FOCAS简明教程
普罗菲斯软件教程

课程內容1.公司简介2.GP 产品硬件介绍3.GP-Pro/PB 软件介绍画面编辑软件入门培训课程公司简介公司的发展Pro-face 的全球分支机构公司的发展1972日本Digital电子公司正式成立1989 世界上第一台可编程人机界面发布1991 世界上第一台工业平板式计算机发布1995 正式开始开拓中国市场2001 日本Digital株式会社上海代表处成立收购美国知名IPC生产企业Xycom Automation Holdings, Inc. 2002第一个海外生产基地——无锡普洛菲斯电子有限公司成立无锡普洛菲斯电子有限公司上海办事处成立2004普洛菲斯国际贸易(上海)有限公司成立普洛菲斯国际贸易有限公司广州办事处成立2006 普洛菲斯国际贸易有限公司北京办事处成立Pro-face的全球分支机构GP 产品硬件介绍产品系列GP 发展GP 简介PS-G Pro-face产品介绍GLC图形逻辑控制器LTPL FPGP-2000H手提式人机界面STGP2000Factory Gateway多协议工业网关GP3000 M级C级Pro-ServerGP3000系列色彩更绚丽速度更快捷接口更丰富1以太网537116102以太网接口串行接口Tool 接口(运行时)Tool 接口GP-PRO/PB 7.00 软件介绍1.工程的建立以及相关参数的设置2.画面的传输以及画面传输的参数设置3.模拟操作4.常用Parts 的设置5.GP 系统设置6.LS区介绍1.工程建立23 46Parts工具箱2.画面传输1723.模拟操作1开始模拟终止模拟44.常用Parts的设置1)位开关设置34设置触摸按钮的实际操作地址12) 字开关设置ab②设置字地址、功能和常数3) 功能开关124.124 34) 单色灯21②,选择灯部件的外观图形。
12。
fossFT120正规培训ppt课件
fossFT120正规培训
32
影响仪器检测值的因素
v 仪器调零时得不到零点
v 调零液是否正常(清洗、调零液互换) v Mirror/Gain Adjustment项内参数是否正常 v 观察室是否已经被污染 v 加热器温度变化(波动)是否过大 v IR Source有问题
fossFT120正规培训
33
19
Heater Exchanger(热交换器)
Liquid out(出样) Cover plate(盖板)
fossFT120正规培训
Liquid in(进样)
20
Cuvette House unit(观察室单元)
Thermo control PCB for Cuvette (观察室 温度控制)
Empty bottle Detector(传感器)
fossFT120正规培训
Pipette(吸样管) Filter tip(滤网)
16
Sampler 5027(取样单元)
Pipette(吸样管)
Pipette tower(取样架) Carousel(样品架)
fossFT120正规培训
17
Peristaltic Pump(蠕动泵)
fossFT120正规培训
12
仪器光学系统结构(干涉仪)
fossFT120正规培训
13
仪器光学系统结构(干涉仪)
fossFT120正规培训
14
Milkscan FT-120流路系统 流路系统——各部件名称
及工作原理
fossFT120正规培训
15
Pipette(吸样管部分)
Unbalanced motor(偏心电机)
• 而很好的去使用仪器,以致发挥其作用,则离不开对仪器及时进行定标、 维护保养,并更多的去了解它。
海洛斯操作手册(说明书)
HIROSS恒温恒湿机房精密空调操作手册HIMOD系列北京****科技有限公司技术部2009年01月01日目录第一章HIMOD系列海洛斯空调概述 (2)型号多 (3)控制技术先进 (3)制冷系统 (3)送风系统 (3)加湿系统 (3)加热系统 (4)1.7其它 (4)第二章HIMOD系列海洛斯空调型号含义 (4)第三章有关空调的一些资料 (5)气流组织方式(详见下图) (5)盖板纽开启方式(详见下图) (5)空调重量(单位:Kg) (5)机组尺寸及维护空间 (6)第四章制冷循环管路示意图 (7)风冷却(A型) (7)水冷却(W型) (8)双冷源(D型) (9)单系统(C型) (10)双系统(C型) (10)第五章调速风机调速接线示意图 (11)第六章MICROF ACE概述 (12)概述 (12)面板简介液晶显示屏 (13)液晶显示屏介绍 (13)第七章MICROF ACE面板的操作 (13)第八章控制器的使用 (14)控制器(HIROMATIC)概述 (14)控制器的操作 (15)菜单结构 (17)第九章日常维护及特殊维护 (18)日常维护 (18)特殊维护 (19)第十章常见报警及处理 (20)低压报警 (20)高压报警 (21)加湿报警 (21)失风报警 (21)电加热过热报警 (22)显示器发黑 (22)空调不制冷 (22)附录1:参数列表 (22)附录2:报警内容列表 (26)附录3:各菜单项含义: (28)第一章HIMOD系列海洛斯空调概述HIMOD系列海洛斯空调(HIMOD空调)是当今世界上最先进的机房专用恒温恒湿机房专用精密空调。
随着IT业的突飞猛进的发展,各种布局、面积差别很大的机房如雨后春笋般纷纷出现了,使用环境也不一而同。
为适应各种不同要求的机房,新开发的海洛斯HIMOD系列空调应运而生。
她是在保留她的前一代产品HIRANGE系列机房空调的优点,又应用了当今世界上提高了的制冷技术及制冷部件制造工艺,使用当今最先进的模块化设计理念生产出来的高科技机房空调产品。
Fanuc-Focas_库函数

Read axis name
Read the name of controlled axis and spindle name
Read spindle name
Read various data relating servo axis or spindle axis
Read skip position Read servo delay value Read acceleration/deceleration delay value Read all dynamic data Read actual spindle speed(S) Read constant surface speed data Read speed information
Write NC program by line basis(For arbitrary file name)
Delete NC program by line basis(For arbitrary fi NC program(For arbitrary file name)
Write execution pointer for MDI operation
Get MDI program information Read processing time stamp data
Read directory for processing time stamp data
Copy program Merge program Change program number Condense program Read NC program by line basis Write NC program by line basis Delete NC program by line basis Search string in NC program
美式军用指南(北)针使用指南
美式军用指南(北)针使用指南美式军用指南(北)针使用指南构造及性能:1.方位测量机构:由罗盘、照门与准星等组成。
方位分划外圈为360°分划制,最小格值2°;内圈为60-00密位分划制,最小格值0-20密位。
密位与度的换算见表。
测量精度:±0-10密位±1°2.距离估定器:由照门与准星等组成。
准星两尖端与照门中心边线的夹角为1-00密位,两尖端间长为12.34毫米,照门与准星间长为123.4毫米,即组成10:1比例测距估定器。
测量精度为5%3.俯仰角测量机构:由俯仰表牌、俯仰摆、平视镜等组成,其量程为±90°。
测量精度±2.5°4.坐标梯尺:由相互垂直的一边长尺和两边短尺组成,尺长120毫米。
测量精度:±0.5毫米使用操作:1.测方位角:展开指北针,转动方位框使方位玻璃上的刻度线与方向指标相对正,将平视镜斜放(45°)单眼通过准星瞄向目标,从平视镜反射看到磁针N极所对反字表牌上方位分划,既可读出目标方位角,然后用右手转动方位框使方位玻璃上的刻度线与磁针N极对准,此时方向指标与方位玻璃刻度线所夹之角即为目标方位角(按顺时针方向计算)。
打开指北针,标定好地图(测距时可不标定地图),在图上基准点处插一扎针,转动指北针,使侧尺边切于目标点,即可判读出基准点至目标点的方位角。
2.标定地图:展开指北针,转动方位框,使方位框上的刻度线字与方向指标对准(注意磁偏角的修正),将指北针平放在地图上,准星一端朝向地图北极,使坐标梯尺长与地图磁子午线相切,转动地图使磁针N极对准方位玻璃上的刻度线,此时地图即已标定。
3.求向掩蔽目标行进的行军方向:展开指北针于地图上,使测绘尺经过的图上本人立足点与行军目标,这时方向指标即指应行进的方向。
转动方位框使方位玻璃上的(S、N)方向与地图上的(S、N)方向一致,然后记下方向指标所指方位角读数,面对方向指标拿起指北针旋转身体,使磁针N极与方位玻璃上的刻度线对准,此时通过准星照门向前对准,在此对准线上的各物体(如树林、房屋等)都可作为行军方向的辅助目标,认清辅助目标后即可对之前进。
FOXBORO操作员教材第3章-中文

第三章典型过程控制简介I/A Series系统提供了丰富的自动控制策略和方案。
通常来说,使用I/A系统的工厂操作员可能需要进行以下这些常规操作:·启动或者停止设备(泵,风机等),开启或关闭阀门·改变控制器的设定值,将过程变量控制在一个稳定值附近·改变控制器的控制模式对于一个工厂来说,控制工厂的最终终端,是操作员,而不是I/A系统本身。
所以对于操作员来说,还是有必要对I/A系统的一些控制概念和进程有所了解。
本章目标3.1了解Compound和Block的基本功能,以及命名惯例。
学习使用设备的控制面板,启/停(开/关)设备,并熟悉常规设备的图形 3.2表达形式。
3.3通过仪表操作面板确定与设备相关的Compound和Block,并确认报警。
了解单回路控制系统控制器的测量值,设定值与输出值的关系。
3.4当使用控制器的操作面板的时候:3.5·确认其测量值、设定值和输出值的具体数值和工程单位·控制器手动/自动模式的意义·控制器本地/远程模式的意义·控制器保持/跟踪模式的意义3.6当使用控制器操作面板的时候:·执行手动/自动,本地/远程模式的切换·使用控制器面板上提供的箭头或输入框改变设定值和输出值的大小了解串级控制回路的基本功能。
3.7当使用控制器输出控制面板的时候:3.8·确认其输入值与输出值的具体数值与工程单位·改变其手动/自动模式·调节输出值调用Group Display来控制一个典型的工厂过程,并创建自己的Group 3.9Display。
3.10完成本章配套实验目录3.1 Compound和Block的命名惯例 (3)3.2 离散型设备 (4)3.2.1 控制离散型设备 (4)3.2.2 离散型设备的状态指示 (5)3.3 仪表的操作面板 (6)3.4 控制器 (8)3.5 控制器面板 (9)3.5.1 特征 (9)3.5.2 控制模式 (10)3.6 控制器的操作 (11)3.6.1 改变控制模式 (11)3.6.2 改变数值 (12)3.7 串级控制回路 (13)3.8 控制器输出控制面板 (15)3.9 Group Display (17)3.9.1 Scratchpad Group Displays (18)3.10 本章实验 (19)3.10.1仪表控制面板 (19)3.10.2 Grinder操作 (20)3.10.3 Cream Cooling操作 (22)3.10.4 Water Level操作 (24)3.10.5 Coffee Brewing操作 (25)3.10.6 Water Heating操作 (27)3.10.7串级控制回路 (28)3.10.8 Shipping操作 (29)3.10.9 Group Displays (30)3.1 Compound 和Block 的命名惯例一个工厂的全部控制方案通常会根据工厂的实际功能区域的组成而分为许多个功能组(比如火电厂的锅炉、汽轮机、循环水、化学水处理等)。
奥豪斯专业内校分析天平DV系列操作手册
第一阶段的初始检定已在制造厂完成。它包括根据采用的欧洲标准EN 45501:1992,第8.2.2节所进行的所有试验。
Ohaus Discovery天平使用说明书
奥豪斯公司,19A Chapin Road,P.O. Box 2033 Pine Brook,New Jersey,07058,USA
符合性声明 我们奥豪符合所提到的指令和标准。
2.2.1 装配......................................................................................................................................................................................EN-4 2.3 选择位置 .............................................................................................................................................................................................EN-4 2.4 天平的水平调节...................................................................................................................................................................................EN-4 2.5 连接电源 .............................................................................................................................................................................................EN-5
FEV CAS燃烧分析仪的使用入门
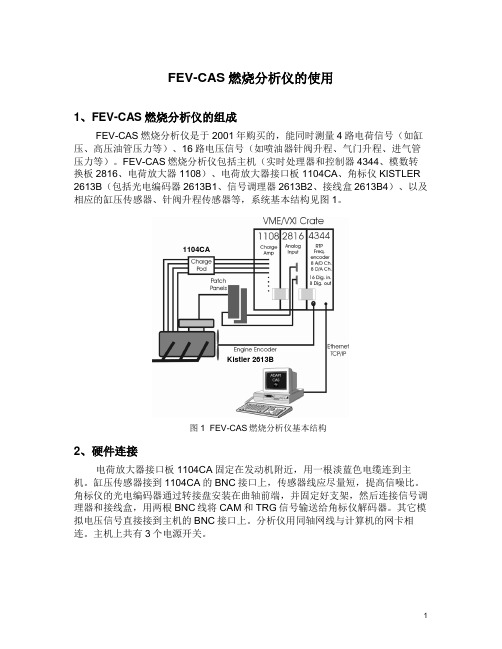
FEV-CAS燃烧分析仪的使用1、FEV-CAS燃烧分析仪的组成FEV-CAS燃烧分析仪是于2001年购买的,能同时测量4路电荷信号(如缸压、高压油管压力等)、16路电压信号(如喷油器针阀升程、气门升程、进气管压力等)。
FEV-CAS燃烧分析仪包括主机(实时处理器和控制器4344、模数转换板2816、电荷放大器1108)、电荷放大器接口板1104CA、角标仪KISTLER 2613B(包括光电编码器2613B1、信号调理器2613B2、接线盒2613B4)、以及相应的缸压传感器、针阀升程传感器等,系统基本结构见图1。
1104CAKistler 2613B图1 FEV-CAS燃烧分析仪基本结构2、硬件连接电荷放大器接口板1104CA固定在发动机附近,用一根淡蓝色电缆连到主机。
缸压传感器接到1104CA的BNC接口上,传感器线应尽量短,提高信噪比。
角标仪的光电编码器通过转接盘安装在曲轴前端,并固定好支架,然后连接信号调理器和接线盒,用两根BNC线将CAM和TRG信号输送给角标仪解码器。
其它模拟电压信号直接接到主机的BNC接口上。
分析仪用同轴网线与计算机的网卡相连。
主机上共有3个电源开关。
3、计算机设置3.1 网卡设置①、将3Com的PCMICA网卡插入笔记本电脑后,Windows XP会自动为其安装驱动。
需要做一些设置才能使用。
②、从开始/控制面板/网络连接,找到3Com网卡的连接(图1),点右键选属性,打开网卡的属性界面(图2),点击配置(C)...打开网卡的配置界面。
图3 网卡属性界面③、网卡的配置界面中选高级,将TransceiverType由TP(RJ-45)改为Coax(BNC) (图3),将FullDuplex改为Enabled (图4)。
点确定后回到网卡的属性界面。
图4 更改网卡接口类型图5 启用网卡全双工④、找到Internet协议(TCP/IP),点击属性后将网卡的IP地址设为10.203.0.53,点确定完成网卡设置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FOCAS1/2简明教程By–栗炜@北京发那科机电有限公司技术部FOCAS的概念FOCAS就是F ANUC O pen C NC A PI S pecifications version1or2的缩写,FOCAS1主要应用于0i和16i/18i/21i系列,FOCAS2则针对30i/31i/32i系列CNC。
FOCAS的功能CNC/PMC数据窗口功能可以通过HSSB或以太网(TCP/IP)接口在PC和CNC之间完成交换数据和信息共享,他的主要功能包括以下几部分:C:NC控制的伺服轴、主轴相关数据的读写包括绝对坐标、相对坐标、机床坐标、剩余移动量以及实际进给速度等。
C:加工程序相关的操作这些操作包括NC程序的上传/下载、程序校验、查找以及删除。
读取CNC程序目录以及通过电脑实现DNC加工。
C:读写CNC文件数据这些数据包括刀具偏置、工件坐标系偏置、参数、设定、用户宏程序变量、P-Code宏程序变量以及螺距误差补偿数值。
C:读写刀具寿命管理信息C:读取历史信息记录这些信息包括操作历史记录和报警历史记录。
C:读取伺服、主轴数据C:读写数据服务器、DNC1、DNC2、OSI-Ethernet(只能使用HSSB)相关信息C:读写波形诊断数据C:读写冲床CNC相关数据C:读写激光器CNC相关数据C:读写伺服学习控制相关数据(只能使用HSSB)C:读写其他数据这些数据包括连续工作状态数据、诊断数据、A/D转换数据、报警信息和操作提示信息等等。
13.PMC:读写PMC相关数据这些数据包括G、F、Y、X、A、R、T、C、D地址等14.PMC:读写PROFIBUS-DP相关内容使用以太网方式连接的相关设定FOCAS通过以太网方式连接电脑和CNC系统时,使用TCP/IP通讯协议。
在CNC上通常使用FANUC以太网板,或者FANUC快速以太网板。
对于16i/18i/21i系列或者30i/31i/32i 系列,还可以使用内嵌以太网功能。
使用FOCAS通讯时,可以按照以下步骤进行设定1.设定电脑ip,网上邻居->本地连接->Internet协议(TCP/IP)。
2.在CNC上设定以太网功能或者内嵌以太网功能相关参数,MDI上system键->“向右”扩展键->“ETHPRM”软键->“(操作)”软键->“板卡”软键。
在这个画面设定端口号(TCP)8193,时间间隔10。
3.使用网线连接电脑和CNC。
一般使用交叉线,如果通过集线器、交换机等设备,则使用直通线。
关于以太网板、快速以太网板、内嵌以太网的的连接详情可以参考以下数目:以太网板:《FANUC Ethernet Board/DATA SERVER Board OPERATOR'S MANUAL》(B-63354EN)快速以太网板:《FANUC FAST Ethernet Board/FAST DATA SERVER OPERATOR'S MANUAL》(B-63644EN)内嵌以太网:《FANUC Series16i/160i/160is/18i/180i/180is/21i/210i/210is/20i-MODELB CONNECTION MANUAL(FUNCTION)》(B-63523-1EN)对于30i/31i/32i系列,请参考:《FANUC FAST Ethernet/FAST Data Server For FANUC Series30i-MODEL A OPERATOR'S MANUAL》(B-64014EN)《FANUC Series30i/300i/300is-MODEL A,Series31i/310i/310is-MODEL A5,Series 31i/310i/310is-MODEL A,Series32i/320i/320is-MODEL A CONNECTION MANUAL(HARDWARE)》(B-63943EN)FANUC Series30i/300i/300is-MODEL A,Series31i/310i/310is-MODEL A5,Series31i/310i/310is-MODEL A,Series32i/320i/320is-MODEL A MAINTENANCE MANUAL(B-63945EN)4.典型连接一个读取座标的例子(使用Microsoft Visual Basic6.0sp6)1、建立连接1)使用的函数cnc_allclibhndl3Declaration(函数声明)VC(fwlib32.h):#include"fwlib32.h"FWLIBAPI short WINAPI cnc_allclibhndl3(const char*ipaddr,unsigned short port,long timeout,unsigned short*FlibHndl);VB(Fwlib32.bas):Declare Function cnc_allclibhndl3Lib"fwlib32.dll"(ByVal sIPaddr As String,ByVal nPort As Integer,ByVal nTimeout As Long,FlibHndl As Integer)As IntegerDescription(功能)分派函数库的句柄并使用指定的IP地址或者主机名连接CNC。
Arguments(参数)ipaddr[in]使用字符串方式指定要连接CNC的IP地址或者主机名。
(例:“192.168.0.1"或者"CNC-1.FACTORY")port[in]指定TCP连接端口,通常使用8193。
timeout[in]指定超时时间,如果设定”0“,则忽略超时,库函数会一直等待。
最佳的超时时间需要根据不同的系统设定。
一般使用快速以太网10秒钟足够了,但如果使用电话线+调制解调器这种结构,设定值大于60秒比较合适。
FlibHndl [out ]指定一个指针型变量(VC )或整型变量(VB )包含库句柄信息Return (返回值)EW_OK 表示建立连接正常,其他值可以参考编程参考中的“Return status of Data window function”一节。
经常遇到的错误如下:CNC option (CNC 选择功能)一般情况,需要选择以太网功能(Ethernet function )和驱动/库扩展功能(extended driver/library function )但是,当使用160i/180i/210i/0i MODEL B 和300i 系列CNC 时,使用内嵌以太网连接,不需要以上两项功能,使用以太网板连接时,只需要以太网功能(Ethernet function )。
CNC parameter (CNC 相关参数)此项功能不需要设定参数CNC mode (CNC 运行方式)此项功能可应用于CNC 任何运行方式Available CNC (可使用的CNC )返回值含义以及解决方法EW_SOCKET (-16)连接通讯失败,检查CNC 电源、以太网接口、连接电缆等。
EW_NODLL (-15)缺少相应CNC 的DLL 文件。
EW_HANDLE (-8)分配句柄号失败0i-A0i-B/C (Note)1515i 16182116i -A 18i -A 21i -A 16i -B 18i -B 21i -B 30i M(Machining)XE X E X X X E E E E E E E T (Turning)X E X -X X X E E E E E E E LC(Loader)----X X-XXXXXX-16i 18i P (Punch press)EEL(Laser)E-W(Wire)E EPower Mate iModel D EModel H E"O":Both Ethernet and HSSB"E":Ethernet"H":HSSB"X":Cannot be used"-":None注意:0i-C没有HSSB功能2)源程序:Option ExplicitPrivate Sub Cancel_Click()Unload MeEnd SubPrivate Sub Form_Load()cmbPort.Text="8193"cmbIp.Text="169.254.205.7"txtTime="3"End SubPrivate Sub Ok_Click()sIPAddress=cmbIp.TextiPort=cmbPort.TextlTime=txtTimeUnload MeiRet=cnc_allclibhndl3(sIPAddress,iPort,lTime,hHandle)If(iRet=EW_OK)ThenfrmCoordinates.ShowElseMsgBox"Error!"&iRet&"连接失败!"End IfEnd Sub2、绝对位置座标显示画面1)使用的函数cnc_absoluteDeclaration(函数声明)VC(fwlib32.h):#include"fwlib32.h"FWLIBAPI short WINAPI cnc_absolute(unsigned short FlibHndl,short axis,short length, ODBAXIS*absolute);VB(Fwlib32.bas):Declare Function cnc_absolute Lib"fwlib32.dll"(ByVal FlibHndl As Integer,ByVal a As Integer,ByVal b As Integer,Odb As ODBAXIS)As IntegerDescription(功能)读取各指定伺服轴绝对位置坐标,坐标数值存储在“ODBAXIS”的“data[0]”中Arguments(参数)FlibHndl[in]指定库句柄axis[in]指定读取的轴数ALL_AXES:所有轴(ALL_AXES:-1)1,..,m:单独轴(m:控制轴数)length[in]指定数据块长度(数据结构ODBAXIS的大小)ODBAXIS 结构如下:Series 150,150i,300in =最大控制轴数(当前控制轴数也有效)Series 160/180/210,160i/180i/210i,0i,Power Mate i n =当前控制轴数absolute [out ]指向数据结构ODBAXIS 的指针,包含控制轴的绝对位置数据ODBAXIS 结构的定义VC :typedef struct odbaxis {short dummy ;/*未使用*/short type ;/*轴号*/long data[MAX_AXIS];/*控制轴的绝对位置数据*/}ODBAXIS ;/*MAX_AXIS 最大控制轴数*/VB :Type ODBAXISnDummy As Integer '未使用nType As Integer'轴号lData(0To MAX_AXIS -1)As Long '数据End TypeReturn (返回值)EW_OK 表示建立读取信息正常,其他值可以参考编程参考中的“Return status of Data window function”一节。