流水线流程图
瓦楞纸箱工艺流程图
1.5市面上常用原纸克重
瓦楞纸
国产高强瓦楞纸(90g、110g、120g、140g、160g)
箱纸板
进口箱纸板黄板(200g、250g、280g) 国产箱纸板黄板(140g、170g、200g、250g) 国产箱纸板白板(140g、170g)
13
二、生产工艺介绍
14
2.1瓦楞纸板生产线(流水线)
2.6.2、瓦楞纸箱尺寸测量
39
3.瓦楞纸箱物理性能
★空箱抗压强度BCT---≥N或kg ★边压强度ECT--- ≥ N/m或KN/m 或Lb /in ★耐破强度BST--- ≥ kpa (kgf /㎝2)或Lb /in 2 ★粘合强度--- ≥ N/m或N/m·楞 ★ 戳穿强度PET--- ≥ J ★纸板厚度--- ≥ mm
3MM
压线和开槽边缘并
非在同一直线上
配合最后一个宽度 尺寸上的-3MM
确保纸箱成型后在
搭接舌部分有 6MM开槽宽度
34
2.6.2、瓦楞纸箱尺寸测量
35
2.6.2、瓦楞纸箱尺寸测量
内径长宽要测量结舌部位 内径长、宽要测量结舌部位
36
2.6.2、瓦楞纸箱尺寸测量
37
2.6.2、瓦楞纸箱尺寸测量
38
40
3.1空箱抗压强度
定义:把纸箱压溃所需要的压力-----既纸箱能承受的最大压力。
影响纸箱抗压的因素: ★材质、楞型、尺寸 ★印刷压力 ★内装物形态 ★堆码方式 ★手提孔 ★堆码时间 ★气候环境(湿度)
41
3.1空箱抗压强度-理论计算
已知堆码层数、内装物重量,如何推算纸箱要求抗压? 抗压强度=内装物重量*(堆码层数-1)*安全系数 ---计算出单位是kg ---安全系数取法:内装物起到支撑作用取1.65,内装
食品加工机械流程图

市泓源食品机械厂一、台式烤肠流水线1.原材料为冻肉:冻肉切块机/冻肉切片机→冻肉绞肉机→斩拌机→拌馅机→灌肠机→扎线机→烟熏炉→真空包装机2.原材料为鲜肉:鲜肉绞肉机→斩拌机→拌馅机→灌肠机→扎线机→烟熏炉→真空包装机二、设备用途冻肉切块机/冻肉切片机:把标准的冻肉盘切成便于冻肉绞肉机工作的肉块。
冻肉绞肉机:把冻肉块绞成肉馅状。
斩拌机:把肉馅状的料斩成肉糊糊状。
(很细腻,口感会更好)拌馅机:把物料充分搅拌均匀。
灌肠机:给物料穿上肠衣。
扎线机:把长长的肠扎成固定的一节一节的。
烟熏炉:熏、蒸,把肠给加工熟。
真空包装机:真空包装,便于储存。
台式烤肠生产流水线冻肉切块机——冻肉绞肉机——斩拌机——拌馅机——液压灌肠机——扎线机——烟熏炉——冷却、真空包装冻肉切块机产品说明本机可直接切割-18℃至-12℃未经解冻的各类冻肉,减少了缓化的时间,避免了整块肉在缓化过程中营养成分的流失,是肉制品加工过程中必不可少的设备。
它吸取了国外同类产品的先进技术,结合我国实际加工工艺研制生产。
并具有性能可靠,投入小,生产效率高。
整机均采用不锈钢制造,刀片采用优质合金制造,刀刃锋利,切削效果好。
技术参数1.刀架往复次数:41次/分钟2.料道宽度:460/500mm3.横刀行程:220mm4.输出功率:5.5KW 5.生产量:4-5吨/小时6.电机转速:1450转/分钟7.重量:600KG8.外形尺寸:1500*720*1400 JR-130绞肉机采用德国技术,具备最优越的性能,采用SUS304不锈钢材质。
送料口绞龙轴导程合理,入料口大、进料通畅,生产效率高。
具有送料绞龙及出料绞龙,每个绞龙单独工作,且都有两个速度,可以根据不同的原料采用不同的速度配比,从而达到最佳效果和产量。
出料绞龙螺距设计合理,使原料肉顺畅的通过,杜绝出油现象,并减少绞龙对头产生的挤压,使肉料颗粒度好,边缘清晰,升温低。
具有安全保护装置,操作更安全。
电器采用施耐德品牌,具有急停按钮。
流水线使用说明书
流水线使用说明书(总33页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--高压隔离开关、、126 整体装配流水线设备使用说明书目录设备简介.................................................................................. 错误!未定义书签。
概述........................................................... 错误!未定义书签。
设备简介....................................................... 错误!未定义书签。
安装及使用......................................... 错误!未定义书签。
2-1设备安装.................................................... 错误!未定义书签。
一、连接设备................................................... 错误!未定义书签。
二、准备工序................................................... 错误!未定义书签。
2-2各工位装配工艺.............................................. 错误!未定义书签。
一、上线工位................................................... 错误!未定义书签。
二、底架安装工位............................................... 错误!未定义书签。
三、绝缘子检测工位............................................. 错误!未定义书签。
电动车控制器生产流程图

控制器生产流程图该工序中作业员一方面要区分各种元器件,以免混淆,另一方面要注意有极性元器件得极性,避免插错。
现在大量得元器件都采用贴片机生产,只有少数需要直插,大大减少了插件作业人员得工作量。
其次,在插线工位上需要作业员仔细参照插线图,观察线序,避免将线插错。
一、自动流水线得工作流程插件、插线得工作流程如下:1、参照特制产品投产数量跟踪单,及材料单核对产品型号、数量、材料就是否正确;2、插件;3、插线;4、喷助焊剂;5、焊接;6、切脚;7、填写跟踪单,并做好记录。
二、插件、插线方法1、按照工艺要求对各个工位进行得分工,相应作业员按照要求顺序将相应元器件插在PCB板上相应得位置,插件时要求双手同时作业。
2、插线作业按照先插大线,而后插小线得原则,参照插线图,按照图示位置将相应颜色得线束插在PCB板上相应位置。
3、双手作业。
三、自动流水线注意事项1、操作过程中应尽量避免元器件散落在地上,一经发现,应及时拾起,辨认后放入相应得料盒内;2、工作台上顶部禁止放置与工作无关得物品;3、必须佩戴防静电腕带,防静电腕带必须接地。
第二节补焊补焊就是衔接前后道工序得关键工位,补焊主要就是检验与修补焊接、切脚工序得质量缺陷,补焊得质量直接关系到检验得下线率以及检验得难易程度。
补焊所使用得工具主要就是电烙铁、偏口钳、铜刷、镊子以及焊锡丝等,下面主要介绍其中几种:1、电烙铁电烙铁就是补焊工序中得一个重要工具,常用得电烙铁分类按照其功率来分有60W,45W,40W,35W,30W等,我们常用得一般为40W得电烙铁。
电烙铁得使用方法及注意事项如下:(1)如何使用电烙铁a、握笔式拿电烙铁;b、电烙铁尖部应与PCB板成30度—45度角;c、烙铁头锥体部分得1/3处先与补焊得作业点接触,再适量加入焊锡,直至焊接点牢固、饱满且光滑为止。
(2)电烙铁得注意事项a、电烙铁尖部温度较高,应避免接触皮肤、衣物等以避免烫伤;b、单个作业焊点得作业过程不超过3秒钟,避免烙铁头与PCB板接触时间太长损坏PCB板或烧坏元件。
(完整版)化妆品流水线生产工序流程图
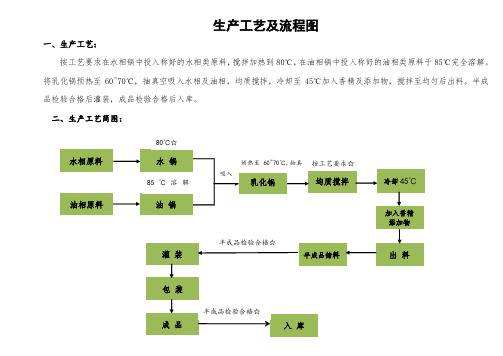
生产工艺及流程图
一、生产工艺:
按工艺要求在水相锅中投入称好的水相类原料,搅拌加热到80℃,在油相锅中投入称好的油相类原料于85℃完全溶解。
将乳化锅预热至60~70℃,抽真空吸入水相及油相,均质搅拌,冷却至45℃加入香精及添加物,搅拌至均匀后出料。
半成品检验合格后灌装,成品检验合格后入库。
二、生产工艺简图:
(预热至60~70℃,抽真空按工艺要求☆85℃溶解☆半成品检验合格☆)
注:带☆为主要质量控制点
三、原材料采购与检验流程图
四、洗瓶工序流程
五、灌装工序流程图
六、包装工序流程图。
公司运营流程图
先进微电子科技(ASM)——企业运营流程企业运营流程:即企业管理部门的日常作业流程,是一个企业进行生产经营或者贸易等等企业工作的程序。
比如一件事情,在企业中由上至下规定了各个涉及部门的工作规章、工作流程以及相关职责等等。
一些详细的各流水线的作业流程也就构成了整个企业的作业流程。
运营流程(Operations Process)执行力三大核心流程:人员流程——用正确的人;战略流程——做正确的事;运营流程—用正确的方法。
一、各部门配置合格人员(人力资源)1.1用人需求1.2人员招聘1.3入职培训1.4试用期考核1.5转正1.6平时绩效考核、年度考核二、营销2.1挖掘、寻找目标客户2.2与目标洽谈2.3样品确认2.4营销合同2.5评审2.6客户确认2.7产品交付2.8质量追踪、贷款回收三、采购3.1根据市场预测、营销计划、物料库存3.2采购申请单3.3采购合同3.4审批3.5交货跟踪3.6供应商送货3.7产品验收3.8入库3.9交付考核四、质量管理(质量管理检验)五、仓库工作5.1供应商来料5.2进货检验5.3入库商品的存放、编码5.4出货通知5.5出库5.6仓库销账六、产品交付客户七、质量追踪工程服务先进微电子科技(ASM)管理:推行TQM(全面优质管理)、5S(良好厂房管理)﹐贯彻ISO9001质量体系,并着手引进ISO14000.2.健全的安全生产保证体系,从组织、制度、教育及硬件设施方面为员工和企业提供安全保障。
3.建立高速局域网及广域网,全面实行计算机化管理。
4.全面运行SAP企业资源筹划(ERP)系统,提升资源利用水平及工作效率。
公司经营运作流程图国际体系认证ISISO9001是ISO9000族标准所包括的一组质量管理体系核心标准之一。
ISO9000族标准是国际标准化组织(ISO)在1994年提出的概念,是指“由ISO/Tc176(国际标准化组织质量管理和质量保证技术委员会)制定的国际标准。
基于PLC的焊接流水线自动控制系统设计探析
基于PLC的焊接流水线自动控制系统设计探析针对PLC技术的发展,用户定制焊接流水线自动控制系统,实现对手机机壳两种不锈钢结构件之间的紧密焊接,要求提供精确的定位精度,可靠的连接强度和较好的生产节拍,通过介绍焊接流水线自动控制系统项目,展示PLC技术在流水线自动控制系统领域的应用。
标签:PLC;流水线自动控制系统;模块1 流水线自动控制系统总体结构1.1 流水线自动控制系统各机械模块介绍根据手机焊接的工艺要求,流水线自动控制系统的机械结构采用模块化的设计,各模块完成固定的任务,工作原理比较明确。
机械组成部分的简单示意图如下:(1)上夹具模块:通过气缸把夹具从下层循环提升到上层循环,由步进电机辅助进夹具和出夹具的动作。
要求与上下层循环速度匹配,气缸和步进电机的反应快速,避免因提升夹具过慢造成整个系统效率瓶颈。
(2)上料模块:夹具在该工位停留,将手机工件放在夹具上,按下按钮后放行,进行后续工位的工作。
(3)有料检测:通过一个反射型的光电开关,检测夹具上是否有工件。
如没有,则不进行后续工位的焊接。
(4)焊接工位:每个焊接工作检测到夹具到位后,先将夹具顶起,然后下压气缸压下,接着开始焊接。
焊接完成流到下一工位。
5个焊接工位的动作相同,只是焊接轨迹不同。
(5)下料模块:夹具在该工位停留,将焊接完成的手机工件取走,按下按钮后放行,夹具进入到下夹具模块。
(6)上夹具模块:通过气缸把夹具从上层循环松到下层循环,由步进电机辅助进夹具和出夹具的动作。
要求与上下层循环速度匹配,气缸和步进电机的反应快速,避免因送夹具过慢造成整套系统效率瓶颈。
(7)下层循环:夹具经过下层循环由下料位流到上料位。
1.2 流水线自动控制系统的系统工作原理2.1 PLC控制芯片的选型根据流水线自动控制系统电气控制系统要求,统计出总的IO点数为:输入点128 输出点64,加上10%的余量,总点数达到220点,外加两路高速脉冲输出。
根据的实际需要,从性价比角度考虑只能选择Siemens S7-300 PLC。
plc课程设计饮料罐装生产流水线plc梯形图控制程序的设计与调试

福课程设计课程名称:《可编程控制器原理及应用教程》题目:饮料罐装生产流水线PLC梯形图控制程序设计与调试电力职业技术学院 (1)课程设计 (1)引言 (2)1.设计任务 (2)1.1课题容 (2)1.2控制要求 (2)1.3 课题要求 (3)2. 总体设计方案 (3)2.1饮料灌装流水线的基本结构 (3)2.2灌装流水线的工作原理 (3)3. 硬件控制设计 (4)3.1 PLC的选择 (4)3.2传感器的选择. (5)3.3硬件电路的设计 (5)4. 软件控制设计 (6)4.1系统流程图 (6)4.2 I/O接线图 (7)4.3 I/O分配表 (7)4.4梯形图 (8)4.5指令表 (9)5. 调试说明 (11)6.设计小结 (11)参考文献 (12)引言目前,饮料的灌装生产已经实现自动化,为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正向缩短生产周期、降低成本、提高生产质量等方面发展。
因此,饮料厂的自动化灌装生产线中有越来越多的机器在使用先进的灌装技术来提高机器的自动化控制水平和生产效率。
而应用PLC完成电气部分的控制是工业自动化电气控制的主要发展方向。
本次课设主要介绍全自动灌装生产线的基本概念。
全自动灌装生产线是由数台自动灌装机械经控制系统进行集中控制,并按照各自功能完成一定任务进行顺序、连续生产的一系列机器组合。
通过对饮料罐装自动控制的介绍,使我们对灌装这个行业有了更深的了解,也对自动化这个名词有了进一步的了解。
我国的饮料罐装自动化相对于西方发达国家来讲还有很大的差距。
设备旧,技术落后,成为阻碍我们灌装行业发展的一个严重问题。
鉴于这些问题,我国企业不断发展自身的实力,逐步朝着生产高速化、设备结构合理化、设备的多功能化、设备的绿色化、控制的智能化等方向发展。
推出适合自己需求的产品来。
本次课设就是朝着这个方向进行研究和设计。
1.设计任务1.1课题容饮料灌装生产流水线PLC梯形图控制程序设计和调试1.2控制要求(1)统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。