3005X光机曝光曲线
X射线机曝光曲线制作(V2.2-20160419)

1编号23005管电流(mA)曝光量(mA.min)胶片型号冲洗时间(分)显影温度(℃)基准黑度D3管电压曝光时间黑度D 1厚度T 1黑度D 2厚度T 2由D-T曲线导出D=2.50处厚度170 KV 3.0 min 2.4420 mm 2.6018mm 19.3mm 220 KV 3.0 min 2.3830 mm 2.5028mm 28.0mm 270 KV3.0 min2.4640 mm2.5538mm39.1mm4注:按示意图输入数据后,程序将通过D-T曲线的线性回归方程自动计算出黑度2.50的厚度值。
机型(KV)kv1kv2kv3100507090150100120140160100120140200120150180220140170200250150200240260150200240300170220270320180230280350200250320有效期至审 核 人V2.20806085XXHZ-3005300700注:适用350KV以下普通机型曲线制作,蓝色字由用户输入,本报告保存期为四年。
2.5015C7122016年4月19日RTII2017年4月19日RTIIIX射线机型号管 电 压(KV)焦距(mm)胶片品牌AGFA 28校 验 人校验日期暗室处理方法显影/定影药液增感屏(前/后)请在冲洗好的底片上找到黑度刚好跨越2.50的两个阶梯厚度,把黑度稍小于2.50的黑度和厚度输入D1和T1;黑度稍大于2.50的阶梯的黑度值和厚度值输入D2和T2。
程序将通过D-T曲线的线性回归方程自动计算出黑度2.50的厚度值。
自动洗片机G135/G335Pb0.03 mmy = 140.9ln(x) -247.6R² = 0.9980 KV 50 KV 100 KV 150 KV 200 KV 250 KV 300 KV 05 1015 2025 30 35 40 45 50 55 60K V厚度(mm )KV-T 曝光曲线1.50 2.44D1/T11.85 2.65D2/T2 3.10 3.55。
X射线曝光曲线的制作及应用

2012年8月第22期科技视界Science &Technology Vision0引言射线探伤是无损检测主要常规检验方法之一,在电力建设焊接施工检验中占有重要地位。
而对于射线检验中应用最多的X 射线检验来说,曝光曲线的应用对于检验人员正确选择曝光参数、有效控制透照底片质量有着重要的理论和实践意义。
当前,在电力建设焊接施工检验中,检验人员实际透照选择曝光参数时,一般对受检部件进行二至三次试拍片以后,才能找出较为合适的曝光数据,这种方法既浪费材料、又降低工效,同时又容易延误探伤时机。
而有了曝光曲线以后,对于不同厚度工件的探伤,检验人员可以方便的从曲线中查得所需参数,然后根据现场实际情况稍加修正,就可直接应用于现场操作,方便而又快捷。
当前,造成检验人员不能应用曝光曲线指导现场施工操作的主要原因,是因为X 射线曝光曲线制作过程较为复杂,大多数检验人员没有制作曲线的实践经历,对它的实际应用也需要有一个掌握和熟练的过程,所以本文着重介绍曝光曲线的制作方法及其应用。
1X 射线曝光曲线的制作1.1定义X 射线曝光曲线是利用作图法来表示的X 射线的穿透厚度、管电压、曝光量以及胶片之间关系的曲线。
1.2X 射线曝光曲线的基本形式对同一台X 射线机来说,如果保持透照方式、暗室处理条件、胶片类型、增感方式以及观片条件等因素不变,只以工件厚度、管电压和曝光量为可变参数,则不同焦距、不同底片黑度时的曝光曲线的基本形状是一样的。
对X 射线来说,当前常用的曝光曲线主要形式如图1(a)所示。
它是在固定透照焦距和底片黑度的前提下,以横坐标表示穿透厚度、以纵坐标表示管电压,以曝光量为参数所得出的一组直线线簇。
另外,在绘制此种曲线时,还必须绘制如图1(b)所示的一组预备曲线,此种曲线曝光量取固定值,以穿透厚度为横坐标,以底片黑度为纵坐标,以管电压作曝光参数;此种曲线在实际探伤中应用也相当广泛。
(a )(b )图1曝光曲线的基本形状1.3制作原理射线穿过物质时,强度的衰减主要取决于物质的种类及厚度。
XXG3005适用范围及设备主要参数
XXG-3005适用范围及设备主要参数X射线探伤机主要应用范围:对非金属、轻金属、铸造件、各种合金、压力容器等进行X射线无损检测。
主要检测焊接缺陷(裂纹、气孔、夹渣、未溶合、未焊透等)。
型号:XXG-3005输出电压(KV):170-300输入(KW):3.0焦点尺寸(mm):2.3×2.5辐射角度:40+5°最大穿透(mm):50(A3钢)重量(kg)发生器:37控制器:11.0尺寸(mm)发生器:Φ340×340×720控制器:320×280×150XXG-3205适用范围及设备主要参数X射线探伤机主要应用范围:对非金属、轻金属、铸造件、各种合金、压力容器等进行X射线无损检测。
主要检测焊接缺陷(裂纹、气孔、夹渣、未溶合、未焊透等)。
型号:XXG-3205输出电压(KV):170-320输入(KW):3.5焦点尺寸(mm):2.3×2.5辐射角度:40+5°最大穿透(mm):56(A3钢)重量(kg)发生器:37控制器:11.0尺寸(mm)发生器:Φ340×340×670控制器:320×280×150XXG-3005适用范围及设备主要参数X射线探伤机主要应用范围:对非金属、轻金属、铸造件、各种合金、压力容器等进行X射线无损检测。
主要检测焊接缺陷(裂纹、气孔、夹渣、未溶合、未焊透等)。
型号:XXG-3005输出电压(KV):170-300输入(KW):3.0焦点尺寸(mm):2.3×2.5辐射角度:40+5°最大穿透(mm):50(A3钢)重量(kg)发生器:37控制器:11.0尺寸(mm)发生器:Φ340×340×720控制器:320×280×150适用范围及设备主要参数X射线探伤机主要应用范围:对非金属、轻金属、铸造件、各种合金、压力容器等进行X射线无损检测。
X射线曝光曲线的制作及应用
X射线曝光曲线的制作及应⽤X射线曝光曲线的制作及应⽤【摘要】本⽂介绍了使⽤阶梯试块来制作X射线曝光曲线的原理及具体操作步骤,并重点介绍使⽤微机作图来绘制曝光曲线的⽅法,同时对曝光曲线在电⼒建设射线检验中的应⽤作了阐述和论证。
【关键词】X射线;曝光曲线;制作及应⽤0引⾔射线探伤是⽆损检测主要常规检验⽅法之⼀,在电⼒建设焊接施⼯检验中占有重要地位。
⽽对于射线检验中应⽤最多的X射线检验来说,曝光曲线的应⽤对于检验⼈员正确选择曝光参数、有效控制透照底⽚质量有着重要的理论和实践意义。
当前,在电⼒建设焊接施⼯检验中,检验⼈员实际透照选择曝光参数时,⼀般对受检部件进⾏⼆⾄三次试拍⽚以后,才能找出较为合适的曝光数据,这种⽅法既浪费材料、⼜降低⼯效,同时⼜容易延误探伤时机。
⽽有了曝光曲线以后,对于不同厚度⼯件的探伤,检验⼈员可以⽅便的从曲线中查得所需参数,然后根据现场实际情况稍加修正,就可直接应⽤于现场操作,⽅便⽽⼜快捷。
当前,造成检验⼈员不能应⽤曝光曲线指导现场施⼯操作的主要原因,是因为X射线曝光曲线制作过程较为复杂,⼤多数检验⼈员没有制作曲线的实践经历,对它的实际应⽤也需要有⼀个掌握和熟练的过程,所以本⽂着重介绍曝光曲线的制作⽅法及其应⽤。
1X射线曝光曲线的制作1.1定义X射线曝光曲线是利⽤作图法来表⽰的X射线的穿透厚度、管电压、曝光量以及胶⽚之间关系的曲线。
1.2X射线曝光曲线的基本形式对同⼀台X射线机来说,如果保持透照⽅式、暗室处理条件、胶⽚类型、增感⽅式以及观⽚条件等因素不变,只以⼯件厚度、管电压和曝光量为可变参数,则不同焦距、不同底⽚⿊度时的曝光曲线的基本形状是⼀样的。
对X射线来说,当前常⽤的曝光曲线主要形式如图1(a)所⽰。
它是在固定透照焦距和底⽚⿊度的前提下,以横坐标表⽰穿透厚度、以纵坐标表⽰管电压,以曝光量为参数所得出的⼀组直线线簇。
另外,在绘制此种曲线时,还必须绘制如图1(b)所⽰的⼀组预备曲线,此种曲线曝光量取固定值,以穿透厚度为横坐标,以底⽚⿊度为纵坐标,以管电压作曝光参数;此种曲线在实际探伤中应⽤也相当⼴泛。
曝光曲线

因Ψ’>Ψ,所以D母材>3.5
4.6 射线检测的厚度宽容度
曝光曲线
近似直线关系
4.6.1 厚度宽容度的理论推导
曝光量对数与透照厚度之间的下述关系
lg E kT C
式中
E —— 曝光量(mA ·min); T —— 透照厚度(mm); k —— 曝光曲线的斜率; C —— 常数。
焦距改变
军口允许
底片黑度改变
胶片种类改变 军口不允许 材料改变
显影时间和增感屏
4.5.5.1 焦距改变
遵循距离平方反比定律
假设已知焦距为1000毫米时曝光曲线,若焦距变 为750毫米,为保持黑度不变。
E750 E1000
7502 10002
两边取对数
ln E750 ln E1000 0.57
按确定黑度(D=2.0)查找各管电压不同曝光 量对应的材料厚度值,用半对数坐标纸绘 出材料厚度与曝光量之间的关系曲线。
按选用的曝光量(E=30mA.min)查找各管电 压对应的材料厚度,用普通坐标纸绘制管 电压与材料厚度的关系曲线。
4.5.4 曝光曲线的应用
若射线照相的条件与制作曝光曲线的条件 一致,直接从曝光曲线查出透照参数。
4.5.3 曝光曲线的制作
器材设备包括: X射线机 密度计 钢阶梯试块 胶片 铅增感屏 普通坐标纸及半对数坐标纸
曝光曲线的制作
阶梯试块及补充试块 确定制作曝光曲线的条件
X射线机型号 透照物体的材料和厚度范围 透照的主要条件(胶片、焦距、增感屏等) 射线照相的质量要求(灵敏度、黑度等)
阶梯试块
2
解:已知t1=24min,F1=500mm,F2=600mm 半衰期取75天,则60天前后,源放射强度之比
曝光曲线制作方法

曝光曲线制作方法一、准备工作a)射线机机型——300KV周向机、300KV定向机、250KV定向机、200KV定向机。
b)胶片种类——天津Ⅲ型、AGFA C4,尺寸360×80mm。
c)增感屏——Pb前屏0.03mm后屏0.03mm。
d)焦距——700mm。
e)像质计——在试块靠近源侧表面上的不同厚度区域分别放置相应的像质计,10/16(用于AB级5mm~30mm,B级5mm~40mm)、6/12(用于AB级30mm~40mm)。
f)阶梯试块——20#钢厚度5~40mm。
g)背防护铅板——应不小于胶片面积,厚度不小于1mm。
h)边缘防护铅板——遮挡胶片多出试块的部分,防止边蚀散射,厚度不小于1mm。
i)冲洗条件——手工冲洗,显影温度20±2℃,显影时间5min,定影温度20±4℃,定影时间10min,流水清洗20min,自然干燥。
j)测定黑度——用光学密度计测量试块相同厚度区域的中心位置,不少于3点,取平均值。
测量之前,密度计应校零,环境应避光。
k)判断像质计灵敏度——在评片灯上找出可识别的像质计最细丝编号,并记录。
二、曝光参数a)曝光量与透照厚度、胶片类型的搭配关系。
三、制作方法a)一般情况下,管电压以20KV为递增选择电压值,比如起始电压为170KV,最高管电压为300KV,那么可以选择170KV、190KV、210KV、230KV、250KV、270KV共六档。
若需使用中间电压值(比如180KV、200KV、220KV、240KV、260KV),其参数可在曝光曲线上用插值法近似求出。
b)观测记录——用密度计测量底片的黑度值,注明透照厚度、曝光量,用观片灯识别最细金属丝的丝号。
在记录表上如实填写以上数据。
c)制作黑度曲线——以底片黑度表为数据源,以透照厚度为横坐标,黑度为纵坐标,做出不同管电压下的D_T曲线。
d)制作曝光曲线——以黑度3.0为准,以透照厚度为横坐标,管电压为纵坐标,做出不同曝光量下的E_T曲线。
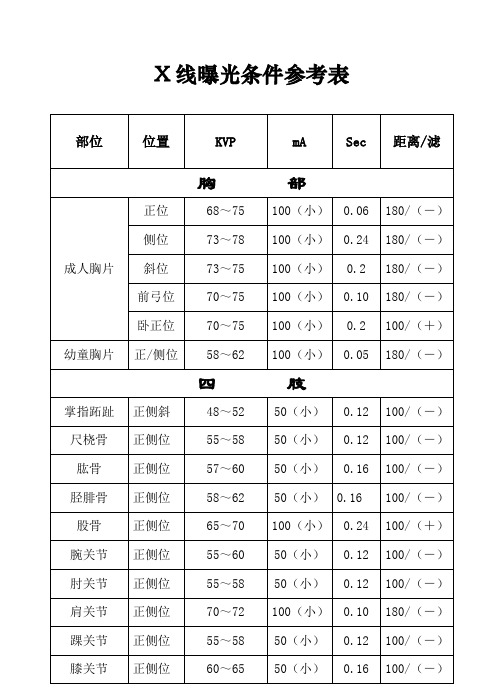
300ma的X光机曝光条件总参考表
70~75
100(小)
0.08
180/(-)
胸椎
正位
73~75
100(大)
0.3
100/(+)
侧位
75~78
100(大)
0.4
100/(+)
腰椎
正位
70~75
100(大)
0.4
100/(+)
侧位
80~85
200(大)
0.4
100/(+)
斜位
75~80
200(大)
0.4
100/(+)
骶尾椎
侧位
80~85
部位
位置
KVP
mA
距离/滤
腹 部
腹部平片
正卧位
70~75
100(大)
0.4
100/(+)
正立位
70~75
100(大)
0.12
150/(-)
立滤位
95~100
200(大)
0.3
150/(+)
骨盆(髋关节)
正卧位
70~75
100(大)
0.4
100/(+)
脊柱
颈椎
正侧位
68~72
100(小)
0.08
180/(-)
部位
位置
KVP
mA
距离/滤
胸部
成人胸片
正位
68~75
100(小)
0.06
180/(-)
侧位
73~78
100(小)
0.24
180/(-)
斜位
73~75
100(小)
0.2
180/(-)
前弓位
70~75
100(小)
最新实验一曝光曲线的制作PPT课件

小径管的透照工艺
▪ 2.透照布置
▪ 对小直径管对接接头,其透照布置主要 是椭圆成像透照布置和垂直透照布置, 透照布置的示意图。
▪ 椭圆成像透照布置是源在外双壁透照的 方式,但这时候射线穿过焊缝后在胶片 上将形成整个环焊缝的影像,所得到的 影像应呈现为椭圆形状,故称为椭圆成 像透照,也称为双壁双影透照布置。采
五、数据处理
▪ 因此,这些点可以连成一条直线,但是 在实验过程中由于各种因素的影响而产 生误差,这些点都可能偏离直线,利用 实验所取得的数据求出直线方程,就是 数据处理的主要任务,求解直线方程的 方法很多,在此我们采用一元回归方程:
y = bx+a
(1-3)
▪ 通过一元回归方程,求出(1-3)式中系
▪ 象质等级 透照距离L1
Ug值
2/3
1/3
▪ A级
L1≥7.5dfL2
; Ug≤1/15L2
2/3
1/3
▪ AB级 L1≥10dfL2
; Ug≤1/10L2
2/3
1/3
▪ B级
L1≥15dfL2
; Ug≤1/15L2
焦距的选择
▪ 由于焦距F=f+b(或Ll+L2),所以上述关 系式也就限制了F的最小值。
▪ (3)将曝光后的胶片进行暗室处理; ▪ (4)暗室处理后的底片用黑度计测量
每一厚度对应的黑度值,并填入表1-1 中;
四、实验方法与步骤
▪ (5)根据表1-1的数据,在普通坐标纸 上作出不同管电压时,材料厚度——黑
度的关系曲线,纵坐标为黑度D,横坐标 为材料厚度d (mm);
▪ (6)选黑度D =2.5时,作横坐标的平行 线,与每根D —— d曲线相交,并读取