dynaform冲压件分析
基于Dynaform的高强钢板冲压回弹补偿分析

基于Dynaform的高强钢板冲压回弹补偿分析1. 引言- Dynaform的介绍和背景- 研究现状和研究目的- 研究内容和方法2. 高强钢板的冲压及回弹特性分析- 高强钢板的特点和应用- 冲压过程中的应力、应变和变形特性- 回弹的成因和特征- 高强钢板回弹率的实验测量和分析3. 基于Dynaform的模拟分析- Dynaform的原理和模拟方法- 模拟时的材料参数和边界条件的设定- 模拟结果的分析和比较,包括不同参数对回弹率的影响4. 回弹补偿技术的研究和应用- 回弹补偿技术的发展历程和现状- 常用的回弹补偿方法及其优缺点分析- 基于Dynaform的回弹补偿技术及其应用研究5. 结论与展望- 对研究结果的总结和评价- 对未来高强钢板冲压回弹补偿研究的展望和建议- 研究的局限性和不足之处的反思和改进建议第一章:引言1.1 Dynaform的介绍和背景Dynaform是一种用于模拟金属成型过程的软件,广泛应用于冲压、锻造、粉末冶金等领域。
Dynaform可以帮助制造业企业加快产品研发和生产效率,提高产品质量和成型精度。
1.2 研究现状和研究目的随着现代制造业对产品质量和成型精度的要求越来越高,回弹问题成为了成型过程中不可避免的问题。
传统的回弹补偿方法依赖于经验和试错,效率低、成本高,并且无法保证补偿效果。
近年来,随着计算机仿真技术的不断发展,基于Dynaform的回弹补偿技术得到了广泛的研究和应用。
本研究旨在利用Dynaform模拟高强钢板的冲压过程并分析其回弹特性,研究基于Dynaform的回弹补偿技术的可行性和有效性。
1.3 研究内容和方法本研究主要分为对高强钢板的冲压及回弹特性进行分析、基于Dynaform的模拟分析以及回弹补偿技术的研究和应用三个部分。
通过实验和模拟分析,探究高强钢板的回弹率与冲压参数的关系以及回弹的成因。
并以Dynaform软件为工具,建立高强钢板的成型模型并进行模拟分析,分析不同冲压参数对回弹率的影响。
Dynaform在冲压工艺中的应用

Dynaform在冲压工艺中的应用1. 简介- 研究Dynaform在冲压工艺中的应用的背景和目的。
2. Dynaform的基本原理和特点- Dynaform的模拟过程和模拟结果的可靠性;- Dynaform的使用范围和适用性;- Dynaform的优点和不足。
3. Dynaform在冲压工艺优化中的应用- 冲压过程中的问题和需要解决的目标;- Dynaform在冲压工艺优化中的作用和应用方法;- 将Dynaform与其他冲压工艺优化方法对比。
4. 实例分析:Dynaform在冲压工艺中的应用- 对某一工件进行冲压工艺优化的案例分析;- 介绍具体的优化方法和Dynaform模拟结果;- 分析模拟结果并给出优化方案。
5. 结论- 总结Dynaform在冲压工艺中的应用优缺点;- 分析Dynaform在冲压工艺研究中的发展潜力;- 提出未来Dynaform在冲压工艺研究中的发展方向和应用前景。
第一章:简介随着工业生产的不断发展和科技水平的提高,冲压工艺作为重要的加工方法得到了广泛的应用。
而针对不同类型、大小、材料的零件,冲压工艺的优化则成为了提高生产效率和产品质量的重要方式之一。
此时,Dynaform这个虚拟成型仿真软件的出现,为冲压工艺的优化提供了一种全新的方法。
本文将深入探讨Dynaform在冲压工艺中的应用,为冲压工艺的研究提供了新的视角和方法。
第二章:Dynaform的基本原理和特点Dynaform是一个射出成型和锻造仿真软件。
除了冲压工艺外,它还可以模拟射出成型、锻造等各类成形工艺。
在冲压工艺方面,Dynaform能够进行虚拟成型仿真和工艺分析。
在进行虚拟成型仿真时,用户先选择需要仿真的工件,并输入其材料和几何参数。
然后,Dynaform会进行相关计算和模拟,并给出仿真结果,以供用户进行分析和优化。
Dynaform的特点在于其模拟过程和模拟结果的可靠性。
Dynaform采用了有限元法进行仿真计算,具有不可压缩精度,能够模拟材料的非线性变形和破裂过程。
基于DYNAFORM的冲压件坯料尺寸精确计算
Internal Combustion Engine & Parts基于DYNAFORM的冲压件坯料尺寸精确计算Accurate Calculation of Stamping Part Expanded Dimension Based on DYNAFORM Software许庭瑞 X U T ing-ru i;史成毅 SH ICheng-y i;王杰 W A N G Jie(常州机电职业技术学院,常州213164 )(Changzhou Institute of Mechatronic Technology,Changzhou 213164, China)摘要:以一冲压件(测试件)为例,进行冲压工艺分析后,对冲压件建立三维曲面模型,然后导入DYNAFORM软件进行坯料尺寸 计算,得到坯料外形图,将坯料有限元网格化后,再利用DYNAFORM软件的测量功能得到具体尺寸,经实践验证这种方法得到的尺寸十分精确,给模具的设计与制造带来极大方便。
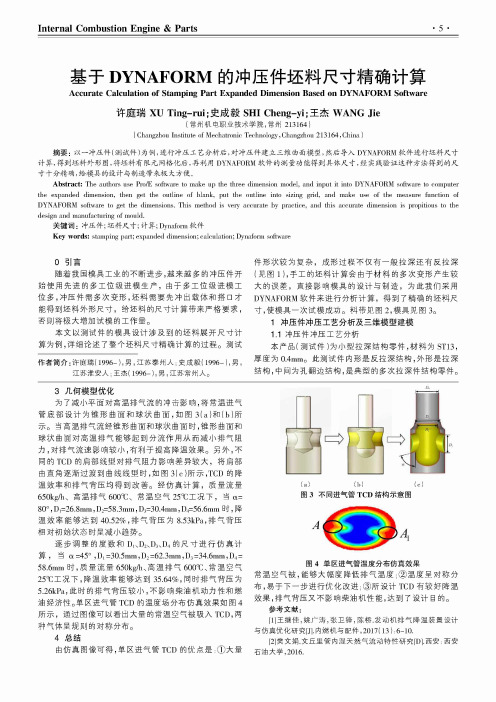
Abstract:The authors use Pro/E software to make up the three dimension model,and input it into DYNAFORM softw-are to computer the expanded dimension,then get the outline of blank,put the outline into sizing grid,and make use of the measure function of DYNAFORM software to get the dimensions.This method is very accurate by practice,and this accurate dimension is propitious to the design and manufacturing of mould.关键词:冲压件;坯料尺寸;计算;Dynafonn软件Key words:stamping part;expanded dimension;calculation;Dynafor^n software〇引言随着我国模具工业的不断进步,越来越多的冲压件开 始使用先进的多工位级进模生产,由于多工位级进模工 位多,冲压件需多次变形,坯料需要先冲出载体和搭□才 能得到坯料外形尺寸,给坯料的尺寸计算带来严格要求,否则将极大增加试模的工作量。
dynaform实验报告

机电与能源实验中心实 验 报 告实验名称冲压工艺及模具设计实验 专业班级 机制091 姓 名 学 号 30906010宁波理工实验项目名称:基于Dynaform的圆筒形零件拉深成形模拟报告人:学号:3090601专业/班级:机制091实验时间:2012.10.17 指导教师:一、实验目的与要求【实验目的】1.掌握Dynaform板材成形CAE分析的基本方法。
2.掌握基于Dynaform的拉深成形方法,能进行后处理分析。
【实验题目与要求】筒形件拉深,直径为学号后三位加100,深度为直径的2.5倍,凸缘宽度为半径的35%。
前处理文件名为,学号_姓名拼音首字母,其它自定。
如学号为3090611138的张三同学,筒形件直径为238mm,前处理文件名为:3090611138_zs.df 。
模拟完成后,写模拟分析报告,两周内交班长。
请班长按学号先后清理整齐,上交。
要求必须写清楚下面内容:1. 模拟条件:零件名称、厚度t=2、材料DQSK36、成形条件自行优化(成形方式,速度等)。
标出零件尺寸。
2.修改成形参数,优化结果。
研究有无压边力的影响,压边力大小的影响;3. 结果:●给出dynaform变形网格图。
●给出变形完成(最后一帧)的成形极限图(Forming Limit Diagram);●给出变成完成(最后一帧)的厚度变化图(Thickness);●给出压边力曲线;二、实验方法、步骤、内容(样例)1.利用三维造型软件对待分析的产品进行三维建模,如图1所示。
图1三维建模2.将模型保存为*.igs格式,导入Dyanform,并进行网格划分,如图2所示。
图2划分网格模型3.设置Dynaform的前处理模拟类型_Double action______,板材厚度__2____,工序类型__拉伸_____;零件材料_DQSK___36_____;工具运动速度_____5000_____;压边圈闭合速度____2000______;压边力___200000________;4.启动后处理,并查看结果;a)最后一帧的成形极限图,如图3所示。
冲压综合实验报告1 - Dynaform
冲压综合实验报告圆筒形件最小拉深系数测定及拉深过程模拟分析一,实验过程报告(一)实验目的1,掌握最小拉深系数的测定方法。
2,认识起皱、拉裂现象及其影响因素。
3,随着非线形理论、有限元方法和计算机软硬件的迅速发展,薄板冲压成型过程的CAE 分析技术日渐成熟,并在冲压模具与工艺设计中发挥了重要的作用。
目前的金属板料成形CAE系统已能提供以下分析和模拟结果:材料的流动、厚度的变化、破坏、起皱、回弹,以及残余应力和应变,用以预测产品设计和加工工艺的合理性。
其应用可以贯穿产品和模具开发的全过程,比如:可以在产品设计阶段对设计师提出产品冲压可行性分析;可以在模具设计阶段对设计师的设计方案进行模拟和验证;还可以在修模过程中提供直观形象的指导。
熟悉掌握dynaform软件操作方法,熟悉板料成形模拟原理。
(二)实验内容拉深系数m是每次拉深后圆筒形件的直径与拉深前坯料(或工序件)直径的比值。
由公式m=d/D计算。
由上式可以看出,m值越小,表明拉深前后的直径差越大,也就是该次工序的变形度越大。
如果拉深系数m值取得过小,就会使拉深件起皱、拉裂或严重变薄超差。
因此拉深系数有一个客观的界限,这个界限就叫极限拉深系数。
本次实验是测定材料的最小拉深系数。
拉深件的质量问题主要是起皱和拉裂。
板料在拉深时,变形区的失稳会导致起皱。
材料起皱时会增大拉深力、降低拉深件质量,有时会损坏模具和设备。
影响起皱的主要因素有:坯料的相对高度t/D,拉深系数。
圆筒件在拉深时还有可能因径向力而拉裂。
产生拉裂的原因可能是由于凸圆起皱时使径向拉应力σρ增大;或者是压边力过大,使σρ增大,或者是变形程度增大。
(三)实验用具1,材料试验机2,实验模具:凸模直径dp=34.76mm 凸模圆角半径r=2mm 凹模直径Dd=36.92mm3,试样:to=0.8~1.2mm的钢板、铝板等。
4,工具:卡尺、圆规和铁剪等。
5,实验地点:材料馆243教室(四)实验步骤1,将剪下的圆形试片夹紧在凹模和压边圈之间,并保证试片与凹模中心重合。
有限元分析软件Dynaform_PC在冲压技术中的应用(1)

可以用来输入板料及模具的数值模型, 并设定模拟条件。 求解器是 A,</ 公司的 A,&2-+* 软件, 用来对前处理器 所生成的模拟数据进行计算求解, 输出各种分析结果。 后 处理器是 @<* 公司的 18FJLA 和 L96DM 软件,它可以将 求解器输出的分析结果以直观的图形显示给使用者, 方 便其得出结论, 从而确定成形工艺。
拟软件中独树一帜, 具有明显的专业优势。
’ 2356789:&1/ 软件的组成及功能 2356789:&1/ 软件是美国 @<* 公司与 A,</ 公司共
同推出的针对板料成形数值模拟的专业软件,该软件能 为成形模拟提供多种单元类型, 模仿各种接触条件, 提供 上百种常用冲压材料, 布置拉延筋, 能模拟从简单的拉延 到复杂的多工步成形等各种冲压成形过程,得到厚向应 变图、 分布应力图、 成形极限图和具有真实感的成形过程 动画等。设计人员可以从模拟结果分析冲压零件的可成 形性, 判断冲压件的危险部位等。该软件界面友好, 操作 简便, 结果直观。
(’())& ) , 男, 广东兴宁人, 助教, 硕士, 研究方向: 模具设计与制造。 ! 作者简介 " 罗晋平
冲压软件dynaform详细讲解

冲压软件dynaform详细讲解•引言•dynaform软件功能介绍•dynaform软件操作指南•dynaform在冲压工艺中的应用实例•dynaform软件高级功能探讨•dynaform软件使用技巧与经验分享•总结与展望01引言掌握冲压模拟技术介绍dynaform 软件在冲压模拟方面的功能和应用,使读者能够掌握该技术并应用于实际生产。
提高生产效率和产品质量通过讲解dynaform 软件在优化冲压工艺参数、预测产品缺陷等方面的作用,帮助读者提高生产效率和产品质量。
深入了解冲压工艺有更深入的了解,包括冲压过程、材料变形、模具设计等。
目的和背景软件概述软件功能应用领域技术特点02 dynaform软件功能介绍前处理功能灵活的网格划分工具强大的CAD数据接口便捷的工艺设置丰富的材料库内置多种常用材料参数,用户可直接调用或自定义材料属性,满足各种冲压工艺需求。
ABCD高效求解算法自动重启动功能实时监控与反馈多核并行计算求解器功能后处理功能全面的结果展示可展示多种物理量的计算结果,如应力、应变、位移、速度等,帮助用户全面了解冲压过程的力学行为。
强大的后处理工具提供丰富的后处理工具,如云图、矢量图、动画等,方便用户对计算结果进行可视化分析和处理。
自定义报告生成支持用户自定义报告模板和格式,可快速生成符合需求的计算报告和图表。
数据导出与共享可将计算结果导出为多种通用数据格式,方便与其他软件或平台进行数据交换和共享。
03 dynaform软件操作指南界面介绍及基本操作主界面视图操作文件管理建立模型提供丰富的建模工具,支持创建点、线、面等几何元素,构建完整的冲压模型。
导入模型支持导入多种格式的CAD模型,如IGES、STEP等,实现与其他CAD软件的协同工作。
模型修复提供模型修复功能,自动检测并修复模型中的错误,确保模型的正确性。
模型建立与导入内置丰富的材料库,支持用户自定义材料属性,如弹性模量、泊松比、密度等。
基于Dynaform的冲压不锈钢餐盘的CAE分析
课程名称:基于Dynaform的冲压不锈钢餐盘的CAE分析作者:学号:指导教师:摘要:本文简述了CAE技术在不锈钢餐盘冲压成形中的应用,通过对拉延工序进行冲压成形模拟分析,提前预知成形缺陷,并采取有效措施,进行工艺参数的调整与优化。
实践证明,分析计算缩短了模具制造周期,减少了模具调试次数,节约了生产成本。
关键词:CAE技术;冲压成形;模具调试1.前言:许多金属冲压件具有外形尺寸较大,材料比较薄,型面起伏复杂,尺寸精度与表面质量要求较高,在拉伸成形过程中容易出现拉裂、起皱现象。
模具调试过程中需要浪费大量的人力、物力和财力。
近年来随着计算机技术的不断发展,CAE(计算机辅助工程)技术目前已经在各大模具厂广泛用于产品模拟分析、冲压板材成形过程分析。
通过提前对产品可能出现的成形缺陷进行研究,预示冲压件冲压成形的可行性。
根据理论上的模拟分析结果,提高产品工艺补充设计的合理性,减少模具实际调试次数,近而达到缩短模具制造周期、降低生产调试成本,提高企业生产效能,保证新产品及时投放市场。
本文利用Dynaform分析软件,以不锈钢餐盘冲压成型分析为例,介绍CAE技术在金属件冲压成形的应用。
2.产品介绍:不锈钢餐盘可供餐厅、快餐店等使用外观优美,携带、洗涤方便,可重复使用不需丢弃,避免使用免洗餐具制造大量垃圾破坏环境,注重环保。
本文采用餐盘尺寸如图1所示,材料为SS304,厚度1.0mm,整体来看,具有材料较薄,外形尺寸不大,拉延深度小,成型不是困难,但有部分型面形状变化大,有可能出现破裂,因此可先进行CAE分析,观察成型情况。
3.产品分析过程⑪三维数据的导入利用proe等CAD设计软件中对数学模型进行整理,确定相关材料、料厚及其偏置方向等相关参数,避免存在重叠面、尖角、漏洞等现象,包括冲压方向、工艺补充面等,而后导入Dynaform分析软件中,为了得到均匀规则的分析网格,提高分析精度,要进一步检查片体是否存在负角,并对局部尖角部位进行型面光顺,导入模型后如图2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程名称:材料成形过程计算机模拟基于Dynaform的冲压瓶盖的CAE分析作者姓名:黄彬兵作者学号:**********专业名称:材料成型及控制工程指导教师:***山东科技大学二〇一一年十二月摘要Dynaform是由美国ETA公司开发的用于板料成形模拟的专用软件包,可以帮助模具设计人员显著减少模具开发设计时间及试模周期,不但具有良好的易用性,而且包括大量的智能化自动工具,可方便地求解各类板成形问题。
它可以预测成形过程中板料的破裂、起皱、减薄、划痕、回弹,评估板料的成形性能,从而为板料成形工艺及模具设计提供帮助;可以用于工艺及模具设计涉及的复杂板成形问题;还包括板成形分析所需的与CAD软件的接口、前后处理、分析求解等所有功能。
本文简述了CAE技术在瓶盖冲压成形中的应用,通过对拉延工序进行冲压成形模拟分析,提前预知成形缺陷,并采取有效措施,进行工艺参数的调整与优化。
实践证明,分析计算缩短了模具制造周期,减少了模具调试次数,节约了生产成本。
关键词:CAE技术,Dynaform,冲压成形,模具调试1 绪论冲压成形是塑性加工的基本方法之一,它主要用于加工板料零件,可以加工金属板料,也可以加工非金属板料。
冲压加工时,板料在模具的作用下,于其内部产生使之变形的内力。
当内力的作用达到一定程度时,板料毛坯或毛坯的某个部位便会产生与内力的作用性质相对应的变形,从而获得一定形状、尺寸和性能的零件。
许多金属冲压件具有外形尺寸较大,材料比较薄,型面起伏复杂,尺寸精度与表面质量要求较高,在拉伸成形过程中容易出现拉裂、起皱现象。
模具调试过程中需要浪费大量的人力、物力和财力。
近年来随着计算机技术的不断发展,CAE(计算机辅助工程)技术目前已经在各大模具厂广泛用于产品模拟分析、冲压板材成形过程分析。
通过提前对产品可能出现的成形缺陷进行研究,预示冲压件冲压成形的可行性。
根据理论上的模拟分析结果,提高产品工艺补充设计的合理性,减少模具实际调试次数,近而达到缩短模具制造周期、降低生产调试成本,提高企业生产效能,保证新产品及时投放市场。
本文利用Dynaform分析软件,以瓶盖冲压成型分析为例,介绍CAE技术在金属件冲压成形的应用。
2 瓶盖的冲压工艺分析本文采用瓶盖形状如图1所示,材料为SS304,厚度1.0mm,整体来看,具有材料较薄,外形尺寸不大,拉延深度较大,成型较困难,有可能出现破裂或起皱等缺陷,因此可先进行CAE分析,观察成型情况。
图13 数据库操作3.1导入模型选择“File”→“Import”菜单项,将需要分析的瓶盖的IGS格式的模型文件导入到数据库中,如图2所示。
图23.2保存数据库点击下拉菜单“File”→“Save as”,然后命名为“pinggai.df”,点击“保存”。
4网格划分4.1曲面网格划分依次点击下拉菜单“BSE”→“Preparation”→“PART MESH”,打开对话框,各参数设置如图3。
依次点击“Select Surfaces”→“Displayed Surf”→“OK”→“Apply”→“OK”→“Yes”,完成网格化分。
图34.2网格检查依次点击下拉菜单“BSE”→“MESH CHECH/REPAIR”→“”→“All Active Parts”,然后点击模型边缘的单元,如图4所示,如果和图中方向一样,则点击“Yes”表示接受,否则点击“No”。
(即确保单元方向是指向模型外部的,可以认为是模型向外展开。
)图45坯料工程5.1坯料尺寸估算因制件内部无孔,可直接进行板料反求点击“BLANK SIZE ESTIMATE”打开对话框图5,点击“NULL”,打开对话框如图6。
点击“Material Library”选择SS304/Type36,“OK”,Thickness数值设置为1.0,“Apply”,等待计算机计算结束,“EXIT”。
反求结果如图7。
图5 图6图75.2矩形包络1)反求结果的网格划分。
依次点击下拉菜单“BSE”→“Development”→“BLANK GENERATION”,打开对话框如图8。
选择反求出板料的边缘,“OK”,默认设置,“OK”。
弹出图9对话框,“Yes”。
图8 图92)边界光顺并填充。
点击“OUTER SMOOTH”,弹出对话框如图10,点击“Select Part”,弹出对话框图11,选择BLNK000 3,“OK”。
“Create Boundary”,“Fill Boundary”→“Exit”。
图10 图113)创建矩形包络。
点击“BLANK FITTING”→“Select Line”,选择坯料边界,“Apply”,“Close”。
完成结果如图12。
图125.3排样并输出报告“BLANK NESTING”,打开对话框如图13,点击“Blank Outline(Undefined)”,选择矩形边界,默认设置,“Apply”。
结果如图14。
点击“Output Nest Report”,默认设置,“Apply”,输出排样报告,如图15,“Cancel”→“EXIT”退出。
图13图14图15至此,板料反求和排样就完成了。
6 工具定义——快速设置工具定义的方法分传统设置和快速设置两种,传统设置需要手工定义运动、载荷曲线,往往比快速设置需要更多得设置时间。
快速设置实在传统的建模方法的基础上进行改进得到的新的设置方法,在本分析中采用该快速设置方式6.1创建凹模并划分网格点击Part菜单,新建一个Die的层,点击Add to part,点击Elements在对话框中选择Displayed如图16所示,OK。
在To Part中选择DIE,点击Apply.即可得到一个已经划分好网格的凹模,结果如图17所示。
图16 图176.2创建凸模和压边圈1)新建一个层,依次点击菜单“Part”→“Create”,命名为punch,“OK”。
2)检查单元方向。
依次点击“Preprocess”→“Model Check/Repair”→“”→“ALL ACTIVE PART”,选择凹模内表面,如果图中18箭头方向向上则点击yes,反之,点击no。
(即确保单元方向是向内的,也就是向内偏置)图183)偏移。
用图层管理器隐藏除die和punch以外的所有图层。
点击下拉菜单“Preprocess”→“Element”→“”弹出图19对话框,Type设置为offset,Thick 设置为1.1,点击“Select Element”→“Displayed”→“OK”→“Apply”→“Exit”→“OK”,退出操作对话框。
图19 图22 4)从凸模上选出压边圈。
用隐藏punch以外的图层,点击工具栏图标变成图20的视图,新建一个层,依次点击菜单“Part”→“Create”,命名为binder,“OK”。
点击“Part”→“Add…To Part”弹出图21对话框,点击“Element”弹出图22对话框,使用图标,选择凸模从边缘向内五个单元的部分,“OK”退出选择,再点击“Unspecified”,选择binder层,“Apply”,“Close”完成压边圈的选择。
图20图215)分离压边圈和凸模。
点击下拉菜单“Part”→“Separate”,选择punch和binder层,“OK”。
6)修整凸模。
用工具隐藏punch以外的图层,点击下拉菜单“Preprocess”→“Element”→“”,使用图标选择凸模从边缘向内一个单元的偏移距离,“OK”,然后点工具栏的,删除多余的孤立节点。
完成结果如图23。
图236.3板料网格划分首先将板料图层BO_LINE 7设置为当前层。
点击屏幕右下角的Curren Part,然后选择BO_LINE 7图层。
下一步点击下拉菜单“Tools”→“Blank Generator”→“BOUNDARY LINE”,选择板料边界,“OK”,默认设置,“OK”→“Yes”完成网格划分如图24。
图246.4定义板料点击下拉菜单“Tools”→“Define Blank”,弹出图25对话框,点“Add”弹出图“OK”,返回图25界面,点击Material设置的“None”,26对话框,选择BO_LINE 7板料图层,弹出图27对话框,从材料库“Material Library”选择Type36/SS304材料,“OK”返回图25对话框,设置Property,点击“None”,弹出图28,点击“NEW”,弹出图29,各参数设置如图29中所示,“OK”退出板料定义。
图25 图26图27 图28图296.5生成拉延筋关闭BINDER零件层以外的零件层,单击DFE选择“Drawbar”按钮如图30所示,单击“Paramenters”设置如图参数如图31,“OK”,单击“Construct center line”弹出图32所示的对话框,选择在BINDER层上做出的拉延筋如图33所示。
图30 图31 图32图336.6快速设置打开DIE、BINDER、BLANK零件层,选择“Setup”→“Draw Die”,分别定义Upper Tool、Binder、Blank、Draw Bead以及材料属性,单击Apply按钮,屏幕中的各工具重新定位,如图34所示。
各参数定义完后的快速设置对话框如图35所示。
图34图357 提交工作单击图35中的Preview按钮,可以观看工具的相对运动是否正确;单击Submit Job 按钮弹出分析对话框36,Analysis Type选择Full Run Dyna,“OK”,开始计算。
在此期间可以按下Ctrl+C,输入sw2,回车,查看计算用时,如图37。
图36 图378 后处理8.1进入后处理模块点击菜单栏中的“PostPcocess”→“Yes”进入后处理模块界面,然后点击下拉菜单“File”→“open”选择d3plot结果如图38。
图388.2绘制零件成形极限图使用图层管理器关闭板料以外的图层,然后点击,然后在图39中Frames类型选择Single Frame,可逐个点击每一帧观察板料成形情况,现在我们要观察最后成形情况,选择最后一帧,结果如图40。
图39图40根据模拟结果,对FLD(成形极限图)进行研究,发现边缘有些处于临界起皱状态,在实际生产中对产品质量和使用影响不是很大,而且在下一道的切边工序中会进行切边修整。
中间大部分属于安全成型区域,也无拉裂现象,也就是说此产品在成形极限图的研究下可以成形。
8.3零件厚度变化过程点击工具图标,其他步骤参考上一步,结果如图41。
图41结束语通过近年来CAE分析技术的有效实施,提高了冲压工艺水平与模具设计质量,缩短了模具制造周期,降低了生产成本。
同时也验证了Dynaform分析软件的可靠性,分析方法的正确性,为实际生产提供了有效依据。