控制图控制限探讨
控制图控制图
控制图1、概念控制图又叫做管制图,是用于分析和判断工序是否处于稳定状态所使用的带有控制界限的一种工序管理图。
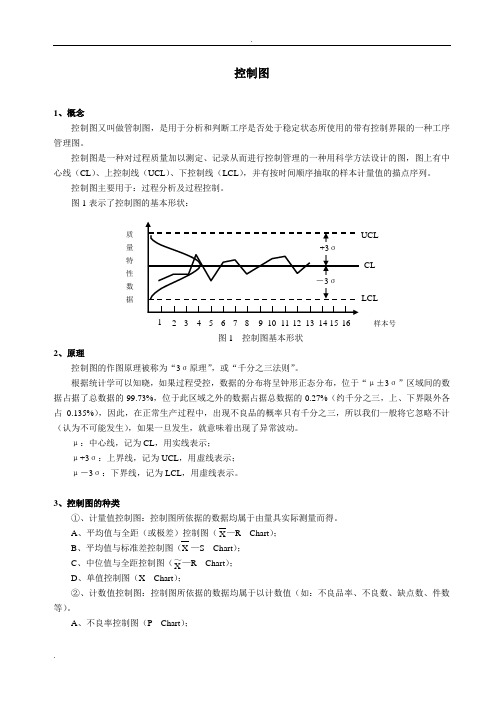
控制图是一种对过程质量加以测定、记录从而进行控制管理的一种用科学方法设计的图,图上有中心线(CL )、上控制线(UCL )、下控制线(LCL ),并有按时间顺序抽取的样本计量值的描点序列。
控制图主要用于:过程分析及过程控制。
图1表示了控制图的基本形状:2、原理控制图的作图原理被称为“3σ原理”,或“千分之三法则”。
根据统计学可以知晓,如果过程受控,数据的分布将呈钟形正态分布,位于“μ±3σ”区域间的数据占据了总数据的99.73%,位于此区域之外的数据占据总数据的0.27%(约千分之三,上、下界限外各占0.135%),因此,在正常生产过程中,出现不良品的概率只有千分之三,所以我们一般将它忽略不计(认为不可能发生),如果一旦发生,就意味着出现了异常波动。
μ:中心线,记为CL ,用实线表示; μ+3σ:上界线,记为UCL ,用虚线表示; μ-3σ:下界线,记为LCL ,用虚线表示。
3、控制图的种类①、计量值控制图:控制图所依据的数据均属于由量具实际测量而得。
A R Chart ); B S Chart );C Chart );D 、单值控制图(X Chart );②、计数值控制图:控制图所依据的数据均属于以计数值(如:不良品率、不良数、缺点数、件数等)。
A 、不良率控制图(P Chart );质 量 特 性 数 据B、不良数控制图(Pn Chart);C、缺点数控制图(C Chart);D、单位缺点数控制图(U Chart)。
4、控制图的用途根据控制图在实际生产过程中的运用,可以将其分为分析用控制图、控制用控制图:①、分析用控制图(先有数据,后有控制界限):用于制程品质分析用,如:决定方针、制程解析、制程能力研究、制程管制之准备。
分析用控制图的主要目的是:(1)分析生产过程是否处于稳态。
运用控制图进行“控制”

典型失控状态
(3)有较多的边界点 * 连续3点中有2点落在警戒区内; * 连续7点中有3点落在警戒区内; * 连续10点中有4点落在警戒区内。
警戒区: 2σ~3σ的区域
典型失控状态
(4)样本点的周期性变化(包括阶段的 周期性、波动的周期性)
UCL CL LCL
典型失控状态
(5)样本点分布的水平突变
追求至善凭技术开拓市场,凭管理增 创效益 ,凭服 务树立 形象。2020年11月21日星期 六上午6时15分 39秒06:15:3920.11.21
按章操作莫乱改,合理建议提出来。2020年11月上 午6时15分20.11.2106: 15Nove mber 21, 2020
作业标准记得牢,驾轻就熟除烦恼。2020年11月21日星期 六6时15分39秒 06:15: 3921 November 2020
(1)所有样本点都在控制界限之内; (2)样本点均匀分布,位于中心线两侧
的样本点约各占1/2; (3)靠近中心线的样本点约占2/3; (4)靠近控制界限的样本点极少。
控制图的受控状态
x
UCL CL LCL t
判断受控与失控
失控状态在控制图上表现 明显特征是有: (1)一部分样本点超出控制界限
除此之外,如果没有样本点出界,但
创新突破稳定品质,落实管理提高效 率。20.11.212020年11月21日 星期六 6时15分39秒20.11.21
谢谢大家!
重新计算控制限
2. 使用一段时间后检验控制图还是否适用, 控制限是否过宽或过窄,否则需要重新 收集数据计算控制限;
3. 过程能力值有大的变化时,需要重新收 集数据计算控制限。
控制界限与规格界限
规格由客户或设计部门给出; 控制界限由过程的实际数据统计计算得出; 一般情况下,控制界限严于规格;
控制图的原理
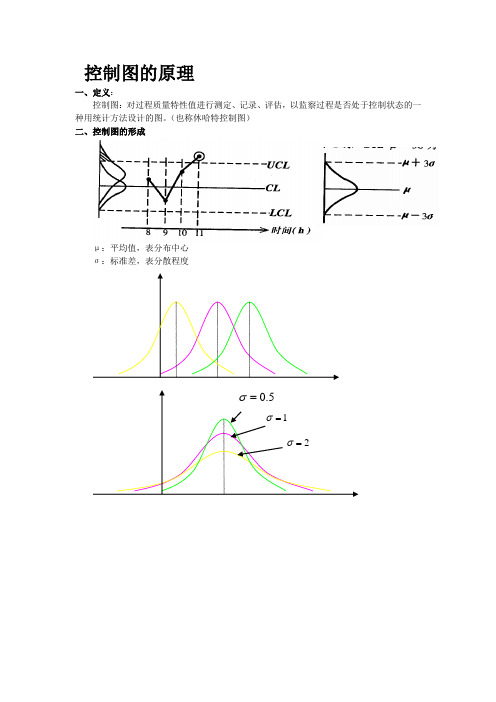
控制图的原理一、定义:控制图:对过程质量特性值进行测定、记录、评估,以监察过程是否处于控制状态的一种用统计方法设计的图。
(也称休哈特控制图)二、控制图的形成σ:标准差,表分散程度σ5.0=σ=1σ2=三、控制图的基本结构1、以随时间推移而变动着的样品号为横坐标,以质量特性值或其统计量为纵坐标;2、三条具有统计意义的控制线:上控制线UCL 、中心线CL 、下控制线LCL ;3、一条质量特性值或其统计量的波动曲线。
四、控制图原理的解释第一种解释:“点出界就判异”小概率事件原理:小概率事件实际上不发生,若发生即判异常。
控制图就是统计假设检验的图上作业法。
第二种解释:“抓异因,弃偶因”控制限就是区分偶然波动与异常波动的科学界限。
休哈特控制图的实质就是区分偶然因素与异常因素的。
五、常规控制图分类上控制限UCL 中心线CL 下控制限LCL样本统计量数值x12始终存在,对质量影响微小,难以消除,是不可避免的如材料成分的微小变化、设备的轻微震动、刃具的正常磨损、夹具的弹性变型等偶然因素有时存在,对质量影响很大,不难消除,是可以避免的如材料成分的显著变化、设备安装不当、零件损坏、人员违反规程操作等异常因素控制图 缺陷数控制图控制图 单位缺陷数控制图 泊松分布计点型控制图 不合格品数控制图 控制图 不合格品率控制图 二项分布 计件型 计数型控制图 单值-移动极差控制图控制图 中位数-极差控制图 控制图均值-标准差控制图控制图 均值-极差控制图 正态分布计量型简记控制图 分布 数据类型 R X -S X -R X -~S R X -p np u c六、按用途分类1、分析用控制图——用于质量和过程分析,研究工序或设备状态;或者确定某一“未知的”工序是否处于控制状态;2、控制用控制图——用于实际的生产质量控制,可及时的发现生产异常情况;或者确定某一“已知的”工序是否处于控制状态。
七、控制图的应用八、X-R控制图的绘制 1、确定控制对象(统计量)一般应选择技术上最重要的、能以数字表示的、容易测定并对过程易采取措施的、大家理解并同意的关键质量特性进行控制。
控制图的原理及应用
常态(正态)分布
=P[Z>z]
0
z
原则常态分布右边机率值
Z
Z
Z
0.00
0.500000000
1.50
0.066807201
3.00
0.001349898
0.01
0.496010644
1.51
要永久维持制造过程很正常旳生产,不让波动旳事项发生,
几乎是不可能旳。但当波动发生时,应立即查出原因,并加
以根除,或改善。
须调查原因
“波动”
成Resul果t
控制上限
控制下限
Time
波动分类 一般原因 特殊原因
出现次数 次数多
次数甚少
影响 微小 明显
结论 不值得调查原因 值得彻底调查其原因
明显旳波动,显示有特殊原因存在。假如做得到旳话,应加 以鉴定及矫正。控制界线以经济旳方式区别了这两种波动。
平衡曲线示意图
发生机率
UCL
α
β
LCL 一.第一种错误:虚发警报 二.第二种错误:漏发警报
第一种错误
第二种错误
1δ 2δ 3δ 4δ 5δ 6δ
利用经济平衡点措施求得,两种错误旳经济点:在±3δ处是最经济旳控制界 线
五、控制图旳应用
5.1 、控制图旳作用 5.2 、控制图旳分类 5.3 、控制图旳选用原则 5.4 、控制图旳计算 5.5 、控制图旳判断
LCL
第一种错误(α):生产者冒险率
生产质量相当良好,已到达允收水平,理应判为合格,但因为 控制线设置过窄,造成合格品误判为异常,其机率称为生产 者冒险率,所以种错误使生产者蒙受损失故得名之. 此冒险率又称为第一种错误 (TYPE Ⅰ ERROR) 简称(α).
统计学中的控制图应用

统计学中的控制图应用统计学是一门研究数据收集、分析和解释的学科,它在各个领域都有广泛的应用。
其中,控制图是统计学中的一种重要工具,用于监控和控制过程的稳定性和质量。
本文将介绍控制图的基本原理和应用,并探讨其在实际问题中的重要性。
一、控制图的基本原理控制图是一种图形化的工具,用于显示过程的数据和统计信息。
它通过将过程数据与控制限相比较,帮助我们判断过程的稳定性和质量。
控制限是根据统计学原理计算得出的上下限值,当过程数据超出这些限制时,表明过程存在异常变化。
在控制图中,通常有中心线、上控制限和下控制限。
中心线代表过程的平均水平,上控制限和下控制限分别代表过程的变异范围。
当过程数据在这些限制之间波动时,我们可以认为过程是稳定的。
如果数据超出控制限,我们需要进一步分析问题的原因,并采取相应的措施进行改进。
二、控制图的应用控制图广泛应用于各个行业和领域,包括制造业、服务业、医疗保健等。
它可以帮助我们实时监控过程的稳定性,及时发现问题并采取措施进行纠正。
下面我们将以制造业为例,介绍控制图的应用。
在制造业中,产品质量是一个重要的关注点。
通过使用控制图,我们可以监控产品的关键特性,并及时发现任何异常变化。
例如,在汽车制造过程中,我们可以使用控制图来监控发动机的排放水平。
如果排放水平超出控制限,我们可以迅速发现问题,并检查是否存在零部件的故障或者生产过程中的变化。
这样可以帮助我们及时采取措施,确保产品质量符合标准。
除了产品质量,控制图还可以应用于监控生产过程的稳定性。
在制造业中,生产过程的稳定性对于产品的一致性和效率至关重要。
通过使用控制图,我们可以监控关键过程参数的变化,并及时发现任何异常情况。
例如,在电子芯片制造过程中,我们可以使用控制图来监控温度和湿度等参数。
如果这些参数超出了控制限,我们可以立即采取措施,避免不良产品的产生。
三、控制图的重要性控制图在实际问题中的应用非常重要。
它可以帮助我们实时监控过程的稳定性和质量,并及时采取措施进行改进。
浅谈控制图在工程项目中的应用

浅谈控制图在工程项目中的应用控制图是一种常用的质量管理工具,可以用于监测和控制工程项目的质量。
它的主要作用是提供关于工程质量的数据,以便管理人员根据这些数据做出相应的决策和改进措施。
本文将从控制图的定义、分类及应用等方面进行浅谈。
一、控制图的定义控制图是一种统计工具,用来分析及显示一项质量特性随时间变化的趋势情况。
它通过收集、显示和分析质量数据,以便管理人员从中获得有关质量改进的信息。
同时,控制图可以帮助判断一个过程是否处于一种可控状态,或者需要进行进一步的改进。
控制图可以分为多种类型,具体如下:1. 均值图:用来监测一个制程中平均值的变化情况。
5. 直方图:用来描述一个样本数据的分布情况。
6. 散点图:用来分析两个变量之间的相互关系。
1. 质量控制:控制图是一种常用的质量控制工具,可以用来监控质量数据,并及时制定改进措施,确保产品或工程符合规定的质量标准。
2. 过程优化:通过分析控制图,可以发现一些制程中的潜在问题,进而进行改进,提高生产效率及质量。
3. 决策支持:控制图提供了可靠的质量数据,这些数据可以用来评估制程的稳定性及可靠性,从而帮助管理人员做出合理的决策。
4. 节约成本:控制图可以帮助控制全过程的质量,减少废品率和返工率等损失,从而节约了公司的成本。
四、注意事项在使用控制图时,需注意以下事项:1. 采集数据应有严格的标准,以确保数据的正确性和准确性。
2. 控制图应合理设置控制限,以保证数据的可控性。
3. 控制图应维护并定期更新,以保持其有效性。
4. 在控制图后发现异常情况时,应立即采取修正措施。
总之,控制图是一种有效的工具,可以用来监控和控制工程项目的质量。
在使用控制图时,应严格遵守标准,确保数据的正确性和可靠性。
同时,应根据实际情况合理设置控制限,及时修正异常情况,从而最大化地发挥控制图的作用。
控制图基本原理
概念介绍
计量型:用各种计量仪器测出、以数值形式表现 的测量结果,包括用量仪和检测装置测的零件尺 寸、长度、形位误差等, 如电池之压片厚度, 小 片称重, 卷针直径等指标.
计数型:通常是指不用仪器即可测出的数据。计 ON
件如不合格品数, e.g 裁大片外观不良数,服从
二项分布;计点如电池激光焊接的气密性, 短路 OFF
如何确定子组
• 必须使在大致相同的条件下所收集的质量特性值 分在一组, 组中不应有不同本质的数据, 以保证组 内仅有普通原因的影响.
• 必须先找出过程中普通原因波动这个基准,以这 个基准为过程正常的基准,进而来判定过程异常。
整个过程 的变异
组内变异
计量值控制图的合理分组
控制图是分析过程系统变异的原因是普通原因还是特殊 原因的统计分析工具. 如何达成此目的, 取决与数据收 集时合理分组与否. 让组内变异最小化, 组间变异最大化是合理分组的原则.
• 计数值控制图 (Control Charts for Attribute)
–不良率控制图(P Chart)
–不良数控制图(NP Chart)
–缺陷数控制图(C Chart)
–单位缺陷数控制图(U Chart)
请记录!
计量值 Vs.计数值 计数值控制图~亡羊补牢? 愈少愈好 计量值控制图~防患未燃? 愈多愈好
• 对过程作出可靠的评估; • 确定过程的统计控制界限,判断过程是否失控和过程是否有能力; • 为过程提供一个早期报警系统,及时监控过程的情况以防止废品的发生; • 减少对常规检验的依赖性,定时的观察以及系统的测量方法替代了大量的
检测和验证工作
在线监控 异常预警 系统分析 持续改进
SPC兴起的背景:起源
如何运用控制图进行控制
内容提要
控制图应用的两个阶段 运用控制图判断过程受控/失控 什么时候重新计算控制限 使用控制图应注意的问题
控制图应用的二个阶段
分析阶段 控制阶段
分析阶段
在控制图的设计阶段使用,主要用以确定 合理的控制界限
每一张控制图上的控制界限都是由该图上 的数据计算出来
每天只看目标,别老想障碍
•
3、
。22.3 .2223:5 9:2323: 59Mar-2222-M ar-22
宁愿辛苦一阵子,不要辛苦一辈子
•
4、
。23:5 9:2323: 59:232 3:59Tue sday, March 22, 2022
• •
积极向上的心态,是成功者的最基本要素 5、
。22.3 .2222.3 .2223:5 9:2323: 59:23M arch 22, 2022
控制图的应用程序
课 程 内 容 回 顾
每一个成功者都有一个开始。勇于开始,才能找到成
•
1、
功的路 。22.3.2222.3.22Tuesday, March 22, 2022
成功源于不懈的努力,人生最大的敌人是自己怯懦
•
2、
。2 3:59:23 23:59:2 323:593 /22/20 22 11:59:23 PM
生活总会给你谢另一个谢机会,大这个机家会叫明天 6、
。2 022年3 月22日 星期二 下午11 时59分 23秒23: 59:232 2.3.22
人生就像骑单车,想保持平衡就得往前走
•
7、
。202 2年3月 下午11 时59分 22.3.22 23:59M arch 22, 2022
•
8、业余生活要有意义,不要越轨。20 22年3 月22日 星期二1 1时59 分23秒2 3:59:23 22 March 2022
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
常规控制图控制限: ±3σ
日常生产、生活过程都存在波动,造成波动的主要原因 为随机原因和系统原因。
随机原因是普遍存在的原因,具有一定的规律,在现实 生产、生活中难易消除,因此随机原因引起的波动可以视为 正常波动。
系统原因是为非正常原因,具有偶然性、突发性,在现 实生产、生活中引起的波动会造成较为严重的质量问题,产 品会严重偏离客户要求的目标值,因此生产、生活中必须找 出系统原因并彻底解决。
一般情况下α越小,β越大;反之,α越大,β越小。
μ+3σ α
μ-3σ
8
如果控制限设定在±2.8σ,犯两类错 误的概率会如何变化?
9
常规控制图控制限: ±2.8σ
方法一:图形观察 如果控制图控制限设置±2.8σ,根据图示可以发现, α变大, β 变 小。
10
常规控制图控制限: ±2.8σ
方法二:概率分布图演示1( Minitab演示)
4
常规控制图控制限: ±3σ
生产、生活中因随机原因造成的波动既然难以消除,那我们应遵循 其规律,通过统计的方法对生产过程进行控制。根据正态分布规律,正态 分布落在[μ-3σ, μ+3σ]区间内的概率为99.73%,落在[μ-3σ, μ+3σ] 区间外的概率为0.27%,单侧概率为0.135%。 (标准正态分布中μ=0, σ=1)
控制界限±3σ就是我们常说的控制限(控制图的控制限)。
6
常规控制图控制限: ±3σ
在正常的生产、生活中,可能会出现合格产品超出 [μ3σ, μ+3σ]区间的情况,这时就会出现虚发报警的错误,我 们称这类错误为第Ⅰ错误,其概率表示为α=0.27%
μ+3σ α
μ-3σ
7
常规控制图控制限: ±3σ
如果过程出现异常,但有部分不合格产品位于 [μ-3σ, μ+3σ]区间内,这时就会出现漏发警报的情况,我们称这类 错误为第Ⅱ错误,其概率用β表示。
控制图控制限探讨
在研究过程时,我们通常将控制限设定在 ±3σ,如果控制限设定在±2.8σ,犯两类错误 的概率会与科学实验中很多随机变量的概率分布都可以近似地用正态分布来描 述,数据量越大,正态性越好。在统计学中,可以用正态分布曲线反映了随机变 量的分布规律,理论上的正态分布曲线是一条中间高,两端逐渐下降且完全对称 的钟形曲线。为了便于描述和应用,常将正态变量作数据转换,将一般正态分布 转化成标准正态分布,表达式和分布图如下:
概率分布
正态
15
常规控制图控制限: ±2.8σ
控制限设置为±2.8σ : α=0.0025551×2 =0.0051102=0.51%
控制限设置为±3σ : α=0.0013499×2 =0.0026998=0.27%
综上:如果控制图控制限设置±2.8σ,和控制限±2.8σ 比较,α变大, β 变小。
演示路径:图形
概率分布图
查看概率
11
常规控制图控制限: ±2.8σ
控制限设置为±2.8σ : α=0.002555×2=0.00511=0.51%
控制限设置为±3σ : α=0.00135×2=0.0027=0.27%
12
常规控制图控制限: ±2.8σ
方法三:概率分布图演示2( Minitab演示)
16
THANK YOU
5
常规控制图控制限: ±3σ
如果没有系统原因引起的波动,只存在随机原因引起的波动,那么可以保证 99.73%的产品在[μ-3σ, μ+3σ]区间内,只有0.27%产品出现在[μ-3σ, μ+3σ]区间外, 0.27%在生产、生活中是一个非常小的概率,正常情况下可以接 受。我们常将±3σ作为过程的控制界限,换言之,只要产品在[μ-3σ, μ+3σ]区 间内,我们就可以说过程受控,如果产品超出[μ-3σ, μ+3σ]区间,我们就说过 程出现异常。
演示路径:图形
概率分布图
查看概率
13
常规控制图控制限: ±2.8σ
控制限设置为±2.8σ : α=1-0.9949=0.0051=0.51%
控制限设置为±3σ : α=1-0.9973=0.0027=0.27%
14
常规控制图控制限: ±2.8σ
方法四:计算演示( Minitab演示)
演示路径:计算