生产排程表
合集下载
生产排程计划表

0 0 0 2000 0 0 0 0 0
0 0 0 2000 0 0 0 0 0
0 0 0 2000 0 0 0 0 0
0 0 0 473 2291 0 0 0 0
0 0 0 0 3000 0 0 0 0
0 0 0 0 3000 0 0 0 0
0 0 0 0 3000 0 0 0 0
0 0 0 0 3000 0 0 0 0
0 0 0 0 3000 0 0 0 0
0 0 0 0 3000 0 0 0 0
0 0 0 0 3000 0 0 0 0
0 0 0 0 3000 0 0 0 0
9/22 9/23 9/24 9/25 9/26 9/27 9/28 9/29 9/30 10/1 10/2 10/3 10/4 10/5 周二 周三 周四 周五 周六 周日 周一 周二 周三 周四 周五 周六 周日 周一
0
3000 3000 184 0 0 0 3755 4000 0000 0000 0000 0000 0000 0000 0000
8/21 8/22 8/23 8/24 8/25 8/26 8/27 8/28 8/29 8/30 8/31 9/1 9/2 9/3 9/4 9/5 9/6 9/7 周五 周六 周日 周一 周二 周三 周四 周五 周六 周日 周一 周二 周三 周四 周五 周六 周日 周一
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
机械加工生产计划排程表
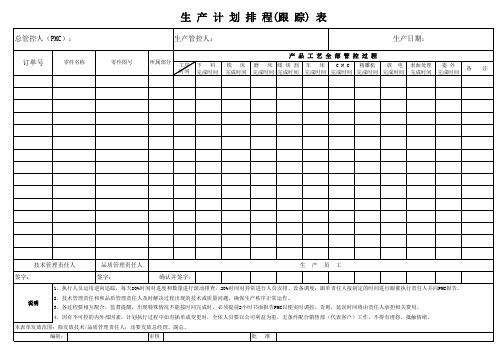
4、因有不可控的内外部因素,计划执行过程中如有插单或变更时,全体人员要以公司利益为重,无条件配合销售部(代表客户)工作,不得有埋怨、抵触情绪。
本表单发放范围:除发放技术/品质管理责任人;还要发放总经理、副总。
编制:
审核
批准
工序时间下料完成时间铣床完成时间磨床完成时间线切割完成时间车床完成时间cnc完成时间精雕机完成时间放电完成时间表面处理完成时间委外完成时间备注审核批准零件名称3各过程要相互配合监督提醒出现特殊情况不能按时间完成时必须提前2小时书面报告pmc以便实时调控
总管控人(PMC):
订单号
零件名称
零件图号
生 产 计 划 排 程(跟 踪) 表
1、执行人员运用逆向追踪,每天80%时间对进度和数量进行滚动排查,20%时间对异常进行人员安排、设备调度;跟单责任人按制定的时间进行跟催执行责任人并向PMC报告。
说明
2、技术管理责任和和品质管理责任人及时解决过程出现的技术或质量问题,确保生产秩序正常运作。 3、各过程要相互配合,监督提醒,出现特殊情况不能按时间完成时,必须提前2小时书面报告PMC以便实时调控。否则,延误时间将由责任人承担相关费用。
生产管控人:
生产日期:
产品工艺全部管控过程
所属部分
工序 时间
下料 完成时间
铣 床 磨 床 线 切 割 车 床 C N C 精雕机 放 电 表面处理 委 外 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间
备
注
技术管理责任人
品质管理责任人
生产员工
签字:
签字:
确认并签字:
生产排程计划表

1
1
1
1
1
1
1
1
1 0.091
Line-2#总负荷(1为满负荷) … 排程说明:(可根据日排单量排产,不必等前一个任务全部完成才能开始下一个任务) 1.自动排程规则:第一个任务按计划排产量自动排完订单,后续任务先依剩余产能(或排单量)、再依排单量(或剩余订单量)自动排完订单 2.可根据需要手工改动日计划排产量、实际开始日期,排程及开工/完工时间自动调整(排程红色为DELAY交期数量) 3.比一般自动排程柔性更强:依排产量同一天可排产多个产品,并自动显示开工、完工时间
3/13 3/14 3/15 3/16 3/17 3/18 3/19 3/20 3/21 3/22 3/23 3/24 3/25 3/26 3/27 3/28 3/29 3/30 3/31 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一
4/1 二
生产计划排程表
优先 订单号 顺序
A A A A A A 20140276 WO00002 WO00003 WO00004 WO00005 WO000002 FG00003 FG00004 FG00005 FG00006
订单 数量
12000
交期
3/8
库存数 需生产 小时产 日计划 良率 日产能 量 数量 能 排产量
3/1 六
3/2 日
3/3 一
3/4 二
3/5 三
3/6 四
3/7 五
3/8 六
3/9 日
3/10 3/11 3/12 一 91 二 三
1000 1000 1000 1000 1000 1000 1000 1000 1000
Line-1#总荷(1为满负荷)
电子表格版生产排程计划表(更新版)

7 550 550 5
Line-1#总负荷(1为满负荷)
1
1
1
1
1
1
1
1
1
1 1 0.01
1 WO00007 FG00007 1500 1/29
95% 1579 1100 1100 31.58 1/27 1/27 1/28
1100 479
2 WO00008 FG00008 5000 1/29
90% 5556 3300 3300 37.04
1.自动排程规则:第一个任务按计划排产量自动排完订单,后续任务先依剩余产能(或排单量)、再依排单量(或剩余订单量)自动排完订单
2.可根据需要手工改动日计划排产量、实际开始日期,排程及开工/完工时间自动调整(排程红色为DELAY交期数量)
3.比一般自动排程柔性更强:依排产量同一天可排产多个产品,并自动显示开工、完工时间
90% 889 1650 889 11.85
1/30 1/31
499 390
6 WO00012 FG00012 2000 2/2
90% 2223 2200 2200 22.23
1/31 2/1
11
1
1
1
… 排程说明:(可根据日排单量排产,不必等前一个任务全部完成才能开始下一个任务)-见体验区
1 0.247
2/10 2/11 2/12 2/13 2/14 2/15 2/16 2/17 2/18 2/19 2/20 2/21 2/22 2/23 2/24 2/25 2/26 四五六日一二三四五六日一二三四五六
电子表格版生产排程计划表更新版日程安排计划表生产计划表格生产计划表格模板车间生产计划表格生产计划表格怎么做周生产计划表格生产计划表格式月生产计划表格模板月生产计划表格
机械加工生产计划排程表

工序 时间
下料 完成时间
铣 床 磨 床 线 切 割 车 床 C N C 精雕机 放 电 表面处理 委 外 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间
备
注
技术管理责任人
品质管理责任人
生产员工
签字:
签字:
确认并签字:
1、执行人员运用逆向追踪,每天80%时间对进度和数量进行滚动排查,20%时间对异常进行人员安排、设备调度;跟单责任人按制定的时间进行跟催执行责任人并向PMC报告。
本表单发放范围:除发放技术/品质管理责任人;还要发放总经理、副总。
编制:
审核
批准
说明
2、技术管理责任和和品质管理责任人及时解决过程出现的技术或质量问题,确保生产秩序正常运作。 3、各过程要相互配合,监督提醒,出现特殊情况不能按时间完成时,必须提前2小时书面报告PMC以便实时调控。否则,延误时间将由责任人承担相关费用。
4、因有不可控的内外部因素,计划执行过程中如有插单或变更时,全体人员要以公司利益为重,无条件配合销售部(代表客户)工作,不得有埋怨、抵触情绪。
审核床完成时间割完成时间完成时间成时间精雕机完成时间电完成时间表面处理完成时间完成时间1执行人员运用逆向追踪每天80时间对进度和数量进行滚动排查20时间对异常进行人员安排设备调度
总管控人(PMC):
订单号
零件名称
零件图号
生 产 计 划 排 程(跟 踪) 所属部分
生产计划排程表

4月7日 4月9日 4月10日 4月11日 4月13日 4月14日 4月16日 4月17日 4月19日 4月21日 4月23日 4月25日
4月7日 4月9日 4月10日 4月11日 4月13日 4月14日 4月16日 4月17日 4月19日 4月21日 4月23日 4月25日
4月7日 4月9日 4月10日 4月11日 4月13日 4月14日 4月16日 4月17日 4月19日 4月21日 4月23日 4月25日
生产作业计划跟踪表
序 号
订单编号
产 量
计划
拼板/ 卷筒
包罐
计划完成时间 4月5日 4月6日 1 18-4-01-1 1
实际完成时间 4月5日 4月6日 计划完成时间 4月5日 4月6日 2 18-4-01-2 1 实际完成时间 计划完成时间 4月5日 4月6日 3 18-4-02 1 实际完成时间 计划完成时间 4月5日 4月6日 4 18-4-03 1 实际完成时间 计划完成时间 4月5日 4月6日 5 18-4-04-1 1 实际完成时间 计划完成时间 4月5日 4月6日 6 18-4-04-2 1 实际完成时间 计划完成时间 实际完成时间 计划完成时间 实际完成时间 计划完成时间 实际完成时间 计划完成时间 实际完成时间 计划完成时间 实际完成时间 计划完成时间 实际完成时间 计划完成时间 实际完成时间
4月7日 4月9日 4月10日 4月11日 4月13日 4月14日 4月16日 4月17日 4月19日 4月21日 4月23日 4月25日
4月7日 4月9日 4月10日 4月11日 4月13日 4月14日 4月16日 4月17日 4月19日 4月21日 4月23日 4月25日
序 号
订单编号
产 量
生产计划排程表21710
4、因有不可控的内外部因素,计划执行过程中如有插单或变更时,全体人员要以公司利益为重,无条件配合销售部(代表客户)工作,不得有埋怨、抵触情绪。
本表单发放范围:除发放技术/品质管理责任人;还要发放总经理。
编制 审 核: 日 期: 2012 年 月 日
审核
批准
( )月份 第( )周 泵配件生产计划排程(跟踪)表
总管控(PMC)
技术管理责任人
品质管理责任人
生产管控人
零件图号
产品工艺全部管控过程
工序 时间
下料 完成时间
钻孔 完成时间
粗车 完成时间
热处理 完成时间
精车1 完成时间
精车2 完成时间
精车3 完成时间
精车4 完成时间
ቤተ መጻሕፍቲ ባይዱ
精车5 完成时间
铣工1 完成时间
铣工2 完成时间
铣工3 完成时间
磨工 完成时间
钳工 完成时间
刻字 完成时间
表面处理 完成时间
备
注
1、执行人员运用逆向追踪,每天80%时间对进度和数量进行滚动排查,20%时间对异常进行人员安排、设备调度;跟单责任人按制定的时间进行跟催执行责任人并向PMC报告。
说明
2、技术管理责任和和品质管理责任人及时解决过程出现的技术或质量问题,确保生产秩序正常运作。 3、各过程要相互配合,监督提醒,出现特殊情况不能按时间完成时,必须及时报告PMC以便实时调控。否则,延误时间将由责任人承担相关费用。
生产计划排程表
0 0
3月27日 周日
3月28日 周一
0 0
3月29日 周二
0 0
3月30日 周三
0 0
3月31日 周四
0 0
4月1日 周五
0 0
4月2日 周六
0 0
4月3日 周日
4月4日 周一
0 0
4月5日 周二
0 0
4月6日 周三
0 0
4月7日 周四
0 0
4月8日 周五
0 0
4月9日 周六
0 0
4月10日 周日
70000
1月1日 周五
70000 0
1月2日 周六
70000 0
1月3日 周日
1月4日 周一
70000 0
1月5日 周二
70000 0
配给多个产品 产日期
产$F日4,期$F4,$D4-SUM($H4:H4))) 产日期 产日期
1月6日 周三
70000 0
1月7日月11日 周一
0 0
4月12日 周二
0 0
4月13日 周三
0 0
4月14日 周四
0 0
4月15日 周五
0 0
4月16日 周六
0 0
4月17日 周日
4月18日 周一
0 0
4月19日 周二
0 0
4月20日 周三
0 0
4月21日 周四
0 0
4月22日 周五
0 0
4月23日 周六
0 0
4月24日 周日
0 0
3月13日 周日
3月14日 周一
0 0
3月15日 周二
0 0
3月16日 周三
0 0
3月17日 周四
3月27日 周日
3月28日 周一
0 0
3月29日 周二
0 0
3月30日 周三
0 0
3月31日 周四
0 0
4月1日 周五
0 0
4月2日 周六
0 0
4月3日 周日
4月4日 周一
0 0
4月5日 周二
0 0
4月6日 周三
0 0
4月7日 周四
0 0
4月8日 周五
0 0
4月9日 周六
0 0
4月10日 周日
70000
1月1日 周五
70000 0
1月2日 周六
70000 0
1月3日 周日
1月4日 周一
70000 0
1月5日 周二
70000 0
配给多个产品 产日期
产$F日4,期$F4,$D4-SUM($H4:H4))) 产日期 产日期
1月6日 周三
70000 0
1月7日月11日 周一
0 0
4月12日 周二
0 0
4月13日 周三
0 0
4月14日 周四
0 0
4月15日 周五
0 0
4月16日 周六
0 0
4月17日 周日
4月18日 周一
0 0
4月19日 周二
0 0
4月20日 周三
0 0
4月21日 周四
0 0
4月22日 周五
0 0
4月23日 周六
0 0
4月24日 周日
0 0
3月13日 周日
3月14日 周一
0 0
3月15日 周二
0 0
3月16日 周三
0 0
3月17日 周四
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
: 备注
情况安排。
日期:
白班( )班 人员数量:
设备编号 客户物料编号或模具编号
产品名称/型号
出勤人数: 材料/型号
生产数量 (件)
班长:
人员定额
人员安 排
计划 变更
注:请严格按计划执行,▲▲为较急,▲为中,无三角的为正常。班长按计划紧急情况安排。
文件编号:QFM:S-04-04 班长:
备注
情况安排。 文件编号:QFM:S-04-04
设备编号生产排程表源自文件编号:QFM:S-04-04
日期:
夜班( )班 人员数量:
出勤人数:
班长:
客户物料编号或模具编号
产品名称/型号
材料/型号
生产数量 (件)
人员定额
人员安 排
计划 变更
注:请严格按计划执行,▲▲为较急,▲为中,无三角的为正常。班长按计划紧急情况安排。
生产排程表
文件编号:QFM:S-04-04
情况安排。
日期:
白班( )班 人员数量:
设备编号 客户物料编号或模具编号
产品名称/型号
出勤人数: 材料/型号
生产数量 (件)
班长:
人员定额
人员安 排
计划 变更
注:请严格按计划执行,▲▲为较急,▲为中,无三角的为正常。班长按计划紧急情况安排。
文件编号:QFM:S-04-04 班长:
备注
情况安排。 文件编号:QFM:S-04-04
设备编号生产排程表源自文件编号:QFM:S-04-04
日期:
夜班( )班 人员数量:
出勤人数:
班长:
客户物料编号或模具编号
产品名称/型号
材料/型号
生产数量 (件)
人员定额
人员安 排
计划 变更
注:请严格按计划执行,▲▲为较急,▲为中,无三角的为正常。班长按计划紧急情况安排。
生产排程表
文件编号:QFM:S-04-04