注塑机液压系统精编版
注塑机液压系统设计-液压与气压传动三级项目

慢速合模
2.SZ-250A塑料注射成型机液压传动系统工作原理
图9.19为SZ250A型注塑机液压系统图。
(3) 注射
按注射充模行程,可分为三段控制。注射缸的前进 速度有多级可供选择。通过电磁铁1YA、2YA、3YA通电 的不同组合,可以选择液压泵1、2、3中的某一个、两个 或三个同时供油,实现多级速度控制,满足注射工艺要 求。
进油路:液压泵1 阀V14左位 阀V13
液压泵2 阀V11
阀V15右位
阀V16左位
液压缸4右腔
液压泵3 阀V12
回油路:液压缸4左腔阀V15右位油箱。
(c)慢速启模。电磁铁2YA、10YA通电,液压泵2供
油,液压泵1和3卸荷,其进回油路同(a)。
10
进油路:
液 液压 压泵 泵12→ →电 单磁 向阀 阀VV1141左位→单向节流阀V13
液压泵3→单向阀V12
→换向阀V15左位→合模液压缸4左腔。
回油路:合模液压缸4右腔→电液换向阀V16右位→合模液 压缸4左腔。
(c)低压慢速合模
低压慢速合模时,由液压泵2供油,泵1、3卸荷。电磁 铁2YA、11YA、13YA通电。油路走向如下。
它主要有三大部分组成:
(1)合模部件。它是安装模具用的成型部件。主要由 定模板、动模板、合模机构、合模液压缸、顶出装置等组 成。
(2)注射部件。它是注塑机的塑化部件。主要由加料 装置、料筒、螺杆、喷嘴、顶塑装置、注射液压缸、注射 座及其移动液压缸等组成。
(3)液压传动及电气控制系统 它安装在机身内外腔上, 是注塑机的动力和操纵控制部件。主要由液压泵、液压阀、 电动机、电气元件及控制仪表等组成。
大型注塑机液压系统综述
8 0
5 5
以很大程度地降低成本。
定量 泵和 变量 泵组 合使 用会 存在 以下 问题 。
4 5 k W 电机 x 2 + 1 8 0 L变量 泵+ 3 0 0 L定 量 泵 5 9 7 2 5
6 5
1 )系统压力如何控制两种泵 的压力关系。
2 )定 量泵 流 量 如 何 控 制 。通 过 定量 泵 和 变 量
应用技 一
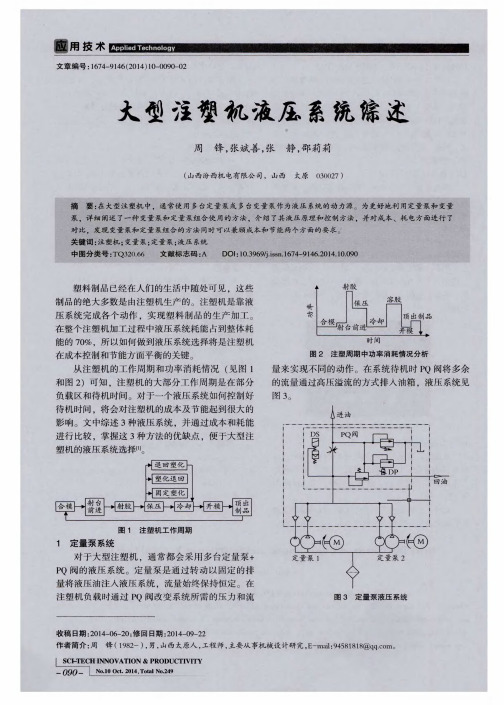
从图 3 可 以看 出 ,液压 系 统 的能 量消 耗 始终 维
持在一个较高的水平 ,其中浪费掉 的能量高达系统
的5 0 %[ 2 1 , 同 时 由于 高 压 溢 流 还 造 成 了 油 温 的 升 高 ,给 整个 系 统带来 了更 多危 害 ,诸 如 密封 件加 速 老化 、油 的黏 度下 降等 。
如图 4
图 5 定 量 泵 和变 量 泵 液 压 系 统
表 1 流量 真 值 表 ( %)
l 系统流量 变量泵 定量泵 电脑设 定 变量泵输 出流量
0 【 一
l 一
1
1
( )
1
0 一 ( / )
( / ) 一 9 9
0 - 9 9
( F , / ) - 9 9
沉底水雷入水和触底过程进行了数值仿真。通过对 4种 不 同工 况 的入 水 过程 研究 ,得 到 了水 雷 入 水 时 的运动学和动力学参数 ,这对水雷 的结构设计和空 投布放方 案设计提 供 了重要 的指 导意见 。研 究表 明 .水 雷入 水 时 的姿态 角 和人水 速 度越 大 ,不 仅 入
下面以 1 0 0 0 k N注塑 机为 例对 3 个 系 统 的成本 及 耗能进 行 比较 ( 见表 2 ) 。
SZ-250 A型塑料注射成型机液压系统

典型系统
注塑机液压系统
典型系统
注塑机液压系统
典型系统
注塑机液压系统
SZ-250 A型塑料注射成型机液压系统的特点:
1.系统采用增压缸合模机构,能保证合模缸所需压力,且合模平稳,满足了成 形工艺要求。 2.系统采用双泵供油回路、节流调速回路,可实现速度的灵活调节,适应面广 。但能量利用不够合理,系统发热较大。 3. 采用行程控制与电气控制结合的顺序控制方式,满足了设备多顺序控制且 要求严格的需要,顺序控制可靠。 4.采用行程阀和安全门联合控制系统的启动,保证了操作安全。
典型系统
液压机的液压系统,通过对该系统 的学习要掌握复杂液压系统的分析方法。
典型系统
液压机液压系统
第八章 典型液气压传动系统
8.1 组合机床动力滑台系统 8.2 液压机液压系统 8.3 注塑机液压系统
8.3 注塑机液压系统
塑料注射成型机简称注塑 机。它能将颗粒状的塑料加热 熔化成流动状态,以快速高压 注入模腔,并保压一定时间, 经冷却后成型为塑料制品。 XS-ZY-250G型注塑机属中小 型注塑机,每次最大注射容量 为250cm3。该机要求液压系 统完成的主要动作有:合模和 开模、注射座整体前移和后退、 注射、保压以及顶出等。根据 塑料注射成型工艺。
第三节 注塑机液压系统

第三节注塑机液压系统一、概述注塑机是一种通用设备,通过它与不同专用注塑模具配套使用,能够生产出多种类型的注塑制品。
注塑机主要由机架,动静模板,合模保压部件,预塑、注射部件,液压系统,电气控制系统等部件组成;注塑机的动模板和静模板用来成对安装不同类型的专用注塑模具。
合模保压部件有两种结构形式,一种是用液压缸直接推动动模板工作,另一种是用液压缸推动机械机构通过机械机构再驱动动模板工作(机液联合式)。
注塑机的结构原理图如图8-6所示。
注塑机工作时,按照其注塑工艺要求,要完成对塑料原料的预塑、合模、注射机筒快速移动、熔融塑料注射、保压冷却、开模、顶出成品等一系列动作,因此其工作过程中运动复杂、动作多变、系统压力变化大,注塑的工艺过程见图8—7、工作原理动画、注塑机产品照片所示。
注塑机对液压系统的要求是1)具有足够的合模力熔融塑料以120~200MPa的高压注入模腔,在已经闭合的模具上会产生很大的开模力,所以合模液压缸必须产生足够的合模力,确保对闭合后的模具的锁紧,否则注塑时模具会产生缝隙使塑料制品产生溢边,出现废品。
2)模具的开、合模速度可调当动模离静模距离较远时,即开合模具为空程时为了提高生产效率,要求动模快速运动;合模时要求动模慢速运动,以免冲击力太大撞坏模具,并减少合模时的振动和噪声。
因此,一般开、合模的速度按慢一快一慢运动的规律变化。
3)注射座整体进退要求注射座移动液压缸应有足够的推力,确保注塑时注射嘴和模具浇口能紧密接触,防止注射时有熔融的塑料从缝隙中溢出。
4)注射压力和注射速度可调注塑机为了适应不同塑料品种、制品形状及模具浇注系统的工艺要求,注射时的压力与速度在一定的范围内可调。
5)保压及压力可调当熔融塑料依次经过机筒、注射嘴、模具浇口和模具型腔完成注射后,需要对注射在模具中的塑料保压一段时间,以保证塑料紧贴模腔而获得精确的形状,另外在制品冷却凝固而收缩过程中,熔化塑料可不断充入模腔,防止产生充料不足的废品。
基于可编程控制器的注塑机液压控制系统

近 年来 , 可编 程控 制 器 P E在 自动 化 工 业 生 产 中 I 得 到广 泛 的应用 , 不仅 是 因为 可 靠性 高 、 积小 、 信 体 通 方便 , 而且控 制 简单 、 编程 容易 。某公 司有 一 台传统 全 液压式 注塑成 形机 , 注塑 机 控 制 系统 电路 板 部 分 元 该 器件损 坏 , 法 正常输 出液 压 阀控制 信号 , 无 导致 工作 不 稳定 , 因此 对其 控制 系统进 行 改造 。 2 硬件设 计 图 l 注塑机 控制 系统 框 图。通 过控 制面 板输 入 是 动作命 令 , 由液 晶显示 屏 显示状 态 及参 数设 置 , I P E根 据输 入 的命 令控 制相 应 的液压 阀动 作 , 以实 现开模 、 锁
器; 1 件 8为油冷 却器 ; 1 件 9为液 面 指示 计 ; 2 件 0为 油 温指示 器 ; 2 为 油箱 ; 件 1 P为进 油 管路 ( 压 ) T为 回 高 ; 油管 路 ( 压 ) 低 。如 图 2所 示 , 油路 总 管线 ( 、 、 的 P T P) 上部分 是执 行 回路 系统 , 部 分 是 主 回路 系统 及 辅 助 下 回路 系统 。 当液 压 系统 接 收 到 P 2送来 的控 制 信 号 , D 将信 号发 给相应 的电磁 阀 , 动液 压 缸 完 成工 艺 要 求 驱 的动作 。 以下 是实 行原 理 。 1 )执 行 回路 系统
维普资讯
20 06年第 4期
液压 与 气动
3 7
基 于 可编 程控 制器 的 注 塑机 液压 控 制 系统
向 鹏, 李绣峰
H da l o t l ytm o jcigModn c ieB sdo L y rui C nr s fI et ligMa hn ae nP C c oS e n n
注塑机液压系统PPT课件

顺序动作回路
19
注塑机液压系统分析
.—液压与气压传动
250g 注塑机液压系统原理图
20
注塑机液压系统分析
.—液压与气压传动
子任务二 :元件名称标注及其作用说明 完成主体: 学生 形 式: 组内讨论(8人一组) 时 间: 讨论10 分钟;
组间交流8分钟; 教师总结5分钟。
21
注塑机液压系统分析
.—液压与气压传动
节拍 1 2 3
4
子任务
预备知识 提示
液压元件
基本回路
回路分析
内容和方法 完成方式
元件种类介绍 典型回路介绍 元件名称标注
元件作用 找出基本回路 工作原理分析
课堂讲授
分组讨论 组间交流 分组讨论 组间交流
模具运动、注 塑回路
工作原理分析
分组讨论 组间交流
主体
任课教师 学生 学生
学生
参考学时 0.4 0.4 1
冯光林
2007-12-08
1
.
注塑机液压系统分析
.—液压与气压传动
本单元教学内容:
注塑机工作过程分析(教师) 预备知识提示(教师) 认识元件,分析作用(学生) 基本控制回路分析(学生) 执行元件控制回路分析(学生) 系统综合分析(学生) 总结(教师)
2
注塑机液压系统分析
.—液压与气压传动
.—液压与气压传动
工作能力之任务(项目)管理的方法和步骤:
1、了解任务目的和要求,完成总体策划案; 2、任务分解和分配; 3、制定完成子任务计划和方案,设置任务接口; 4、完成子任务并不断修正; 5、任务综合,目标结果最终完善和确定; 6、总结提高。
10
注塑机液压系统分析
注塑机液压系统PPT

返回本章 返回本节 上一页 下一页
结束
防流涎
电磁铁8 通电, 电磁铁8YA、10YA、17YA通电, 系统压力由阀32调节, 32调节 系统压力由阀32调节,液压泵 输出的压力油经阀16 16进入注射 输出的压力油经阀16进入注射 14的右腔 的右腔, 缸14的右腔,使喷嘴继续与模 具保持接触, 具保持接触,从而防止了喷嘴 端部流涎。 端部流涎。
注射
注射过程按慢、 注射过程按慢、快、慢三种速度 注射。 注射。快、慢速注射时系统的压力 由阀31调节。 31调节 由阀31调节。
总目录
返回本章
返回本节
上一页
下一页
结束
电磁铁8 13YA、 慢速注射 电磁铁8YA、11YA、13YA、 16YA通电,液压泵输出的压力油经阀21、 16YA通电,液压泵输出的压力油经阀21、 通电 21 阀20进入注射缸17的右腔,缸17左腔的油 20进入注射缸17的右腔, 17左腔的油 进入注射缸17的右腔 液经阀16、过滤器39和冷却器40回油箱。 液经阀16、过滤器39和冷却器40回油箱。 16 39和冷却器40回油箱 由于节流阀20的作用, 由于节流阀20的作用,使注射缸的活塞 20的作用 带动注射螺杆进行慢速注射, 带动注射螺杆进行慢速注射,注射速度由 节流阀20进行调节。 节流阀20进行调节。 20进行调节 电磁铁8 快速注射 电磁铁8YA、13YA、16YA 通电,液压泵输出的压力油经阀1 通电,液压泵输出的压力油经阀1、阀 19进入注射缸右腔,由于不再经过节 19进入注射缸右腔, 进入注射缸右腔 流阀20, 流阀20,压力油即可大量进入注射缸 20 17右腔,所以注射缸17左腔回油经阀 17右腔,所以注射缸17左腔回油经阀 右腔 17 16回油箱,使注射活塞得到快速运动。 16回油箱,使注射活塞得到快 电磁铁5YA、
SZ塑料注射成型机液压传动系统精品PPT课件

在注射过程中,熔融塑料常以4 ~ 15 MPa的高压注入模 腔。这样,就要求合模机构具有足够大的合模力,以保证动 模板与定模板紧密贴合。否则,模具离缝会产生塑料制品的 溢边现象。为此,在不使合模液压缸的尺寸过大和压力过高 的情况下,常常采用机械连杆增力机构来实现合模和锁模。
图9.17 塑料注射成型机外形图 1-液压传动系统;2-注射部件;3-合模部件
它主要有三大部分组成:
(1)合模部件。它是安装模具用的成型部件。主要由 定模板、动模板、合模机构、合模液压缸、顶出装置等组 成。
(2)注射部件。它是注塑机的塑化部件。主要由加料 装置、料筒、螺杆、喷嘴、顶塑装置、注射液压缸、注射 座及其移动液压缸等组成。
SZ-250塑料注射成型机液压传动系统
1. 概述 塑料注射成型机简称注塑机。它将颗粒的塑料加热
熔化到流动状态,以快速高压注射模腔,经过一定时间 的保压,冷却凝固成为一定形状的塑料制品。由于注塑 机具有成型周期短,对各种塑料的加工适应性强,可以 制造外形各异、复杂、尺寸较精确或带有金属镶嵌件的 制品以及自动化程度高等优点,所以得到了广泛地应用。 图9.17为塑料注射成型机外形图。
进油路:
液压泵1
阀 左位 14
单向节流阀V13
液压泵2 阀V11
电液换向阀V8左位
注射缸7右腔
液压泵3 阀V12
回油路:注射缸7左腔电液换向阀V左位油箱。
SZ-250A塑料注射成型机液压传动系统工作原理
(3) 注射 按注射充模行程,可分为三段控制。注射缸的前进 速度有多级可供选择。通过电磁铁1YA、2YA、3YA通电 的不同组合,可以选择液压泵1、2、3中的某一个、两个 或三个同时供油,实现多级速度控制,满足注射工艺要 求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
注塑机液压系统基本回路及其原理
序号
1
2 3 4 5 6 7 8
回路名称
卸荷基本控制回路
工作原理
1#换向阀处于中位时,利用其M型中位机能,使大流量 泵卸荷。
2020年3月20日星期五
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
注塑机液压系统分析策划表:
节拍 1 2 3
4
子任务
预备知识 提示
液压元件
基本回路
回路分析
内容和方法 完成方式
元件种类介绍 典型回路介绍 元件名称标注
元件作用 找出基本回路 工作原理分析
课堂讲授
分组讨论 组间交流 分组讨论 组间交流
冷却
预塑
开模 顶出工件 注射座后退 顶出杆退回
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
注塑部 分
模具运 动部分
系统动 力部分
250g 注塑机液压系统原理图
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
本单元课程任务: 1、认识液压元件,说明其在系统回路中的作用; 2、解读系统中的典型基本回路,分析其原理和功
注塑机液压系统分析
增压回路
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
顺序动作回路
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
250g 注塑机液压系ห้องสมุดไป่ตู้原理图
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
Take a Break
湖南机电职业职业技术学院—液压与气压传动
2020年3月20日星期五
模具运动、注 塑回路
工作原理分析
分组讨论 组间交流
主体
任课教师 学生 学生
学生
参考学时 0.4 0.4 1
2
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
注塑机液压系统分析策划表:
节拍 子任务 内容和方法 完成方式 主体 参考学时
5
系统方案
元件选配
分组讨论
学生
工作原理; 4、根据系统的工作循环对系统进行综合分析,归纳总结其
特点。
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
注塑机液压系统 工作过程 动画演示
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
关安全门 合模锁模 注射座前进 注射 保压
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
工作能力之任务(项目)管理的方法和步骤:
1、了解任务目的和要求,完成总体策划案; 2、任务分解和分配; 3、制定完成子任务计划和方案,设置任务接口; 4、完成子任务并不断修正; 5、任务综合,目标结果最终完善和确定; 6、总结提高。
元件名称
作用
序号
11 12 13 14 15 16 17 18 19 20
元件名称
作用
单向阀 液压油流向控制
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析 子任务三:基本回路解读及其工作原理分析 完成主体:学生 形 式:组内讨论(8人一组) 时 间:讨论20 分钟;
1
元件置换
组间交流
6
系统维护
常见故障分析 课堂讲授
任课教师
0.6
维护保养
分组讨论
学生
组间交流
7
总结提高
任务完成总结 学生讨论
学生
0.4
教师总结
任课教师
8
总结报告
完成系统分析 课后按组
学生
4
综合报告
完成
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
子任务一 预备知识提示1,主体:任课教师,形式课堂讲授
液压元件:
动力元件-液压泵,液压系统的能源装置; 执行元件-液压机器(液压缸、液压马达); 控制元件-液压阀(方向阀、压力阀、流量阀); 辅助装置-油箱、油管、蓄能器、滤油器、接头、
压力表、行程开关等。
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
子任务一 预备知识提示2,主体:任课教师,形式课堂讲授
液压基本回路:
压力控制基本回路-调压、减压、增压、保压、卸 荷、平衡基本回路;
速度控制基本回路-调速、快进、换接回路; 多缸工作控制回路-同步、顺序动作回路; 其它控制基本回路-液压马达串并联、刹车回路。
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
二级调压回路
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
学生通过本单元课程学习应达到以下目的: 1、熟悉和掌握阅读液压系统图的基本方法; 2、加深理解液压元件的功能; 3、理解和掌握液压基本回路的合理组合; 4、掌握系统分析、归纳总结的方法和步骤,为
液压系统设计打下良好基础。
液压与气压传动
第五单元 典型液压系统分析 -注塑机液压系统
冯光林
2007-12-08
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
本单元教学内容:
注塑机工作过程分析(教师) 预备知识提示(教师) 认识元件,分析作用(学生) 基本控制回路分析(学生) 执行元件控制回路分析(学生) 系统综合分析(学生) 总结(教师)
能特点; 3、系统功能回路(模具运动、注塑)分析; 4、液压元件选配和置换; 5、系统维护(常见故障分析); 6、系统综合分析报告。
完成本单元任务时间安排: 课堂时间3次6学时,课后 4学时。
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
模 具 设 计 与 制 造 专 业 毕 业 学 生 应 具 备 的 能 力
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
液压元件--基本回路(特定功能)--液压 系统--实现液压设备执行机构的动作要求。
解读和分析液压系统的方法和步骤: 1、了解液压系统的任务、工作循环、应具备的性能和需要
满足的要求; 2、认识系统中的元件,分析其作用; 3、对每一个执行机构的油路系统按基本回路分解,了解其
注塑机液压系统分析
子任务二 :元件名称标注及其作用说明 完成主体: 学生 形 式: 组内讨论(8人一组) 时 间: 讨论10 分钟;
组间交流8分钟; 教师总结5分钟。
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
注塑机液压系统元件标注及其作用
序号
1 2 3 4 5 6 7 8 9 10
三级调压回路
连续调压回路
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
快进回路
卸荷回路
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动
注塑机液压系统分析
二位二通阀卸荷回路
三位四通阀 卸荷回路
2020年3月20日星期五
湖南机电职业职业技术学院—液压与气压传动