机械加工工艺过程卡及工序卡
机械加工工艺过程及工序卡片

签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第5页
(工序简图)
车间
工序号
工序名称
材料牌号
机加工
05
粗车
HT200
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
机加工
Z32K
Φ9.9mm钻头,Φ10H7铰刀,Φ1~Φ13mm钻头夹,精度0.02mm、量程0~150mm游标卡尺,Φ10H7塞规
12
漆
按油漆工艺涂上油漆
13
检
综合检查,Φ4mm锥销孔装配时做出
14
入库
清洗干净,在无油漆面上涂上防锈油,入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
机械加工工艺过程卡与工序卡
机械加工工艺过程卡与工序卡一、机械加工工艺过程卡的定义和内容机械加工工艺过程卡是一种记录机械加工过程中工艺和工序信息的文件,用于指导工人进行机械加工操作。
它通常由机械加工工艺工程师编制,对于复杂的机械零件加工尤为重要。
机械加工工艺过程卡的内容通常包括以下几个方面:1.零件名称:记录待加工零件的名称和编号,用于区分不同零件。
2.工艺说明:详细说明零件的加工工艺和方法,包括加工工序、工艺路线、刀具选择、加工参数等。
3.加工设备:记录所需的加工设备和工具,包括机床型号、刀具规格、夹具等。
4.加工工序:按照加工工艺路线,逐个列出零件的加工工序,包括粗加工、精加工、表面处理等。
5.工序要求:对每个工序的要求进行明确,包括尺寸、精度、表面质量、加工余量等。
6.加工顺序:按照加工工艺路线,明确标示每个工序的加工顺序,遵循先粗加工后精加工的原则。
7.加工参数:列出每个工序的加工参数,如转速、进给速度、切削深度等。
8.检验要求:对每个工序的检验要求进行说明,包括检验项目、检验方法、检验工具等。
9.质量控制:对每个工序的质量控制要求进行说明,包括检验频率、检验点、不合格品处理等。
10.备注:对一些特殊加工要求或注意事项进行补充说明。
二、工序卡的定义和内容工序卡是机械加工工艺过程卡的详细拆分,针对每个具体工序编制的详细操作指导文件。
每个工序卡记录了具体工序的操作要点、注意事项和工序的质量控制要求。
工序卡的内容通常包括以下几个方面:1.零件名称和工序号:记录待加工零件的名称和工序号,用于区分不同工序。
2.工序说明:对工序的加工方法和操作要点进行详细说明,包括加工设备、刀具选择、切削方式等。
3.加工要求:明确工序的加工尺寸、外观和质量要求,包括精度、表面质量、孔径尺寸等。
4.加工参数:列出工序的具体加工参数,包括转速、进给量、切削深度等。
5.操作顺序:按照工序的操作流程,进行详细的操作顺序和步骤说明。
6.注意事项:列出工序中需要特别注意的事项和问题,以确保加工质量和工人的安全。
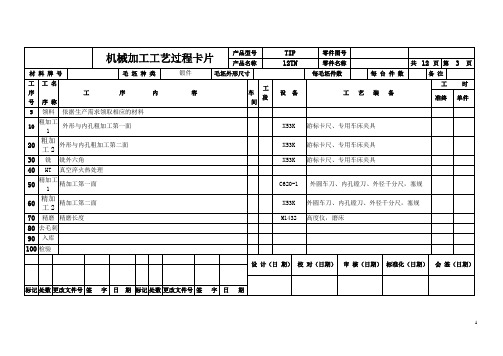
机械加工工艺过程卡片及工序卡

机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
工艺过程卡及工序卡(范本)
30铣
机械加工工序卡片
产品型号 零件图号
产品名称
零件名称
共
12 页 第 6 页
车间
工序号 工序名称 材 料 牌 号
工序30 铣六角 毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
设备名称
设备型号
设备编号
同时加工件数
C620-1
夹具编号
夹具名称 切削液
专用卡爪
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给
次数 工步工时
r/min m/min mm/r mm 机动 辅助 1 铣外六角
铣刀
380 44.1 0.33 1.3 1 4.5s 380 44.1 0.33 1.3 1 122.97s 380 44.1 0.33 1.3 1 43.04s 380 44.1 0.33 1.3 1 17.44s
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
外六角
外六角。
工艺过程卡以及工序卡

.拨叉机械加工工艺过程卡片产品型号零〔零件〕图号机械加工工艺过程卡片第产品名称拨叉零〔零件〕名称拨叉共21页页资料牌号QT200毛坯种毛坯外形尺寸每毛坯可制件数1每台件数备铸件1类注工序工时/s工序内容车间工段设施工艺设施准 工序名称号单件终1 锻造锻造2粗铣面以凹弧面及60的外圆为粗基准粗加工加工底面,同时加工两个φ20的下端面到尺寸。
3 精铣面精加工底面留刮余量,4钻、绞孔钻φ的孔,绞至φ20的基准孔。
以底面和孔定位,加工φ30的沉孔到尺寸要求,粗铣尺寸5铣沉孔、铣面 长度尺寸104的两头面抵达所需尺寸,用相同的方法粗铣内侧表面抵达尺寸6 钻孔 钻φ 的通孔,钻φ的通孔绞至φ10 的孔7 绞孔、攻螺纹 绞φ的孔至尺寸要求,攻M12的螺纹至深度.8钻孔、攻螺纹以φ10的孔为基准钻φ的孔,攻M6的螺纹。
9钻、绞孔以底面和孔为定位基准钻φ的同轴孔,绞同轴孔尺寸至φ10铸工机工X62卧式铣床专用夹具、端面铣刀、三用游标卡尺机工X62卧式铣床专用夹具、端面铣刀、三用游标卡尺机工Z525型立式钻专用夹具、麻花钻、硬质床合金锥柄绞、内径千分尺机工X51立式铣床专用夹具、端面铣刀、三用游标卡尺机工Z525型立式钻专用夹具、麻花钻、内径床千分尺机工Z525型立式钻专用夹具、硬质合金锥柄床绞、丝锥、内径千分尺机工Z525型立式钻专用夹具、麻花钻、丝锥、床内径千分尺机工Z525型立式钻专用夹具、麻花钻、硬质床。
合金锥柄绞、内径千分尺;..10刮底面刮底面到尺寸及表面粗拙度。
机工平底锪刀11去毛刺去除所有毛刺钳工台虎钳锉刀12检查终检标准化设计〔日期〕审查〔日期〕会签〔日期〕〔日期〕改正签日标处改正文件签日标志处数文件字期记数号字期号;.机械加工工序卡片.机械加工工序卡片产品型号产品名称零〔零件〕图号拨叉零〔零件〕名称车间工序号机工02毛坯毛坯外形种类尺寸共拨叉2第1页页工序名资料牌号粗铣面QT200每毛坯可制每台件数件数铸件256*60*62.511设施设施型号名称卧式X62卧式铣铣床床夹具编号工位用具编号设施编号同时加工夹具名称切削液专用夹具乳化液工位用具工序工时/s单名称准终件工步号工步内容工艺设施1粗铣60端面硬质合金镶齿套式端面铣刀2粗铣φ20端面硬质合金镶齿套式端面铣刀3粗铣φ20端面硬质合金镶齿套式端面铣刀切削主轴转速速度进给量/r﹒s-1/mm﹒r-1/m﹒s-1走刀进工步工时/s给长度次灵活协助/mm数60111;..标志处数改正文件署名日期标志处数改正文件号署名日号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1 第1页页车间 工序号工序名 资料牌号机工 03精铣面 QT200毛坯 毛坯外形尺寸每毛坯可 每台件数种类 制件数铸件11设施 设施型号设施编号同时加工名称卧式 X62卧式铣床铣床夹具编号夹具名称 切削液专用夹具 乳化液工位用具编号工位用具名工序工时/s称准终单件主轴转切削走刀 进 工步工时/s速度 进给量给工步号工步内容工艺设施速/r ﹒-1长度/m ﹒/mm ﹒r 次 灵活 协助s-1/mms -1数 1精铣60端面硬质合金镶齿套式端面铣601刀2精铣φ20 端面硬质合金镶齿套式端面铣201刀3精铣φ20 端面硬质合金镶齿套式端面铣201刀标志处数改正文件日期标志处数改正文件号日署名署名号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片拨叉拨叉产品名称零〔零件〕名称车间工序号工序名机工04钻、绞孔毛坯种毛坯外形尺寸每毛坯可类制件数铸件1设施名设施型号设施编号称卧式铣Z525型立式钻床床夹具编号夹具名称专用夹具工位用具编号工位用具名称共1第1页页资料牌号QT200每台件数1同时加工切削液乳化液工序工时/s准终单件主轴转切削速进给量走刀进给工步工时/s工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r次数灵活协助s-1/m﹒s-1/mm1钻φ的孔麻花钻、内径千分尺12绞至φ20的基准孔硬质合金锥柄绞、内径千分尺201标志改正文件署名日期标志处数改正文件号日处数署名号期;.工步号123标志.机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1第1页页车间工序号工序名资料牌号机工05铣面钻QT200绞孔毛坯每毛坯毛坯外形尺寸可制件每台件数种类数铸件11设施设施型号设施编同时加工名称号卧式X52K立式铣床铣床夹具编号夹具名称切削液专用夹具乳化液工位用具编号工位用具名工序工时/s称准终单件主轴转切削走刀进工步工时/s速度进给量给工步内容工艺设施速/r﹒-1长度/m﹒/mm﹒r次灵活协助s-1/mms-1数粗铣、半精铣尺寸长度尺寸104的两头面抵达所需尺硬质合金镶齿套式端面铣2寸刀用相同的方法粗铣内侧表面抵达尺寸84硬质合金镶齿套式端面铣82刀铣U型槽硬质合金镶齿套式端面铣141刀处数改正文署名日期标志处数改正文件号署名日件号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1 第1页页车间 工序号工序名资料牌号机工 06钻孔 QT200毛坯 毛坯外形尺寸每毛坯可 每台件数种类 制件数铸件11设施 设施型号设施编号同时加工名称卧式 Z525型立式钻铣床床夹具编号夹具名称 切削液专用夹具乳化液工序工时/s工位用具编号工位用具名称准终单件127 256主轴转切削走刀工步工时/s速度 进给量 进给工步号工步内容工艺设施速/r ﹒长度辅 /m ﹒/mm ﹒r -1次数 灵活s-1/mm 助s -11钻φ 的通孔 麻花钻、内径千分尺1 122 钻φ的通孔麻花钻、内径千分尺25 1 73绞至φ10的孔硬质合金锥柄绞、内径千分尺2516标志处数 改正文件署名日期标志处数改正文件号署名日号期;.机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片拨叉拨叉产品名称零〔零件〕名称5车间工序号工序名机工07绞孔、攻螺纹毛坯种毛坯外形尺寸每毛坯可类制件数铸件1设施名设施型号设施编号称卧式铣Z525型立式钻床床夹具编号夹具名称专用夹具工位用具名工位用具编号称.共1第1页页资料牌号QT200每台件数1同时加工切削液乳化液工序工时/s准终单件7.2108.6主轴转切削速走刀进工步工时/s进给量给工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r次灵活协助s-1/m﹒s-1/mm数1绞φ的孔至尺寸要求硬质合金锥柄绞、内径千分1尺2攻M12的螺纹丝锥、内径千分尺1标志处数改正文件日期标志处数改正文件号署名日署名期号;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片共1第产品名称拨叉零〔零件〕名称拨叉1页页车间工序号工序名资料牌号机工08钻孔、攻螺纹QT200毛坯种毛坯外形尺寸每毛坯可制每台件数类件数铸件11设施名设施型号设施编号同时加工称卧式铣X62床夹具编号夹具名称切削液专用夹具乳化液工序工时工位用具编号工位用具名称/s单准终件3.56主轴转切削速走刀工步工时进给量进给次/s工步号工步内容工艺设施速/r﹒度-1长度/mm﹒r数辅s-1/m﹒s-1/mm灵活助1以φ10的孔为基准钻φ的孔麻花钻、内径千分尺412攻M6的螺纹丝锥、内径千分尺41标志改正文件署名日期标志处数改正文件号日处数署名号期;..机械加工工序卡片产品型号零〔零件〕图号机械加工工序卡片产品名称拨叉零〔零件〕名称拨叉共1第1页页车间工序号工序名资料牌号机工09钻、绞孔QT200毛坯毛坯外形尺寸每毛坯可制每台件数种类件数铸件11设施设施型号设施编号同时加工名称卧式Z525型立式钻铣床床。
机械加工工艺过程及工序卡片

22
0.15
0.45
5
铰孔车床至Φ20H7
Φ20H7铰刀,Φ20H7塞规
32
0.04
设计日期
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
零件图号
CL6140
零件图号
20029
零件名称
卧式车床
零件名称
拔叉
共14页
第6页
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第2页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
机械加工工艺过程及工序卡片
机械加工工艺过程卡片
浙江联强数控机床股份有限公司
机械加工工艺过程卡片
产品型号
CL6140
零件图号
20029
产品名称
卧式车床
零件名称
拨叉
共2页
第1页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
机械加工工艺过程卡和工序卡

机械加工工艺过程卡和工序卡一、引言机械加工工艺是制造业中的重要一环,其过程中对于工艺的控制和记录是至关重要的。
在机械加工中,通常会使用到机械加工工艺过程卡和工序卡,这两种卡片在制定工艺、监控过程和质量管理等方面都扮演着重要的角色。
本文将从这两种卡片的定义、作用、编制方式、内容要素等方面进行详细介绍。
二、机械加工工艺过程卡1. 定义机械加工工艺过程卡是在机械加工过程中用于记录和指导加工流程的一种卡片。
它包含了相关加工过程的要素信息,是实施机械加工工艺的具体指南。
2. 作用•记录历史数据:机械加工工艺过程卡可以记录每道工序的具体情况,方便回溯和查阅历史数据。
•指导操作:通过机械加工工艺过程卡,操作人员可以清晰了解每道工序的要求,从而正确操作。
•质量控制:机械加工工艺过程卡中还包含质量控制要求,可以帮助进行质量把控。
3. 编制方式机械加工工艺过程卡通常由工艺工程师根据产品的加工要求编制而成。
编制时需要考虑加工流程、设备要求、工序顺序等因素。
4. 内容要素机械加工工艺过程卡通常包含以下内容要素:- 产品信息:产品名称、图号等;- 加工工序:加工顺序、工序名称、工序要求等; - 设备要求:所需机床、刀具、夹具等; - 加工参数:切削速度、进给速度、切屑厚度等技术参数; - 质量要求:产品检测标准、检测方法等。
三、机械加工工序卡1. 定义机械加工工序卡是根据产品工艺要求,将整个加工过程拆分成各个工序,并对每个工序进行具体规定的卡片。
它是对机械加工过程的详细规划和指导。
2. 作用•详细规定工序:机械加工工序卡对每个工序的加工要求进行了详细规定,帮助操作人员准确执行。
•提升效率:通过对加工过程的细化,可以提升生产效率。
•质量保障:规定明确的工序标准有助于保障产品质量。
3. 编制方式机械加工工序卡的编制通常是由工艺工程师根据产品要求、工艺流程等因素进行详细规划而成的。
需要注意每个工序的工艺参数和质量要求。
4. 内容要素机械加工工序卡通常包含以下内容要素: - 工序信息:工序号、工序名称、工序要求等; - 工具要求:所需工具、刀具等; - 设备要求:需要的机床、夹具等设备; - 加工参数:具体的切削速度、进给速度、切削深度等参数; - 检测要求:对每个工序的质量检测要求。
(完整版)机械加工工艺过程卡与工序卡
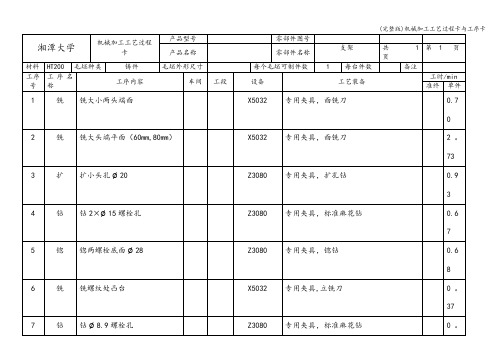
湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 1页车间工序号工序名称材料牌号1粗铣端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0。
70工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣小头端端面A1Ø50mm硬质合金面铣刀,专用夹具37558。
90。
15310.30。
382翻转夹具,粗铣小头端端面A237558。
90.15310。
30。
38(完整版)机械加工工艺过程卡与工序卡设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14页第 2页车间工序号工序名称材料牌号2铣大头端端面HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数立式铣床X50321夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件2。
73工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时/min机动辅助1粗铣大头端端面A面至6119.00 mm,BØ50mm硬质合金面铣37558。
90。
1572 2.20。
38面至8122.0mm刀,专用夹具设计(日期)审核(日期)标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期湘潭大学机械加工工序卡产品型号零部件图号产品名称零部件名称支架共 14 页第 3页车间工序号工序名称材料牌号3扩小头孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件1设备名称设备型号设备编号同时加工件数钻床Z30801夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件0.93工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时/min机动辅助1粗扩铸造毛坯孔Ø16mm 至Ø1921.00+mmØ19mm 硬质合金扩孔钻,专用夹具 20011。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工艺过程卡填写说明
(1)过程卡和工序卡的总页数;
(2)当前页页序;
(3)按零件图填写;
(4)按设计任务书填写,包括了备品率和废品率;
(5)按零件图填写;
(6)填写“铸件”、“锻件”、“圆钢”、“板钢”等;
(7)每毛坯可加工同一零件的数量;
(8)工序号,可依自然数连续或不连续编号;
(9)工序名称如“钻××孔”、“粗铣××面”、“攻××螺纹”等;(10)填写设备名称如“立钻”;
(11)填写设备型号如“Z5125A”;
(12)填写该工序所需设备数量;
(13)基本时间t m和辅助时间t a之和,也称为操作时间。
基本时间取自工序卡。
辅助时间按工序卡所表明的工序操作动作,查各动作的时间定额标准并累加得到(未见占基本时间百分比数据);(14)工时定额t t按公式t t=(t m+t a)[1+(α+β)﹪]计算。
其中布置工作地时间、休息和生理需要时间按它们占作业时间的百分比(15)设备负荷率=(13)×(4)÷(251天×8小时×60分×(12));(16)根据需要填写。
机械加工工序卡填写说明
(1)、(3)、(4)、(5)、(6)、(11)同于对工艺过程卡相应内容的说明;(2)采用的切削液名称,如“水”、“水溶液”、“乳化液”等;
(7)工序简图。
要求:①主要简图是零件在机床上装夹位置的主视图,应有零件的外形轮廓,与本工序无关的结构要素不表示。
②完整表示工序定位基准、夹压力方向和作用面、夹压方式(机械夹紧、液压夹紧、气动夹紧、电磁夹紧),也可规定夹压位置。
③用特粗线条表示出加工面,注明工序尺寸及公差、加工面的相对位置精度、表面粗糙度等。
④表示工序同时装夹零件的数目和排列方式。
⑤若绘制简图的位置不够,可另页绘制(该页上保留工序卡表头,其它位置绘简图),顺序在本工序卡片之后,有页码。
(8)若需要专用夹具,填写夹具名称,如“钻夹具”。
否则不填;
(9)本工序工序内容序号,依自然数连续编号;
(10)工序加工内容和主要技术要求。
外协序只写工序名称和主要技术要求,如热处理的硬度和变形要求、电镀的镀层厚度。
设计或工艺要求加工面配做配钻时,要在配做配钻前该面的最后工序另起一行注明,如“××孔与××件配钻”;(11)填写设备型号如“Z5125A”;
(12)专用的填写编号,由于没有编号规则,可填写刀辅具名称,并示以“专用”含义,如“成形铣刀”。
标准的填写名称、规格,如“锥柄钻头Φ14.3×200”、“45°车刀”;
(13)填写量检具名称,如“孔位检具”、“卡规”等,已有“专用”含义。
标准的填写名称、规格、精度,如“卡尺0~125,0.02”、“杠杆表0~0.8,0.01”。
(14)、(15)、(16)、(17)切削用量三要素,由分析计算或查表得到。
(18)工件切削部分的长度;
(19)直接改变加工对象几何状况或材料性质的工艺过程所消耗的时间,用相应加工方法基本时间计算公式计算。
切削加工时,不仅与切削长度、走刀次数和切削用量有关,还与切入量、切出量、刀具尺寸等有关。