注塑成型基础杜邦
尼龙66注塑成型工艺 (1)
华侨大学课程名称:增强增韧尼龙66汽车专用料姓名:彭儒学号:9专业:08高分子二班任课教师:钱浩前言:尼龙是结晶型塑料,品种颇多,已达到130多种,应用于注塑加工的有尼龙6、尼龙66、尼龙610、尼龙1010以及共聚性尼龙、超韧性尼龙、玻璃纤维增强尼龙、矿物增强尼龙等等。
世界市场中,应用量最大的是尼龙66。
尼龙最早在1889年首先由Gabriel和Maass 两人合成制得,但系统的研究并最终实现工业化实在1929年,由美国杜邦公司的Carothers着手进行的。
1931年Carothers申请了第一篇尼龙专利,1935年首先制得尼龙66,1939年实现工业化。
尼龙66的应用领域一般在汽车、电子电器、化工设备、机械设备等方面。
从最终用途看,汽车行业消耗的尼龙66占第一位,电子电器占第二位。
大约有88%的尼龙66通过注射成型加工成各种制件,约12%的尼龙66则通过挤出、吹塑等成型加工成相应的制品。
由于尼龙66优良的耐热性、耐化学药品性、强度和加工方便等,因而在汽车工业得到了大量应用,目前几乎已能用于汽车的所有部位,如发动机部位,电器部位和车体部位。
发动机部位包括进气系统和燃油系统,如发动机气缸盖罩、节气门、空气滤清器机器外壳,车用空气喇叭、车用空调软管、冷却风扇及其外壳、进水管、刹车油罐及灌盖,等等。
车体部位零部件有:汽车挡泥板、后视镜架、保险杠、仪表盘、行李架、车门手柄、雨刷支架、安全带扣搭、车内各种装饰件等等。
车内电器方面如电控门窗、连接器、保鲜盒、电缆扎线等。
工艺特点:⑴吸水性尼龙66较易吸湿,如果长时间暴露在空气下,会吸收大气中的水分。
吸水后会发生体积膨胀,影响制品的尺寸精度,如在注塑前吸收过量的水分时,其制作的外国外观和力学性质都会受损。
⑵结晶性尼龙66为结晶性高聚物,一般在20%~30%之间。
结晶度的高低与性能有关,结晶度高,拉伸强度、耐磨性、硬度、润滑性等性能有所提高,热膨胀系数和吸水性趋于下降。
杜邦膜技术手册
杜邦膜技术手册杜邦膜是一种高性能、多功能的材料,具有出色的耐温性、化学稳定性和机械性能,广泛用于包装、建筑、电子、农业和其他领域。
为了帮助用户更好地了解和应用杜邦膜技术,我们制作了一份2000字的中文手册,介绍杜邦膜的特性、生产工艺、应用场景等方面的内容。
第一节:介绍杜邦膜是一种由杜邦公司开发的高性能、多功能塑料制品,采用聚四氟乙烯树脂作为基材,经过特殊工艺加工而成。
杜邦膜具有出色的耐高温性、化学稳定性和极佳的机械性能,其特殊结构使其成为众多领域不可或缺的材料。
第二节:杜邦膜的特性1. 耐高温性:杜邦膜可以长时间承受高温,不会发生软化、脆化或者改变物理性能。
2. 化学稳定性:对酸、碱、有机溶剂等化学物质具有出色的稳定性,不会发生腐蚀或溶解。
3. 机械性能:具有优异的强度、韧性和耐磨性,适用于复杂的力学环境。
4. 透明性:杜邦膜具有良好的透明性,可以作为包装材料,不影响内部物品的观察。
第三节:杜邦膜的生产工艺1. 原材料准备:选用高质量的聚四氟乙烯树脂颗粒,确保产品的质量稳定。
2. 挤出成型:采用高精度的挤出机械设备,通过特殊工艺将杜邦膜材料挤出成型。
3. 加工处理:对挤出的杜邦膜进行拉伸、热处理等加工工艺,改善其物理性能。
4. 检测质量:严格按照国家标准对杜邦膜进行质量检测,确保产品达到相关标准。
第四节:杜邦膜的应用场景1. 包装领域:杜邦膜适用于食品、医药、电子等领域的高温、高湿包装。
2. 建筑领域:作为建筑隔热材料和防水材料,具有良好的耐候性和化学稳定性。
3. 电子领域:用于制造高温电气绝缘材料,具有优异的高温绝缘性能。
4. 农业领域:广泛用于温室大棚、土地覆盖等场合,提高农产品生产效率。
第五节:杜邦膜的未来发展趋势1. 绿色环保:杜邦膜将以更环保的生产工艺和可降解材料作为未来发展的趋势。
2. 多功能化:不仅作为包装材料,还将广泛应用于建筑、电子、医药等领域。
3. 智能化:通过添加智能感应材料,实现对温度、湿度等环境参数的感知和反馈。
TPEE 美国杜邦 G3548L 物性表

TPEE美国杜邦Hytrel®G3548L物性表:产品文字提供久隆塑胶原料tEl134********Hytrel®G3548L是一个硬度为35ShoreD,颜色稳定,含抗氧化剂、热稳定剂、及增塑剂树脂。
嵌段共聚物,低温耐冲击性,以及优良的机械性能。
主要用于电线电缆、软管、片材、流延膜、汽车及体育用品等。
加工方式:吹膜、流延膜、铸件、挤压、挤出吹塑成型、挤出涂覆、长丝挤出、发泡加工、注射吹塑成型、注射成型、异型材挤出、片材挤出成型等。
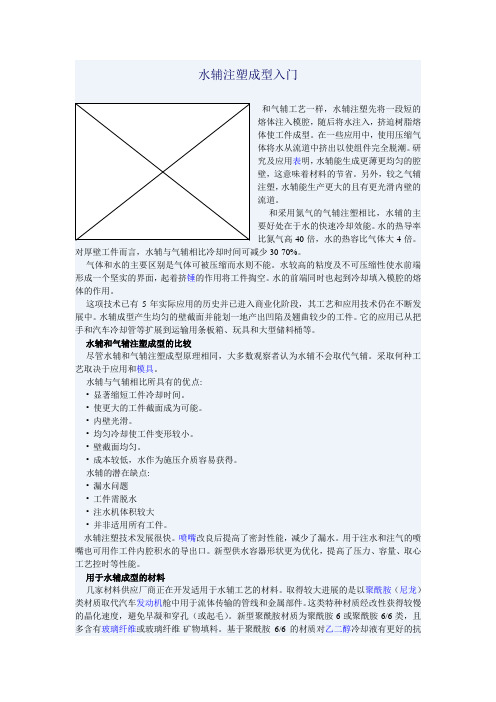
熔体流动指数10g/10分ASTM D1238温度190°C-加载 2.16公斤-成型收缩率(MD)0.005毫米/毫米ASTM D955密度(73°F)1150公斤/立方米ASTM D792吸水率(24小时)5%ASTM D570熔体体积流动速率(MVR)10厘米³/10分钟ISO1133成型收缩率(平行)0.9%ISO294-4,2577成型收缩率(垂直)0.9%ISO294-4,2577拉伸断裂强度10.3兆帕ASTM D638断裂伸长率200%ASTM D638弯曲模量32.4兆帕ASTM D790邵氏D硬度35-ASTM D2240悬臂梁冲击强度缺口(1/8)Ň千焦耳/米ASTM D256悬臂梁缺口冲击强度(低温)Ň千焦耳/米ASTM D256温度-40°C ASTM D256UL94阻燃等级HB-UL94热膨胀系数(MD)180E-6/K ASTM D696热膨胀系数(TD)240E-6/K ASTM D696熔化温度156°C ASTM D3418密度1160公斤/立方米ISO1183熔体密度1030公斤/立方米-熔体的热传导性0.16W/(M K)-产品规格。
熔体的热容量2140J/(千克K)-联邦军。
热扩散 5.44E-8平方米/秒-喷射温度70°C-TPEE美国杜邦Hytrel®G3548L注塑成型参:数干燥温度为100°C干燥时间,除湿机=2-3小时处理水分含量<0.08%熔体温度处理最佳=190°C模具的最佳温度为40°C模具温度范围=30-40°C。
杜邦工艺流程描述

杜邦工艺流程描述杜邦工艺是一种常用的制造工艺,广泛应用于世界各地的不同行业。
该工艺具有高效、环保和经济的特点,能够生产出高质量和高性能的产品。
下面将对杜邦工艺的流程进行详细描述。
首先,选择合适的原材料。
杜邦工艺可以用于生产多种不同种类的材料,如塑料、纺织品和化学制品等。
根据具体产品的需求,选择合适的原材料进行加工。
通常情况下,原材料需要经过预处理和筛选,以去除杂质和不必要的成分,确保材料的纯净度和质量。
接下来,进行制备。
在杜邦工艺中,原材料需要经过一系列的制备步骤,以达到理想的物理和化学性质。
这些步骤可以包括溶解、混合、研磨和热处理等。
通过精确的配料和严格的工艺控制,确保原材料的成分和性能得到充分的调整和优化。
然后,进行加工。
根据产品的具体要求和需要,原材料经过加工工艺,如挤出、注塑、压延和模塑等。
这些加工步骤通过高温、高压、机械力和化学反应等手段,将原材料转化为理想的形状和结构。
同时,加工过程中还需要对温度、压力和速度等参数进行严格的控制,以确保产品的一致性和质量。
随后,进行测试和分析。
在杜邦工艺中,对产品进行全面的测试和分析是必不可少的步骤。
通过物理、化学和机械性能等方面的测试,评估产品的质量和性能是否符合规定的标准和要求。
同时,还需要对原材料和中间产品进行质量监控,以确保生产过程的可控性和稳定性。
最后,进行产品包装和发货。
在杜邦工艺中,产品包装和发货是最后的环节。
根据客户的需求和产品的性质,选择合适的包装材料和方式,确保产品在运输和存储过程中的安全和完整。
同时,还需要对物流和仓储等环节进行管理和控制,以确保产品的及时交付和供应。
总结起来,杜邦工艺是一种高效、环保和经济的制造工艺,具有广泛的应用前景。
通过选择合适的原材料、进行制备、加工、测试和分析,最终实现产品的包装和发货。
杜邦工艺的成功应用,离不开严格的工艺控制和优化,以及对质量和性能的严格监控和评估。
水辅注塑成型入门
蚀性。
一些加工厂家将聚丙烯用在水辅工艺中,另外一些厂家则正在评估非填充型丙烯腈-丁二烯-苯乙烯共聚物(ABS)、乙缩醛及聚对苯二甲酸丁二醇脂(PBT)等基料的相关应用。
应用前景
水辅注塑成型技术主要在欧洲得到发展,这意味着在欧洲这一技术的商业应用比在北美或亚洲更为领先。
它的应用涉及车用部件、消费品部件及工业用部件。
典型的应用有手柄、顶架、摇杆盖、车门组块、铲子、托架、椅子和办公家具等。
这些管状组件中有些过去采用气辅成型技术生产,但用水辅技术更为适合。
法国L av ans-lès-St.-Claude的Smoby SA公司生产的三轮车把和前轮支叉是采用水辅注塑成型的一个范例。
这套车把-前叉三组件由聚丙烯制成。
车把重约400克,前叉重约350克。
壁厚为20-40毫米。
使用Battenfeld公司的Aquamold系统,水辅的应用使其成型周期较之气辅注塑成型减少了约40%。
BMW公司的机油油尺现正采用Engel公司的Watermelt水辅工艺生产。
此标管长450毫米,有着15毫米的外径和6.5毫米的壁厚。
油尺由杜邦公司的水辅注塑尼龙制成。
紧密容忍度要求油尺公隙不超过1毫米。
工程塑料注塑成型 杜邦

Engineering PolymersInjection Molding工程塑料注塑成型DuPont Performance Polymers杜邦--高性能聚合物工程塑料注塑成型I.无定形与结晶性塑料分子链排列比热受热行为II.合适的设备干燥机螺杆射嘴III.模具设计流道浇口排气Ⅳ.注塑成型条件熔胶温度温度曲线保压压力保压时间模具温度注射速度Ⅴ.材料处理材料干燥回收料无定形vs 结晶性材料–受热行为温度, o C比热, k J /k g -1K -16,6 , POM PS 温度 热温度 热走廊走廊门门举例房间房间填充II.合适的设备要求干燥机螺杆射咀干燥机为什么要使用除濕干燥机为什么要使用除濕干燥机??•除濕干燥机-是在机器内制造低露点的干燥空气制造低露点的干燥空气,,不受外部空气的影响不受外部空气的影响::1. 可稳定干燥材料2. 干燥时间缩短3. 适宜干燥各种材料•热风干燥机-因将外部空气加热后使用气加热后使用,,所以受工厂内环境(湿度)等条件影响等条件影响::1. 无法稳定干燥材料2. 干燥时间长3. 无法有效干燥各种材料螺杆设计长径比(L/D ratio)最佳L/D=20 / 1可接受L/D=18 / 1不可接受L/D=15 / 1压缩比(compression ratio): 3 -4射嘴设计III.模具设计流道系统流道尺寸浇口位置浇口尺寸排气鱼骨形流道鱼骨形流道::填充时间不一致填充时间不一致,,型腔压力不平衡型腔压力不平衡,,常出现远浇口型腔填充不满,近浇口型腔压力大而产生毛边近浇口型腔压力大而产生毛边。
H 形平行流道形平行流道::同时填充型腔同时填充型腔,,压力均匀一致压力均匀一致。
常用的浇口设计长方形Rectangular扇形或Fan or flash薄膜形Diaphragm隧道形Tunnel点浇口(针形) Pin Point模具–流道浇口系统黄金定律•流道尺寸应该比零件最厚地方更厚些•流道的凝固应该比浇口更迟凝固•浇口应放在产品最厚的地方•浇口尺寸应该最少是产品厚度的50% (玻纤材料要70%)•浇口不能在保压时段内或在产品足够填充前凝固1. 熔胶温度2. 温度曲线3. 保压压力4. 保压时间5. 模具温度最重要的5个成型参数5个较重要成型参数6. 注射充填速度7. 保压切换8. 背压9. 螺杆转速10. 保压曲线Ⅳ. 注塑成型条件熔融温度温度曲线背压螺杆转速螺杆及料筒设计滞留时间/含水量熔胶品质熔胶品质的评鉴熔胶品质-熔胶熔胶温度温度熔胶熔胶温度温度材料熔点熔胶温度POM-H 175 °C 215 ±5 °C PA 66255 °C 290 ±10°C PA 66 GF 255 °C 295 ±10°C PA 6225 °C 250 ±10°C PA 6 GF 225 °C 270 ±10°C PBT GF 225 °C 250 ±10°C PET GF 255 °C 285 ±10°C7 8 9 10熔胶品质–滞留时间超韧PA66为什么对结晶性材料来讲为什么对结晶性材料来讲,,保压及保压时间非常重要?保压及保压时间保压–模具内的充填。
杜邦 TPEE 8238 物性表 注塑参数
TPEE美国杜邦Hytrel®8238物性表:产品供应久隆塑胶原料tEl134********8238::高硬度肖氏82D,颜色色泽稳定,增塑剂,热稳定可电镀,光稳定,耐蠕变性,超声波可焊Hytrel®8238接,FDA食品可接触,125°C时保持优异的机械性能,良好的烃性和低渗透性,高性能树脂。
可用常规的热塑性塑料的加工技术:注塑成型和挤出加工。
应用:魔方,电线和电缆,齿轮,链轮,电连接器和油田部件。
加式处理方式:注塑,薄膜挤出成型,异型材挤出成型,片材挤出成型,其它挤出成型,涂装,铸造,热成型,管/管材挤压,电线/电缆挤出。
熔体流动指数12.5g/10分ASTM D1238温度240°C-加载 2.16公斤-成型收缩率(MD)0.016毫米/毫米ASTM D955密度(73°F)1280公斤/立方米ASTM D792吸水率(24小时)0.3%ASTM D570拉伸断裂强度48.3兆帕ASTM D638断裂伸长率350%ASTM D638弯曲模量1110兆帕ASTM D790邵氏D硬度82-ASTM D2240悬臂梁冲击强度缺口(1/8)0.04千焦耳/米ASTM D256悬臂梁缺口冲击强度(低温)0.03千焦耳/米ASTM D256温度-40°C ASTM D256UL94阻燃等级HB-UL94测试用试样的厚度 1.5毫米-热膨胀系数(MD)149E-6/K ASTM D696热膨胀系数(TD)147E-6/K ASTM D696DTUL@66PSI140°C ASTM D648DTUL@264磅55°C ASTM D648熔化温度223°C ASTM D3418注塑成型加工参数:干燥温度为110°C干燥时间,除湿机=2-3小时处理水分含量<0.08%熔体温度处理最佳=250°C模具的最佳温度为45°C模具温度范围45-55°C保持最佳压力=70MPa型材挤出加工参数:干燥温度为110°C干燥时间,除湿机=2-3小时处理水分含量<0.08%熔体温度处理最佳=240°C。
杜邦十大注射成型技巧-talktpe

十大成型加工技巧By E. A. Poppe, Karl Leidig, Karl Schirmer, R. Wilkinson塑料颗粒料中的水分十大成型加工技巧-列出了对聚甲醛,尼龙,PBT聚酯和PET聚酯等半结晶性工程塑料进行成型加工时需要注意的十大问题。
在这一系列文章中,作者描述了确定和避免这些问题的简单方法。
许多塑料会从空气中吸收水分,它们吸收水分的量与树脂的类型有关。
塑料颗粒中的水分,即使是表面凝聚的水分,也能引起一些与工程塑料的成型加工的问题。
这种吸水性能可能会产生一些不利的影响,包括加工中的问题,制品的表面不好,或制品机械性能差的问题。
仅用肉眼观察是很难确定是否有水分存在。
本文将为需要加工多种塑料的成型加工提供一些有用的指导,如何处理对水分敏感的塑料。
烘干塑料材料大多数工程塑料要求颗粒中的水分含量低于一个某个最大值,塑料是否需要烘干主要取决于原材料对水分的敏感程度。
一般情况下,塑料材料的水份含量与运输条件,包装类型和存放时间有关。
例如,聚酰胺(PA)一般用袋子运输,这种袋子采用铝泊作为防水层,因而在使用时可直接打开袋子把料取出来就用。
但大多数的聚酰胺(尼龙)加工厂的原料树脂都要先进行干燥,尽管有人认为,如果塑料在不超过一小时的时间内使用就不需要干燥.另一方面,PET和PBT对水分非常敏感,一定要干燥以确保制品的冲击强度不受影响。
另外,这些树脂在干燥后很快会再次吸水,因而,在一些情况下加工厂商必须特别小心,在PBT和PET树脂在运输和传送过程中,避免使用敞开的容器同时也应考虑树脂在装料斗中的停留时间。
在不利的气候环境中,PET在10分钟内吸收的水分甚至能超过制品水分的最大允许值0.02%。
干燥粉碎后的回用料或已吸水饱和的粒料(如置于开放条件下的容器中时)需要特别注意。
在这种情况下,建议的干燥时间常常不能满足需要。
充分饱和的聚酰胺尼龙至少应干燥12小时。
在这种干燥条件下材料发黄在实际上是不可避免的. 因而,应遵循以下指导方针:∙流道回用料应在封闭容器中储藏和再粉碎;∙若只用了一部份材料,应关闭容器或封闭袋子;∙装料斗上应该加盖。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑机构件 Components of injection machine
锁模单元 Clamping unit
Clamping unit Mold
注射单元 Injection unit
Heating bands Hopper
nozzle
Cylinder &screw
Moving part
1. 融体温度 Melt temperature 2. 温度分布 Temperature profile 3. 保压压力 Hold pressure 4. 保压时间 Hold pressure time 5. 模具温度 Mould temperature
Page 16
其它五项重要的成型参数
Another five important processing parameters
% 50 40
熔融温度分布
215 °C 215 °C
30 20 10 0 -60
Good melt
Bad melt 20 40 60
PYROMETER
-40
-20
0
oC
Page 22
熔融质量 Melt quality 机筒温度分布 Cylinder temperature profile
°c
20 15 10 5
怎样正确的测量熔融温度?
How do you measure the melt temperature
correctly?
什么时候测量它?
When should you measure it?
Page 21
熔融温度 Melt temperature
使用高温计测量熔融温 度 当出现问题的时候
当起用新的模具时 当转工作班时
• 最基本要求是必須能對閉合時的模具提供可靠的合模力。 • 鎖模單元包括固定模板、活動模板及頂出系統。 活動模板 固定模板
頂出系統
注塑机构件 Components of injection machine
3. 机械 & 液压系统 Engine & hydraulic system
•
提供注塑机的一切動作及動力。
注塑成型工藝 Injection molding
注塑周期 – 無定形材料 vs 結晶形材料
閉模 頂出 開模 注射時間 開模 閉模 頂出 注射時間
螺杆靜止
材料正在 受壓
螺杆靜止 保壓時間
材料正在 受壓 冷卻時間
保壓時間
冷卻時間
塑化計量 塑化計量
無定形材料周期
Page 13
結晶形材料周期
注塑成型工藝
Mould temperature - Structure
太低的模温 Too low mould temperature: 薄的结晶层 Fine-crystalline (weak) skin 较差的表面 Bad surface appearance 内应力 Internal stresses
好的纹理 差的纹理
机筒及螺杆 Cylinder & screw 噴咀 Nozzle
料斗 Hopper
接合器 Adapter
加熱圈 Heater bands
注塑机构件 Components of injection machine
2. 锁模单元 Clamping unit
• 鎖模單元是注塑机中實現模具閉合與開啟動作的一整套机构裝置。
滯留时间/水份
Hold-up time /Moisture 螺杆&机筒设计
Screw and barrel design
熔融溫度
影响 Influence on: 熔融质量
Melt quality
Melt temperature
背压
Back pressure
螺杆转速
Screw speed
Page 19
Page 14
成型参数 Molding parameters
取得高品质产品的最重要的成型参数是什么?
What are the most important processing parameters to achieve good quality parts?
Page 15
五项最重要的成型参数
The five most important processing parameters
Page 27
在保压阶段发生......
型腔已完成注射充填,聚合 分子开始结晶,即分子链开 始互相排列,产生较大的填 塞密度 如保压时间太短,不能补偿 体积收缩,产生小的空洞
Page 28
保压时间——对质量的影响 Hold pressure time - Influence on quality
Page 26
保压压力和保压时间
Hold pressure and hold pressure time
为什么保压压力和保压时间 对结晶塑料很重要?
Why is hold pressure and hold pressure time so important for crystalline plastics?
均相熔融
Homogeneous melt
?
结构良好 Good structure 结晶均匀
Uniform crystallisation
? 最佳性能&最小内应力
Optimum properties Minimum internal stress
Page 18
较差的纹理 Bad structure - unmelt
注塑成型基础
Basic of Injection Molding 杜邦工程塑料
Presented by T L Wong
热塑性塑料的分类
Teflon® & Tefzel® 氟树脂 PI PTFE Vespel® 聚亚酰胺 Zenite® 液晶高分子 Zytel® 高温尼龙
高级工程塑料
PSU PES PPSU
变形 Warpage
产品中有空洞 Voids in the part
Page 29
Hold pressure - Packing
8.00 Sec
9.00 Sec
18.0 Sec
24.0 Sec
Page 30
怎样设定一零件的最佳 的保压时间?
How do you establish the optimum hold pressure time of a part?
后段区
Page 23
10
Page 24
熔胶品质 – 滞留时间
材料
塑料类型 (参见右表) 抗水解(含水量) 热稳定性 加工温度
Delrin® 100 Delrin® 500 Zytel® 101 Zytel® ST801 Zytel® 70G30 Rynite® 530 Crastin® S600 Crastin® SK605 Hytrel® S600
螺杆静止
塑料受压时间
保压时间
塑料受压时间
保压时间
冷却时间
冷却时间
加料
加料
无定形塑料
Page 7
结晶性塑料
注塑成型原理 Principle of injection molding
將粒狀塑料從料斗送入高溫 机筒內加熱熔融塑化
在螺杆高壓推動下,以很 大的流速通過机筒前端噴 咀注射進入模具中
冷卻定型后,開啟模具脫出 具有一定型狀和尺寸的塑料 制品
Fixing part
机械 & 液压系统 Engine & hydraulic system
注塑机构件 Components of injection machine
1. 注射单元 Injection unit
注射單元作用是將成型物料在高溫和壓力作用下塑 化成熔體、并快速地注射進入模具內成型。
•
• 注射單元包括料斗、机筒、螺杆及噴咀。
Temperature profile
温度分布
熔融质量
机械性能
100% 80% 60% 40% 20% 0%
Melt quality recommended melt temperature
-20
-15
-10
-5
5
10
15
20
° C
建议的熔融温度
Page 20
熔融温度 Melt temperature
最大滞留时间 (min.) 35 30 15 10 15 8 - 10 8 8 30
滞留时间 = 最大剂量(机台) 实际剂量(每模) - 料垫 x 2 x 周期 60
®
Du Pont’s reg. trade name
Page 25
0
1
2
3
4
5
6
7
8
9
10
熔融质量 Melt quality - Hold-up time Supertough PA66
HPT影响: The HPT influences the:
机械性能 (空洞)
Mechanical properties (voids)
表面外观(缩水)
Surface appearance (sink marks) 好的组织 差的组织 (pressure lines)
收缩(尺寸稳定)
Shrinkage (dimensional stability)
Page 31
设定保压时间的方法 Methods to establish the hold pressure time
1) 理论上采用图表Theoretically by using tables 2) 实践中用重量曲线 Practically by weight curves