引线键合技术进展
元器件的互连封装技术—引线键合技术

应用范围
低成本、高可靠、高产量等特点使得它成为芯片 互连的主要工艺方法,用于下列封装:
• 陶瓷和塑料BGA、单芯片或者多芯片 • 陶瓷和塑料 (CerQuads and PQFPs) • 芯片尺寸封装 (CSPs) • 板上芯片 (COB)
芯片互连例子
采用引线键合的芯片互连
两种键合焊盘
球形键合
铝合金线为超音波最常见的线材;金线亦可用于超音 波接合,它的应用可以在微波元件的封装中见到。
楔形键合
其穿丝是通过楔形劈刀 背面的一个小孔来实现 的,金属丝与晶片键合 区平面呈30~60°的角 度,当楔形劈刀下降到 焊盘键合区时,楔头将 金属丝按在其表面,采 用超声或者热声焊而完 成键合。
超音波接合只能产生楔形接点(Wedge Bond)。它所能 形成的形成的连线弧度(称为Profile)与接点形状均小于其 他引线键合方法所能完成者。因此适用于焊盘较小、密度 较高的IC晶片的电路连线;但超音波接合的连线必须沿著 金属迴绕的方向排列,不能以第一接点为中心改变方向, 因此在连线过程中必须不断地调整IC晶片与封装基板的位 置以配合导线的迴绕,不仅其因此限制了键合的速度,亦 较不利于大面积晶片的电路连线。
元器件的互连封装技术 —引线键合技术
Review
电子封装始于IC晶片制成之 后,包括IC晶片的粘结固定、电 路连线、密封保护、与电路板之 接合、模组组装到产品完成之间 的所有过程。
电子封装常见的连接方法有 引线键合(wire bonding,WB)、载 带自动焊(tape automated bonding, TAB)与倒装芯片(flip chip, FC)等 三种,倒装芯片也称为反转式晶 片接合或可控制塌陷晶片互连 (controlled collapse chip connection ,C4 ) 。
2024年引线键合设备市场发展现状
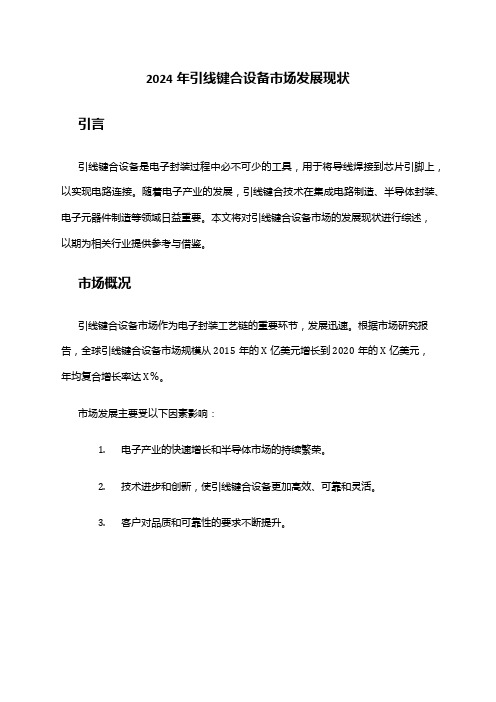
2024年引线键合设备市场发展现状引言引线键合设备是电子封装过程中必不可少的工具,用于将导线焊接到芯片引脚上,以实现电路连接。
随着电子产业的发展,引线键合技术在集成电路制造、半导体封装、电子元器件制造等领域日益重要。
本文将对引线键合设备市场的发展现状进行综述,以期为相关行业提供参考与借鉴。
市场概况引线键合设备市场作为电子封装工艺链的重要环节,发展迅速。
根据市场研究报告,全球引线键合设备市场规模从2015年的X亿美元增长到2020年的X亿美元,年均复合增长率达X%。
市场发展主要受以下因素影响:1.电子产业的快速增长和半导体市场的持续繁荣。
2.技术进步和创新,使引线键合设备更加高效、可靠和灵活。
3.客户对品质和可靠性的要求不断提升。
发展趋势1. 高速和高密度引线键合技术的需求增长随着电子设备越来越小型化,对高速和高密度引线键合技术的需求不断增加。
尤其是在5G通信、人工智能、物联网等领域,对芯片引线键合的要求更为严格。
传统的金球键合技术正渐渐不能满足市场需求,新的键合技术例如铜线键合、线性振动键合等得到广泛应用。
2. 智能化和自动化生产设备的普及随着工业4.0的推动,智能化和自动化生产设备在引线键合设备市场中得到广泛应用。
智能化设备能够实时监测和调节键合质量,提高生产效率和品质稳定性。
自动化设备可以减少人工操作,提高生产效率和稳定性,降低成本。
3. 环保与节能要求的提升环保和节能是当今社会发展的重要目标,引线键合设备制造商也在不断研发和推广符合环保要求的设备。
例如,采用低能耗和低排放的材料和工艺,减少对环境的负面影响。
同时,一些国家和地区对环保设备给予政策支持,进一步推动市场发展。
4. 行业竞争加剧随着市场的迅速扩大,引线键合设备市场的竞争也日益激烈。
在市场开拓和产品创新方面,行业内外的竞争对手都在加大投入和研发力度。
为了在市场中立于不败之地,企业需要不断提升技术水平、降低成本、加强品牌宣传。
挑战和机遇引线键合设备市场在快速发展的同时也面临一些挑战和机遇。
2023年引线键合设备行业市场分析现状

2023年引线键合设备行业市场分析现状引线键合设备是半导体封装工艺中不可或缺的一环,其市场份额和发展状况直接关系到整个半导体封装行业的发展。
本文将从市场规模、行业竞争、技术进步和市场趋势等方面对引线键合设备的市场现状进行分析。
一、市场规模随着半导体封装行业的快速发展,引线键合设备的市场规模也在不断扩大。
据市场研究机构的数据显示,2019年全球引线键合设备市场规模约为35亿美元。
而根据预测,未来几年引线键合设备市场的年均复合增长率将保持在8%以上,到2025年市场规模有望达到50亿美元以上。
这主要受益于半导体封装行业的快速发展以及电子产品的广泛应用。
二、行业竞争目前引线键合设备行业存在着较为激烈的竞争态势。
市场上主要的引线键合设备供应商包括西门子、K&S、明基科技、ASM、松下等。
这些公司不仅在引线键合设备的生产和销售上有一定的竞争力,而且在技术研发、产品创新和市场拓展方面也具备一定优势。
此外,亚太地区的引线键合设备市场发展势头较为迅猛。
中国、日本和韩国等亚洲国家是全球引线键合设备的主要生产和消费地。
随着这些国家的半导体封装工艺水平的提升和电子产品需求的增加,亚太地区引线键合设备市场将继续迎来更大的发展机遇。
三、技术进步随着半导体封装工艺的进一步发展,引线键合设备的技术也在不断升级。
目前市场上主要的引线键合技术包括金线键合、铝线键合和铜线键合等。
其中,金线键合是目前最常用的引线键合技术,其具有可靠性高、导电性好等优势。
而与此同时,铝线键合和铜线键合等新兴技术也逐渐得到应用,为引线键合设备行业带来了更多的发展机会。
四、市场趋势随着电子产品需求的不断增加,引线键合设备的市场前景十分广阔。
而且,随着5G、人工智能、物联网等新兴技术的快速发展和应用,半导体封装行业将会产生更多的市场需求,从而推动引线键合设备市场的进一步发展。
同时,环保和能源节约也成为当前引线键合设备行业的发展趋势。
随着能源价格上涨和环境保护意识的提高,引线键合设备的能源消耗和废弃物排放等问题将受到越来越多关注。
引线键合技术的现状和发展趋势
引线键合技术的现状和发展趋势
集线键合技术是一种使用过程灵活,具有重要意义的电子连接技术,用于控制和连接
各种部件和线缆。
随着电子产品的技术发展,微电子器件和组件的大小不断减少,紧凑型
设计,需要更小的连接技术。
集线器连接技术和快速插口相结合,因此,它可以满足印刷
电路板设计要求,基于节省空间,实现加工比较快,成本较低,更加便捷小型化,并且可
以把线束组织起来,使得设备体积变小,使用方便,最大程度地提高了产品的整体紧凑性。
目前,集线器有多种的连接方式,主要有插入式连接,拧牙式插入式连接,电压提升
式插入式连接和复合插入式连接等,其中插入式连接是当前应用最为广泛的。
插入式连接
由末端和主端组成,当把主端插入末端容器中时,末端的键与主端的键啮合,形成紧密的
连接,以确保连接的牢固性和稳定性。
随着电子产品的发展,电子技术不断发展,集线器技术的应用也不断拓展和推广,在PCB,车辆电子领域都得到了迅速的发展和广泛应用。
根据当前电子行业的发展情况,集
线器技术在未来将更可能用于轻质模块设计,可以有效减少设备体积,提高器件紧凑度和
抗干扰能力。
未来集线器技术将向模块化、智能化,可编程的方向发展,以满足更多的应
用需求。
此外,当前和未来的集线器技术受到电子行业的高度重视,许多企业纷纷投入了大量
的资金进行开发,推动了集线器技术的持续发展和完善,为满足电子产品的多样化特性,
实现更小、更轻、更快、更精细的应用做准备。
因此,集线器技术将会成为未来电子产品设计的重要因素,越来越多的新一代集线器
产品应运而生,将会极大地丰富我们的选择,促进电子产品的发展。
铜丝在引线键合技术的发展及其合金的应用

铜丝在引线键合技术的发展及其合金的应用一、简介目前超过90%的集成电路的封装是采用引线键合技术,引线键合,又称线焊。
即用金属细丝将裸芯片电极焊区与电子封装外壳的输入,输出引线或基板上的金属布线焊区连接起来。
连接过程一般通过加热、加压、超声等能量,借助键合工具“劈刀”实现。
按外加能量形式的不同,引线键合可分为热压键合、超声键合和热超声键合。
按劈刀的不同,可分为楔形键合和球形键合。
引线键合工艺中所用导电丝主要有金丝、铜丝和铝丝,由于金丝价格昂贵、成本高,并且Au/Al金属学系统易产生有害的金属间化合物,使键合处产生空腔,电阻急剧增大,导电性破坏甚至产生裂缝,严重影响接头性能。
因此人们一直尝试使用其它金属替代金,由于铜丝价格便宜、成本低、具有较高的导电导热性,并且Cu/Al金属间化合物生长速于Au/Al,不易形成有害的金属间化合物。
近年来,铜丝引线键合日益引起人们的兴趣。
二、铜丝键合的工艺当今,全球的IC制造商普遍采用3种金属互连工艺,即:铜丝与晶片铝金属化层的键合工艺,金丝与晶片铜金属化层的键合工艺以及铜丝与晶片铜金属化层的键合工艺。
近年来第一种工艺用得最为广泛,后两者则是今后的发展方向。
1. 铜丝与晶片铝金属化层的键合工艺近年来,人们对铜丝焊、劈刀材料及新型的合金焊丝进行了一些新的工艺研究,克服了铜易氧化及难以焊接的缺陷。
采用铜丝键合不但使封装成本下降,更主要的是作为互连材料,铜的物理特性优于金。
特别是采用以下’3种新工艺,更能确保铜丝键合的稳定性。
(1)充惰性气体的EFO工艺:常规用于金丝球焊工艺中的EFO是在形成焊球过程中的一种电火花放电。
但对于铜丝球焊来说,在成球的瞬间,放电温度极高,由于剧烈膨胀,气氛瞬时呈真空状态,但这种气氛很快和周围的大气相混合,常造成焊球变形或氧化。
氧化的焊球比那些无氧化层的焊球明显坚硬,而且不易焊接。
新型EFO工艺是在成球过程中增加惰性气体保护功能,即在一个专利悬空管内充入氮气,确保在成球的一瞬间与周围的空气完全隔离,以防止焊球氧化,焊球质量极好,焊接工艺比较完善。
引线键合技术的现状和发展趋势
引线键合技术的现状和发展趋势引线键合技术是一项重要的组装工艺,用于将手机壳、电路板、塑料件等不同材料的零部件固定在一起以构成一个整体。
它是机械加工过程中一种巧妙的设计,可以提高装配精度、提高裁剪效率,更安全的安装产品的零件。
近年来,由于其贴片加工的速度和精度的提高,以及更灵活的设计和更好的可靠性,引线键合技术正受到越来越多的欢迎。
引线键合技术的发展经历了经典的干粉键合法、贴片键合法和高温熔接等不同时期。
干粉键合法是一种依靠熔合剂的热固性聚合物来增强键合的连接强度,可以将不同的材料和结构进行有效组装。
但是,无论是由于热固性聚合物的键合厚度和键合面积有限,还是由于热固性聚合物的流动性很差,这种键合方法都存在着一些缺点,比如在极端温度下容易损坏,因此也不太适合大量生产。
在此后,贴片键合技术出现了,它利用压力将贴片系统固定于板材上,贴片系统中的双刃螺丝、挤压弹簧或滑动支架等都可以键合到板材上。
在贴片键合的技术中,无论是型材的弹性性能,还是板材的抗压强度,都要求比干粉键合更高,因此它可以更有效地处理大型组件,而且更加精确和可靠。
此外,高温熔接技术是生产过程中至关重要的一环,它可以将固定的线的两端熔接在一起,以形成一个强大的结构。
这项技术不仅可以提高装配精度,而且可以节约大量时间,可以在短时间内完成大量的组装任务。
除此之外,它还能有效地减少人工,节省生产成本,并且可以防止状态,在低温下仍可保持稳定性。
综上所述,引线键和技术已经发展了许多,从干粉键合到贴片键合,再到高温熔接,每一种技术都在各自的领域中发挥着重要的作用。
在未来,随着科技的发展,人们将进一步改进和提高引线键合技术,以满足不断发展中的新需求。
同时,在生产过程中,将继续加强整个组装工艺,进一步提高装配效率、可靠性和可重复性,以更加经济高效的方式实现精密组装。
总之,引线键合技术发展前景广阔,有望在各个领域中发挥重要作用。
希望未来的科技发展能够带来更多种类的引线键合技术,拓展现有的技术应用范围,使它成为一种更安全、可靠、经济的组装方案,为人们的日常生活和工作提供更多的便利。
电子封装超声引线键合技术及国内外研究动态、发展趋势
电子封装超声引线键合技术及国内外研究动态、发展趋势学号:080401241 班级:A08机械2班姓名:韩晶晶电子封装技术的发展阶段随着信息时代的到来,电子工业得到了迅猛发展,计算机、移动电话等产品的迅速普及,使得电子产业成为最引人注目和最具发展潜力的产业之一,电子产业的发展也带动了与之密切相关的电子封装业的发展,其重要性越来越突出。
电子封装已从早期的为芯片提供机械支撑、保护和电热连接功能,逐渐融人到芯片制造技术和系统集成技术之中。
电子工业的发展离不开电子封装的发展,20世纪最后二十年,随着微电子、光电子工业的巨变,为封装技术的发展创造了许多机遇和挑战,各种先进的封装技术不断涌现,如BGA、CSP、FCI P、WLP、MCM、SIP等,市场份额不断增加,2000年已达208亿美元,电子封装技术已经成为20世纪发展最快、应用最广的技术之一。
随着21世纪纳米电子时代的到来,电子封装技术必将面临着更加严峻的挑战,也孕育着更大的发展。
电子封装技术的发展是伴随着器件的发展而发展起来的,一代器件需要一代封装,它的发展史应当是器件性能不断提高、系统不断小型化的历史,以集成电路所需的微电子封装为例,其大致可分为以下几个发展阶段:第一个阶段:80年代之前的通孑L安装(THD)时代,通孔安装时代以TO型封装和双列直插封装为代表,IC的功能数不高,弓td却数较小(小于64),板的装配密度的增加并不重要,封装可由工人用手插入PCB板的通孔中,引线节距固定,引线数的增加将意味着封装尺寸的增大,封装的最大安装密度是10脚/cm',随着新的封装形式的不断涌现,这类封装将加速萎缩,预计其市场份额将从2000年的15%降到2005年的7%。
第二个阶段:80年代的表面安装器件时代,表面安装器件时代的代表是小外形封装(SOP)和扁平封装(QFP),他们大大提高了管脚数和组装密度,是封装技术的一次革命,正是这类封装技术支撑着日本半导体工业的繁荣,当时的封装技术也由日本主宰,因此周边引线的节距为公制(1.0、0.8、0.65、0.5、0.4mm),并且确定了80%的收缩原则,这些封装的设计概念与DIP不同,其封装体的尺寸固定而周边的引线节距根据需要而变化,这样也提高了生产率,最大引线数达到300,安装密度达到10-50脚/cm',此时也是金属引线塑料封装的黄金时代。
引线键合技术进展_晁宇晴
引线键合技术进展晁宇晴1,2,杨兆建1,乔海灵2(1.太原理工大学,山西 太原 030024;2.中国电子科技集团公司第二研究所,山西 太原 030024)摘 要:引线键合以工艺简单、成本低廉、适合多种封装形式而在连接方式中占主导地位。
对引线键合工艺、材料、设备和超声引线键合机理的研究进展进行了论述与分析,列出了主要的键合工艺参数和优化方法,球键合和楔键合是引线键合的两种基本形式,热压超声波键合工艺因其加热温度低、键合强度高、有利于器件可靠性等优势而取代热压键合和超声波键合成为键合法的主流,提出了该技术的发展趋势,劈刀设计、键合材料和键合设备的有效集成是获得引线键合完整解决方案的关键。
关键词:引线键合;球键合;楔键合;超声键合;集成电路中图分类号:T N305 文献标识码:A 文章编号:1001-3474(2007)04-0205-06P r o g r e s s o nT e c h n o l o g y o f Wi r e B o n d i n gC H A O Y u-q i n g1,2,Y A N G Z h a o-j i a n1,Q I A OH a i-l i n g2(1.T a i y u a nU n i v e r s i t y o f T e c h n o l o g y,T a i y u a n 030024,C h i n a2.C E T CN o.2R e s e a r c hI n s t i t u t e,T a i y u a n 030024,C h i n a)A b s t r a c t:W i r e b o n d i n g h o l d s t h e l e a d i n g p o s i t i o no f c o n n e c t i o n w a y s b e c a u s eo f i t s s i m p l e t e c h-n i q u e s,l o wc o s t a n d v a r i e t y f o r d i f f e r e n t p a c k a g i n g f o r m s.D i s c u s s a n d a n a l y z t h e r e s e a r c h p r o g r e s s o f w i r e b o n d i n g p r o c e s s,m a t e r i a l s,d e v i c e s a n d m e c h a n i s mo f u l t r a s o n i c w i r e b o n d i n g.T h e m a i n p r o c e s s p a r a m e-t e r s a n d o p t i m i z a t i o n m e t h o d s w e r e l i s t e d.B a l l b o n d i n g a n d W e d g e b o n d i n g a r e t h e t w o f u n d a m e n t a l f o r m s o f w i r e b o n d i n g.U l t r a s o n i c/t h e r m o s o n i c b o n d i n g b e c a m e t h e m a i n t r e n d i n s t e a d o f u l t r a s o n i c b o n d i n g a n d t h e r m o s o n i c b o n d i n g b e c a u s e o f i t s l o wh e a t i n g t e m p e r a t u r e,h i g h b o n d i n g s t r e n g t h a n dr e l i a b i l i t y.Ad e-v e l o p m e n t t e n d e n c y o f w i r e b o n d i n g w a s m e n t i o n e d.T h e i n t e g r a t i o n o f c a p i l l a r i e s d e s i g n,b o n d i n g m a t e r i-a l s a n d b o n d i n g d e v i c e s i s t h e k e y o f i n t e g r a t e d s o l u t i o n o f w i r e b o n d i n g.K e y w o r d s:W i r e b o n d i n g;B a l l b o n d i n g;W e d g e b o n d i n g;U l t r a s o n i c w i r e b o n d i n g;I CD o c u m e n t C o d e:A A r t i c l e I D:1001-3474(2007)04-0205-06 随着集成电路的发展,先进封装技术不断发展变化以适应各种半导体新工艺和新材料的要求和挑战。
铜丝引线键合技术的发展
铜丝引线键合技术的发展摘要铜丝引线键合有望取代金丝引线键合,在集成电路封装中获得大规模应用.论文从键合工艺﹑接头强度评估﹑键合机理以及最新的研究手段等方面简述了近年来铜丝引线键合技术的发展情况,讨论了现有研究的成果和不足,指出了未来铜丝引线键合技术的研究发展方向,对铜丝在集成电路封装中的大规模应用以及半导体集成电路工业在国内高水平和快速发展具有重要的意义.关键词集成电路封装铜丝引线键合工艺1.铜丝引线键合的研究意义目前超过90%的集成电路的封装是采用引线键合技术.引线键合wire bonding 又称线焊,即用金属细丝将裸芯片电极焊区与电子封装外壳的输入/输出引线或基板上的金属布线焊区连接起来.连接过程一般通过加热﹑加压﹑超声等能量借助键合工具劈刀实现.按外加能量形式的不同,引线键合可分为热压键合﹑超声键合和热超声键合.按劈刀的不同,可分为楔形键合wedge bonding和球形键合ball bonding.目前金丝球形热超声键合是最普遍采用的引线键合技术,其键合过程如图1所示.由于金丝价格昂贵﹑成本高,并且Au/Al金属学系统易产生有害的金属间化合物, 使键合处产生空腔,电阻急剧增大,导电性破坏甚至产生裂缝,严重影响接头性能.因此人们一直尝试使用其它金属替代金.由于铜丝价格便宜,成本低, 具有较高的导电导热性,并且金属间化合物生长速率低于Au/Al,不易形成有害的金属间化合物.近年来,铜丝引线键合日益引起人们的兴趣.但是,铜丝引线键合技术在近些年才开始用于集成电路的封装,与金丝近半个世纪的应用实践相比还很不成熟,缺乏基础研究﹑工艺理论和实践经验.近年来许多学者对这些问题进行了多项研究工作.论文将对铜丝引线键合的研究内容和成果作简要的介绍,并从工艺设计和接头性能评估两方面探讨铜丝引线键合的研究内容和发展方向.图1 金丝球形热超声键和过程2.铜丝引线键合的研究现状工艺研究防止铜丝氧化与金丝不同的是,铜丝在空气中极易氧化在表面形成一层氧化膜,而氧化膜对铜球的成形与质量有害,并且还有可能导致接头强度低,甚至虚焊Non-Stick,因此必须采取措施防止铜丝氧化.Kaimori等尝试通过在铜丝表面镀一层抗氧化的金属来防止铜丝氧化,他们尝试了Au﹑Ag﹑Pd﹑Ni,发现镀的铜丝能形成较好的铜球,并且形成的接头力学性能也强于单纯的铜丝.但是此方法并未见任何工业应用的报道.目前工业应用中主要是采用保护气体来防止铜丝氧化,主要有如图2所示的两种保护装置.至于保护气体,Tan等﹑Hang 等以及Singh等都发现使用95%N2和5%H2混合而成的保护气具有较好的抗氧化效果.图2 两种常见的铜丝防氧化装置示意图工艺参数由图1的球形热超声键合过程可以知道,键合质量与引线﹑劈刀﹑压力﹑能量和基板等因素有关.影响键合接头性能的主要工艺参数如图3所示.图3 影响键和性能的主要工艺参数研究各种工艺参数对引线键合强度性能的影响,有利于键合工艺的设计和工艺参数的优化.Hang等发现铜线的端部距离火花放电的电极越近,火花放电后形成的铜球成形越好.并且Tan等和Hang等均发现铜球的直径与火花放电的电流和时间之间存在如式1的关系:()()tDFABf⋅=2I1式中FABD为铜球的直径;I为火花放电电流强度;t为火花放电时间.可以通过调节I和t获得成形好﹑质量高的铜球.Hang 等通过一系列试验得到了直径为23μm的铜丝键合得到的球形焊点的抗剪强度随超声功率﹑压力﹑超声频率和温度变化的曲线图4,为工艺参数的优化提供了一定的基础.图4 抗剪强度随超声功率﹑压力和超声频率变化的曲线目前铜丝引线键合应用中,多依赖经验来确定工艺参数,尚未得到比较完善的工艺参数范围.铜丝引线键合的接头性能评估引线键合的接头性能主要表现为接头强度以及热疲劳寿命等.Toyozawa等和Khoury等的试验结果均表明,铜丝球形焊点抗拉强度与抗剪强度都强于相同直径的金丝焊点,其中抗剪强度的优势尤为明显.Cu/Al金属间化合物生长速率低于Au/Al,尤其是在高温下图5,因此在交界层不会形成柯肯德尔空洞Kirk-endall Void,使铜丝键合的接头性能优于金丝键合.Hong等研究了铜丝球形焊点退火后的力学性能,发现接头抗剪强度随着退火时间的增加而变大,认为是由于界面金属的扩散而导致.Khoury等做了一系列铜丝接头和金丝接头在相同温度下工作﹑以及经受相同温度范围的热循环等试验,认为铜丝键合的热疲劳寿命至少不低于金丝键合.图5 Cu/Al金属间化合物生长速率低于Au/Al目前,对铜丝引线键合的接头性能的研究主要集中在相同条件下铜丝与金丝键合接头性能的对比试验研究方面,缺乏详尽的显微组织分析和力学性能测试.超声波的机理研究热超声键合中,超声是主要的外加能量之一.目前人们对超声的作用机理做了一些研究,发现在超声键合中,超声至少起到两方面的作用:超声软化和摩擦.超声软化金属在超声激励下强度和硬度减小的现象称为超声软化.Langenecker把这种现象归因于超声的能力,认为位错优先吸收声能,使位错从钉扎位置开动,暂时使金属软化,增加塑性能力,允许金属在相对较低的压力下变形.目前人们对超声软化的机理尚无定论,而且热超声键合中超声波对金属力学行为影响的定量分析尚未见报道.摩擦Mayer通过显微传感器研究金丝热超声键合时发现金球与基板接触面之间的摩擦是形成键合的重要条件,并且认为没有摩擦就没有键合.Lum等在研究金丝键合在铜基板上所留下的痕迹时,发现许多痕迹呈明显的环状图6,正好可以用Mindlin的弹性接触理论来解释.在相同的压力下,随着超声功率的增大, 圆环的内径减小,直至由微摩擦microslip变为相对滑动gross sliding 图7.根据以上研究,合理的设计压力和超声波功率,能够得到良好的键合点.至于铜丝键合中超声的摩擦作用如何,是否与金丝相似,目前尚未有报道.图6 环状键和痕迹图7 超声功率增加,键合痕迹由微摩擦变为相对滑动的示意图实时监测与有限元分析实时监测实时监测键合过程中的温度﹑应力应变等参数的变化,根据监测到的数据实时调节输入参数,对引线键合过程的机理研究以及质量控制均十分有利.Schneuwly等提出一种热电偶温度测量技术,他们在键合点处通过改进的劈刀引入Ni 线和Au球形成热电偶来在线测量键合过程温度的瞬时变化,试验设置及操作过程都比较复杂,结果离散性较大.Suman等通过在基板中植入一种兼容的铝-硅热电偶传感器实现了实时监测键合过程的温度.Mayer等开发了新型的原位监测方法,通过在连接处植入集成传感器,可实现连接过程中温度和压力信号的实时监测图8.图8 集成传感器有限元分析目前,随着商业有限元软件的发展,有限元方法越来越多的应用于引线键合的质量评估与分析中.引线键合是一个热力耦合的过程,并且伴随着超声振动和内部扩散,难以模拟.为了简化,现在大多数模型都采用2维轴对称结构,并且把超声简化为热源处理.Zhang等建立了一个3维模型,并且通过改变接触面上的摩擦系数来尝试模拟超声的摩擦作用.Viswanath等也建立了一个3维模型来模拟热超声引线键合在Cu/low-k基板上的情形.到目前为止,在模型中尚未考虑超声软化效果以及内部扩散作用,模型还不够完善.3.铜丝引线键合存在的问题铜丝引线键合与金丝相比具有价格便宜﹑成本低﹑导电导热性高和接头强度高等一系列优点,然而铜丝键合也存在一些金丝键合所不易出现的缺陷,主要有基板裂纹Underpad Crack﹑硅坑Silicon Cratering,图9﹑接头强度低Weak Bond和虚焊Non-Stick等.一般认为由于铜丝硬度高于金丝,这意味着铜丝键合时需要更高的超声功率和更大的压力,这样比较容易对硅基板造成损害,从而导致基板裂纹和硅坑缺陷的产生,而如果超声功率和压力设置偏小,又会导致接头强度低甚至导致虚焊.另外,由于同种金属焊接无金相的差异, 铜丝可以直接键合在封装外壳的铜基上,因此封装外壳的铜基上不必像金丝键合那样镀银,这样导致铜基表面氧化,即使采用保护气体也不能完全防止,所以第二焊点往往强度较低,甚至虚焊.图9 硅坑缺陷为了防止缺陷的产生,人们采取了各种措施.Mori向纯的6N Cu中加入一种不影响铜丝硬度的成分,制成一种新的铜丝.试验表明这种新铜丝能够解决一些问题,如硅基板的损坏问题,但并未说明所加入是何种成分.Kaimori等在铜丝表面镀Pd来防止铜丝氧化,并且获得质量较好的第二焊点.Toyozawa等提出了一种压力两级加载技术图10,试验表明运用此技术在一定条件下能够解决基板裂纹和硅坑问题.目前工业应用中,主要运用这种加载技术.但是基板缺陷仍然存在,人们尚未能够解决,这些缺陷严重影响了铜丝键合的大规模应用.图10 压力加载结论与展望铜丝由于成本低﹑导电导热性好﹑接头强度高等优点在集成电路封装工业中得到越来越多的应用,铜丝引线键合技术的研究发展迅速.在防止铜丝氧化,工艺优化以及接头性能的评估等方面取得很多成果.但同时也暴露出键合机理不明﹑缺乏详尽的显微组织分析和力学性能测试﹑工艺参数窗口不完善等问题,尤其是基板裂纹和硅坑等重大缺陷尚未解决,严重地影响了铜丝键合的大规模应用.随着大规模集成电路的发展和对铜丝引线键合技术的不断关注和投入,影响铜丝键合的缺陷定能得到很好的解决,铜丝引线键合技术必将日臻完善,铜丝在集成电路封装中的大规模应用的时代必将来临.。
集成电路封装中的引线键合技术
集成电路封装中的引线键合技术集成电路封装中的引线键合技术2007-03-29 13:17集成电路封装中的引线键合技术黄⽟财1 程秀兰1 蔡俊荣2上海交通⼤学微电⼦学院(1. 上海交通⼤学微电⼦学院,上海200030 2. 星科⾦朋(上海)有限公司201702)摘要: 在回顾现⾏的引线键合技术之后,本⽂主要探讨了集成电路封装中引线键合技术的发展趋势。
球形焊接⼯艺⽐楔形焊接⼯艺具有更多的优势,因⽽获得了⼴泛使⽤。
传统的前向拱丝越来越难以满⾜⽬前封装的⾼密度要求,反向拱丝能满⾜⾮常低的弧⾼的要求。
前向拱丝和反向拱丝⼯艺相结合,能适应复杂的多排引线键合和多芯⽚封装结构的要求。
不断发展的引线键合技术使得引线键合⼯艺能继续满⾜封装⽇益发展的要求,为封装继续提供低成本解决⽅案。
关键词: 引线键合;球形焊接;楔形焊接;反向键合分类号:TN305 ⽂献标志码:BWire Bonding Technology in IC PackagingHuang Yucai1 Cheng Xiulan1 Cai Junrong2(1. School of Microelectronics, Shanghai Jiao Tong University, Shanghai 2000302. STATS ChipPAC Shanghai Co., Ltd, Shanghia, 201702)Abstract:After reviewing current wire bonding technology, wire bonding technology development trends are discussed. Ball bonding has more advantages than wedge bonding, so that it is widely used in IC Packaging. Traditional forward looping technology is becoming hard to meet high-density requirements of IC Packaging, and reverse looping can comparatively achieve very low loop height. Integrated forward looping and reverse looping, complex multi layer wire bonding and multi chip packaging can be achieved. Summarily, with continuously developing wire bonding technology, it can meet advanced packaging requirement and provide a low cost solution for packaging.Key words: Wire Bonding; Ball Bonding; Wedge Bonding; Reverse Bonding1. 封装技术简介IC封装就是将晶圆切割下来,再安装⾄引线框架(基板)上,并以⾦属丝或凸点连接裸芯⽚及引线框架或基板的线路,接着在晶粒外⾯包装绝缘的塑料或陶瓷外壳,就完成IC的封装,完成后再做⼀次测试,将不合格品挑出来。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
引线键合技术进展晁宇晴1,2,杨兆建1,乔海灵2(1.太原理工大学,山西 太原 030024;2.中国电子科技集团公司第二研究所,山西 太原 030024)摘 要:引线键合以工艺简单、成本低廉、适合多种封装形式而在连接方式中占主导地位。
对引线键合工艺、材料、设备和超声引线键合机理的研究进展进行了论述与分析,列出了主要的键合工艺参数和优化方法,球键合和楔键合是引线键合的两种基本形式,热压超声波键合工艺因其加热温度低、键合强度高、有利于器件可靠性等优势而取代热压键合和超声波键合成为键合法的主流,提出了该技术的发展趋势,劈刀设计、键合材料和键合设备的有效集成是获得引线键合完整解决方案的关键。
关键词:引线键合;球键合;楔键合;超声键合;集成电路中图分类号:T N305 文献标识码:A 文章编号:1001-3474(2007)04-0205-06 Progress on Technology of W i re Bondi n gCHAO Y u-q i n g1,2,YANG Zhao-ji a n1,Q I AO Ha i-li n g2(1.Ta i yuan Un i versity of Technology,Ta i yuan 030024,Ch i n a2.CETC No.2Research I n stitute,Ta i yuan 030024,Ch i n a)Abstract:W ire bonding holds the leading positi on of connecti on ways because of its si m p le tech2 niques,l ow cost and variety f or different packaging f or m s.D iscuss and analyz the research p r ogress of wire bonding p r ocess,materials,devices and mechanis m of ultras onic wire bonding.The main p r ocess para me2 ters and op ti m izati on methods were listed.Ball bonding and W edge bonding are the t w o funda mental f or m s of wire bonding.U ltras onic/ther mos onic bonding beca me the main trend instead of ultras onic bonding and ther mos onic bonding because of its l ow heating te mperature,high bonding strength and reliability.A de2 vel opment tendency of wire bonding was menti oned.The integrati on of cap illaries design,bonding materi2 als and bonding devices is the key of integrated s oluti on of wire bonding.Key words:W ire bonding;Ball bonding;W edge bonding;U ltras onic wire bonding;I CD ocu m en t Code:A Arti cle I D:1001-3474(2007)04-0205-06 随着集成电路的发展,先进封装技术不断发展变化以适应各种半导体新工艺和新材料的要求和挑战。
半导体封装内部芯片和外部管脚以及芯片之间的连接起着确立芯片和外部的电气连接、确保芯片和外界之间的输入/输出畅通的重要作用,是整个后道封装过程中的关键。
引线键合以工艺实现简单、成本低廉、适用多种封装形式而在连接方式中占主导地位,目前所有封装管脚的90%以上采用引线键合连接[1]。
引线键合是以非常细小的金属引线的两端分别与芯片和管脚键合而形成电气连接。
引线键合前,先从金属带材上截取引线框架材料(外引线),用热作者简介:晁宇晴(1975-),女,工程硕士,工程师,主要从事电子专用设备的研制与开发工作。
502第28卷第4期2007年7月 电子工艺技术Electr onics Pr ocess Technol ogy压法将高纯Si或Ge的半导体元件压在引线框架上所选好的位置,并用导电树脂如银浆料在引线框架表面涂上一层或在其局部镀上一层金;然后借助特殊的键合工具用金属丝将半导体元件(电路)与引线框架键合起来,键合后的电路进行保护性树脂封装[2]。
无论是封装行业多年的事实还是权威的预测都表明,引线键合在可预见的未来(目前到2020年)仍将是半导体封装尤其是低端封装内部连接的主流方式。
基于引线键合工艺的硅片凸点生成可以完成倒装芯片的关键步骤并且具有相对于常规工艺的诸多优势,是引线键合长久生命力和向新兴连接方式延伸的巨大潜力的有力例证。
1 引线键合工艺1.1 简介引线键合工艺可分为三种:热压键合,超声波键合与热压超声波键合[3~5]。
热压键合是引线在热压头的压力下,高温加热(>250℃)焊丝发生形变,通过对时间、温度和压力的调控进行的键合方法。
键合时,被焊接的金属无论是否加热都需施加一定的压力。
金属受压后产生一定的塑性变形,而两种金属的原始交界面处几乎接近原子力的范围,两种金属原子产生相互扩散,形成牢固的焊接。
超声波键合不加热(通常是室温),是在施加压力的同时,在被焊件之间产生超声频率的弹性振动,破坏被焊件之间界面上的氧化层,并产生热量,使两固态金属牢固键合。
这种特殊的固相焊接方法可简单地描述为:在焊接开始时,金属材料在摩擦力作用下发生强烈的塑性流动,为纯净金属表面间的接触创造了条件。
而接头区的温升以及高频振动,又进一步造成了金属晶格上原子的受激活状态[6]。
因此,当有共价键性质的金属原子互相接近到以纳米级的距离时,就有可能通过公共电子形成了原子间的电子桥,即实现了所谓金属“键合”过程。
超声波焊接时不需加电流、焊剂和焊料,对被焊件的理化性能无影响,也不会形成任何化合物而影响焊接强度,且具有焊接参数调节灵活,焊接范围较广等优点。
热压超声波键合工艺包括热压焊与超声焊两种形式的组合。
就是在超声波键合的基础上,采用对加热台和劈刀同时加热的方式,加热温度较低(低于T c温度值,大约150℃),加热增强了金属间原始交界面的原子相互扩散和分子(原子)间作用力,金属的扩散在整个界面上进行,实现金丝的高质量焊接。
热压超声波键合因其可降低加热温度、提高键合强度、有利于器件可靠性而取代热压键合和超声波键合成为键合法的主流。
1.2 基本形式引线键合有两种基本形式:球键合与楔键合[7~8]。
这两种引线键合技术的基本步骤包括:形成第一焊点(通常在芯片表面),形成线弧,最后形成第二焊点(通常在引线框架/基板上)。
两种键合的不同之处在于:球键合中在每次焊接循环的开始会形成一个焊球,然后把这个球焊接到焊盘上形成第一焊点,而楔键合则是将引线在加热加压和超声能量下直接焊接到芯片的焊盘上。
引线键合过程如图1所示。
图1 引线键合过程1.2.1 球键合球键合时将金丝穿过键合机劈刀毛细管,到达其顶部,利用氢氧焰或电气放电系统产生电火花以熔化金属丝在劈刀外的伸出部分,在表面张力作用下熔融金属凝固形成标准的球形,球直径一般是线径的2倍~3倍,紧接着降下劈刀,在适当的压力和定好的时间内将金球压在电极或芯片上。
键合过程中,通过劈刀向金属球施加压力,同时促进引线金属和下面的芯片电极金属发生塑性变形和原子间相互扩散,并完成第1次键合,然后劈刀运动到第2个键合位置,第二点焊接包括针脚式焊接和拉尾线,通过劈刀外壁对金属线施加压力以楔焊的方式完成第2次键合,焊接之后拉尾线是为下一个键合循环金属球的形成作准备。
劈刀升高到合适的高度以控制尾线长度,这时尾端断裂,然后劈刀上升到形成球的高602 电子工艺技术 第28卷第4期度。
形成球的过程是通过离子化空气间隙的“电子火焰熄灭”过程实现的,所形成的球即为自由空气球。
球焊是一种全方位的工艺(即第二次焊接可相对第一次球焊360°任意角度)。
球键合一般采用直径75μm以下的细金丝。
因为其在高温受压状态下容易变形、抗氧化性能好、成球性好。
一般用于焊盘间距大于100μm的情况下。
球键合工艺设计原则:(1)球的初始直径为金属丝直径的2倍~3倍。
应用于精细间距时为1.5倍,焊盘较大时为3倍~4倍;(2)最终成球尺寸不超过焊盘间尺寸的3/4,是金属丝直径的2.5倍~5.0倍;(3)闭环引线高度一般为150μm,取决于金属丝直径及具体应用;(4)闭环引线长度不应超过金属丝直径的100倍。
键合设备在芯片与引线框架之间牵引金属丝时不允许有垂直方向的下垂和水平方向的摇摆。
1.2.2 楔键合楔键合是用楔形劈刀将热、压力、超声传给金属丝在一定时间形成焊接,焊接过程中不出现焊球。
楔键合工艺中,金属丝穿过劈刀背面的通孔,与水平的被键合表面成30°~60°方向。
在劈刀的压力和超声波能量的作用下,金属丝和焊盘金属的纯净表面接触并最终形成连接。
超声楔焊是一种单一方向焊接工艺(即第二次焊接必须对准第一次焊接的方向)。
传统的楔键合仅仅能在线的平行方向上形成焊点。
旋转的楔形劈刀能使楔压焊线机适合不同角度的焊丝,在完成引线操作后移动到第二焊点之前劈刀旋转到程序规定的角度。
在使用金丝的情况下,稳定的楔键合能实现角度小于35°的引线焊接。
楔键合主要优点是适用于精细间距(如50μm 以下的焊盘间距)低线环形状,可控制引线长度,超声焊接工艺温度低。
常见楔键合工艺是室温下的A l丝超声波键合,其成本和键合温度较低。
而Au 丝采用150℃下的热压超声波键合,其主要优点是键合后不需要密闭封装。
由于楔键合形成的焊点小于球键合,特别适用于微波器件、尤其是大功率器件的封装。
但由于键合工具的旋转运动,其总体速度低于热压超声球键合。
楔键合工艺设计原则:(1)即使键合点只比金属丝直径大2μm~3μm也可能获得高强度连接;(2)焊盘长度要大于键合点的尾丝长度;(3)焊盘的长轴与引线键合路径一致;(4)焊盘间距的设计应保持金属丝之间距离的一致性。
1.3 工艺参数1.3.1 键合温度键合温度指的是外部提供的温度,键合工艺对温度有较高的控制要求。