压滤机控制系统毕业设计论文
带式压滤机控制系统-机械设计制造及其自动化
毕业设计(论文)题目:带式压滤机控制系统摘要本设计说明书注意并不但说明带式压滤机PLC控制系统设计方案, 而且最重要的是说明了压滤机的结构组成和工作原理、PLC的原理、PLC控制系统的设计步骤,包括PLC 的选型和控制系统的软件.硬件设计以及带式压滤机发生故障时的修理该系统采用三菱作为控制核心,整个压滤机应用了用了一台PLC控制,整个控制系统设一个控制箱。
利用PLC控制压滤机运行,实现了压滤机启停、保压、、进料的功能,并且手动控制和自动控制两种控制方式结合,从而实现了压滤机运行的自动化功能。
PLC控制的特点使原压滤机控制大大的简单化,并且修理方便,易于检查。
省去大量的继电器元件,使压滤机的工作效率更高。
关键词:可编程序控制器压滤机压滤机控制系统IABSTRACTThe design of brochures on the preparation plant filter PLC control system design, And describes the filter of the basic principles of composition and work, PLC's basic tenets, PLC control system engineering design steps,PLC including the selection, hardware design, software design and filter common fault analysis.The system uses Mitsubishi control as the core, the whole system used a PLC control, the entire control system for a control room. PLC control use of filter operation, launched to achieve a filter, packing, stop, discharging the function, Manual control and automation and control method of combining the two to achieve a filter operation automation. PLC control of the characteristics of the original filter control greatly simplified and easy maintenance, easy to check. Saving a lot of relay components, so that the work more efficient filter.Key words: PLC filter filter control systemII目录第一章绪论 (1)1.1污泥脱水现状 (1)1.2带式压滤机的发展历程 (1)1.3带式压滤机国外发展状况 (2)1.4带式压滤机国内发展状况 (3)1.5带式压滤机的发展趋向 (4)1.6带式压滤机设计内容拟完成的工作 (4)1.7选题的意义和目的 (5)第二章方案设计 (7)2.1设计方案级参数 (7)2.2设计内容 (7)2.3带式压滤机主要结构 (7)2.4驱动机构 (8)2.5张紧装置 (8)2.6纠偏装置 (8)2.7传动辊压轧辊及纠偏辊装置 (8)2.8机架 (9)2.9滤带冲洗装置 (9)第三章带式压滤机的设计要点 (11)3.1带式压滤机的设计要求 (11)3.2带式压滤机的工作系统 (11)3.3带式压滤机脱水机理阐述 (12)3.3.1污泥的预处理 (12)3.3.2机械压滤 (13)3.4带式压滤机的结构形式分析 (14)3.4.1结构形式的主要差别 (14)3.4.2典型结构型式分析 (15)3.5带式压滤机结构形式对脱水性能的影响 (16)3.5.1重力脱水区 (16)3.5.2压榨脱水区 (16)第四章压滤机制系统总体设计 (19)4.1压滤机控制系统设计流程 (19)4.2 压滤机控制系统的设计中还应考虑其它因素 (20)第五章硬件设计 (21)5.1PLC的选型 (21)5.2电动机的选型 (23)5.3变频器的选型 (24)5.4传感器选型 (24)5.5接触器选型 (26)5.6 系统供电 (27)5.7控制面板设计 (28)III第六章软件设计 (29)6.1带式压滤机控制系统工艺流程图 (29)6.2I/O地址分配表 (30)6.3梯形图 (30)第七章结语 (32)参考文献: (33)致谢 (34)IV第一章绪论1.1污泥脱水现状随着我国科技的快速的发展,人民的生活条件有了很大的提高,但一味的考虑经济的发展而忽视其对环境造成的伤害,这是非常错误的。
板框式压滤机控制系统的PLC设计【毕业作品】

B I YE SHE JI(20届)板框式压滤机控制系统的PLC设计所在学院专业班级自动化学生姓名学号指导教师职称完成日期年月I摘 要随着全球经济的迅速发展,能源行业、环保行业也在迅猛发展,在食品、煤炭、冶金、医药制造、生物生产、生活工业污水、江河治理、化工等高品位、高纯净的生产中,过滤与分离机械工业越来越受到全球的重视,分离与过滤机械进入了高速发展的轨道,而压滤机作为一种间歇性的过滤分离装置设备,主要进行固液分离操作。
同时,压滤机最大的优越性就是正压、高强压脱水,使滤饼水分低、能耗少,金属流失少,滤液更清晰透明。
固液分离装置起源甚早,历史悠久,近几十年科技进步快速,固液分离装置更新换代也相当迅速。
我国工业制造业也在快速发展,各种先进的压滤机影响了工业的一次次的创新。
本此设计主要介绍了板框式压滤机的结构和工作原理,对PLC 及其S7-200系列PLC 做了简单概述,就采用S7-200系列PLC 控制压滤机的设计方法进行了描述。
分析了系统的工作原理,详细的说明了电气控制系统的流程图、PLC 的I/O 地址分配和程序梯形图的绘制。
这种控制方法大大提高了系统的自动化程度和设备的生产效率,具有较大的推广价值。
关键词关键词::压滤机,PLC ,工作原理,控制系统AbstractWith the rapid development of the global economy, with the energy industry, the environmental protection industry also in rapid development in food, coal, metallurgy, medicine manufacture, biological production, life sewage, industrial management, chemical and other rivers high grade, high pure production, filtering and separating machinery industry has been more and more importance of the global, separation and filtration machinery into a high-speed development of the track, and filter press as a kind of intermittent filtration separation devices, the main solid-liquid separation operation. At the same time, pressure filter is the greatest advantage of the positive pressure, high crush dehydration, make water filter cake low, less energy consumption, metal loss less, filtrate more clear and transparent. Solid-liquid separation device very early origin, has a long history, science and technology progress rapidly in the past few decades, solid-liquid separation equipment renewal is also quite quickly. Our industrial manufacturing industry is rapidly developing, various kinds of advanced filter press affected industrial and innovation. Our industrial manufacturing industry is rapidly developing, various kinds of advanced filter press affected industrial and innovation.This design mainly introduced the plate and frame type filter press the structure and the working principle of PLC and its series S7-200 PLC made a brief overview, use series S7-200 PLC control pressure filter design method are described. The analysis of system working principle, the details of the electrical control system, PLC flow chart of the I/O address assignment and process ladder chart drawing. This control method has greatly improved the system automation degree and equipment production efficiency, which have great applied value.KeyWords: Filter press,PLC,Working principle,Control systemII目录摘 要 (I)ABSTRACT (II)目 录 (III)第一章 引 言 (1)1.1 设计的目的及意义 (1)1.2 压滤机的发展历程 (1)1.3 本设计的主要内容 (5)第二章 板框式压滤机的结构和工作原理 (6)2.1 板框式压滤机的结构 (6)2.2 板框式压滤机的工作原理 (8)2.3 压滤机的工作过程 (8)第三章PLC及S7-200系列PLC概述 (10)3.1 PLC概述 (11)3.1.1 PLC的产生与发展 (11)3.1.2 PLC的特点 (12)3.1.3 PLC的分类及应用 (14)3.1.4 PLC的工作过程 (15)3.1.5 PLC的组成 (15)3.1.6 PLC的编程语言 (15)3.2 S7-200系列PLC概述 (18)3.2.1 S7-200系列PLC的型号 (18)3.2.2 S7-200系列PLC系统构成 (19)3.2.3 S7-200型PLC的软件特点 (21)3.2.4 S7-200系列的PLC编程器 (22)3.2.5 S7-200系列PLC的内部继电器 (22)第四章板框式压滤机控制系统的PLC设计 (23)4.1板框式压滤机的PLC控制系统的构成与工作原理 (23)4.1.1 压滤机电气控制系统的构成 (23)4.1.2 压滤机的电气系统的工作原理 (23)4.2 压滤机PLC电气控制系统的工艺流程 (24)4.3 板框式压滤机的主电路设计 (24)4.4 板框式压滤机的PLC I/O连线图 (24)4.5 CPU224及数字量扩展模块EM223外围接线图 (28)III4.6系统程序 (30)结 论 (33)参考文献 (34)致 谢 (35)IV第一章引言1.1 设计的目的及意义随着现代科技的进一步增长,经济也迅猛发展,人们对全球选矿工业、化工、医药等部门的技术要求越来越高,广泛运用于食品、医药、冶金、煤矿的压滤机也越来越普及,在工业中发挥的作用也越来越重要。
板框式压滤机控制系统的PLC设计【毕业作品】
B I YE SHE JI(20届)板框式压滤机控制系统的PLC设计所在学院专业班级自动化学生姓名学号指导教师职称完成日期年月I摘 要随着全球经济的迅速发展,能源行业、环保行业也在迅猛发展,在食品、煤炭、冶金、医药制造、生物生产、生活工业污水、江河治理、化工等高品位、高纯净的生产中,过滤与分离机械工业越来越受到全球的重视,分离与过滤机械进入了高速发展的轨道,而压滤机作为一种间歇性的过滤分离装置设备,主要进行固液分离操作。
同时,压滤机最大的优越性就是正压、高强压脱水,使滤饼水分低、能耗少,金属流失少,滤液更清晰透明。
固液分离装置起源甚早,历史悠久,近几十年科技进步快速,固液分离装置更新换代也相当迅速。
我国工业制造业也在快速发展,各种先进的压滤机影响了工业的一次次的创新。
本此设计主要介绍了板框式压滤机的结构和工作原理,对PLC 及其S7-200系列PLC 做了简单概述,就采用S7-200系列PLC 控制压滤机的设计方法进行了描述。
分析了系统的工作原理,详细的说明了电气控制系统的流程图、PLC 的I/O 地址分配和程序梯形图的绘制。
这种控制方法大大提高了系统的自动化程度和设备的生产效率,具有较大的推广价值。
关键词关键词::压滤机,PLC ,工作原理,控制系统AbstractWith the rapid development of the global economy, with the energy industry, the environmental protection industry also in rapid development in food, coal, metallurgy, medicine manufacture, biological production, life sewage, industrial management, chemical and other rivers high grade, high pure production, filtering and separating machinery industry has been more and more importance of the global, separation and filtration machinery into a high-speed development of the track, and filter press as a kind of intermittent filtration separation devices, the main solid-liquid separation operation. At the same time, pressure filter is the greatest advantage of the positive pressure, high crush dehydration, make water filter cake low, less energy consumption, metal loss less, filtrate more clear and transparent. Solid-liquid separation device very early origin, has a long history, science and technology progress rapidly in the past few decades, solid-liquid separation equipment renewal is also quite quickly. Our industrial manufacturing industry is rapidly developing, various kinds of advanced filter press affected industrial and innovation. Our industrial manufacturing industry is rapidly developing, various kinds of advanced filter press affected industrial and innovation.This design mainly introduced the plate and frame type filter press the structure and the working principle of PLC and its series S7-200 PLC made a brief overview, use series S7-200 PLC control pressure filter design method are described. The analysis of system working principle, the details of the electrical control system, PLC flow chart of the I/O address assignment and process ladder chart drawing. This control method has greatly improved the system automation degree and equipment production efficiency, which have great applied value.KeyWords: Filter press,PLC,Working principle,Control systemII目录摘 要 (I)ABSTRACT (II)目 录 (III)第一章 引 言 (1)1.1 设计的目的及意义 (1)1.2 压滤机的发展历程 (1)1.3 本设计的主要内容 (5)第二章 板框式压滤机的结构和工作原理 (6)2.1 板框式压滤机的结构 (6)2.2 板框式压滤机的工作原理 (8)2.3 压滤机的工作过程 (8)第三章PLC及S7-200系列PLC概述 (10)3.1 PLC概述 (11)3.1.1 PLC的产生与发展 (11)3.1.2 PLC的特点 (12)3.1.3 PLC的分类及应用 (14)3.1.4 PLC的工作过程 (15)3.1.5 PLC的组成 (15)3.1.6 PLC的编程语言 (15)3.2 S7-200系列PLC概述 (18)3.2.1 S7-200系列PLC的型号 (18)3.2.2 S7-200系列PLC系统构成 (19)3.2.3 S7-200型PLC的软件特点 (21)3.2.4 S7-200系列的PLC编程器 (22)3.2.5 S7-200系列PLC的内部继电器 (22)第四章板框式压滤机控制系统的PLC设计 (23)4.1板框式压滤机的PLC控制系统的构成与工作原理 (23)4.1.1 压滤机电气控制系统的构成 (23)4.1.2 压滤机的电气系统的工作原理 (23)4.2 压滤机PLC电气控制系统的工艺流程 (24)4.3 板框式压滤机的主电路设计 (24)4.4 板框式压滤机的PLC I/O连线图 (24)4.5 CPU224及数字量扩展模块EM223外围接线图 (28)III4.6系统程序 (30)结 论 (33)参考文献 (34)致 谢 (35)IV第一章引言1.1 设计的目的及意义随着现代科技的进一步增长,经济也迅猛发展,人们对全球选矿工业、化工、医药等部门的技术要求越来越高,广泛运用于食品、医药、冶金、煤矿的压滤机也越来越普及,在工业中发挥的作用也越来越重要。
压滤自动控制系统的设计与应用

压滤车间生产线自动控制系统的设计与应用项目简介:软件设计是整个压滤车间生产线自动控制系统的一个重要的环节。
软件设计的好坏直接影响整个自动控制系统的功能和可靠性。
根据软件的工作原理,选择好的设计步骤,能够大大的降低设计成本,加快开发的进度,增强的程序的可读性和可维护性,最终有助于整个系统的开发流程的顺利完成。
压滤车间的生产线自动控制系统的软件开发涉及到编程和触摸屏组态编程等多个方面,工作量比较大。
所以,软件部分在该控制系统的重要性非常大,对软件的编制要求也比较高。
本系统采用三菱FX2N型号,因此,PLC的程序使用GX DEVELOP8专业软件进行编程。
触摸屏是三菱GOT系列,其编程软件为GT DESGIN V2.一,生产控制系统的程序的设计(1)卸料自动控制系统流程编程根据控制要求压滤机开始卸料,以压滤机松开完毕为基准,首先必须在设备启动之前20秒钟的预警时间,提示马上启动设备开始处理物料。
然后816,815,{811,812,813,814}依次启动开始处理物料,物料处理完毕后,以压滤机压紧信号为基准,{811,812,813,814}立即停车,但是815,816仍在继续运行,等待下车物料的开始.以避免压滤机之间的卸料时间间隔太短,设备的频繁启动。
等待时间过后,确定没有下台压滤机开始卸料,815,816才准时进行间隔停止。
然后一个过程结束准备下一次的卸料程序开始。
这种固定的流程是按照程序员所指定的路径完成。
流程图见下图1-1。
本卸料控制中,编程首先要定义程序执行的条件,先设置PLC内部的中间继电器M0-M3分别作为807,808,809,810的执行卸料的条件,以压滤机的松开完毕为基准反馈型号,对应plc内部的软触点x0,x1,x2,x3置ON.,再对应M0-M3置1,即PLC接收到了压滤机的卸料的指示命令,开始自动检测其他压滤机的状态,如果其他的压滤机已经开始卸料,暂时等待。
等其他完毕后,开始进行卸料处理。
《2024年基于STM32的压滤机控制器的研究与开发》范文

《基于STM32的压滤机控制器的研究与开发》篇一一、引言随着工业自动化技术的不断进步,压滤机作为固液分离设备在各个工业领域中的应用越来越广泛。
为了提高压滤机的运行效率和稳定性,以及满足现代工业对设备控制的高要求,本文将研究并开发一款基于STM32的压滤机控制器。
该控制器旨在实现高效、精确的压滤过程控制,为压滤机的智能化升级提供支持。
二、STM32控制器概述STM32是一款基于ARM Cortex-M系列的32位微控制器,具有高性能、低功耗、高集成度等特点。
本文选用的STM32控制器具备丰富的外设接口和强大的运算能力,能够满足压滤机控制系统的需求。
通过STM32控制器,可以实现压滤机的实时监控、数据采集、控制算法执行等功能。
三、系统设计与开发1. 硬件设计硬件设计是压滤机控制器的基础,主要包括STM32主控制器、电源模块、传感器模块、执行器模块等。
其中,STM32主控制器负责数据处理和运算,电源模块为系统提供稳定的电源,传感器模块负责采集压滤过程中的各种参数,执行器模块则根据控制器的指令进行相应的动作。
2. 软件设计软件设计是压滤机控制器的核心,主要包括操作系统、控制算法、人机交互界面等。
操作系统负责管理硬件资源,控制算法实现压滤过程的精确控制,人机交互界面则方便用户进行操作和查看相关信息。
在软件开发过程中,需要充分考虑系统的实时性、稳定性和可扩展性。
四、控制算法研究控制算法是压滤机控制器的关键技术之一,直接影响着压滤过程的效率和稳定性。
本文将研究并优化压滤机的控制算法,包括压力控制、流量控制、时间控制等。
通过实时采集压滤过程中的各种参数,结合控制算法进行精确控制,实现压滤过程的自动化和智能化。
五、实验与测试实验与测试是验证压滤机控制器性能的重要环节。
在实验室环境下,对控制器进行严格的测试,包括功能测试、性能测试、稳定性测试等。
通过实验与测试,验证控制器的可靠性和准确性,为实际应用提供保障。
六、实际应用与效果经过研究与开发,基于STM32的压滤机控制器在实际应用中取得了显著的效果。
板式压滤机控制系统设计
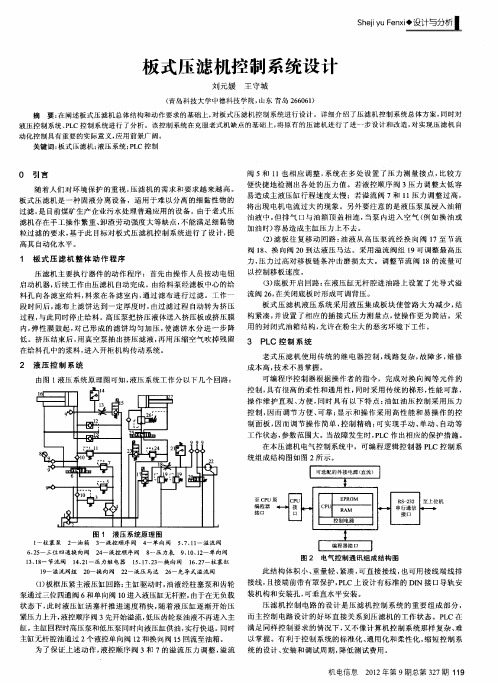
1 一柱塞 泵 2 一油箱 3 一液控顺序 阀 4 一单向阀 5 7 l 一溢流阀 、、 1
6 2 一三位四通换向 阀 、5
1一 溢 流 阀组 9
2 一液控 顺序 阀 4
8 一压 力表
9 1 、2 、0 l 一单向阀
1、 8 3 l 一节流阀 l 、1 4 2 一压 力继电器
1、 7 2 一换 向阀 1 、 7 5 1、3 6 2 一柱 塞缸
() 板 往 复 移 动 回路 : 液 从 高压 泵 流 经 换 向 阀 1 至 节 流 2滤 油 7 阀 1 、换 向阀 2 8 O到 达液 压 马达 。采 用 溢 流 阀组 l 调整 最 高压 9可
力 , 力 过 高对 移板 链 条冲 击 磨 损太 大 。调 整节 流 阀 1 的 流 量可 压 8
由图 1液压 系统 原 理 图可知 , 压系 统工 作 分 以下几 个 回路 : 液
可编 程序 控 制 器根 据操 作 者 的指 令 ,完成 对 换 向 阀等 元 件 的
《2024年基于STM32的压滤机控制器的研究与开发》范文

《基于STM32的压滤机控制器的研究与开发》篇一一、引言随着工业自动化技术的不断进步,压滤机作为固液分离领域的重要设备,其控制系统的研究与开发已成为工业技术发展的关键环节。
STM32系列微控制器以其卓越的性能和可靠性,广泛应用于各种自动化设备中。
本文将介绍基于STM32的压滤机控制器的设计与开发过程,探讨其在实际应用中的优势与挑战。
二、压滤机概述压滤机是一种利用多孔性滤材对悬浮液进行过滤的设备,广泛应用于化工、制药、食品、环保等领域。
其工作原理是通过压力将悬浮液中的固体颗粒与液体分离。
压滤机的性能直接影响着生产效率和产品质量,因此,一个高效、稳定的控制系统对于压滤机来说至关重要。
三、STM32控制器介绍STM32系列微控制器是意法半导体公司推出的一款高性能、低功耗的微控制器。
其具有强大的计算能力、丰富的外设接口和优秀的可靠性,在工业控制领域得到广泛应用。
采用STM32作为压滤机控制器的核心,可以有效提高系统的性能和稳定性。
四、系统设计1. 硬件设计:压滤机控制器硬件设计主要包括STM32微控制器、传感器模块、执行器模块、通信模块等。
传感器模块用于采集压滤机的各种工作参数,如压力、液位等;执行器模块用于控制压滤机的各种动作,如进料、排液等;通信模块用于实现控制器与上位机的数据传输。
2. 软件设计:软件设计包括操作系统设计、控制算法设计等。
操作系统设计采用实时操作系统,以保证系统的实时性和稳定性;控制算法设计包括PID控制、模糊控制等,用于实现压滤机的精确控制。
五、系统功能与特点1. 高精度控制:基于STM32的压滤机控制器具有高精度的控制能力,能够实现精确的进料、排液等动作。
2. 实时监测:通过传感器模块实时监测压滤机的工作状态,如压力、液位等,为操作人员提供实时数据。
3. 故障诊断与保护:系统具有故障诊断与保护功能,当设备出现故障时,能够及时报警并采取相应措施,保证设备的安全运行。
4. 通信功能:通过通信模块实现控制器与上位机的数据传输,方便操作人员进行远程监控和操作。
《基于STM32的压滤机控制器的研究与开发》范文

《基于STM32的压滤机控制器的研究与开发》篇一一、引言随着工业自动化和智能化的发展,压滤机作为工业领域中常见的固液分离设备,其控制系统的研发显得尤为重要。
STM32系列微控制器以其高性能、低功耗的特点,在工业控制领域得到了广泛应用。
本文旨在研究并开发一款基于STM32的压滤机控制器,以提高压滤机的运行效率和稳定性。
二、系统概述基于STM32的压滤机控制器系统主要由STM32微控制器、传感器、执行器、通信模块等组成。
STM32微控制器作为核心部件,负责接收传感器信号、控制执行器动作、与上位机进行通信等任务。
传感器用于检测压滤机的运行状态和参数,执行器则根据控制器的指令进行相应的动作,通信模块则实现与上位机的数据传输和指令交互。
三、硬件设计1. 微控制器选型:选用STM32系列微控制器,具有高性能、低功耗、丰富的外设接口等特点,满足压滤机控制的需求。
2. 传感器选择:根据压滤机的运行参数和状态,选择合适的传感器,如压力传感器、液位传感器、温度传感器等。
3. 执行器选择:根据控制需求,选择合适的执行器,如电机驱动器、阀门控制器等。
4. 通信模块设计:采用RS485或CAN等通信协议,实现与上位机的数据传输和指令交互。
四、软件设计1. 操作系统选择:采用实时操作系统(RTOS),保证系统的稳定性和响应速度。
2. 程序设计:编写压滤机控制程序,实现压滤机的自动控制和手动控制功能。
自动控制包括压力控制、液位控制、温度控制等,手动控制则提供给操作人员直接干预压滤机运行的能力。
3. 通信协议设计:设计符合通信标准的通信协议,实现与上位机的数据传输和指令交互。
4. 故障诊断与保护:通过监测传感器数据,实现故障诊断和保护功能,当出现异常情况时,系统能够自动报警并采取相应的保护措施。
五、系统实现1. 硬件电路设计:根据硬件设计要求,完成电路原理图和PCB设计,并制作出实物电路板。
2. 软件编程与调试:在STM32微控制器上编写控制程序,并进行调试和优化,确保系统稳定可靠地运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计 [论文]毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
3.附件包括:任务书、开题报告、外文译文、译文原文(复印件)。
4.文字、图表要求:1)文字通顺,语言流畅,书写字迹工整,打印字体及大小符合要求,无错别字,不准请他人代写2)工程设计类题目的图纸,要求部分用尺规绘制,部分用计算机绘制,所有图纸应符合国家技术标准规范。
图表整洁,布局合理,文字注释必须使用工程字书写,不准用徒手画3)毕业论文须用A4单面打印,论文50页以上的双面打印4)图表应绘制于无格子的页面上5)软件工程类课题应有程序清单,并提供电子文档5.装订顺序1)设计(论文)2)附件:按照任务书、开题报告、外文译文、译文原文(复印件)次序装订指导教师评阅书评阅教师评阅书教研室(或答辩小组)及教学系意见摘要 (3)ABSTRACT (4)第一章压滤机概述 (5)第一节压滤机的发展及现状 (5)第二节压滤机的主要结构 (6)第二章可编程序控制器(PLC)的概况 (7)第一节PLC的概念及发展 (7)一、 PLC发展回顾 (7)二、 PLC发展过程 (8)三、PLC在中国的发展 (9)四、PLC的现状 (9)五、 PLC的发展趋势 (11)六、软PLC技术 (12)第二节可编程序控制器的结构及工作原理 (12)一、可编程序控制器的基本结构 (13)二、可编程序控制器的工作原理 (14)三、PLC的应用领域 (16)四、可编程序控制器与计算机之间的通信 (17)第三章压滤机控制系统总体设计 (17)第一节压滤机控制系统流程图 (17)第二节压滤机控制系统的设计中还应考虑其它因素: (19)第四章 PLC的选型 (19)第一节压滤机控制系统的工作过程分析 (19)第二节可编程序控制器PLC的选型 (20)一、可编程序控制器物理结构及控制方式的选择 (21)二、 CPU的能力 (22)三、 I/O点数的确定 (22)四、响应速度 (23)五、存储容量的选择 (24)六、可编程序控制器的指令系统 (25)七、机型选择的其他考虑 (25)八、 FX2n-48MR-001型PLC (26)第五章硬件设计 (28)第一节 PLC的使用环境 (28)一、物理环境 (29)二、电气环境 (29)第二节电动机的选型 (29)第三节压滤机控制系统所用电器的选型 (30)一、按钮 (30)二、接近开关 (32)三、拉线开关 (34)四、接触器 (35)五、热继电器 (37)六、中间继电器 (39)七、熔断器 (40)八、报警器 (42)九、保压指示灯 (42)十、系统供电 (43)十一、输入/输出接口电路模块 (43)十二、PLC外围接线图 (44)十三、控制面板的设计 (45)第六章软件设计 (46)第一节压滤机控制系统工艺流程图 (46)第二节、I/O地址分配表 (47)第三节、压滤机控制系统功能图和梯形图的设计 (49)第四节程序指令表 (50)第七章 PLC控制系统抗干扰措施 (53)第一节硬件抗干扰措施 (53)一、抑制电源系统引入的干扰 (53)二、抑制接地系统引入的干扰 (53)三、抑制输入输出电路引入的干扰 (54)四、抑制外部配线干扰的措施 (54)第二节软件抗干扰措施 (54)第八章 PLC系统的程序调试 (55)第一节实验室调试 (56)第二节制造厂调试 (56)第三节现场调试 (56)第九章压滤机常见故障及分析 (57)第一节压滤机电机、电器故障分析 (57)一、电动机故障 (58)二、电器故障 (58)第二节压滤机电气线路的故障 (59)第三节人为故障 (59)参考文献 (61)致谢 (62)摘要本设计说明书介绍了选煤厂压滤机PLC控制系统设计方案,并且叙述了压滤机的组成及工作基本原理、PLC的基本原理、PLC控制系统的工程设计步骤,包括PLC的选型、硬件设计、软件设计和压滤机常见故障分析。
该系统采用三菱公司FX2N系列中的FX2N-48MR-001型PLC作为控制核心,整个系统采用了一台PLC控制,整个控制系统设一个控制室。
利用PLC控制压滤机运行,实现了压滤机启动、保压、停止、卸料的功能,并且手动控制和自动控制两种控制方式相结合,从而实现了压滤机运行的自动化功能。
PLC控制的特点使原压滤机控制大大的简单化,并且维修方便,易于检查。
节省大量的继电器元件,使压滤机的工作效率更高。
关键词:可编程序控制器;压滤机;压滤机控制系统;ABSTRACTThe design of brochures on the preparation plant filter PLC control system design, And describes the filter of the basic principles of composition and work, PLC's basic tenets, PLC control system engineering design steps,PLC including the selection, hardware design, software design and filter common fault analysis.The system uses Mitsubishi FX2N series of FX2N-48MR-001-PLC control as the core, the whole system used a PLC control, the entire control system for a control room. PLC control use of filter operation, launched to achieve a filter, packing, stop, discharging the function, Manual control and automation and control method of combining the two to achieve a filter operation automation. PLC control of the characteristics of the original filter control greatly simplified and easy maintenance, easy to check. Saving a lot of relay components, so that the work more efficient filter.Key words: PLC; filter; filter control system第一章压滤机概述第一节选煤厂的概况选煤厂是煤炭生产中的一个重要部门,它的主要任务就是对原煤进行分选,分选出的主产品焦精煤用于钢铁厂,副产品有中煤、煤泥、煤矸石等。
中煤和煤泥的燃烧值较低,用于对燃烧值要求较低的地方;煤矸石也就是原煤中的石头,在资源紧张的今天,煤矸石也派上用场,可用于铺路、烧砖瓦、发电等等。
选煤厂中有许多车间相互配合,最终把所需的产品生产出来。
压滤车间就是选煤厂中的车间之一,它主要负责尾煤(煤泥)的回收。
压滤车间的主要生产设备是压滤机,是回收煤泥的重要设备。
压滤机性能的好坏和效率高低直接关系到煤泥质量的好坏和煤泥产量的高低。
能源紧张的今天,选用高性能的压滤机和提高压滤机的生产效率具有非常现实的意义。
本设计就是要用先进的PLC控制系统来代替落后的继电器-接触器控制系统,进而实现压滤机生产效率的提高。
压滤机是将固、液两相构成的料浆,通过过滤介质而实现固、液分离的机械设备。
由于它密闭性好、过滤压力高、便于洗涤,对料浆适应性强等优点,因而它能在水处理、冶金、洗煤、食品、医药、化工、等行业得到广泛的应用。
选煤厂压滤机是对煤泥水进行加压过滤,回收煤泥的重要设备,它是一种间歇性的过滤装置。
传统压滤机通常采用继电器—接触器的控制系统。
这种系统存在结构复杂,触点数量多,故障率高等特点。
可编程控制器PLC作为新一代的工业控制装置,具有丰富的功能指令,完善的抗干扰措施和高可靠等优点,用它来控制压滤机,不仅可提高系统的自动化程度,同时也减轻了工人的劳动强度,提高了生产效率。
因此,继电器本身固有的缺陷,给压滤机的安全和经济运行带来了不利影响,用PLC对压滤机的继电器式控制系统进行改造已是大势所趋。
第二节压滤机的发展及现状20世纪 90年代我国在选煤厂处理煤泥时基本采用传统模式 ,即压滤机、圆盘真空过滤机、转载皮带、煤泥沉淀池、晾干场地等设备和装置。