COB wire_bonding原理介绍
COB_wire_bonding原理介绍
pad
lead
Formation of a first bond
SEARCH SPEED1
SEARCH TOL 1
pad
lead
Formation of a first bond
IMPACT FORCE
SEARCH SPEED1
SEARCH TOL 1
pad
lead
Formation of a first bond Contact
Eagle
MACHINE SPECIFICATIONS (II) •Vision System •Pattern Recognition Time 70 ms / point •Pattern Recognition Accuracy + 0.37 um •Lead Locator Detection 12 ms / lead (3 leads/frame) •Lead Locator Accuracy + 2.4 um •Post Bond Inspection First Bond, Second Bond Wire Tracing •Max. Die Level Different 400 – 500 um
pad
lead
Formation of a new free air ball
pad
lead
Material
Leadfram Capillary Gold Wire
Leadfram (I)
Leadfram ( II )
CAPILLARY (I)
Capillary Manufacturer
pad
lead
Capillary rises to loop height position
COB邦定技术简介
3.4.2.焊線跨距與拉力的關系曲線圖解
8 7 拉力測試值 6 (單位:gms) 5 4 3 2 1 50 T=10gms H=10mils T:焊線強度 H:焊線弧度
T:焊線強度 H:焊線弧度
100
150
200
焊線跨距:(單位:mils)
3.4.3.拉力測試值與各項參數式
H
P
P=2T=
h2+s2/4
教育訓練教材
規范編號:EWE003(Ver.0) Page:1/1
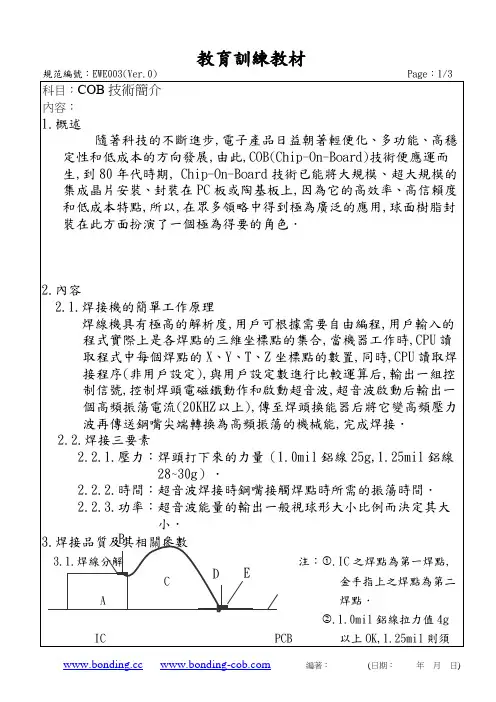
科目:COB 技術簡介 內容:
1.概述 隨著科技的不斷進步,電子產品日益朝著輕便化、多功能、高穩 定性和低成本的方向發展,由此,COB(Chip-On-Board)技術便應運而生, 到 80 年代時期, Chip-On-Board 技術已能將大規模 超大規模的集成晶 、 片安裝、封裝在 PC 板或陶基板上,因為它的高效率、高信賴度和低成 本特點,所以,在眾多領略中得到極為廣泛的應用,球面樹脂封裝在此 方面扮演了一個極為得要的角色.
2.內容 2.1.焊接機的簡單工作原理 焊線機具有極高的解析度,用戶可根據需要自由編程,用戶輸入的 程式實際上是各焊點的三維坐標點的集合,當機器工作時,CPU 讀 取程式中每個焊點的 X、Y、T、Z 坐標點的數置,同時,CPU 讀取焊 接程序(非用戶設定),與用戶設定數進行比較運算后,輸出一組控制 信號,控制焊頭電磁鐵動作和啟動超音波,超音波啟動后輸出一個 高頻振蕩電流(20KHZ 以上),傳至焊頭換能器后將它變高頻壓力波 再傳送鋼嘴尖端轉換為高頻振蕩的機械能,完成焊接. 2.2.焊接三要素 2.2.1.壓力 焊頭打下來的力量 : (1.0mil 鋁線 25g,1.25mil 鋁線 28~30g) . 2.2.2.時間:超音波焊接時鋼嘴接觸焊點時所需的振蕩時間. 2.2.3.功率:超音波能量的輸出一般視球形大小比例而決定其大小. 3.焊接品質及其相關參數
Bonding-技术人员培训教材

Bonding技术人员培训教材第一章:帮定焊接概念与原理一、COB(chip on board)板载芯片技术,是芯片组装的一门技术,它是将芯片直接粘在PCB上用引线键合达到芯片与PCB的电气联接,然后用黑胶包封保护。
主要焊接方式有以下三种:1.热压焊禾U用加热和加压力使金属比与焊区压焊在一起,其原理是通过加热和加压力,使焊区发发生塑性形变同时破坏压焊界面上的氧化层,从而使原子间产生吸引力达到“键合”的目的。
此外两金属不平整加热进可使上下的金属相互镶嵌。
此技术一般用在玻璃板上芯片上,即我们常讲的COG(Chip on Glass)2•超声波楔形焊接它是利用超声波发生器产生的能量,通过换能器在超高频的磁场感应下,迅速伸缩面产生弹性振动,使钢咀相应振动,同时在钢咀上施加一定的压力,于是钢咀在在这两种力的共同作用下,带动铝丝在被焊焊区的金属化层表面迅速摩擦,使铝线和金属化层表面产生塑性变形,这种形变也破坏了金属化层界面的氧化层,使两个纯净的金属面紧密接触,达到原子间的结合,从而形成焊接。
主要焊料为铝丝,焊头一般为楔形。
3.金丝球超声波焊接球焊在引线键合中是最具有代表性的焊接技术,它常用于二、三极管,LED、IC、BGA等CMOS产品的塑封。
它焊点牢固,速度快又无方向性。
它也是超声波焊接,不同的是它使用的是金丝,在焊接前在焊点部们的金丝会烧成一个球状。
二、邦定焊接介绍1•各种不同的叫法:裸片封装、BONDING Chip on Board(COB) 邦定wire bond(W/B)引线键合引线互连邦线打线Die bond(D/B) 2•我司常用的铝线焊接设备。
ASM 公司的:AB500/B AB510 AB520/A AB530 AB509/A AB559/A | 等ITM 综科的:BONDA101A BONDA101B BONDAIOOl]等K&S的:K&S1488等系列帮机近年还有一些其它公司推出了一些帮机设备如:天力精密、翠涛,威尔富等手邦机较好的有台湾的新美化,深圳的友邦等。
Wire-Bonding工艺以及基本知识 PPT
Capillary的選用:
Hole径(H)
Hole径是由规定的Wire径WD(Wire Diameter)
来決定
H
H=1.2~1.5WD
WD
Capillary主要的尺寸:
H:Hole Diameter (Hole径) T:Tip Diameter B:Chamfer Diameter(orCD) IC:Inside Chamfer IC ANGLE:Inside Chamfer Angle FA:Face Angle (Face角) OR:Outside Radius
Die 第一焊点搜索速度1st Search Speed 1
3. 第一焊點接触階段
最初的球形影响参数: 接觸压力和预备功率 Impact Force and Standby Power
1/16 inch 總長L
Capillary尺寸對焊線品質的影響:
1. Chamfer径(CD) Chamfer径过于大的话、Bonding強度越弱,易造成虛焊.
CD
CD
大家应该也有点累了,稍作休息
大家有疑问的,可以询问和交流
2. Chamfer角(ICA ) Chamfer角:小→Ball Size:小 Chamfer角:大→Ball Size:大
1.Wire Bonding原理
IC封裝中電路連接的三種方式: a. 倒裝焊(Flip chip bonding) b. 載帶自動焊(TAB---tape automated bonding) c. 引線鍵合(wire bonding)
Wire Bonding------引線鍵合技術
Wire Bonding的作用
Wire Bonding的四要素: ➢ Time(時間) ➢ Power(功率) ➢ Force(壓力) ➢ Temperature(溫度)
邦线原理
COB帮定技术 --海豹
邦線基本培訓課程
邦線原理
利用超聲波震動鋼咀, 配合施予鋁線的壓力, 使 鋁線與接觸介面熔合 邦線程序 先邦晶片的焊位 作弧度 邦厎板的焊位 扯鋁線 送鋁線
邦線原理(先邦晶片的焊位)
鋼咀 線夾
鋁線 線尾 晶片焊盘
底板焊盘
銀浆
PCB板
邦線原理(作弧度)
鋼 咀移 動 方 向
線夾開
作弧度
弧位 底板焊盘 晶片焊盘
PCB板
邦線原理(邦厎板的焊位)
超聲震動
第 二 焊 點
壓力
線夾
晶片焊盘
底板焊盘
PCB板
邦線原理(扯鋁線)
撕線
壓力
底板焊盘 晶片焊盘
PCB板
邦線原理(CB板
邦線原理(送鋁線)
進線
底板焊盘 晶片焊盘
PCB板
Bonding-技术人员培训教材
Bonding技术人员培训教材第一章:帮定焊接概念与原理一、COB(chip on board)板载芯片技术,是芯片组装的一门技术,它是将芯片直接粘在PCB上用引线键合达到芯片与PCB的电气联接,然后用黑胶包封保护。
主要焊接方式有以下三种:1.热压焊禾U用加热和加压力使金属比与焊区压焊在一起,其原理是通过加热和加压力,使焊区发发生塑性形变同时破坏压焊界面上的氧化层,从而使原子间产生吸引力达到“键合”的目的。
此外两金属不平整加热进可使上下的金属相互镶嵌。
此技术一般用在玻璃板上芯片上,即我们常讲的COG(Chip on Glass)2•超声波楔形焊接它是利用超声波发生器产生的能量,通过换能器在超高频的磁场感应下,迅速伸缩面产生弹性振动,使钢咀相应振动,同时在钢咀上施加一定的压力,于是钢咀在在这两种力的共同作用下,带动铝丝在被焊焊区的金属化层表面迅速摩擦,使铝线和金属化层表面产生塑性变形,这种形变也破坏了金属化层界面的氧化层,使两个纯净的金属面紧密接触,达到原子间的结合,从而形成焊接。
主要焊料为铝丝,焊头一般为楔形。
3.金丝球超声波焊接球焊在引线键合中是最具有代表性的焊接技术,它常用于二、三极管,LED、IC、BGA等CMOS产品的塑封。
它焊点牢固,速度快又无方向性。
它也是超声波焊接,不同的是它使用的是金丝,在焊接前在焊点部们的金丝会烧成一个球状。
二、邦定焊接介绍1•各种不同的叫法:裸片封装、BONDING Chip on Board(COB) 邦定wire bond(W/B)引线键合引线互连邦线打线Die bond(D/B) 2•我司常用的铝线焊接设备。
ASM 公司的:AB500/B AB510 AB520/A AB530 AB509/A AB559/A | 等ITM 综科的:BONDA101A BONDA101B BONDAIOOl]等K&S的:K&S1488等系列帮机近年还有一些其它公司推出了一些帮机设备如:天力精密、翠涛,威尔富等手邦机较好的有台湾的新美化,深圳的友邦等。
cob bonding推拉力 标准
cob bonding推拉力标准
COB邦定推拉力标准是指在COB(Chip On Board)封装工艺中,芯片与PCB板之间的连接强度要求。
COB是一种将裸芯片直接固定于印刷线路板上的技术,通过铝丝焊线机将芯片与PCB板上的对应焊盘进行桥接,实现芯片与线路板电极之间的电气与机械上的连接。
COB邦定推拉力标准对于确保产品的可靠性和稳定性具有重要意义。
在推拉力测试中,通过施加一定的力量来模拟实际使用中可能受到的机械应力,检查COB邦定的连接是否牢固,并评估其耐久性。
根据不同的应用场景和产品要求,COB邦定推拉力标准会有所不同。
一般来说,推拉力标准会根据芯片大小、封装材料、焊点大小等因素进行设定。
例如,对于一些小型芯片,推拉力标准可能会较低,而对于一些大型芯片或需要承受较大机械应力的产品,推拉力标准则会相应提高。
在COB邦定过程中,为了确保满足推拉力标准,需要采用适当的工艺参数和材料。
例如,选择合适的焊线材料和直径、控制焊接温度和时间等。
同时,还需要对生产过程进行严格的质量控制,确保每个环节的稳定性和一致性。
总之,COB邦定推拉力标准是确保COB封装产品可靠性和稳定性的重要指标之一。
在生产过程中,需要严格遵守相关标准,并采用适当的工艺参数和材料,以确保产品的质量和性能。
COB工艺制程简介
COB工艺制程简介1.芯片的焊线连接:1.1芯片直接封装简介:现代消费性电子产品逐渐走向轻、薄、短、小的潮流下,COB(Chip On Board)已成为一种普遍的封装技术。
COB的关键技术在于Wire Bonding(俗称打线)及Molding (封胶成型),是指对裸露的集成电路芯片(IC Chip),进行封装,形成电子组件的制程,其中IC藉由焊线(Wire Bonding)、覆晶接合(Flip Chip)、或卷带接合(Tape Automatic Bonding;简称TAB)等技术,将其I/O经封装体的线路延伸出来。
集成电路芯片必须依照设计和外界的电路连接,方能成为具有一定功能的电子组件就如我们所看到的"IC"就是这种已封装好、有外引脚的封装的集成电路。
1.2芯片的焊线连接方式简介:IC芯片必须与封装基板完成电路连接才能发挥既有的功能,现时市面上流行的焊线连接方式有三类 :打线接合(Wire Bonding)、卷带自动接合(Tape Automated Bonding,TAB)与覆晶接合(Flip Chip,FC),分述如下:1.2.1打线接合(Wire Bonding)打线接合是最早亦为目前应用最广的技术,此技术首先将芯片固定于导线架上,再以细金属线将芯片上的电路和导线架上的引脚相连接。
而随着近年来其它技术的兴起,打线接合技术正受到挑战,其市场占有比例亦正逐渐减少当中。
但由于打线接合技术之简易性及便捷性,加上长久以来与之相配合之机具、设备及相关技术皆以十分成熟,因此短期内打线接合技术似乎仍不大容易为其它技术所淘汰。
图1.2a打线接合的示意图1.2.2卷带式自动接合(Tape Automated Bonding,TAB)卷带式自动接合技术首先于1960年代由通用电子(GE)提出。
卷带式自动接合制程,即是将芯片与在高分子卷带上的金属电路相连接。
而高分子卷带之材料则以polyamide为主,卷带上之金属层则以铜箔使用最多。
Wire_bonding铝丝超声焊技术科普知识
Wire bonding铝丝超声焊技术科普知识一、什么是Wire bonding铝丝超声焊技术?铝丝超声焊是其实是使用铝作为金属丝的一种wire bonding技术。
而Wire bonding是一种初级内部互连方法,用作连到实际的裸片表面或器件逻辑电路的最初一级的内部互连方式,这种连接方式把逻辑信号或芯片的电讯号与外界连起来。
Wire bonding有两种形式:球焊和楔焊。
金丝球焊是最常用的方法,在这种制程中,一个熔化的金球黏在一段在线,压下后作为第一个焊点,然后从第一个焊点抽出弯曲的线再以新月形状将线(第二个楔形焊点)连上,然后又形成另一个新球用于下一个的第一个球焊点。
金丝球焊被归为热声制程,也就是说焊点是在热(一般为150)、超声波、压力以及时间的综合作用下形成的。
第二种压焊方法是楔形制程,这种制程主要使用铝线,但也可用金线,通常都在室温下进行。
楔焊将两个楔形焊点压下形成连接,在这种制程中没有球形成。
铝线焊接制程被归为超声波线焊,形成焊点只用到超声波能、压力以及时间等参数。
不同制程类型的采用取决于具体的应用场合。
比如金线压焊用于大批量生产的场合,因为这种制程速度较快。
铝线压焊则用于封装或PCB不能加热的场合。
另外,楔形压焊制程比金线压焊具有更精细的间距。
目前,金线压焊的间距极限为60μm;采用细铝线楔形压焊可以达到小于60μm的间距。
在此技术中所用金属线,即Bonding Wire是半导体器件和集成电路组装时,为使芯片内电路的输入/输出连接点与引线框架的内接触点之间实现电气连接的内引线。
Bonding Wire作为连接内引线,应具有电导率高,导电能力强,与导体材料的结合力强,化学性能稳定等性能优点。
Bonding Wire的直径,通常在25到75μm之间。
市场上主要有四种材料用作Bonding Wire,分别为金、银、铜和铝。
二、 Wire Bonding技术在电动汽车动力电池领域的应用Wire bonding自从1970年起一直广泛应用于微电子和电力电子领域。
COB_集成_封装注意事项
集成(COB)是直接將裸晶圓(die)黏貼在電路板(PCB)上,並將導線/焊線(wire)直接焊接(Bonding)在PCB的鍍金線路上,再透過封膠的技術,有效的將封裝步驟轉移到電路板上直接組裝。
COB的製造流程圖的製造流程圖 (Process flow chart)COB 的板的選用晶粒黏著 (Die Bonding)晶粒黏著塗佈在焊墊的固晶膠需確保黏住70~100%的晶圓面積,以確保晶圓不會在後製程中移動。
須注意的是固晶膠不應溢出晶圓的範圍以免沾污的焊點。
一般自動焊線機(Wire Bonding Machine)所允許的晶圓最大黏著旋轉角度在8~10°。
晶圓的儲存:一般的從晶圓廠商來的晶圓,多會使用真空防潮包裝;如果已經拆封的晶圓,要留意灰塵沾污不可暴露於的,而且晶圓表面不可用金屬物接觸。
儲存拆封過的晶圓可以重新真空包裝或儲存於氮氣櫃中,以避免氧化及任何的沾污。
焊線 (Wire Bonding)焊線以焊點的形狀來區分,焊線製程可以分為『球型焊(Ball Bond)』及『楔型焊(Wedge Bond)』。
COB通常採用鋁線(Al wire)所以為Wedge Bond。
根據經驗及數據,球型焊的強度比楔型焊好,可以也比較貴。
『球型焊(Ball Bond)』及『楔型焊(Wedge Bond)』的優缺點:一般的COB並不建議PCB作合板(panelization),因為 Wire Bonding 機台有最大尺寸限制,而且Wire Bonding 焊頭的移動範圍也有限制,如果要同時打超過兩顆以上的COB時,就要特別留意了。
焊線拉力測試焊線拉力測試(Wire Pull Test)(Wire Pull Test)這裡有三種方法來測試焊線(Wire Bonding)的的品質。
而COB 的製程一般都只測『焊線拉力(wire pull)』。
•推晶(Die shift )• 推球(Ball shift)• 焊線拉力(Wire pull )環氧樹脂封膠環氧樹脂封膠 (Epoxy Coating)1. 大部分的COB 廠商都採用手動點膠,因為COB 是屬於Low Cost,只是手動點膠有損壞焊線的可能性及點膠形狀不統一的缺點。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• Tool less conversion window clamps and top plate enables fast device
Eagle
MACHINE SPECIFICATIONS (I) •Bonding System •Bonding Method Thermosonic (TS) •BQM Mode Constant Current, Voltage, Power and Normal (Programmable) •Loop Type Normal, Low, Square & J •XY Resolution 0.2 um •Z Resolution (capillary travelling motion)2.5 um •Fine Pitch Capability 35 mm pitch @ 0.6 mil wire •No. of Bonding Wires up to 1000 •Program Storage 1000 programs on Hard Disk •Multimode Transducer System Programmable profile, control and vibration modes
SEARCH SPEED1
pad
SEARCH TOL 1
lead
Free air ball is captured in the chamfer
SEARCH SPEED1
pad
SEARCH TOL 1
lead
Free air ball is captured in the chamfer
SEARCH SPEED1
PRESSURE
Ultra
Sonic
Vibration
pad
heat
lead
Formation of a first bond Base
PRESSURE
Ultra
Sonic
Vibration
pad
heat
lead
Capillary rises to loop height position
pad
WIRE BOND PROCESS INTRODUCTION
CONTENTS
ASSEMBLY FLOW OF PLASTIC IC Wire Bond 原理 M/C Introduction Wire Bond Process Material SPEC Calculator
pad
heat
lead
Formation of a second bond Base
pad
heat
lead
pad
lead
pad
lead
pad
lead
Tail length
pad
lead
pad
lead
pad
lead
Disconnection of the tail
pad
lead
Disconnection of the tail
SEARCH TOL 1
pad
lead
Free air ball is captured in the chamfer
SEARCH SPEED1
SEARCH TOL 1
pad
lead
Free air ball is captured in the chamfer
SEARCH SPEED1
SEARCH TOL 1
W/H ASSY
• changeover •· Fully programmable indexer & tracks •· Motorized window clamp with soft close feature •· Output indexer with leadframe jam protection feature
X Y Table
•Linear 3 phase AC Servo motor •High power AC Current Amplifier •DSP based control platform •High X-Y positioning accuracy of +/- 1 mm •Resolution of 0.2 mm
(SPT, GAISER, PECO, TOTO…)
Capillary Data
( Tip , Hole , CD , FA&OR , IC )
CAPILLARY (II)
( 1st Bond )
Gold wire
pad
lead
B.PRINCIPLE
PRESSURE
VIBRATION
AL2O3
CONTAMINATION
GOLD BALL GLASS Al SiO2
MOISTURE
Si
銲接條件
HARD WELDING Pressure (Force) Amplify & Frequecy Welding Time (Bond Time) Welding Tempature (Heater)
pad
lead
Formation of a first bond
SEARCH SPEED1
SEARCH TOL 1
pad
lead
Formation of a first bond
IMPACT FORCE
SEARCH SPEED1
Байду номын сангаас
SEARCH TOL 1
pad
lead
Formation of a first bond Contact
•Facilities •Voltage 110 VAC (optional 100/120/200/210/ •220/230/240 VAC
Eagle
MACHINE SPECIFICATIONS (III)
•Material Handling System •Indexing Speed 200 – 250 ms @ 0.5 “ pitch •Indexer Resolution 1um •Leadframe Position Accuracy + 2 mil •Applicable Leadframe W = 17 – 75 mm @ bonding area in Y = 65mm = 17 – 90 mm @ bonding area in Y = 54mm L = 280 mm [Maximum] T = 0.075 – 0.8 mm •Applicable Magazine W = 100 mm (Maximum) L = 140 – 300 mm H = 180 mm (Maximum) •Magazine Pitch 2.4 – 10 mm (0.09” – 0.39 “) •Device Changeover < 4 minutes •Package Changeover < 5 minutes •Number of Buffer Magazine 3 (max. 435 mm)
Bonding Process
The Wire Bond Temp
PREHEAT CU L/F200+/-10 BONDSITE 200+/-10
AL L/F210+/-10
BGA 150+/-10
230+/-10
160+/-10 160+/-10 160+/-10
TFBGA150+/-10 LBGA 150+/-10
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
2nd Search Height
Search Speed 2 Search Tol 2
pad
lead
Formation of a new free air ball
pad
lead
Material
Leadfram Capillary Gold Wire
Leadfram (I)
Leadfram ( II )
CAPILLARY (I)
Capillary Manufacturer
pad
lead
Capillary rises to loop height position
RH
pad
lead
Formation of a loop
RD (Reverse Distance)
pad
lead
Formation of a loop
pad
lead
pad
lead
WIRE CLAMP „CLOSE‟
lead
Capillary rises to loop height position
pad
lead
Capillary rises to loop height position
pad
lead
Capillary rises to loop height position
pad
lead
Capillary rises to loop height position
Calculated Wire Length
pad
lead
Calculated Wire Length
pad
lead