曝光曲线的制作实例(X射线为例)依据JBT4730标准
曝光曲线专用工艺

曝光曲线制作工艺1.总则1.1.本工艺规定了公司X射线探伤机曝光曲线制作人员条件、所用器材和制作工艺。
1.2对使用中的曝光曲线,每年至少应效验一次。
射线设备更换重要部件或经较大修理后应对曝光曲线进行效验或重新制作。
1.3公司使用中的X射线机均应逐台制作爆光曲线,不同X射线探伤机的曝光曲线禁止混用。
2 引用标准GB/T4730.2-2005 承压设备无损检测CKM/GY06-018-2007 射线检测工艺守则3 曝光曲线制作人员条件:3.1曝光曲线制作人员必须经过技术培训,按《锅炉压力容器无损检测人员考核规则》取得RT-I级或以上资格。
3.2 曝光曲线制作人员还应进行辐射安全知识的培训,并取得放射人员证。
4.器材条件4.1胶片、增感屏、暗室条件应符合GB/T4730.2-2005与CKM/GY06-018-2007并与实际车间制造检测一致。
当车间制造检查用胶片的生产厂家与规格、增感屏的材质与厚度、暗室处理自动化程度、显影液配方、显影时间和显影温度等某一项发生改变时,应重新修正曝光曲线。
4.5试块4.5.1阶梯试块,阶梯试块的材质为钢,其结构尺寸见图1,表面粗超度小于等于6.3μm,尺寸精度为≤0.05mm。
图1 曝光用阶梯试块4.5.2钢板试块,试块规格:210×100×16,试块表面状况和尺寸精度同4.5.1。
4.5.3试块应妥善曝光。
5曝光5.1透照布置见图25.2透照参数:从射线机的起始电压开始,采用焦距(F)为700mnm,曝光时间为3min,管电流为5mA,每提高10KV进行一次曝光,直至射线机最高电压的90%。
5.3在电压较低时采用4.5.1条阶梯试块,当电压较高时将阶梯试块与4.5.2条试块重叠使用,确保底片某一厚度范围黑度值覆盖2.0~4.0。
5.4标记,铅质标记至少包括:曝光试验的KV值、曝光试验日期和穿透厚度范围。
6 暗室处理,按实际车间制造检测采用的暗室规范进行。
X射线曝光曲线的制作及应用

2012年8月第22期科技视界Science &Technology Vision0引言射线探伤是无损检测主要常规检验方法之一,在电力建设焊接施工检验中占有重要地位。
而对于射线检验中应用最多的X 射线检验来说,曝光曲线的应用对于检验人员正确选择曝光参数、有效控制透照底片质量有着重要的理论和实践意义。
当前,在电力建设焊接施工检验中,检验人员实际透照选择曝光参数时,一般对受检部件进行二至三次试拍片以后,才能找出较为合适的曝光数据,这种方法既浪费材料、又降低工效,同时又容易延误探伤时机。
而有了曝光曲线以后,对于不同厚度工件的探伤,检验人员可以方便的从曲线中查得所需参数,然后根据现场实际情况稍加修正,就可直接应用于现场操作,方便而又快捷。
当前,造成检验人员不能应用曝光曲线指导现场施工操作的主要原因,是因为X 射线曝光曲线制作过程较为复杂,大多数检验人员没有制作曲线的实践经历,对它的实际应用也需要有一个掌握和熟练的过程,所以本文着重介绍曝光曲线的制作方法及其应用。
1X 射线曝光曲线的制作1.1定义X 射线曝光曲线是利用作图法来表示的X 射线的穿透厚度、管电压、曝光量以及胶片之间关系的曲线。
1.2X 射线曝光曲线的基本形式对同一台X 射线机来说,如果保持透照方式、暗室处理条件、胶片类型、增感方式以及观片条件等因素不变,只以工件厚度、管电压和曝光量为可变参数,则不同焦距、不同底片黑度时的曝光曲线的基本形状是一样的。
对X 射线来说,当前常用的曝光曲线主要形式如图1(a)所示。
它是在固定透照焦距和底片黑度的前提下,以横坐标表示穿透厚度、以纵坐标表示管电压,以曝光量为参数所得出的一组直线线簇。
另外,在绘制此种曲线时,还必须绘制如图1(b)所示的一组预备曲线,此种曲线曝光量取固定值,以穿透厚度为横坐标,以底片黑度为纵坐标,以管电压作曝光参数;此种曲线在实际探伤中应用也相当广泛。
(a )(b )图1曝光曲线的基本形状1.3制作原理射线穿过物质时,强度的衰减主要取决于物质的种类及厚度。
RT工艺示例
工艺示例例1 某厂制造汽液分离器,容器类别:Ⅱ类规格Φ400×1500mm壁厚10mm焊缝型式:纵缝为单面焊双面成型,环缝为单面焊加垫板,垫板厚度为3mm,焊缝余高2mm,要求对AB类焊接接头按JB/T4730.2-2005进行100%射线检测,AB级照相,Ⅱ级合格。
请编制《焊缝射线照相工艺卡》。
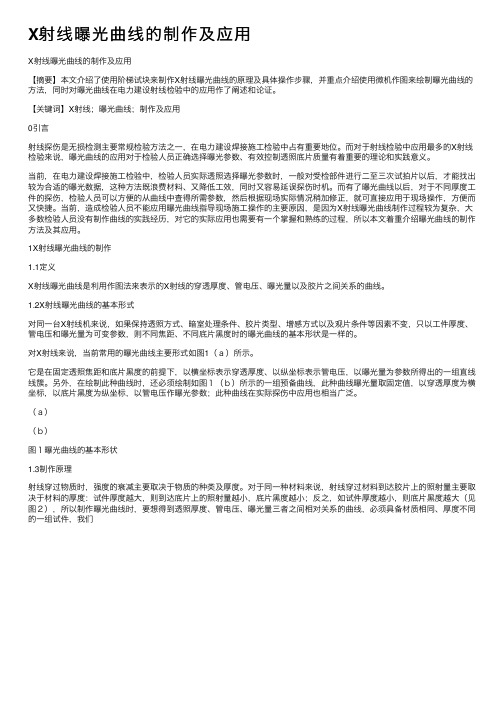
工件示意图:现有两台X射线机:XXQ2005、XXQ2505有效焦点尺寸分别为:1.5×1.5mm和2×2mm曝光曲线图如下:KV:XXQ2005:XXQ-03:600mm:铅0.03/0.1mm:天津Ⅲ型: 天津Ⅲ型:较新:20℃:5min:D=3.0T或W(mm) KV:XXQ2505:XXQ-01:600mm:铅0.03/0.1mm:天津Ⅲ型: 天津Ⅲ型:较新:20℃:5min:D=3.0T或W(mm)焊缝射线照相工艺卡例2:下图为容器的部件。
容器编号为2012-035,容器类别为Ⅲ类。
部件1:材质为Q345R,筒节外径436mm,壁厚18mm,A1缝长390mm;部件2:材质为20#钢,规格为φ89×9mm的小管。
要求两个部件的焊缝均按JB/T4730.2—2005进行100%射线检测,AB 级照相,Ⅱ级合格。
已知条件为:2505XXQ、3005XXQ型X光机各一台,X光机管电流均为5mA。
焦点尺寸均为2.5×2.5mm。
两台设备的曝光曲线见附图2a,2b。
请按要求编制射线检测工艺卡。
容器部件示意图部件1 部件2焊缝射线照相工艺卡。
曝光曲线的制作实例(X射线为例)依据JBT4730标准

曝光曲线的制作实例(X射线为例)曝光曲线必须通过试验制作,每台X射线机的曝光曲线各不相同,但不能通用,因为即使管电压、管电流相同,如果不是同一台X射线机,其线质和照射率是不同的。
原因是:⑴加在X射线管两端的电压波形不同(半波整流、全波整流、倍压整流以及直流恒压等),会影响管内电子飞向阳极的速度(波长有关)和数量(强度),⑵X射线管本身的结构、材质不同,会影响射线从窗口出射时的固有吸收;⑶管电压、管电流测定也有误差。
此外,即使是同一台X射线机,随着使用时间的增加,管子的灯丝和靶也可能的老化,引起射线照射率的变化。
因此,每台X射线机都应有曝光曲线,作为日常透照控制线质和照射率、即控制能量和曝光量的依据,并且在实际使用中还要依据具体情况作适当修正。
.1 曝光曲线的类型曝光曲线是在一定条件下绘制的透照参数(射线能量、焦距、曝光量)与透照厚度之间的关系曲线。
这些条件主要是透照工件材料、射线源、胶片、暗室处理技术、增感、射线照相质量要求等。
实际进行射线照相时确定透照参数经常采用曝光曲线,从曝光曲线给出的关系可方便地确定某种材料、某个厚度的工件、满足规定的质量要求应选用的射线能量、焦距、曝光量等。
对X射线照相检验,常用的曝光曲线有两种类型,第一种类型曝光曲线以透照电压为参数,给出一定焦距下曝光量对数与透照厚度之间的关系。
第二种类型曝光曲线以曝光量为参数,给出一定焦距下透照电压与透照厚度之间的关系。
图1是第一种类型,图2是第二种类型。
第一种类型曝光曲线,纵坐标是曝光量,单位是毫安·分(mA ·min),采用对数刻度尺,横坐标是透照厚度,常用毫米(mm)为单位,采用算术刻度尺。
图中的曲线是在相同的焦距下对不同的透照电压画出来的。
从图中的曲线可以看到,采用某一透照电压但透照不同厚度时,曝光量相差得很大。
由于曝光量既不能很大,也不能很小,所以某个透照电压实际上只适于透照一较小的厚度范围。
第二种类型曝光曲线,纵坐标是透照电压,单位名称为千伏,单位符号为kV,采用算术刻度尺;横坐标是透照厚度,单位常用毫米(mm),采用算术刻度尺。
X射线探伤机曝光曲线的制作与校验规程

X射线探伤机曝光曲线的制作与校验规程
1. 编制依据
依据NB/T47013-2015标准要求,每台在用X射线机应制作经常检验材料的曝光曲线。
依据曝光曲线选择曝光参数。
2. 适用范围
本规程适用于X射线机曝光曲线的制作的校验。
3. 应用器材
3.1 阶梯试块:阶梯级差为2mm,每级宽度不少于15mm,试块长度和宽度应不小于胶片尺寸,且宽度不小于100mm,长度不小于300mm。
3.2 LK568A黑度计
3.3 胶片及暗室处理
3.4 观片灯
4. 制作步骤:
每台设备的曝光曲线,应不少于3个选定管电压的参数曲线
4.1设计透照参数
每台设备制作3条曲线,每条曲线应设计1张参数表,其管电压的选择应为设备的较低、中等以及较高管电压,如250KVX射线机,推荐选择150KV、200KV、240KV;
参数设计表
4.2曝光试验
根据选择的曝光参数进行透照,透照时暗盒背面要用1mm的铅板屏蔽。
底片冲洗干燥后,用观片灯观察,并用黑度计测量,选择黑度 3.0(或与之最相接近)的部位,填入参数设计表的对应栏。
4.3绘制曝光曲线
根据参数设计表中的数据,绘制曝光曲线。
曝光曲线用对数坐标纸绘制。
纵坐标为曝光量的常用对数,横坐标为透照厚度。
胶片、增感屏、底片黑度、透照焦距、暗室处理条件、射线机型号及编号均在曝光曲线中注明。
5. 曝光曲线的校验
在用设备每年应对曝光曲线进行一次校验。
设备更换重要部件或经大修后,应及时对曝光曲线进行校验,经校验其曝光参数与曝光曲线不相符时,应重新制作曝光曲线。
曝光曲线试验记录
曝光曲线试验记录。
曝光曲线的制作过程

曝光曲线的制作过程------------ 随着使用时间的延长,每台X射线机的曝光参数与出厂时的曝光参数相比都会发生改变,如果仍然按照出厂时的曝光曲线来确定透照参数,那么就得不到会顶要求黑度的合格底片,因此我们就有必要每隔一段时间对X射线机进行曝光曲线的绘制实验。
绘制曝光曲线前,我们首先要确定一些具体的东西,就是不可改变的因素(也可说是定量),主要有:某一确定的焦距、胶片系统(包括胶片、增感屏、冲洗条件)、具体X射线机的型号及编号、阶梯试块及补充试块(平板试块,用来扩大透照厚度范围的)、选定的标准黑度(一般取2.5)。
在确定上面的固定因素后,我们就可以着手来进行曝光曲线绘制实验了。
1. D-T曲线的绘制:选定某一电压,在不同的曝光量下,对阶梯试块进行曝光,底片冲洗完后,对于每种曝光量,我们选出2张与之对应的符合黑度要求的合格底片,测出黑度值D1、D2,填入下表:表1(D-T曲线,黑度与透照厚度的关系曲线)注:1. 以上数据非真实数据,仅作范例使用;2. 其中T为标准黑度2.5下计算出来的透照厚度值;3. 每种电压等级下至少要做5种透照厚度的实验。
2.E-T曝光曲线的绘制:根据上表1的数据绘制出曝光曲线,我们可以应用origin软件来绘制曝光曲线,所需要的数据就是曝光量(一般我们取曝光量E的对数,即:lgE)及其对应的透照厚度T,每个电压等级都对应一条直线,最后把所有直线综合起来,就得到了该台射线机的曝光曲线了。
见附图1:附图1在此,我们的曝光曲线就绘制完毕了。
曝光曲线的绘制是一种摸索的过程,因为实验前你对阶梯试块选择的曝光参数也是凭经验的,冲洗出来后也有可能底片黑度达不到要求,那么就要根据原先底片黑度来重新调整曝光参数了。
【后语】:绘制曝光曲线,origin是一款很好的软件(见附图2),操作简单,推荐使用。
附图2:Origin软件界面。
X射线曝光曲线的制作及应用
X射线曝光曲线的制作及应⽤X射线曝光曲线的制作及应⽤【摘要】本⽂介绍了使⽤阶梯试块来制作X射线曝光曲线的原理及具体操作步骤,并重点介绍使⽤微机作图来绘制曝光曲线的⽅法,同时对曝光曲线在电⼒建设射线检验中的应⽤作了阐述和论证。
【关键词】X射线;曝光曲线;制作及应⽤0引⾔射线探伤是⽆损检测主要常规检验⽅法之⼀,在电⼒建设焊接施⼯检验中占有重要地位。
⽽对于射线检验中应⽤最多的X射线检验来说,曝光曲线的应⽤对于检验⼈员正确选择曝光参数、有效控制透照底⽚质量有着重要的理论和实践意义。
当前,在电⼒建设焊接施⼯检验中,检验⼈员实际透照选择曝光参数时,⼀般对受检部件进⾏⼆⾄三次试拍⽚以后,才能找出较为合适的曝光数据,这种⽅法既浪费材料、⼜降低⼯效,同时⼜容易延误探伤时机。
⽽有了曝光曲线以后,对于不同厚度⼯件的探伤,检验⼈员可以⽅便的从曲线中查得所需参数,然后根据现场实际情况稍加修正,就可直接应⽤于现场操作,⽅便⽽⼜快捷。
当前,造成检验⼈员不能应⽤曝光曲线指导现场施⼯操作的主要原因,是因为X射线曝光曲线制作过程较为复杂,⼤多数检验⼈员没有制作曲线的实践经历,对它的实际应⽤也需要有⼀个掌握和熟练的过程,所以本⽂着重介绍曝光曲线的制作⽅法及其应⽤。
1X射线曝光曲线的制作1.1定义X射线曝光曲线是利⽤作图法来表⽰的X射线的穿透厚度、管电压、曝光量以及胶⽚之间关系的曲线。
1.2X射线曝光曲线的基本形式对同⼀台X射线机来说,如果保持透照⽅式、暗室处理条件、胶⽚类型、增感⽅式以及观⽚条件等因素不变,只以⼯件厚度、管电压和曝光量为可变参数,则不同焦距、不同底⽚⿊度时的曝光曲线的基本形状是⼀样的。
对X射线来说,当前常⽤的曝光曲线主要形式如图1(a)所⽰。
它是在固定透照焦距和底⽚⿊度的前提下,以横坐标表⽰穿透厚度、以纵坐标表⽰管电压,以曝光量为参数所得出的⼀组直线线簇。
另外,在绘制此种曲线时,还必须绘制如图1(b)所⽰的⼀组预备曲线,此种曲线曝光量取固定值,以穿透厚度为横坐标,以底⽚⿊度为纵坐标,以管电压作曝光参数;此种曲线在实际探伤中应⽤也相当⼴泛。
曝光曲线的制作及应用
曝光曲线的制作及应用在实际工作中,通常根据工件的材质与厚度来选取射线能量,曝光量以及焦距等工艺参数,上述参数一般是通过查曝光曲线来确定的。
曝光曲线是表示工件(材质、厚度)与工艺规范(管电压、管电流、曝光时间,焦距、暗室处理条件等)之间相关性的曲线图示。
但通常只选择工件厚度、管电压和曝光量作为可变参数,其他条件必须相对固定。
曝光曲线必须通过试验制作,且每台X射线机的曝光曲线各不相同,不能通用,因为即使管电压、管电流相同,如果不是同一台X射线机,其线质和照射率是不同的。
原因是:(1)加在X射线管两端的电压波形不同(半波整流、全波整流、倍压整流及直流恒压等),会影响管内电子飞向阳极的速度和数量。
(2)X射线管本身的结构、材质不同,会影响射线从窗口出射时的固有吸收;(3)管电压和管电流的测定有误差。
此外,即使是同一台X射线机,随着使用时间的增加,管子的灯丝和靶也可能老化,从而引起射线照射率的变化。
因此,每台X射线机都应有曝光曲线,作为日常透照控制线质和照射率,即控制能量和曝光量的依据,并且在实际使用中还要根据具体情况作适当修正。
对每台在用射线设备均应做出经常检测材料的曝光曲线,依据曝光曲线确定曝光参数。
制作曝光曲线所采用的胶片、增感屏、焦距、射线能量等条件以及底片应达到的灵敏度、黑度等参数均应符合规定。
对使用中的曝光曲线,每年至少应校验一次。
射线设备更换重要部件或经较大修理后应及时对曝光曲线进行校验或重新制作。
4.4.1曝光曲线的构成和使用条件横座标表示工件的厚度,纵座标表示管电压、曝光量为变化参数的曲线称为厚度——管电压(T—KV)曝光曲线;若纵座标用对数刻度表示曝光量,管电压为变化参数,所构成的曲线则称为厚度——曝光量(T—E)曲线。
几种典型的曝光曲线图例见图4-7~4-10。
图4-8 曝光曲线图例图4-9 曝光曲线图例图4-10 曝光曲线图例(3):γ射线源,任何曝光曲线只适用于一组特定的条件、这些条件包括:1.所使用的X射线机(相关条件、高压发生线路及施加波形、射源焦点尺寸及固有滤波);2.一定的焦距(常取700或800mm);3.一定的胶片类型;4.一定的增感方式(屏型及前后屏厚度);5.所使用的冲洗条件(显影配方、温度、时间);6.基准黑度(通常取2.0)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
曝光曲线的制作实例(X射线为例)曝光曲线必须通过试验制作,每台X射线机的曝光曲线各不相同,但不能通用,因为即使管电压、管电流相同,如果不是同一台X射线机,其线质和照射率是不同的。
原因是:⑴加在X射线管两端的电压波形不同(半波整流、全波整流、倍压整流以及直流恒压等),会影响管内电子飞向阳极的速度(波长有关)和数量(强度),⑵X射线管本身的结构、材质不同,会影响射线从窗口出射时的固有吸收;⑶管电压、管电流测定也有误差。
此外,即使是同一台X射线机,随着使用时间的增加,管子的灯丝和靶也可能的老化,引起射线照射率的变化。
因此,每台X射线机都应有曝光曲线,作为日常透照控制线质和照射率、即控制能量和曝光量的依据,并且在实际使用中还要依据具体情况作适当修正。
.1 曝光曲线的类型曝光曲线是在一定条件下绘制的透照参数(射线能量、焦距、曝光量)与透照厚度之间的关系曲线。
这些条件主要是透照工件材料、射线源、胶片、暗室处理技术、增感、射线照相质量要求等。
实际进行射线照相时确定透照参数经常采用曝光曲线,从曝光曲线给出的关系可方便地确定某种材料、某个厚度的工件、满足规定的质量要求应选用的射线能量、焦距、曝光量等。
对X射线照相检验,常用的曝光曲线有两种类型,第一种类型曝光曲线以透照电压为参数,给出一定焦距下曝光量对数与透照厚度之间的关系。
第二种类型曝光曲线以曝光量为参数,给出一定焦距下透照电压与透照厚度之间的关系。
图1是第一种类型,图2是第二种类型。
第一种类型曝光曲线,纵坐标是曝光量,单位是毫安·分(mA ·min),采用对数刻度尺,横坐标是透照厚度,常用毫米(mm)为单位,采用算术刻度尺。
图中的曲线是在相同的焦距下对不同的透照电压画出来的。
从图中的曲线可以看到,采用某一透照电压但透照不同厚度时,曝光量相差得很大。
由于曝光量既不能很大,也不能很小,所以某个透照电压实际上只适于透照一较小的厚度范围。
第二种类型曝光曲线,纵坐标是透照电压,单位名称为千伏,单位符号为kV,采用算术刻度尺;横坐标是透照厚度,单位常用毫米(mm),采用算术刻度尺。
图中曲线是在相同的焦距下对不同曝光量画出的。
很显然,它不是直线。
第三种类型曝光曲线,纵坐标是黑度,采用算术刻度尺,横坐标是透照厚度,常用毫米(mm)为单位,采用算术刻度尺。
曲线是在相同的焦距下对不同的透照电压画出来的。
从图中的曲线可以看到,采用某一透照电压但透照不同厚度时,曝光量相差得很大。
由于曝光量既不能很大,也不能很小,所以某个透照电压实际上只适于透照一较小的厚度范围。
γ射线曝光曲线的一般形式如图3所示,它是以黑度为参数,对于一个γ射线源画出的曝光量与透照厚度的关系曲线。
图中纵坐标是曝光量,采用对数刻度尺,横坐标是透照厚度,采用算术刻度尺。
另一种曝光曲线是以焦距为参数的曝光量与透照厚度的关系曲线。
图1 以透照电压为参数的曝光曲线图2 以曝光量为参数的曝光曲线a)b)图3 γ射线曝光曲线γ射线源的放射性活度随时间不断减弱,因此在使用γ射线的曝光曲线时,必须知道γ射线源使用时的放射性活度。
这可以按照放射性衰变规律绘制出适用于任何γ射线源的曲线,给出γ射线源放射性活度随时间改变的一般关系。
2.曝光曲线的使用条件任何曝光曲线只适用于一组特定的条件:1.所使用的X射线机(相关条件:高压发生条件及施加的波形、射源的焦点尺寸及固有滤波;2.一定的焦距(通常取700或800毫米);3.一定的胶片类型(通常是微粒、高反差胶片);4.一定的增感方式(屏型的厚度);5.使用的冲洗条件(显定影配方、温度、时间);6.基准黑度(通常取3.0)。
上述条件必须在曝光曲线图上予以注明。
当实际曝光曲线一般只适用于透照厚度均匀的平板工件,而对厚度变化较大的工件如形状复杂的铸件等,只能做为参考。
(管道焊口,管件与直管对接焊口,显影的老化,显影的温度变化等等要做适当修正)3.曝光曲线的制作制作曝光曲线可以采用不同的方法,通常曝光曲线采用透照阶梯试块的方法制作。
对X射线的曝光曲线可按照下面的步骤制作。
1.准备确定制作曝光曲线的条件和准备阶梯试块及补充试块。
需确定的制作曝光曲线的条件主要是X射线机型号;透照物体的材料和厚度范围;透照的主要条件(胶片、焦距、增感屏等);射线照相的质量要求(灵敏度、黑度等)。
阶梯试块应选用与被透照物体材料相同或相近的材料制做,应具有一定的平面尺寸,例如300×100mm,每个阶梯的厚度差常取为2mm,阶梯应具有适当的宽度,如20mm。
为适应透照厚度范围,常还需要制做几块补充试块,补充试块是一平板试块,其尺寸一般取为210×100×5mm。
利用阶梯试块和补充试块就可以构成较大的厚度范围。
2.透照在选定的透照条件下,采用一系列不同的透照电压和不同的曝光量对阶梯试块进行射线照相。
严格时应在每个阶梯上放置像质计,以判断射线照相灵敏度是否达到要求。
3.暗室处理按规定的暗室处理条件进行暗室处理,得到一系列底片。
4.测定数据对得到的底片测量底片黑度,从测得的数据选出在某个透照电压和某个曝光量下符合黑度要求的透照厚度数据,填入表中,编制成如表1所示的数据表。
对某个透照电压,至少应有不少于5个透照厚度的数据,对不同的透照电压,曝光量可以采用不同的值。
表1 绘制曝光曲线数据表——透照厚度(单位:mm)管电压/kV 100 120 140 160 -10mA·min15mA·min20mA·min-射线机型号和编号:胶片:焦距:增感:暗室处理条件:底片黑度:5.绘制曝光曲线利用表3-5的数据,采用直接描点方法即可绘制出曝光曲线。
直接进行描点时,会出现数据点并不都在同一直线的情况,这时应用过大多数点的直线作出曝光曲线图。
也可以采用绘制预备曲线的方法绘制曝光曲线,这时候对不同透照电压应采用两个相差较大的不同曝光量透照阶梯试块。
具体方法可参考有关教材。
对γ射线的曝光曲线可以采取类似于X 射线曝光曲线的制作方法进行制作。
4 曝光曲线的应用在射线照相检验中,曝光曲线主要用于直接确定透照参数。
如果射线照相检验的条件与制作曝光曲线的条件完全一致,则可以简单地从曝光曲线直接查出所需要的透照参数。
这时,首先确定透照厚度,然后按透照厚度选择适当的透照电压或γ射线源,进一步再确定曝光量。
对于厚度均匀的工件,一般取工件的公称厚度为透照厚度。
对变截面工件或在透照区中透照厚度变化较大的工件,则需作进一步的考虑。
实际射线照相检验的条件有时不同于制作曝光曲线的条件,这时候不能简单地直接从曝光曲线确定透照参数,而必须对从曝光曲线得到的透照参数进行修正。
主要可分为下面四种情况。
在下面的讨论中,所采用的符号意义如下:E 0 —— 从曝光曲线直接得到的曝光量; E —— 修正后的曝光量;V 0 —— 从曝光曲线直接得到的透照电压; V —— 修正后的透照电压;F 0 —— 制作曝光曲线时采用的焦距; F —— 射线照相时实际采用的焦距; D 0 —— 曝光曲线采用的底片黑度; D —— 射线照相时底片采用的黑度。
1.焦距不同时的修正如果射线照相检验时实际使用的焦距不同于制作曝光曲线时的焦距,可以直接应用曝光因子对从曝光曲线得到的曝光量进行修正。
2.黑度不同时的修正如果底片采用的黑度不同于曝光曲线给定的黑度,对从曝光曲线得出的曝光量进行修正时,必须结合射线胶片的特性曲线。
修正方法如下:先从胶片特性曲线查出对应于黑度D 0与D 的曝光量H 0与H (如图4a 所示,实际一般是它们的常用对数值);然后求出这两个曝光量之比H / H 0最后,将曝光曲线上得到的曝光量乘以这个比,即得到黑度改变后应选用的曝光量 0H HE E = 也就是)(0lg lg 010H H E E -=a )b )图4 从胶片特性曲线确定曝光量比3.胶片不同时的修正如果制作曝光曲线时使用的是A 型胶片,实际射线照相时采用的是B 型胶片,那么对从曝光曲线得到的透照参数应进行修正。
修正时必须有这两种胶片的特性曲线。
具体方法如下:先从胶片特性曲线查出为得到黑度D 。
它们应采用的曝光量H A 、H B (见图4b ),然后求出H B 与H A 之比(求此比的方法与求H / H 0相同),最后将从A 型胶片曝光曲线上求出的曝光量乘以这个比值,即得到换用B 型胶片时应采用的曝光量A B 0H HE E = 也就是)(A B lg lg 010H H E E -= 4.材料不同时的修正如果被透照的物体的材料不同于制作曝光曲线时的材料,显然,不能直接运用曝光曲线确定透照参数。
为了从对一种材料制作的曝光曲线给出其他材料的透照参数,可借助于材料的射线照相等效厚度系数。
表2给出了常见材料的射线照相等效厚度系数。
表2 部分材料的射线照相等效厚度系数材料X 射线γ射线 50kV100kV 150kV 200kV 400kV 2MeV 6-31MeV192Ir60Co 粘合剂 0.04铝 1.0 1.0 0.12 0.14 0.35 0.35 铝合金 1.4 1.2 0.13 0.14 0.35 0.35 硼环氧树脂 0.75 1.0 碳环氧树脂 0.07 玻璃纤维 0.35 镁 0.6 0.6 0.05 0.05 钛 6.2 5.8 0.45 0.54 0.71 0.90 0.90 0.90 0.90 锆 2.3 2.0 1.5 1.0 1.2 1.2 1.0 不锈钢 12.0 12.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 钢12.012.01.01.01.01.01.01.01.0注:表中50kV 和100kV 以铝为基准,其余以钢为基准。
材料的射线照相等效系数是指不同材料对射线吸收的等效性,表3-8中给出的等效厚度系数是以钢作为基准,即不同材料对射线的吸收都与钢进行比较。
简单地说,可以看成1mm 厚的任何材料相当于多么厚的钢。
由于材料对射线的吸收不仅与材料本身的性质相关,而且也与射线能量相关,因此,对不同能量的射线等效厚度系数并不完全相同。
表3-8中的数据清楚地说明了这一点。
利用材料的射线照相等效厚度系数,可以把一种材料的厚度转换为另一种材料的厚度,这样也就能够把一种材料的曝光曲线应用到另一种材料。
5.JB/T4730.2-2005标准对曝光曲线的制作要求1.对每台在用的射线设备均要作出经常使用的检测材料(例如:钢)的曝光曲线,依据曝光曲线确定曝光参数。
2.制作曝光曲线所采用的胶片、增感屏、焦距、射线能量等条件以及底片应达到的灵敏度、黑度均应符合标准的要求。
3.对使用的曝光曲线,每年至少应校验一次,射线设备更换重要部件或经重大修理后应及时对曝光曲线进行校验或重新制作。