定容式液体灌装机国家标准2005
液体灌装生产线标准操作规程
33ml液体灌装生产线标准操作规程1. 目的:建立一个完整的33ml液体灌装生产线标准操作规程,用于规范操作、保证产品质量及设备使用寿命。
2.范围:适用于三车间33ml液体灌装生产线的标准操作。
3. 责任:三车间管理人员、33ml液体灌装生产线操作人员对本标准的实施负责,动力车间、质量部负责监督。
4. 内容:4.1. 设备运行前检查4.1.1 生产前,检查设备状态标志牌“已清洁”栏中是否注“√”并是否在有效期内,如有,说明机器处于正常状态,将设备状态标志牌“已清洁”栏中的“√”擦拭掉,在“运行”栏中注上“√”。
4.1.2 检查各连接坚固部件是否牢固,无松动异常现象。
4.1.3 通电操作前检查所有开关按钮,使其处于停机状态:检查各电源接线有无破损漏电现象;接电时必须保证电机的正确运行方向。
4.2 设备运行操作顺序4.2.1 人工在旋盖机的震荡器中放置瓶盖;转动控制盒面板上总电源开关的钥匙至开的状态,则四个停止按钮的指示灯亮,表示机器已正常通电。
按主机点动按钮,使灌装头抬高,处于待灌装状态。
4.2.2 打开振荡器开关,把瓶盖预送到导轨出口处;启动输送带,以便把瓶子送到灌装位置。
4.2.3 启动旋盖机构,做好旋盖准备。
4.2.4 启动理瓶机,将理瓶机电机拨叉电机及扫瓶电机打开,然后打开提升电机、水平输送链电机,最后把清洁消毒过的塑料扁瓶放入储瓶槽内(加瓶时不要堆满储瓶槽,留有适当空间)。
4.2.5 根据不同的需瓶速度调节相应的主电机及拨叉电机或提升电机,以达到适应下一步工序设备要求的能力。
(在什么情况下调节主电机、拔叉机或提升电机才能有效调整速度,请详细说明,才能指导实际操作)不是说了根据不同的需瓶速度4.2.6 按电磁感应铝箔封口机箱面板上“ON”(电源)按钮:电源指示灯(绿色)亮,警示灯闪烁水泵、风扇开始运转,控制箱面板上功率显示“00”,冷却指示灯(绿色)亮,表示整机已处在准备状态。
(4.2.5和4.2.6不同意删除,尽管现在不用,但是作为联动线的完整性而言,它仍然是一部分,因为写的是设备SOP。
车间所用制药设备参考标准
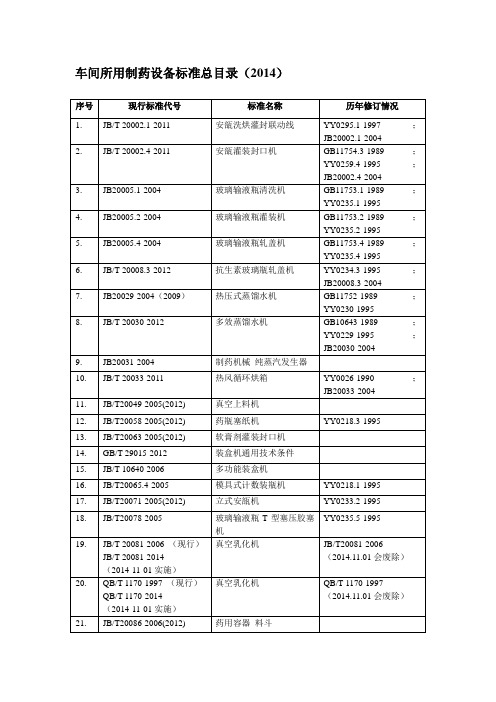
车间所用制药设备标准总目录(2014)序号现行标准代号标准名称历年修订情况1.JB/T 20002.1-2011 安瓿洗烘灌封联动线YY0295.1-1997;JB20002.1-20042.JB/T 20002.4-2011 安瓿灌装封口机GB11754.3-1989;YY0259.4-1995;JB20002.4-20043.JB20005.1-2004 玻璃输液瓶清洗机GB11753.1-1989;YY0235.1-19954.JB20005.2-2004 玻璃输液瓶灌装机GB11753.2-1989;YY0235.2-19955.JB20005.4-2004 玻璃输液瓶轧盖机GB11753.4-1989;YY0235.4-19956.JB/T 20008.3-2012 抗生素玻璃瓶轧盖机YY0234.3-1995;JB20008.3-20047.JB20029-2004(2009)热压式蒸馏水机GB11752-1989;YY0230-19958.JB/T 20030-2012 多效蒸馏水机GB10643-1989;YY0229-1995;JB20030-20049.JB20031-2004 制药机械纯蒸汽发生器10.JB/T 20033-2011 热风循环烘箱YY0026-1990;JB20033-200411.JB/T20049-2005(2012) 真空上料机12.JB/T20058-2005(2012) 药瓶塞纸机YY0218.3-199513.JB/T20063-2005(2012) 软膏剂灌装封口机14.GB/T 29015-2012 装盒机通用技术条件15.JB/T 10640-2006 多功能装盒机16.JB/T20065.4-2005 模具式计数装瓶机YY0218.1-199517.JB/T20071-2005(2012) 立式安瓿机YY0233.2-199518.JB/T20078-2005 玻璃输液瓶T型塞压胶塞机YY0235.5-199519.JB/T 20081-2006 (现行)JB/T 20081-2014(2014-11-01实施)真空乳化机JB/T20081-2006(2014.11.01会废除)20.QB/T 1170-1997 (现行)QB/T 1170-2014(2014-11-01实施)真空乳化机QB/T 1170-1997(2014.11.01会废除)21.JB/T20086-2006(2012) 药用容器料斗22.JB/T20087-2006(2012) 药用容器料桶23.JB/T20092-2007 抗生素瓶立式超声波洗瓶机24.JB/T20094-2007 抗生素瓶表冷式隧道灭菌干燥机25.JB/T 20098-2007 抗生素瓶液体灌装联动线26.JB/T 20100-2007 药用胶塞清洗机27.JB/T 20101-2007(现行)JB/T 20101-2014(2014.11.01实行)铝盖清洗机药用铝盖清洗机JB/T 20101-200728.JB/T 10639-2006 不干胶贴标机29.GB 150.4-2011 压力容器第4部分:制造、检验和验收(附第1号勘误表)30.GB 150.3-2011 压力容器第3部分:制造、检验和验收(附第1号勘误表)31.GB 150.2-2011 压力容器第2部分:制造、检验和验收(附第1号勘误表)32.GB 150.1-2011 压力容器第1部分:制造、检验和验收(附第1号勘误表)33.GB/T 26929-2011 压力容器术语34.GB 5226.1-2008 机械安全机械电气设备第1部分:通用技术条件35.GB 150-2011 《钢制压力容器》36.GB/T 8196-2003 机械安全防护装置固定式和活动式防护装置设计与制造一般要求37.GBZ 1-2010 工业企业设计卫生标准38.GB/T 14295-2008 空气过滤器39.GB/T 13554-2008 高效空气过滤器40.GB/T 26114-2010 液体过滤用过滤器通用技术规范41.GB 12265.3-1997机械安全避免人体各部位挤压的最小间距42.GB 9706.1-2008医用电气设备第一部分:通用安全要求43.GB/T 19974-2005医疗保健产品灭菌灭菌因子的特性及医疗器械灭菌工艺设定、确认和常规控制的通用要求44. GB/T 14710-2009 医用电器环境要求及试验方法45. GB 8599-2008 大型蒸汽灭菌器技术要求 自动控制型46. YY 0154-2005 压力蒸汽灭菌设备用弹簧式安全阀47. YY/T 0157-2005压力蒸汽灭菌设备用弹簧式放汽阀48. YY/T 0158-2005 压力蒸汽灭菌设备用密封垫圈49. YY/T 0159-2005 压力蒸汽灭菌设备用疏水阀50. YY 0085.1-1992 脉动真空压力蒸汽灭菌器51. GB 50236-2011 现场设备、工业管道焊接工程施工规范 52. GB/T 29015-2012 装盒机通用技术条件 53. JB 7233-1994 包装机械安全要求 54. JB/T 10799-2007 软管灌装封尾机 55. GB/T 29018-2012 软管灌装封尾机 56. 57. 58. 59. 60.✧✧ GB 5226.1-2008 机械安全 机械电气设备 第一部分:通用技术条件✧✧ QB/T 1170-2014 真空乳化机。
液态灌装机计量标准技术报告.

计量标准技术报告计量标准名称液态物料定量灌装机检定装置计量标准负责人建标单位名称(公章)填写日期目录一、建立计量标准的目的 (1)二、计量标准的工作原理及其组成 (1)三、计量标准器及主要配套设备 (2)四、计量标准的主要技术指标 (3)五、环境条件 (3)六、计量标准的量值溯源和传递框图 (4)七、计量标准的重复性试验 (5)八、计量标准的稳定性考核 (6)九、检定或校准结果的测量不确定度评定 (7)十、检定或校准结果的验证 (9)十一、结论 (10)十二、附加说明 (10)一、建立计量标准的目的为贯彻实施《计量法》,保障国家计量单位制的统一和量值传递的准确可靠,为经济和社会发展以及计量监督管理提供准确的检定数据或结果;同时,该计量标准经济效益可观,社会效益影响力较大,故建立该计量标准。
二、计量标准的工作原理及其组成1、工作原理一、定容式灌装机:一是采用容量比较法进行检定,将灌装机设定好标称值,把灌装好的带有编号的包装介质倒入标准量器内进行容量比较,其灌装量在上下允差范围内即为合格。
二是采用称重法进行检定,用电子天平或电子秤分别测量得盛装容器和灌装液体的总重,然后依次称量盛装容器的重量,用密度测量装置测量液体密度3次取平均值为液体密度ρ,利用公式V i =m i /ρ[1+β(20-t)] (β:灌装机膨胀系数,t :灌装介质温度)即得。
相对误差E=(V-V i )/V i ×100%,其中V 为灌装机标称值,V i 为实际灌装量。
二、定重式灌装机:采用称重法进行检定,用电子天平或电子秤逐个称量总重,再逐个称量皮重,利用计算公式为m i =m is -m ik 即得。
相对误差E=(m-m i )/ m i ×100%.2、组成该标准由灌装机标准器、电子天平、电子秤、密度杯、温度计、电子秒表、分度吸管等组成。
灌装机标准器灌 装 机电子天平或电子秤密度测量装置灌 装 机电子天平或电子秤灌 装 机三、计量标准器及主要配套设备计量标准器名称型号测量范围不确定度或准确度等级或最大允许误差制造厂及出厂编号检定或校准机构检定周期或复校间隔标准玻璃量器标准金属量器标准金属量器电子天平电子天平电子天平标准天平电子秤主要配套设备温度计电子秒表分度吸管液体相对密度天平四、计量标准的主要技术指标1、灌装机标准器测量范围:5ml-50L准确度等级:二等2、电子天平a.准确度等级I 级测量范围:(0~220)gb.准确度等级:级测量范围:(0-600) gc.准确度等级:级测量范围:0.1g-20kg3、标准天平准确度等级:7级测量范围:200mg-30kg3、液体相对密度天平型号:PZB-54、电子秤TCS-60测量范围:(0.01-60)kg准确度等级:级五、环境条件序号项目要求实际情况结论1 温度环境温度:(5~40)℃一次检定过程中间的介质温度差应≤5℃环境温度:(10~30)℃一次检定过程中间的介质温度差为0.5℃合格2 湿度/ / /3453六、计量标准的量值溯源和传递框图上级计量器具一等玻璃量器标准装置准确度等级:一等比较或直接测量法E2等毫克组克组砝码标准器组测量范围:1mg~500g不确定度:U =(0.002~0.24)mg k=2非自动衡器检定装置测量范围:100mg~75t准确度等级:M1等级本 所 计 量 器 具工 作 计 量 器 具4七、计量标准的重复性试验容量比较或称重法液态物料定量灌装机检定装置 测量范围:(0.01-60)kg /(0-50)L测量不确定度:U =0.76g k =2液态物料定量灌装机测量范围:(0.01-60)kg (0-50)L 最大允许误差:定容式±1%、±2%、±3%、±5%一、定重式灌装机以灌装量标称值为180g 的灌装机为例选择一台最大允许误差为±1%的灌装机,灌装量标称值为180g ,对1号头进行灌装,灌装介质为纯水,连续测量10次得到一组测量值见下表:序号 12345678910测量值/g180.51180.23179.96180.51179.85179.93180.32179.84180.41179.2921()()1nii n x x s x n =-==-∑0.38g二、定容式灌装机以灌装量标称值为125ml 的灌装机为例选择一台最大允许误差为±1%的灌装机,灌装量标称值为125ml ,对1号头进行灌装,灌装介质为纯水,连续测量10次得到一组测量值见下表:序号12345678910测量值/ml 124.65 125.35 124.76 124.70 125.45 125.10 124.85 125.46 124.70 124.7521()()1nii n x x s x n =-==-∑0.33ml5八、计量标准的稳定性考核一、选取二等标准玻璃量器在1000mL 这个点每隔一段时间(大于一个月)进行一次测试,每次连续记录6次数据,共进行4组。
液体灌装机文档
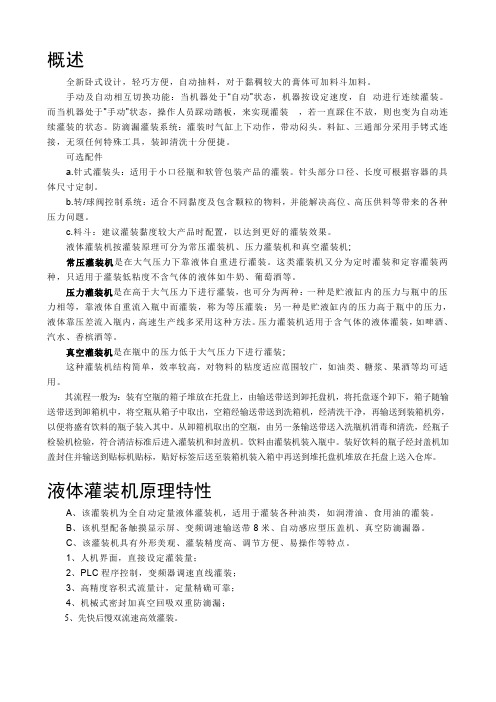
概述全新卧式设计,轻巧方便,自动抽料,对于黏稠较大的膏体可加料斗加料。
手动及自动相互切换功能:当机器处于“自动”状态,机器按设定速度,自动进行连续灌装。
而当机器处于"手动"状态,操作人员踩动踏板,来实现灌装,若一直踩住不放,则也变为自动连续灌装的状态。
防滴漏灌装系统:灌装时气缸上下动作,带动闷头。
料缸、三通部分采用手铐式连接,无须任何特殊工具,装卸清洗十分便捷。
可选配件a.针式灌装头:适用于小口径瓶和软管包装产品的灌装。
针头部分口径、长度可根据容器的具体尺寸定制。
b.转/球阀控制系统:适合不同黏度及包含颗粒的物料,并能解决高位、高压供料等带来的各种压力问题。
c.料斗:建议灌装黏度较大产品时配置,以达到更好的灌装效果。
液体灌装机按灌装原理可分为常压灌装机、压力灌装机和真空灌装机;常压灌装机是在大气压力下靠液体自重进行灌装。
这类灌装机又分为定时灌装和定容灌装两种,只适用于灌装低粘度不含气体的液体如牛奶、葡萄酒等。
压力灌装机是在高于大气压力下进行灌装,也可分为两种:一种是贮液缸内的压力与瓶中的压力相等,靠液体自重流入瓶中而灌装,称为等压灌装;另一种是贮液缸内的压力高于瓶中的压力,液体靠压差流入瓶内,高速生产线多采用这种方法。
压力灌装机适用于含气体的液体灌装,如啤酒、汽水、香槟酒等。
真空灌装机是在瓶中的压力低于大气压力下进行灌装;这种灌装机结构简单,效率较高,对物料的粘度适应范围较广,如油类、糖浆、果酒等均可适用。
其流程一般为:装有空瓶的箱子堆放在托盘上,由输送带送到卸托盘机,将托盘逐个卸下,箱子随输送带送到卸箱机中,将空瓶从箱子中取出,空箱经输送带送到洗箱机,经清洗干净,再输送到装箱机旁,以便将盛有饮料的瓶子装入其中。
从卸箱机取出的空瓶,由另一条输送带送入洗瓶机消毒和清洗,经瓶子检验机检验,符合清洁标准后进入灌装机和封盖机。
饮料由灌装机装入瓶中。
装好饮料的瓶子经封盖机加盖封住并输送到贴标机贴标,贴好标签后送至装箱机装入箱中再送到堆托盘机堆放在托盘上送入仓库。
液态物料定量灌装机检定装置技术报告

计量标准技术报告计量标准名称液态物料定量灌装机检定装置计量标准负责人建标单位名称填写日期目录一、建立计量标准的目的…………………………………………………… ( 3 )二、计量标准的工作原理及其组成……………………………………( 3 )三、计量标准器及主要配套设备…………………………………………( 4 )四、计量标准的主要技术指标 (5)五、环境条件……………………………………………………………( 5 )六、计量标准的量值溯源和传递框图………………………………………( 6 )七、计量标准的稳定性考核…………………………………………………( 7 )八、检定或校准结果的重复性试验……………………………………………( 8 )九、检定或校准结果的不确定度评定……………………………………( 9 )十、检定或校准结果的验证…………………………………………………( 16 ) 十一、结论……………………………………………………………………( 17 ) 十二、附加说明…………………………………………………………………( 17 )十、检定或校准结果的验证采用两套比对法,对测量不确定度进行验证选用一台灌装量为227ml,的液态物料定量灌装机,分别用两套检定装置对其进行检定,得到测量结果如下表在:M1(g) 231.5 231.5 232.0 232.0 231.5 232.0 231.5 232.5 232.5 231.5M2(g) 231.5 231.5 232.0 232.5 232.5 232.5 231.5 231.5 232.5 231.5密度平均值ρ1:1.025 ρ2:1.02满足<U即此装置的测量不确定度得到验证。
灌装机测量不确定度评定和分析
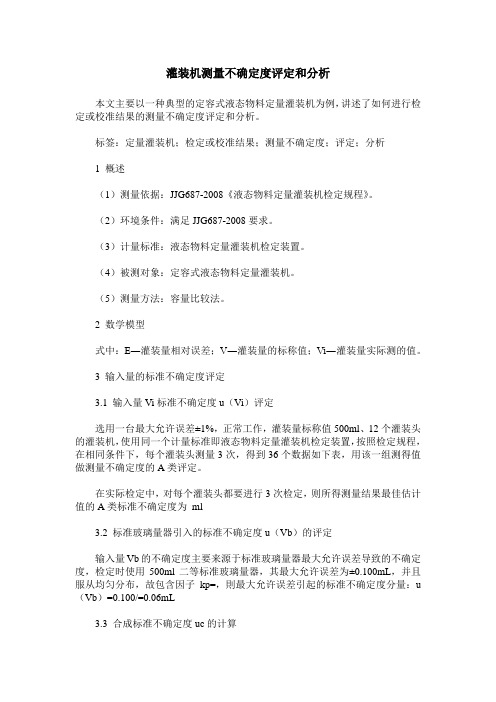
灌装机测量不确定度评定和分析本文主要以一种典型的定容式液态物料定量灌装机为例,讲述了如何进行检定或校准结果的测量不确定度评定和分析。
标签:定量灌装机;检定或校准结果;测量不确定度;评定;分析1 概述(1)测量依据:JJG687-2008《液态物料定量灌装机检定规程》。
(2)环境条件:满足JJG687-2008要求。
(3)计量标准:液态物料定量灌装机检定装置。
(4)被测对象:定容式液态物料定量灌装机。
(5)测量方法:容量比较法。
2 数学模型式中:E―灌装量相对误差;V―灌装量的标称值;Vi―灌装量实际测的值。
3 输入量的标准不确定度评定3.1 输入量Vi标准不确定度u(Vi)评定选用一台最大允许误差±1%,正常工作,灌装量标称值500ml、12个灌装头的灌装机,使用同一个计量标准即液态物料定量灌装机检定装置,按照检定规程,在相同条件下,每个灌装头测量3次,得到36个数据如下表,用该一组测得值做测量不确定度的A类评定。
在实际检定中,对每个灌装头都要进行3次检定,则所得测量结果最佳估计值的A类标准不确定度为ml3.2 标准玻璃量器引入的标准不确定度u(Vb)的评定输入量Vb的不确定度主要来源于标准玻璃量器最大允许误差导致的不确定度,检定时使用500ml二等标准玻璃量器,其最大允许误差为±0.100mL,并且服从均匀分布,故包含因子kp=,則最大允许误差引起的标准不确定度分量:u (Vb)=0.100/=0.06mL3.3 合成标准不确定度uc的计算由于输入量的分项彼此独立,所以ml4 标准不确定度汇总表5 扩展不确定度的评定取k=2,则U=kuc=2×0.24=0.5ml;相对扩展不确定度为Ur=0.5/500=0.1%,k=2。
6 测量不确定度的报告与表示定量灌装机预设灌装量为500 mL的灌装量误差测量结果扩展不确定度为:V=500.00ml;Ur= 0.1%,k=2。
我国灌装机的发展史

我国灌装机的发展史灌装机主要是包装机中的一小类产品,从对物料的包装角度可分为液体灌装机、膏体灌装机、粉剂灌装机、颗粒灌装机;从生产的自动化程度来讲分为半自动灌装机和全自动灌装生产线。
近来随着食品的QS 认证、食用油的厂家已经开始注重产品质量和包装,所以油类灌装机在灌装机中地位凸现。
下面我以液体灌装机为代表对灌装机的发展史进行概述。
液体灌装机主要用于洗液、护理液、口服液、消毒液、洗眼液、营养液、酒水、注射液、农药、医药、香水、食用油、润滑油及特殊行业的液体灌装。
液体灌装机按灌装原理可分为常压灌装机、压力灌装机和真空灌装机。
常压灌装机是在大气压力下靠液体自重进行灌装。
这类灌装机又分为定时灌装和定容灌装两种,只适用于灌装低粘度不含气体的液体如牛奶、葡萄酒等。
压力灌装机是在高于大气压力下进行灌装,也可分为两种:一种是贮液缸内的压力与瓶中的压力相等,靠液体自重流入瓶中而灌装,称为等压灌装;另一种是贮液缸内的压力高于瓶中的压力,液体靠压差流入瓶内,高速生产线多采用这种方法。
压力灌装机适用于含气体的液体灌装,如啤酒、汽水、香槟酒等。
目前,全球的灌装机械需求每年以7%的速度增长,2009年达到450亿美元。
美国拥有最大的包装设备生产商,其次是日本,其他主要生产商还来自德国、意大利和中国。
但目前灌装机械设备生产增长最快的是在发展中的国家和地区,特别是在中国。
近年来,饮料工业发展迅猛,碳酸饮料、果汁饮料、蔬菜汁饮料、含乳饮料、瓶装饮用水、茶饮料等品种不断丰富,产量上的“飘红”使得对设备市场的需求也呈“牛市”。
国外灌装与封口设备向高速、多用、高精度方向发展,目前部分灌装生产线已可以在玻璃瓶与塑料容器(聚酯瓶)、碳酸饮料与非碳酸饮料、热灌装与冷灌装等不同要求和环境下使用。
目前碳酸饮料灌装机灌装速度最高已达2000罐/分,德国H&K公司灌装机的灌装阀多达165头,SEN公司144头,Krones公司178头,灌装机直径大至5米,灌装精度±0.5ml 以下。
国家质检总局[2005]第75号令《定量包装商品计量监督管理办法》
![国家质检总局[2005]第75号令《定量包装商品计量监督管理办法》](https://img.taocdn.com/s3/m/6b82cff5700abb68a982fb8f.png)
第九条 批量定量包装商品的平均实际含量应当大于或者等于其标注净含量。 用抽样的方法评定一个检验批的定量包装商品,应当按照本办法附表 4 中的规定进
行抽样检验和计算。样本中单件定量包装商品的标注净含量与其实际含量之差大于允许短
定量包装商品计量监督管理办法
文件编号: 产生日期:2005-05-30 发布机构:国家质量技术监督局
第一条 为了保护消费者和生产者、销售者的合法权益,规范定量包装商品的计量监 督管理,根据《中华人民共和国计量法》并参照国际通行规则,制定本办法。
第二条 在中华人民共和国境内,生产、销售定量包装商品,以及对定量包装商品实 施计量监督管理,应当遵守本办法。 本办法所称定量包装商品是指以销售为目的,在一定量限范围内具有统一的质量、体积、 长度、面积、计数标注等标识内容的预包装商品。
督检查。 质量技术监督部门进行计量监督检查时,应当充分考虑环境及水份变化等因素对定
量包装商品净含量产生的影响。 第十三条 对定量包装商品实施计量监督检查进行的检验,应当由被授权的计量检定
机构按照《定量包装商品净含量计量检验规则》进行。 检验定量包装商品,应当考虑储存和运输等环境条件可能引起的商品净含量的合理变
样本平均实际含量修正值 允许大于 1 允许大于 2
(λ·s)
倍,小于或者 倍允许短缺
修正因子
样本实际含 等于 2 倍允 量的件数
λ=t0.995× 1 n
量标准偏差 s 许短缺量的 件数
1~10
N
\
\
0
0
11~50
10
1.028
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.1.4凡与液体接触的容器、管道、零件等,应根据液体的特点选用耐腐蚀材料,且应符合GB 16798
的规定,其橡胶制Am应符合GB 4806.1的规定。
4.1.5机械加工件未注公差的线性和角度尺寸的极限偏差数值采用GB/T 1804-2000中公差等级m,
5.2空运转试验
5.2. 1要求
空运转试验应按GB/T1 4253一1993中7.3.1的规定进行,应符合4.3.3.4.3.5,4 .4.2的要求。
QB/T 2754一2005
5.2.2噪声的测定
产品空运转噪声的测试和使用的测量仪器按JB/T 7232-1994的规定,按产品的几何尺寸大小确定
半球测量表面或矩形六面体测量表面,其平均声压级应符合4.3.4的规定。
产品运转正常后,在产.异出瓶后的输瓶带卜统计灌装成品数量,测定时间为。5h,按公式(1)计
算生产能力,应符合4.4.1的要求
M_二.. .... ..... .... .... .... ..... .... .... .... ..... ... .⋯ ⋯( 1)
0. 5
式中:
M —生产能力,单位为瓶每小时(瓶/h);
v—每瓶的公称容量,单位为毫升一每瓶(ML/瓶);
p—灌装液体的密度,单位为克每毫升(g/mL)o
5.4产品的有效率的测定
产品运行正常后,在额定生产能力状态卜,测试1h内的因产品故障停机时间,进行三次,将=次
测试中的故障停机时间之和按公式(5)计算有效率,应符合4.5.1的规定。
A=-3 x10 0 ......................................⋯⋯(5)
GB 4 806 .1食品用橡胶制品卫生标准
GB 5 2 26 .1-2002机械安全机械电气设备第1部分:通用技术条件
GB /T 6 388运输包装收发货标志
GB 9 9 69 .1工业产品使用说明书总则
GB /T 1 3306标牌
GB /T 1 3 384机电产品包装通用技术条件
GB /T 1 4 253一1993轻工机械通用技术条件
3
式中:
A—产品的有效率,%;
三次测试中的故障停机时间之和,单位为小时(h).
检验规则
6.1检验分类
产品检验分为出厂检验和型式检验。
6.2出厂检验
产品的各零部件及整台产品应经制造厂质量检验部门按本标准4.1.4 .3,4 .4.1.4 .4.2.4 .4.4的规定
及有关技术文件逐台检验,检验合格后签发合格证方能出厂。出厂检验如有不合格项,允许修整后复检,
4要求
4.1基本要求
QB/T 2754一2005
4.1.1产品应符合本标准的规定,并按规定程序批准的图样及技术文件制造。
4.1.2产品所川材料、外购件和外协件应有合格证或质量保证书,并经制造厂质量检验部门检验合格
后方可使用。
4.1.3产品的铸件、锻件、焊接州、切削加工件、装配、外观质量等应符合GB/T 14253一1993的规
C— 0 .5 h内的灌装成品数量,单位为瓶。
53.4瓶损率的测定
记录0 .5h内连续输入产品的总瓶数和出现的瓶损数量(因灌装容器质量不合格而损坏的除外),按
公式(2)计算瓶损率,应符合4.4.3的规定
K=二X1 00 · ···· ···· ··· ···· .··· ···· ···· ···· ··· .... ... ⋯ ⋯ (2 )
复检后仍不合格,则判定该产品不合格。
63型式检验
6.3.1型式检验的项目为本标准技术要求中除4.5.2和4.5.3外的所有项目并逐条进行检验。
6.3.2型式检验按生产批量的20%抽样,但不少于1台,应从出厂检验合格的产品中抽取。型式检验
的项目全部合格即为产品合格,如有不合格项应重新抽检,抽检后仍不合格,则判定该批产品型式检验
4.4.5灌装合格率应刁、小J一98 %
4.4.6产品的灌装液体耗能应不大10.6kW-h/t
4.5产品可靠性
4.5.1产品的有效率应大十98%0
4.5.2产品首次大修期应大于5000h.
4.5.3产A的使用期应大于20000h.
5试验和测试方法
5.1电气部分性能试验
空运转试验前,电气部分的性能试验按GB 5226.1-2002中第19章的规定进行,应符合4.1.9的要求。
5.2.3轴承温度和温升的测定
产品在额定生产能力转速下,连续空运转不少于2h,使用准确度为士1℃的接触式表面温度计测量
轴承位置的表面温度,自制的变速箱应符合4.3.5的规定,外购的变速箱应符合生产厂家产品使用说明
书的要求。
5.3性能检验
5.3 .1基本要求
产品的性能检验应在空运转试验合格后,在额定生产能力的正常工作条件下进行,出厂试验介质允
QB/T 2754一2005
定容式液体定量灌装机
范围
本标准规定了定容式液体定量灌装机的产品分类、要求、试验和测试方法、检验规则和标志、产品
使用说明书、包装、运输、贮存。
本标准适用于定容式常温常压灌装各种不含气的玻璃瓶装酒类、饮料等液体的灌装机(以下简称“产
品少,)。
规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的
c)产品型号及名称;
d)额定生产能力;
e)装机总容量、额定电流和电压;
f)产品重量;
B)外形尺寸;
h)制造日期和出厂编号。
7.2产品使用说明书
产品应按使用说明书的要求进行使用、维护和保养,使用说明书的内容和编写规则应符合GB 9969.1
的规定。
73包装
7.3 .1产品的包装应符合GB/T 13384的规定。
不合格。当4.1.9电气安全性能要求或4.3.4噪声的测定不合格时,即判定该产品型式检验不合格,不允
许复检。
6.3.3型式检验的有关项目可在用户1进行。
6.3.4有下列情况之一时应进行型式检验。
a)新产品试制、定型鉴定时:
b)结构、材料、工艺有了较大的改变,可能影响产品性能时;
c)需要对产品质量全面考核评审时;
d)出厂检验结果与上次型式检验有较大差异时;
e)国家质量监督机构提出型式检验的要求时。
标志、产品使用说明书、包装、运输、贮存
7. 1标志
QB/T 2754一2005
每台产品均应在规定的部位固定各种应有的标牌,标牌应符合GB/T1 3306的规定,其中产品铭牌的
内容应包括:
a)制造厂名称;
b)制造计量器具许可证标志及编号;
4.2工作条件
4.2.1自动型产品使用的玻璃瓶应符合QB/T 3562的规定,半自动型产品所使用玻璃瓶的瓶口应符合
QB/T 3729-1999或GB/T 17449-1998的规定,或使用能适合产品运行要求,具有相应质量标准的其
他容器。
4.2.2产品的供液压力应小大于。t05MPa
4.2.3电DJr: 380-(I士10%)V, 50.(t士2%)Hz.
玉产品分类
3.1产品型式
3.1.1产品按运行型式分为回转式和直线式。
3.1.2产品按自动化程度分为自动型(自动进出瓶)和半自动型
3.1.3产品按灌装阀性能分为固定容Biblioteka 式和可调容积式。3.2产品系列
产品灌装头(阀)数优先选用:1, 6,8 , 12, 14, 16, 18,
(人工上下瓶)
20, 24, 30, 40, 500
4.3装配精度
4.3.1产品在正常下作时,灌装头(阀)在非灌装区域不应有明显滴漏现象。
4.3.2各管路L训场通,土I_小应有渗漏现象。
4.3.3产r应运转平稳、nJ靠、无异声,应符合GB/T 14253一1993中4.7.3的规定。
4.3.4产品IF.常空运转时,噪声(声压级)应不大于85dB (A)。
许用自来水代替,但用户安装后,应用实际灌装物作介质重新试验。
5.3 .2灌装试验的测试条件
灌装试验测试时,应具备以下条件:
。)在产品经调试正常运转稳定后,用符合QB/T3 562的500mL玻璃瓶进行试验;
b)试验用瓶的数量应满足试验要求;
C连续灌装两倍灌装机头数的玻璃瓶以后。
5.3.3生产能力的测定
7.4.2产品在装卸、运输过程中应无严重震动、颠簸及冲击现象,应保证产品不受损坏。
7.5贮存
7.5.1产品应存放在通风、干燥、防雨的室内场地上,不应露天存放或堆置,不应与有侵蚀性物质和
对人体有危害的物质存放在一起。
7.5 .2产品每存放满12个月应开箱检查,必要时重新进行防锈、防霉处理。
ICS 67.260
分类号:X99
备案号:16763-2006 q日
中华人民共和国轻口巨行业标准
QB/T 2754一2005
定容式液体定量灌装机
Liquid quantitative bottle filler with constant volume
2005-09-23发布2006-05-01实施
7.3.2运输包装收发货标志应符合GB/T 6388的规定,包装储运图示标志应符合GB/T 191的规定。
7.3.3每台产品的随机技术文件应放置在包装箱内,技术文件应包括:
a)产品合格证;
b)产品使用说明书;
c)产品装箱清单。
7.4运输
7.4.1产品整体包装运输或分件包装运应符合陆路或水路装载及运输的要求。
11-机械加工件末注公差的线性和角度尺寸的极限偏差数值采用GB/T 1804-2000中公差等级c
4.1.6机械加工件形位公差的未注公差值应采用GB/T 1184-1996中公差等级Ko