第八章真空镀膜机的设计
真空镀膜机控制系统的设计

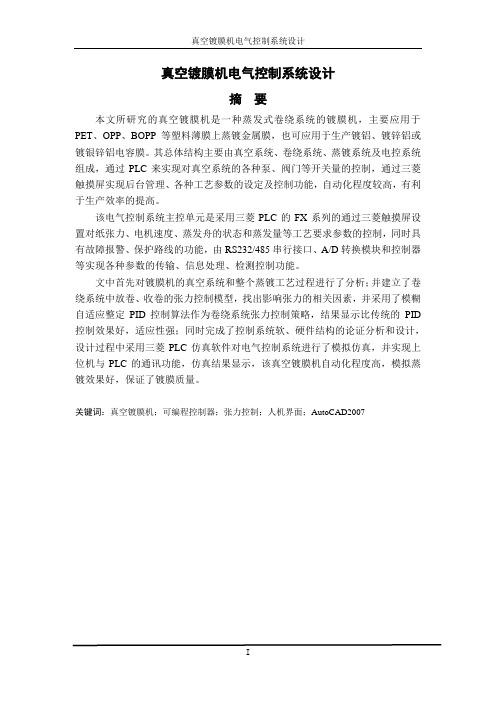
图3:自动控制系统模块的功能仿真zoom out(2)
由于此程序较长,具体的程序设计见附录。
3.2
参数设定是在镀膜机工艺运行以前完成的,参数的调用时在工序流程模块中的第十个状态(state10)完成的,如下图4所示的设计原理框图,它由操作者根据镀膜工艺的要求事先设定,再通过设置数据,包括镀膜的时间、氩气流量、氮气流量、靶电流大小、靶的选取模式,在运行时调用这些参数进行工艺设计。
y(4)=>cs5); --con1的映射
u3: sram1 port map(cs=>cs1,wr=>wrt,adr=>ca,din=>dint,
dout=>douts1,clk=>clkj); --sram1(时间)的映射
u4: sram1 port map(cs=>cs2,wr=>wrt,adr=>ca,din=>dint,
con2完成的是对工艺运行层数的控制,其中包括镀膜自动运行层数(“b”)和设置参数层数(“a”)的控制,“s”是对“a”和“b”的选择,当s=“0”时,选择的是设置参数层数(“a”),当s=”1”时,选择镀膜自动运行层数(“b”);“s”是由控制运行时间的SRAM和decoder所确定的。
1)con2的VHDL描述
entity con2 is
port(a,b:in std_logic_vector(3 downto 0);
s:in std_logic;
c:out std_logic_vector(3 downto 0));
end con2;
architecture bhv of con2 is
begin
卷绕式真空镀膜机制作方法和流程

卷绕式真空镀膜机制作方法和流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!1. 简介卷绕式真空镀膜机是一种常用于生产各种功能性薄膜材料的设备。
真空镀膜设备项目规划设计方案

真空镀膜设备项目规划设计方案规划设计/投资方案/产业运营摘要该真空镀膜设备项目计划总投资25153.94万元,其中:固定资产投资17691.33万元,占项目总投资的70.33%;流动资金7462.61万元,占项目总投资的29.67%。
达产年营业收入56225.00万元,总成本费用42690.65万元,税金及附加461.92万元,利润总额13534.35万元,利税总额15863.08万元,税后净利润10150.76万元,达产年纳税总额5712.32万元;达产年投资利润率53.81%,投资利税率63.06%,投资回报率40.35%,全部投资回收期3.98年,提供就业职位1072个。
报告根据项目工程量及投资估算指标,按照国家和xx省及当地的有关规定,对拟建工程投资进行初步估算,编制项目总投资表,按工程建设费用、工程建设其他费用、预备费、建设期固定资产借款利息等列出投资总额的构成情况,并提出各单项工程投资估算值以及与之相关的测算值。
真空镀膜是指在真空环境下,将某种金属或金属化合物以气相的形式沉积到材料表面(通常是非金属材料),属于物理气相沉积工艺(PVD)。
因为镀层常为金属薄膜,故也称真空金属化。
广义的真空镀膜还包括在金属或非金属材料表面真空蒸镀聚合物等非金属功能性薄膜。
报告主要内容:项目概论、背景及必要性、项目市场空间分析、建设规划、选址可行性分析、项目工程方案分析、工艺先进性、项目环境分析、安全规范管理、项目风险、项目节能可行性分析、实施安排、投资规划、项目经营收益分析、综合评估等。
真空镀膜设备项目规划设计方案目录第一章项目概论第二章背景及必要性第三章建设规划第四章选址可行性分析第五章项目工程方案分析第六章工艺先进性第七章项目环境分析第八章安全规范管理第九章项目风险第十章项目节能可行性分析第十一章实施安排第十二章投资规划第十三章项目经营收益分析第十四章项目招投标方案第十五章综合评估第一章项目概论一、项目承办单位基本情况(一)公司名称xxx公司(二)公司简介公司将“以运营服务业带动制造业,以制造业支持运营服务业”经营模式,树立起双向融合的新格局,全面系统化扩展经营领域。
《真空镀膜设备》课件

通过自动化和智能化的技术手段,降低人工成本和操作难度。
节能减排技术
研究节能减排技术在真空镀膜设备中的应用,以降低能耗和减少环 境污染。
高效清洗与维护技术
开发高效、环保的清洗和维护技术,以降低设备维护成本和延长设 备使用寿命。
感谢您的观看
THANKS
真空泵的工作原理
利用机械或物理的方法,从真空系统中排除气体分子 。
真空度的测量与控制
使用真空计测量真空度,通过调节阀门或泵的工作状 态来控制真空度。
真空室的清洁与维护
定期清洁真空室,确保其内部无残留物,以保持高真 空度。
镀膜材料的蒸发与凝结
01
蒸发源的选择
根据镀膜材料的不同,选择相应 的蒸发源,如电阻加热、电子束 加热等。
设备。
高精度
能够实现纳米级薄膜厚度的控 制。
高质量
镀膜过程中无杂质混入,薄膜 纯度高。
长寿命
设备结构稳定,维护成本低。
真空镀膜设备的应用领域
01
02
03
光学领域
镀膜在眼镜、相机镜头、 太阳能集热管等方面有广 泛应用。
电子领域
镀膜在集成电路、电子元 件、平板显示器等方面有 重要应用。
装饰领域
镀膜在金属工艺品、高档 家具、钟表等方面有装饰 作用。
01
03
真空系统的维护和保养对于设备的正常运行至关重要 ,定期检查和清洁各部件,确保其正常运转,是保证
设备性能和延长使用寿命的关键。
04
为了保证设备的稳定运行和延长使用寿命,真空系统 的设计和制造需要充分考虑材料的选择、密封性能以 及各部件之间的连接与配合。
加热系统
加热系统是实现真空镀膜工艺的重要部分,其主 要功能是为工件和/或镀膜材料提供所需的热量。
本科毕业论文-真空镀膜机电气控制系统设计
真空镀膜机电气控制系统设计摘要本文所研究的真空镀膜机是一种蒸发式卷绕系统的镀膜机,主要应用于PET、OPP、BOPP等塑料薄膜上蒸镀金属膜,也可应用于生产镀铝、镀锌铝或镀银锌铝电容膜。
其总体结构主要由真空系统、卷绕系统、蒸镀系统及电控系统组成,通过PLC来实现对真空系统的各种泵、阀门等开关量的控制,通过三菱触摸屏实现后台管理、各种工艺参数的设定及控制功能,自动化程度较高,有利于生产效率的提高。
该电气控制系统主控单元是采用三菱PLC的FX系列的通过三菱触摸屏设置对纸张力、电机速度、蒸发舟的状态和蒸发量等工艺要求参数的控制,同时具有故障报警、保护路线的功能,由RS232/485串行接口、A/D转换模块和控制器等实现各种参数的传输、信息处理、检测控制功能。
文中首先对镀膜机的真空系统和整个蒸镀工艺过程进行了分析;并建立了卷绕系统中放卷、收卷的张力控制模型,找出影响张力的相关因素,并采用了模糊自适应整定PID控制算法作为卷绕系统张力控制策略,结果显示比传统的PID 控制效果好,适应性强;同时完成了控制系统软、硬件结构的论证分析和设计,设计过程中采用三菱PLC仿真软件对电气控制系统进行了模拟仿真,并实现上位机与PLC的通讯功能,仿真结果显示,该真空镀膜机自动化程度高,模拟蒸镀效果好,保证了镀膜质量。
关键词:真空镀膜机;可编程控制器;张力控制;人机界面;AutoCAD2007ABSTRACTIn this paper, Vacuum coating machine, which is developed by this paper is an evaporation-type winding coating machine, mainly used in PET, OPP, BOPP and other plastic film evaporated metallic film, also can be used in the production of aluminum, galvanized aluminum or silver plated zinc aluminum capacitor film. The composition of its overall structure is mainly composed of a vacuum system, winding system, evaporation system and electric control system; On the one hand, through the PLC to control pump of the vacuum system ,valve switch and so on, on the other hand, through Mitsubishi touch screen to conduct back-stage management and control and set all kinds of Process parameters, this will improve the degree of automation and Is conducive to the improvement of production efficiency.The electric control system of main control unit is controlled by Mitsubishi FX series, through Mitsubishi touch screen to set and control evaporation process on paper tension, motor speed, evaporation boat required parameters, besides fault alarm, protection route function. By RS232/485 serial interface and A/D conversion module controller to achieve various parameters transmission, information processing, detection and control function.Firstly, the vacuum system for coating machine and the evaporation process are analyzed in this paper; and the winding system of roll and the roll tension control model is established, then finding out the relevant factors that affect tension, and adopt the fuzzy adaptive tuning PID control algorithm as the winding tension control system, the results showed that compared with the traditional PID control effect, the fuzzy adaptive tuning PID control algorithm is better and have strong adaptability; at the same time completing the proof analysis and design of the control system of soft, hardware structure, the design process of electrical control system is simulated by using PLC simulation software and Mitsubishi, realize the communication between host computer and PLC function, the simulation results show that the vacuum coating machine have high degree of automation, simulation evaporation effect is good and ensure the coating quality.Keywords: vacuum coating machine; programmable controller; tension control; man-machine interface; AutoCAD2007目录摘要 (I)ABSTRACT (II)目录.............................................................................................................................. I II 1 前言....................................................................................................................... - 1 -1.1课题研究背景.............................................................................................. - 1 -1.2真空镀膜机的发展趋势.............................................................................. - 1 -1.3研究目的...................................................................................................... - 2 -1.4研究内容...................................................................................................... - 2 -1.4.1电气控制系统.................................................................................... - 2 -1.4.2工艺参数的控制................................................................................ - 3 -2真空镀膜机的系统结构........................................................................................ - 5 -2.1镀膜工艺流程.............................................................................................. - 5 -2.1.1顺序控制............................................................................................ - 6 -2.1.2抽真空装置........................................................................................ - 7 -2.1.3工艺参数的输入与显示.................................................................... - 7 -2.2真空镀膜机电气控制系统方案设计.......................................................... - 8 -2.2.1控制系统整体方案设计.................................................................... - 8 -2.2.2控制系统整体方案论证.................................................................... - 9 -3真空镀膜机的控制系统硬件.............................................................................. - 11 -3.1.可编程控制器PLC简介 .......................................................................... - 11 -3.1.1可编程控制器的定义...................................................................... - 11 -3.1.2可编程控制器的工作原理.............................................................. - 12 -3.1.3可编程控制器的主要特点.............................................................. - 12 -3.2.硬件设计方案与论证................................................................................ - 13 -3.2.1硬件设计的技术要求...................................................................... - 13 -3.2.2 PLC型号选择方案与论证 ............................................................. - 13 -3.2.3 PLC主机选择方案与论证 ............................................................. - 14 -3.2.4模拟量输入/输出的选择方案与论证 ............................................ - 15 -3.2.5 PLC控制单元的设计方案 ............................................................. - 16 -3.2.6 PLC接口电路设计 ......................................................................... - 17 -3.3.触摸屏简介................................................................................................ - 18 -3.3.1触摸屏的技术简介.......................................................................... - 18 -3.3.2触摸屏与PLC的连接 .................................................................... - 18 -3.4卷绕系统设计............................................................................................ - 19 -3.4.1卷绕系统介绍.................................................................................. - 20 -3.4.2收放卷张力控制系统结构.............................................................. - 21 -3.4.3张力控制方法.................................................................................. - 21 -3.4.4张力执行元件.................................................................................. - 22 -3.4.5送丝系统简介.................................................................................. - 23 -4 PLC程序设计 ..................................................................................................... - 25 -4.1.PLC编程思想 ........................................................................................... - 25 -4.1.PLC程序调试 ........................................................................................... - 26 -结论......................................................................................................................... - 28 -参考文献................................................................................................................. - 29 -致谢......................................................................................................................... - 31 -1 前言1.1 课题研究背景我国真空镀膜的设备研究是开始于20世纪50年代,当时我国研制了各种蒸发式真空镀膜设备,满足了光学事业发展的需要,进入上世纪70年代,由于国民经济各种领域的需要,各种真空镀膜设备开始长足的发展。
真空镀膜机的原理和系统
真空镀膜机的原理和系统
哎呀呀,说起真空镀膜机,这可真是个神奇又复杂的东西呢!
我就先给你讲讲它的原理吧!你想想,就好像我们在一个超级大的空房子里,里面没有一点儿空气,这就是真空环境啦。
然后呢,有一些小小的材料颗粒,就像一群调皮的小精灵,它们在这个真空的大房子里飞来飞去。
这时候,我们给它们加上能量,就好像给小精灵们穿上了超级加速的鞋子,让它们飞快地跑起来。
这些带着能量的材料小精灵,就会跑到我们要镀膜的东西上面,一层一层地堆积起来,就像给那个东西穿上了一层漂亮的新衣服,这就是真空镀膜啦!
那真空镀膜机都有啥系统呢?比如说有真空系统,这就像是房子的大门,得把空气都赶出去,保证里面是真空的。
还有蒸发系统,这就像是小精灵们的出发地,它们从这里出发,然后冲向要镀膜的东西。
还有控制系统,这可太重要啦!就像一个超级聪明的大脑,指挥着一切,让每个部分都能好好工作。
你说,这真空镀膜机是不是很神奇?就好像是一个魔法机器,能给各种东西变出漂亮的新外衣!
再比如说,我们平时用的手机屏幕,是不是很光滑很亮呀?这很可能就是真空镀膜机的功劳呢!还有那些漂亮的眼镜片,闪闪发光的首饰,说不定都是经过真空镀膜变得这么迷人的。
我觉得真空镀膜机简直就是现代科技的一个大宝贝,让我们的生活变得更加丰富多彩,难道不是吗?它让那么多东西都变得更加漂亮和实用,真的太厉害啦!这就是我理解的真空镀膜机的原理和系统,你觉得怎么样?。
真空镀膜机工作原理及结构介绍真空镀膜机的原理和各部件分析
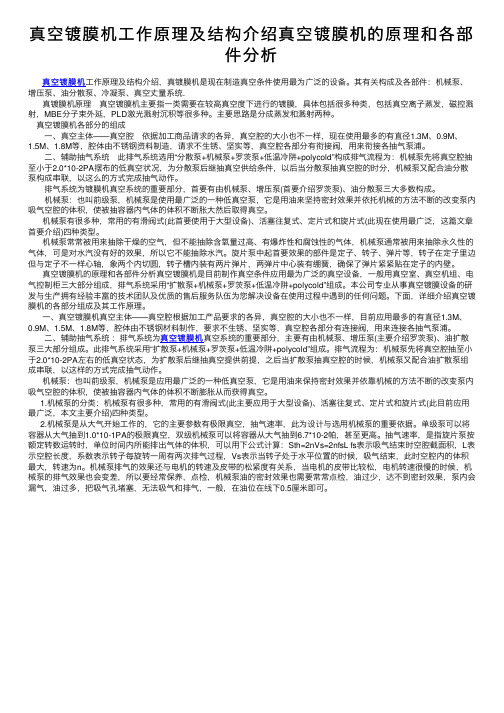
真空镀膜机⼯作原理及结构介绍真空镀膜机的原理和各部件分析真空镀膜机⼯作原理及结构介绍,真镀膜机是现在制造真空条件使⽤最为⼴泛的设备。
其有关构成及各部件:机械泵、增压泵、油分散泵、冷凝泵、真空丈量系统.真镀膜机原理真空镀膜机主要指⼀类需要在较⾼真空度下进⾏的镀膜,具体包括很多种类,包括真空离⼦蒸发,磁控溅射,MBE分⼦束外延,PLD激光溅射沉积等很多种。
主要思路是分成蒸发和溅射两种。
真空镀膜机各部分的组成⼀、真空主体——真空腔依据加⼯商品请求的各异,真空腔的⼤⼩也不⼀样,现在使⽤最多的有直径1.3M、0.9M、1.5M、1.8M等,腔体由不锈钢资料制造,请求不⽣锈、坚实等,真空腔各部分有衔接阀,⽤来衔接各抽⽓泵浦。
⼆、辅助抽⽓系统此排⽓系统选⽤“分散泵+机械泵+罗茨泵+低温冷阱+polycold”构成排⽓流程为:机械泵先将真空腔抽⾄⼩于2.0*10-2PA摆布的低真空状况,为分散泵后继抽真空供给条件,以后当分散泵抽真空腔的时分,机械泵⼜配合油分散泵构成串联,以这么的⽅式完成抽⽓动作。
排⽓系统为镀膜机真空系统的重要部分,⾸要有由机械泵、增压泵(⾸要介绍罗茨泵)、油分散泵三⼤多数构成。
机械泵:也叫前级泵,机械泵是使⽤最⼴泛的⼀种低真空泵,它是⽤油来坚持密封效果并依托机械的⽅法不断的改变泵内吸⽓空腔的体积,使被抽容器内⽓体的体积不断胀⼤然后取得真空。
机械泵有很多种,常⽤的有滑阀式(此⾸要使⽤于⼤型设备)、活塞往复式、定⽚式和旋⽚式(此现在使⽤最⼴泛,这篇⽂章⾸要介绍)四种类型。
机械泵常常被⽤来抽除⼲燥的空⽓,但不能抽除含氧量过⾼、有爆炸性和腐蚀性的⽓体,机械泵通常被⽤来抽除永久性的⽓体,可是对⽔汽没有好的效果,所以它不能抽除⽔汽。
旋⽚泵中起⾸要效果的部件是定⼦、转⼦、弹⽚等,转⼦在定⼦⾥边但与定⼦不⼀样⼼轴,象两个内切圆,转⼦槽内装有两⽚弹⽚,两弹⽚中⼼装有绷簧,确保了弹⽚紧紧贴在定⼦的内壁。
真空镀膜机的原理和各部件分析真空镀膜机是⽬前制作真空条件应⽤最为⼴泛的真空设备,⼀般⽤真空室、真空机组、电⽓控制柜三⼤部分组成,排⽓系统采⽤“扩散泵+机械泵+罗茨泵+低温冷阱+polycold”组成。
【精品】真空镀膜机控制系统的设计
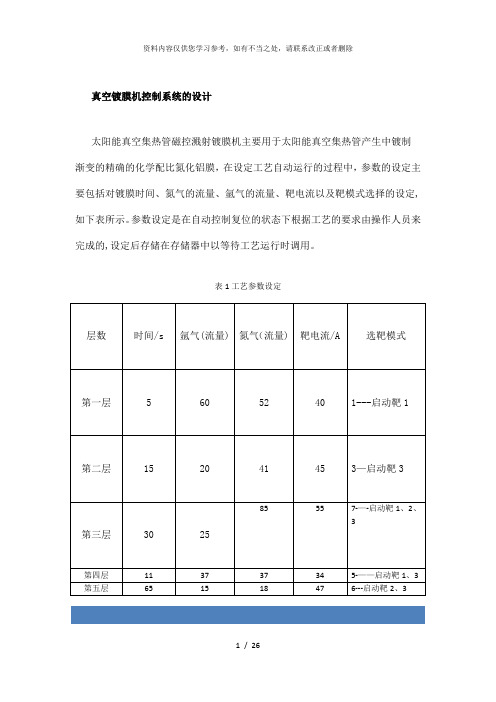
真空镀膜机控制系统的设计太阳能真空集热管磁控溅射镀膜机主要用于太阳能真空集热管产生中镀制渐变的精确的化学配比氮化铝膜,在设定工艺自动运行的过程中,参数的设定主要包括对镀膜时间、氮气的流量、氩气的流量、靶电流以及靶模式选择的设定,如下表所示。
参数设定是在自动控制复位的状态下根据工艺的要求由操作人员来完成的,设定后存储在存储器中以等待工艺运行时调用。
表1工艺参数设定采用手动控制和自动控制相结合的设计思路,设计采用FPGA为核心控制芯片,基于VHDL 语言,这个自动控制系统的设计分成工序流程控制模块、参数设置及调用模块和通信模块三个模块.其中工序流程模块采用有限状态机设计,完成工序流程的控制;参数设置及调用模块主要完成系统所需的参数的设置,需要设置的参数包括镀膜的时间,氮气流量,氩气流量、靶电流大小以及对靶的模式,参数设置及调用模块主要为SRAM的设计;通信模块设计了UART接口,便于与计算机或其他设备之间进行通信。
系统的设计原理框图如下:图1:系统原理框图3。
1工序控制流程模块:用状态机来设计,状态机是数字设计的重要组成部分,是实现高效率,高可靠逻辑控制的重要途径.此模块采用MOORE状态机来描述,其状态机的状态转移图如下图所示,其中包好了17个状态,即包含了整个工序控制的流程,没有标明条件的是一种“无条件”转换。
图2:工序自动运行的状态转移图1。
自动控制模块的功能仿真及分析如图3所示,在复位信号reset变为高电平(reset=’1’)后,开自动运行(atom_hand='1'),接着自动运行工序;开机械泵(machinpump=’1’),开预抽阀(beforeluntvalve='1’),判断真空度1(vacuity=’1'时);关预抽阀(beforeluntvalve=’0’),开前级阀(prevalve=’1’),开高阀(highvalve=’1'),关维持阀(naintainvalve=’0'),关维持泵(maintainpump=’0’),判断真空度2(vacuity2=’1'时);关光闸阀(lightbarriervalve=’1’),开截止阀(cutvalve='1’),判断真空度3(vacuity3='1’时);开氮气控制(nitrogenontrol='1')和氩气控制(argoncontrol=’1’),开工件旋转(workpiecerun='1'),开靶运行(buttrun=’1’),加靶电流(buttcurrent1、2、3),自动运行(crafrun=’1’);运行完毕后,开充气阀(aeratevalve=’1’),开门信号(onoffdoor='1’),取工件,进行下一个工序;图3:自动控制系统模块的功能仿真(1)图3:自动控制系统模块的功能仿真zoomout(2)由于此程序较长,具体的程序设计见附录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8.3真空室与机架 8.3真空室与机架 -------3 -------3功能作用与要求
形成并保持真空环境; 耐压要求、漏率要求、耐温要求 摆放、布置内外各个系统;提供安装位置、 接口、并要便于作业功能作用与要求
8.3真空室与机架 8.3真空室与机架 ------- 4构成与附件
室体——壁厚考虑强度,水冷考虑温度 室体——壁厚考虑强度,水冷考虑温度 (盘管 式、间壁式),焊接考虑工艺 法兰——门与接口的法兰,要符合标准, 法兰——门与接口的法兰,要符合标准, 接管 的加工工艺 门——强度问题、大法兰平整问题、密 ——强度问题、大法兰平整问题、密 封问题(钟罩式、开门式)、门拉手、 门锁 门轴支撑结构(钟罩悬挂、开启式、简 单与复杂门轴、弯臂式、双自由度或平 动)
8.4工件架 8.4工件架 ------- 2 结构形式
公转与自转公转与自转-行星杆系(立式前开门体、中 心圆柱靶或两侧平面靶或多弧) 蒸发(或溅射)用多自由度旋转平台 (盒式室体、多功能实验设备,可调3 (盒式室体、多功能实验设备,可调3维位 置和角度) 筒形工件架 2种(多弧镀钻头) (堆积滚 动、镀膜电阻, 小元件表面) 大卷绕系统 (半连续) 连续镀膜送件平台(卧式胶辊,立式槽轮, 带小车)
膜厚测量 ——光学法、石英振荡法 ——光学法、石英振荡法 真空测量—— 真空测量—— 镀膜电参数测量与控制——放电电压、电 镀膜电参数测量与控制——放电电压、电 流、气体压力、流量,源功率、温度, 状态监控传感元件—— 状态监控传感元件——
8.9水冷系统 8.9水冷系统 -------1 -------1要求水冷的部位
8.3真空室与机架 8.3真空室与机架 ------- 4构成与附件
底板——支撑整个真空室和工件,厚,开 底板——支撑整个真空室和工件,厚,开 许多接口,底板布置 观察窗——基本要求:看得清; 观察窗——基本要求:看得清; 内部照明:借助烘烤灯、辉光、弧光, 专用灯。 保持真空、橡胶密封低真空普通窗、金属 密封超高真空石英窗。 特殊要求:防污染。防污染措施:转动式 或百叶窗式挡板、卷膜、双层玻璃。
8.6真空系统 8.6真空系统
(1)泵——扩散泵+旋片泵;分子泵+旋 )泵——扩散泵+旋片泵;分子泵+ 片泵;离子泵+分子泵+ 片泵;离子泵+分子泵+旋片泵; (2)阀——高阀、预抽阀、前级阀、泵 )阀——高阀、预抽阀、前级阀、泵 口压差阀、放气阀、节流阀,闸阀; (3)管——主管路、预抽管路、前级管 )管——主管路、预抽管路、前级管 路;冷阱
8.4工件架 8.4工件架 工件装卡( ------- 3 工件装卡(夹)方式
挂 夹 卡 粘 8.4工件架 ------- 4 驱动机构
定速运行——交流电机+ 定速运行——交流电机+减速器 调速要求——直流电机+ 调速要求——直流电机+减速器、步进电 机; 皮带轮传动可防卡死 功耗计算
8.7供电系统 8.7供电系统
蒸发镀膜用大电流的产生与输送 大电流三相平衡变压器,送电汇流排,水 冷铜电极、铜坩埚, 动静电接头:电卡头、电触头— 动静电接头:电卡头、电触头—铜钥匙、 插板式、花瓣式、铜箔弹簧 中频感应电源(8000Hz)及电容补偿, 中频感应电源(8000Hz)及电容补偿,
8.8测量与控制系统 8.8测量与控制系统
气源、稳压流动装置、节流阀、流量计、 截止阀、气体分配器 11.其它辅助系统 11.其它辅助系统
8.11 其它辅助系统
(1)烘烤系统(内、外) (2)钟罩提升机构 (3)机械手与料叉
8.2真空镀膜机的分类 8.2真空镀膜机的分类 ——按作业方式划分 ——按作业方式划分
(1)间歇式(周期式) 特点:一个真空室。如钟 罩式、盒式的蒸发、溅射镀膜机。 一个周期内的工序:装料、抽空、镀膜、放气、出 炉。 (2)半连续式(节拍式) 特点:常常有2个或2个 特点:常常有2个或2 以上真空室,双室有不同的真空度。 节拍式作业。如大卷绕半连续蒸发镀膜机、枚叶式 节拍溅射镀膜机。 (3)连续式 特点:有多个真空室,分别完 成不同的功能,保持真空度不变。 基片(工件)依次从一端进入,从另一端输出。
8.5靶的布置形式 8.5靶的布置形式
(1)单蒸发源——如电子枪、舟、丝。点 )单蒸发源——如电子枪、舟、丝。点 源在中心,小平面源在球底。 (2)多蒸发源——如镀镜机。多源平行排 )多蒸发源——如镀镜机。多源平行排 成一排,平面布置。 (3)单靶——中心圆柱靶,上下圆靶(方 )单靶——中心圆柱靶,上下圆靶(方 靶),长方靶伸入圆筒中。 (4)多靶——多个圆柱靶平行(如平板玻 )多靶——多个圆柱靶平行(如平板玻 璃镀膜机)或环绕排列(如太阳能集热管镀 膜机)。 多弧靶在圆柱面螺旋排列。中心圆柱靶+ 多弧靶在圆柱面螺旋排列。中心圆柱靶+两 侧矩形靶。
镀膜机常用技术指标
镀膜方法:CVD,PVD(蒸发、溅射、离子镀、 镀膜方法:CVD,PVD(蒸发、溅射、离子镀、 复合镀) 被镀工件的形状、尺寸;工件架尺寸;真空室尺 寸; 生产方式:连续、半连续、周期式。生产周期。 生产量。生产速率。 技术参数:设备极限真空度、工作本底真空度、 工作真空度、工作气氛; 漏率、抽空时间、恢复真空时间。 工作(烘烤)温度;(热处理炉、冻干机) 膜厚不均匀程度; 功率;最高电压;
8.3真空室与机架 8.3真空室与机架 ------- 4构成与附件
动密封——用途:工件转架、、工件传送、 动密封——用途:工件转架、、工件传送、 各种挡板、转靶、机械手(拨叉、送料杆) 橡胶圈、皮碗密封(不能用润滑液,低速 蠕动), 波纹管及胶片密封,磁耦合传动,磁流体 密封 辐射与屏蔽屏—— 辐射与屏蔽屏—— 支撑与绝缘件—— 支撑与绝缘件——
8.9水冷系统 8.9水冷系统 ------- 4 元器件与构成
水源总阀门,分水排,橡胶(金属)水管, 回水槽,水压继电器 水流继电器, 回水槽,水压继电器、水流继电器, 水压继电器、 可移动设备供水管的履带结构, 中空回 转轴的供水元件— 转轴的供水元件—水冷转轴供水接头 水冷系统工作状态的检测、显示、控制系 统(传感器、显示器— 统(传感器、显示器—模拟屏或计算机、 执行器)
真空镀膜机的构成
真空室与机架 源—基系统(蒸发源、溅射靶+工件架) 基系统(蒸发源、溅射靶+ 真空系统 供电系统 测量与控制系统 水冷系统 充气系统 其它辅助系统
8.3真空室与机架 8.3真空室与机架 ------- 1结构布置
立式——中轴线垂直,高度尺寸大 立式——中轴线垂直,高度尺寸大 卧式——中轴线水平,长度尺寸大。 卧式——中轴线水平,长度尺寸大。 又分 立卧(高度尺寸第二大) 平卧(高度尺寸最小)
8.4工件架 8.4工件架 ------- 5挡板机构
作用是控制蒸发 (多靶时)防各靶间相互污染
8.4工件架 8.4工件架 ------- 6 设计要求
强度要求 运动要求 灵活性(转动轻快,无卡滞,无 噪音;不加润滑剂) 稳定性(运行平稳,可靠,耐烘烤,能长 期工作) 满足膜厚均匀性要求(行星杆系速比) 密封要求 烘烤或水冷要求(基片平台带发热体) 偏压与绝缘要求
(舟、丝)蒸发源的水冷电极,感应源的 水冷线圈,电子枪的水冷坩埚,各种磁控 溅射靶的靶材,蒸发挡板的水冷挡板,内 部带烘烤的镀膜机的真空室体水冷壁及橡 胶密封圈部位,要求薄膜低温生长的基片 (架),真空系统的扩散泵、水冷障板、 旋片泵。
8.9水冷系统 8.9水冷系统 ------- 2 用水量的计算
散热功率(W 散热功率(W) w = q c(t − t ) m 1 2
w 水流量 (Kg/s) qm = Kg/s) c(t1 − t 2 )
比热 c—J/(kg。K) J/(kg。 温度 t—K
8.9水冷系统 8.9水冷系统 ------- 3 水流设计
——设计流道的结构及尺寸、水流流速的 ——设计流道的结构及尺寸、水流流速的 大小、水压压降、流阻 A、换热能否满足要求 换热形式主要是间 壁式对流换热,考虑受热、换热面积有多 大?单位面积总换热系数有多大?传热总 温差有多大? B、流动能否实现 对流换热要求多大的 流速?由总流量决定流道的横截面积,总 流道有多长?有多大的流阻?需要多高的 水压?
8.4工件架 8.4工件架 -------1 -------1 功能作用与要求
多装料 装卡要求 利于膜厚分布 满足对基片的要求(加偏压、加热 冷 却)
8.4工件架 8.4工件架 ------- 2 结构形式
与真空室形式及源靶布置方式相匹配 包括静止工件架、基片转架和多自由度工 件架 静止镀镜 杆式工件架,小车式 三球面行星轮系(钟罩式室体、小平面蒸 发源、上拨动)
8.9水冷系统 8.9水冷系统 ------- 5 注意事项
局部流道的设计——急转弯处流阻大、对 局部流道的设计——急转弯处流阻大、对 流系数也大。 多支路水冷系统的流阻平衡,防短路效应 多支路水冷系统的流阻平衡,防短路效应。 短路效应。 蒸发源、电子枪、磁控靶冷却水的电绝缘,
8.10 气体充入与分配系统
第八章 真空镀膜机设计
The Design of Vacuum Coating Equipments
8.1真空设备设计原则 8.1真空设备设计原则
⑴先功能,后结构。先给出指标参数、生 产要求、功能 ⑵先核心,后辅助。由内向外。先决定 靶 尺寸、靶基距 ⑶先局部,后整体。再由整体,定局部。 ⑷先设计,后校核。由粗到细。
8.3真空室与机架 8.3真空室与机架 ------- 2外形
钟罩式 (垂直提升,有机架、台面) 扁箱式 (平板形基片)如 立卧或平卧、 周期或连续式、平板玻璃镀膜机 方箱式 前开门 圆筒式 前开门,蚌壳炉(门大,可装大 工件)。 盒式 长方形 圆形 上揭盖(垂直提升, 有机架、台面) 球形 适于化学气相合成,可接许多接口 (分析仪器),并都对准中心