报告上对应的栏目,检验无缺陷只需在检验栏填写
OK或检验无不良,有缺陷就在品质状态栏填写缺陷原因。
面辅料检验标准

◆规格要求:宽度在13㎝以上允差接受在6㎜以内,宽度在13㎝以下5㎝以上允差接受在3㎜以内,长度不能超过±1㎝。
◆纱支成份、织造密度同批板,注意弹性及伸缩性。
◆间色类,循环间距按规格要求。
◆提花清晰、不可有色花、阴阳色等。
11、主唛、尺码唛
◆颜色、规格尺寸、材质、外观与确认样无误。
一十四.2.12克重要求:150g/m2以下接受±3g/m2,150g/m2以上接受±5g/m2
一十五.2.13色差要求:中边、头尾要以灰尺≥4级为接受标准,疋差.同批次之色差以灰尺4级为接受标准。
一十六.三、布匹重量或长度要求、外包装及送货要求。
一十七.3.1针织布:不论纱支粗细,每匹重约40-55LB,特殊布种和小量订单量不在此范围。
◆回缩力:松紧放开回弹自然(快速放开),恢复率一般为1:1.05。
◆色牢度:手洗或干擦,3~4级可接受。
◆强力测试:承受12kg-15kg拉力不断裂。
3、订珠订钻
手工订珠钻,牢度一定要好;珠子要圆润光滑,无瑕疵、无划痕、一批中的大小及颜色要一致。
花型串珠串钻的,稀密效果要同确认样一致;
不可少珠掉珠。
2.4.3接头的数量不能超过订单要求(30M内不允许有,30M~60M允许1个接头,90M以上最多允许2个接头),且每匹布头、布尾5M内不能假开剪。
2.4.4面料的幅宽应符合订单要求,梭织类幅宽可接受±1㎝,针织类幅宽可接受±2.5㎝。
2.4.5每匹面料前后左右色差不低于4级及不允许有色花,匹差要在4级以上,缸差在3.5级以上,同一匹布亦不能有色差。
◆拉链牙表面光滑,用手抚摸无粗糙刺手的感觉。
◆拉链的长度(量上止的顶部外沿之间的长度),12″以下的拉链长度偏差在±2㎜以内,12″以上的拉链长度偏差在±4㎜以内。
面辅料检验标准

,十三. 2.10計分方式和收貨標準:十四. 2.10.1計分公式:總疪點評分*100*36/所查布實際碼長*實際布封=平均分/100平方碼。
十五. 2.10.2單獨一疋疪點未超過28分為合格,如疪點超過28分至40分以內則按扣損耗計;超過40公則該疋不接受。
十六. 整批次(或整缸):疪點未超24分為合格,如超24分至34分內則按扣損耗計,超過34分則整批不接受十七. 2.11循環要求:排間布循環不可超過要求循環的正負5%,自動間布循環不可超過要求循環的正負3%(1cm內的1個循環按20個計,1cm-10cm內的1個循環按10個計,10cm-20cm內的1個循環按5個計,20c 以上的1個循環按2個循環計)。
十八.2.12克重要求:150g/m2以下接受±3g/m2,150g/m2以上接受±5g/m2十九. 2.13色差要求:中邊、頭尾要以灰尺4-5級為接受標準,疋差.同批次之色差以灰尺4級為接受標準,低於以上色差,我司將作退貨處理。
二十. 三、布匹重量或長度要求、外包裝及送貨要求。
二十一. 3.1針織布:不論紗支粗細,每匹重約40-55LB,特殊布种和小量訂單量不在此範圍。
二十二. 3.2梳織布:因紗錢粗細,布類經緯密度有較大的差異,各布類匹長有所不同,匹重不可超過55LB,同批內匹與匹間長度不可相差10碼,零碎布不可短於10碼,每匹標籤上的長度須與實際相符合.每疋短碼不可超過0.3碼,否則按最大短碼數要求供應商補償。
二十三. 3.3包裝和卷裝要求:每匹布須有缸號、此匹序號、布種、顏色、訂單po、規格、實際重量或碼長包裝袋保持清潔和密封并在膠袋上所標事項須清晰可辯;卷布紙筒長度一定要夠布疋寬度及保持紙筒的通暢性,如有因紙筒問題阻礙我司生產需供應商處理;凈色布和花灰洗水布必須剪齊布頭布尾。
不可成燕尾形或斜三角形,如有則按最長布頭要求供應商補償損耗。
.二十四. 3.4每批或每缸送貨時須提供該批布料的檢驗報告,如有需我司讓步接收的布二十五. 匹須提供詳盡資料且與其它布匹分開。
面料验收标准
1.?控制程序1.1?面(里)料供应商职责:供应商对所供面(里)料质量负责,在发货之前,提供质量检验报告,与码单一起传与我司。
如不提供检验报告或检验报告与公司检测结果出入很大,我司酌情扣2%的面(里)料款项。
1.2?服装加工厂职责:对面(里)料到厂后进行内在质量与外观质量的复检,出具检验报告,对符合要求的面(里)料转入加工生产,不合格的面(里)料提供不合格检验报告,交付面料科处理。
2.?2.12.2.12.2.22.2.3送ITS1).如下表表1水洗缩率?ISO6330?精纺毛、毛涤及纯涤水洗面料???±1%??其它棉、麻、粘纯纺或混纺面料?±3%汽蒸缩率?ISO3005?精纺毛、毛涤及纯涤水洗面料???±1%??其它棉、麻、粘纯纺或混纺面料??±2%????????????????????撕裂强度?BSENISO13937-1:2000(E)?克重≤150g/m2的轻薄面料700gf??150g/m2≤克重≤250g/m2的中厚面料1000gf??克重≥250g/m2?的厚重面料???????1200gf??衬里800gf拉伸强度?ISO13934.1ORISO13934.2?克重≤150g/m2的轻薄面料10kgf??150g/m2≤克重≤250g/m2的中厚面料???15kgf??克重≥250g/m2?的厚重面料???????20kgf??衬里12kgf接缝滑移?ISO13936-1:2004(E)?克重≤250g/m2的面料开口6mm??1000gf????????衬里??湿熨??湿磨克重2.22.2.1验布机:在自然北光状态下光照度充足时进行检验,必要时在平台上进行检验。
验布速度:根据面料品质和人的能力控制在14-18米/分钟。
验布记录报告表:详细记录检验过程中的内容。
2.2.2织物疵点的评判标准①面料凡影响成衣外观质量的各种疵点,都记为一个疵点;②纬向每20米内可允许有一处超半幅以上疵点,如:粗纱档、紧纱档、薄厚缎、稀纬等,此类疵点折算成两个疵点计;③破边、针眼等细小疵点在布边不影响成衣裁剪的可不计成疵点个数,但深入布边2CM以上的要计疵点个数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
,
一疋布有3個或以上布封偏差不接受。
十二. 2.9偉斜要求:雙面結構間條針織布、梳織格仔織物斜率不可高于3%;單面結構針織間條布和無間格織物在合理扭度範圍內不做硬性規定。
(按每個不同訂單要求作標準)
十三. 2.10計分方式和收貨標準:
十四. 2.10.1計分公式:總疪點評分*100*36/所查布實際碼長*實際布封=平均分/100平方碼。
十五. 2.10.2單獨一疋疪點未超過28分為合格,如疪點超過28分至40分以內則按扣損耗計;超過40公則該疋不接受。
十六. 整批次(或整缸):疪點未超24分為合格,如超24分至34分內則按扣損耗計,超過34分則整批不接受十七. 2.11循環要求:排間布循環不可超過要求循環的正負5%,自動間布循環不可超過要求循環的正負3%(1cm內的1個循環按20個計,1cm-10cm內的1個循環按10個計,10cm-20cm內的1個循環按5個計,20c 以上的1個循環按2個循環計)。
十八.2.12克重要求:150g/m2以下接受±3g/m2,150g/m2以上接受±5g/m2
十九. 2.13色差要求:中邊、頭尾要以灰尺4-5級為接受標準,疋差.同批次之色差以灰尺4級為接受標準, 低於以上色差,我司將作退貨處理。
二十. 三、布匹重量或長度要求、外包裝及送貨要求。
二十一. 3.1針織布:不論紗支粗細,每匹重約40-55LB, 特殊布种和小量訂單量不在此範圍。
二十二. 3.2梳織布:因紗錢粗細,布類經緯密度有較大的差異,各布類匹長有所不同,匹重不可超過55LB,同批內匹與匹間長度不可相差10碼,零碎布不可短於10碼,每匹標籤上的長度須與實際相符合.每疋短碼不可超過0.3碼,否則按最大短碼數要求供應商補償。
二十三. 3.3包裝和卷裝要求:每匹布須有缸號、此匹序號、布種、顏色、訂單po、規格、實際重量或碼長, 包裝袋保持清潔和密封并在膠袋上所標事項須清晰可辯; 卷布紙筒長度一定要夠布疋寬度及保持紙筒的通暢性,如有因紙筒問題阻礙我司生產需供應商處理; 凈色布和花灰洗水布必須剪齊布頭布尾。
不可成燕尾形或斜三角形, 如有則按最長布頭要求供應商補償損耗。
.
二十四. 3.4每批或每缸送貨時須提供該批布料的檢驗報告,如有需我司讓步接收的布
二十五. 匹須提供詳盡資料且與其它布匹分開。
二十六. 四.超疪、超封、克重超重計算公式:
二十七. 4.1針織面料超疪:超分總分公*0.25碼*標準布封*標準克重*1.25(單位:公斤)
二十八. 梳織面料超疪:超疪總分公*0.25碼*1.25(單位:碼)
二十九. 4.2針織面料超封:(實際布封﹣要求布封﹣1寸)÷要求布封*來料總量*1.05(單位:公斤)
三十. 窄封損耗:重新排版核算用量,并按實際超出的用量*1.05(單位:公斤)
三十一. 4.3克重超重:( 實際克重—要求—要求克重的合理範圍) ÷要求克重*實際來料總重量*1.05(單位:公斤)
三十二. 五,相關表格及記錄:
三十三. <<茂年制衣面料質檢報告>>、 <<面料質量處理通知書>>
三十四. 以上收貨標準由於 11月1日試用,并在實施過程中不斷改进。
三十五. *如有任何定單要求超過以上規定, 則須供貨受貨雙方協商作出調整。
2.4面料的基本品质要求:
2.4.1面料的匹长须大于30Y, 或符合订单要求。
2.4.2面料的实际长度不得少于码单的0.5%, 市场购买的面料原则上同此标准一样, 特殊情况经批示后少码数量允许5%的误差。
2.4.3驳口的数量不能超过订单要求( 30Y内不允许有, 30Y~60Y允许1个驳口, 90Y以上最多允许2个驳口) , 且每匹布头、布尾5Y内不能假开剪。
2.4.4面料的幅宽应符合订单要求, 梭织类幅宽可接受±1㎝, 针织类幅宽可接受±2.5㎝。
2.4.5每匹面料前后左右色差不低于4级及不允许有色花, 匹差要在4级以上, 缸差在3.5级以上,同一匹驳布亦不能有色差。