石膏板制造工艺
【原创】石膏板生产工艺流程之欧阳道创编

石膏板生产工艺流程简介一、工艺原理纸面石膏板是以建筑石膏为主要原料,掺入适量添加剂与纤维做板芯,以特制的板纸为护面,经加工制成的板材。
纸面石膏板具有重量轻、隔声、隔热、加工性能强、施工方法简便的特点。
纸面石膏板的生产技术是基于建筑石膏水化机理。
建筑石膏的主要成分为β型半水石膏,与水结合形成二水石膏,方程式表示为:CaSO 4·1/2H 2O +3/2H 2OCaSO 4·2H 2O 放热二、工艺流程简介纸面石膏板生产工艺流程图护面纸 干料外加剂 湿料外加剂凝固 成型 混 合 熟料计量 冷却储存粘边胶 水待处理煅 烧 磨 料切断干燥图1 纸面石膏板生产工艺流程图1、熟料的制备:我们公司产品采用的主要原料是电厂产出的脱硫石膏,其主要成分为CaSO4·2H2O,其经过回转窑煅烧后可得到β型半水石膏为主建筑石膏,该过程用方程式表示为:加热CaSO4·2H2O CaSO4·1/2H2O +3/2H2O煅烧后的建筑石膏经冷却后,储存于大料仓,以备用。
2、配料部分:备料:①、改性淀粉、缓凝剂、纸浆、减水剂、水等原料经定量计量后放入水力碎浆机搅拌成原料浆,然后泵入料浆储备罐备用;②、发泡剂和水按比例投入发泡剂制备罐搅拌均匀,泵入发泡剂储备罐备用;③、促凝剂和熟石膏粉原料经提升输送设备进入料仓备用;配料:料浆储备罐中的浆料使用计量泵泵入到搅拌机,发泡剂使用动态发泡装置发泡后进入搅拌机,促凝剂和石膏粉使用全自动计量皮带称计量后进入搅拌机,然后所有主辅料在搅拌机混合成合格的石膏浆。
所有主辅料的添加都含括在自动控制系统中,随生产线速度的不同自动调节,以适应大规模、高速度的要求。
图2 纸面石膏板生产线立体形象示意图3、成型输送部分上纸开卷后经自动纠偏机进入成型机,下纸开卷后经自动纠偏机、刻痕机、震动平台进入成型机,搅拌机的料浆落到震动平台的下纸上进入成型机,在成型机上挤压出要求规格的石膏板,然后在凝固皮带上完成初凝、在输送辊道上完成终凝,经过定长切断机切成需要的长度(2400mm、3000mm或其它),经横向机转向,转向后两张石膏板同时离开横向机,然后使用靠拢辊道使两张板材的间距达到要求后,经分配机分配进入干燥机干燥。
纸面石膏板生产工艺
纸面石膏板生产工艺
纸面石膏板是一种广泛应用于室内装饰、建筑墙体和天花板、隔墙等领域的材料,它由石膏芯材和纸面组成。
下面是纸面石膏板生产工艺的简要介绍。
首先,原材料准备。
生产纸面石膏板所需的原材料主要包括石膏粉、纤维增强剂、缓凝剂、防水剂、纸浆等。
这些原材料需要按照一定的比例进行混合配制。
其次,石膏芯材生产。
石膏芯材是纸面石膏板的主体,它需要通过石膏粉与纤维增强剂的混合来制备。
首先,在搅拌机中加入适量的石膏粉和纤维增强剂,搅拌均匀。
然后,将混合后的石膏芯材浆料均匀地倒入成型机中,通过振动和压缩来使芯材浆料形成均匀的板状。
接下来,纸面处理。
纸面石膏板需要在两侧贴上纸面,常用的是纸浆纸面。
首先,将浆料制备好,然后,将一张纸浆纸面放到成型机上的传送带上,再将石膏芯材板放在纸面上。
经过一系列的传送、压紧、烘干等步骤,石膏芯材与纸面粘合在一起。
然后,再贴上另一张纸浆纸面,两侧纸面都与芯材粘合。
最后,切割和包装。
为了得到符合要求的纸面石膏板,需要对成品进行切割。
切割机会根据需要的尺寸将大板切割成合适的大小。
然后,通过传送带将切割好的纸面石膏板送入包装机,进行包装。
总的来说,纸面石膏板的生产工艺包括原材料准备、石膏芯材
生产、纸面处理、切割和包装等过程。
通过这些工艺步骤,能够得到优质、符合要求的纸面石膏板产品。
石膏板生产工艺技术_石膏板添加剂
第十三章石膏板添加料1. 介绍石膏板的基本原料是石膏、水和护面纸。
包括各种其他材料;有些是为了降低制造成本,有些是为了提高或保持板材的质量,还有一些是为特殊类型的板材赋予特殊的附加质量。
石膏板的主要材料成本为(随市场的价格变动而有差异):护面纸51%石膏 36%淀粉 4%其它 9%可用于石膏板厂浆体的添加剂包括:-•促凝剂•缓凝剂•淀粉•玻璃纤维•纸浆•木质素磺酸盐•泡沫•硅油•瓜儿豆胶•乳化石蜡•硅粉2. 脱水, 瓦解和水合生产石膏和石膏板的过程围绕着一个简单的可逆化学反应:CaSO4.2H2O ⇔ CaSO4.½H2O + 1½H2O二水硫酸钙⇔半水硫酸钙 + 水石膏⇔熟石膏粉 + 水除了伴随脱水而来的化学变化,还有物理变化,这些变化对我们的脱水过程的后期有着深远的影响。
这些物理变化是由于结合水体积的损失而引起的收缩。
石膏的重量约为21%,体积约为50%。
在石膏结构中,水分子与硫酸钙分子以平面的形式交替。
在半水合物脱水过程中,占据水平面的四分之三的水分流失,石膏颗粒无法改变尺寸以适应体积损失,导致硫酸钙平面出现裂缝。
硫酸钙平面的表面进一步出现裂缝(类似于干燥泥浆中出现的六角形裂缝)。
这些裂缝的数量、大小和方向与煅烧过程中存在的温度和压力条件有关,具有明显的“指纹”形状,即温度和压力是影响裂缝类型的主要因素。
裂纹模式对煅烧问题的诊断有一定的指导意义,但其主要作用是由于石膏颗粒在掺混过程中出现崩解现象,其对水需求量和水化速度的影响。
此外,还有一些次要因素会影响裂纹模式发展的性质。
这些包括: •石膏纯度•研磨 (粒径分布)•能源的输入•煅烧炉的类型 (类型, 大小, 产量)•可溶性盐类前4个次要因素会影响脱水速率,因此,当主要温度和压力因素定义的裂纹模式形成时,随着脱水速率的变化,裂纹模式可以从数量增加或减少的位点开始。
这反过来又会导致或多或少的裂缝,干扰裂缝系统等。
可溶性盐也会影响脱水速度,但是以更基本的方式。
【原创】石膏板生产工艺流程之欧阳数创编

石膏板生产工艺流程简介一、工艺原理纸面石膏板是以建筑石膏为主要原料,掺入适量添加剂与纤维做板芯,以特制的板纸为护面,经加工制成的板材。
纸面石膏板具有重量轻、隔声、隔热、加工性能强、施工方法简便的特点。
纸面石膏板的生产技术是基于建筑石膏水化机理。
建筑石膏的主要成分为β型半水石膏,与水结合形成二水石膏,方程式表示为:CaSO 4·1/2H 2O +3/2H 2OCaSO 4·2H 2O 放热二、工艺流程简介纸面石膏板生产工艺流程图护面纸 干料外加剂 湿料外加剂凝固 成型 混 合 熟料计量 冷却储存粘边胶 待处理切断 干燥筛选煅 烧 磨 料锯边封边堆垛图1 纸面石膏板生产工艺流程图1、熟料的制备:我们公司产品采用的主要原料是电厂产出的脱硫石膏,其主要成分为CaSO4·2H2O,其经过回转窑煅烧后可得到β型半水石膏为主建筑石膏,该过程用方程式表示为:加热CaSO4·2H2O CaSO4·1/2H2O +3/2H2O煅烧后的建筑石膏经冷却后,储存于大料仓,以备用。
2、配料部分:备料:①、改性淀粉、缓凝剂、纸浆、减水剂、水等原料经定量计量后放入水力碎浆机搅拌成原料浆,然后泵入料浆储备罐备用;②、发泡剂和水按比例投入发泡剂制备罐搅拌均匀,泵入发泡剂储备罐备用;③、促凝剂和熟石膏粉原料经提升输送设备进入料仓备用;配料:料浆储备罐中的浆料使用计量泵泵入到搅拌机,发泡剂使用动态发泡装置发泡后进入搅拌机,促凝剂和石膏粉使用全自动计量皮带称计量后进入搅拌机,然后所有主辅料在搅拌机混合成合格的石膏浆。
所有主辅料的添加都含括在自动控制系统中,随生产线速度的不同自动调节,以适应大规模、高速度的要求。
图2 纸面石膏板生产线立体形象示意图3、成型输送部分上纸开卷后经自动纠偏机进入成型机,下纸开卷后经自动纠偏机、刻痕机、震动平台进入成型机,搅拌机的料浆落到震动平台的下纸上进入成型机,在成型机上挤压出要求规格的石膏板,然后在凝固皮带上完成初凝、在输送辊道上完成终凝,经过定长切断机切成需要的长度(2400mm、3000mm或其它),经横向机转向,转向后两张石膏板同时离开横向机,然后使用靠拢辊道使两张板材的间距达到要求后,经分配机分配进入干燥机干燥。
石膏板生产工艺及流程图

石膏板生产工艺及流程图石膏板生产工艺及流程图一、制粉工序本项目制制粉选用目前国内最稳定和先进的烘干—煅烧工艺技术。
磷石膏烘干采用旋转烘干机配烧低热值煤的烟气沸腾炉烘干湿磷石膏工艺。
煅烧选用目前国内质量稳定、占地面积小、能耗低的热油沸腾炉工艺。
收尘系统选用旋风除尘加电除尘回收半水石膏粉的工艺。
制粉工序流程图参加见图1。
旋风除尘器————电除尘器→排空热炉气导热油沸腾炉导热油锅炉罐车输送至板线厂半水石膏贮仓图1制粉工艺流程图二、制板工序制板工序主要工作过程是:将半水熟石膏、水和各种添加成分,分别自动精确计量,经连续、自动传送系统进入带搅拌机的储罐,发泡剂通过发泡机组后经输出管路也进入带搅拌机的储罐。
上述物料经混合搅拌成均匀浆料,撒布到连续向前移动的石膏板护面纸上,在前进过程中,经过震动,浆料逐步散开分布均匀,到达成型站时,与石膏板背面纸复合,通过挤出式成型机,将料被上下纸板完全包封,并挤压成很规则的平板,该平板在生产线上,以严格控制的稳定速度继续向前移动,逐渐形成有一定强度、形状规则的湿石膏板,经精确自动控制的切断系统,按设定的尺寸精确地切断成单板。
单板经程控系统有序排列、翻面、进入干燥机,在严格的干燥制度下,蒸发掉板中的吸附水。
板从干燥机出来,在生产线前进过程中逐步降温。
经再次翻面每2张板正面叠合,经端头锯将板的两端切割成规则尺寸后,传送到自动堆垛机,堆垛成整齐规则的成品入库。
制板工序分配料系统、制板系统和热源系统三大部分。
1、配料系统(1)粉状物料加料工艺半水熟石膏陈化合→斗提机→石膏粉储备仓→振动料斗→计量秤螺旋输送机→混合喂料机→立式搅拌机(2)补水工艺自来水→单螺杆泵→电磁流量计→立式搅拌机(3)发泡工艺发泡机组,包括有储料罐、气泵和发泡装置,气泵通过流量计与发泡装置相连通,其特征在于储料罐通过流量计与发泡装置相连通,发泡装置的输出管连接在离心水泵的出口上,离心水泵的进口管路为本发泡机组的输出管路。
纸面石膏板生产工艺技术-石膏板成型和凝固
第十五章石膏板成型和凝固宽度,厚度和边缘轮廓,即板的几何形状,是由板厂湿端决定的。
各种设备的项目是或曾经用来控制板外观形状的概况:1. 边角构成1.1 刻痕机在最早的石膏板厂,石膏板的宽度过大,边缘没有固定,干燥后切成宽度。
在现代板材厂,边是在湿端形成的,不再需要修边。
就在下纸张到达搅拌机之前,它通过一个平行的刻痕机,在纸的两边刻出两个连续的,平行的压痕。
这些压痕允许纸张的边缘翻转,形成石膏板所需的锐利轮廓。
最早的刻痕机(实际上仍在某些行业的专业领域使用)是由一对直径约20厘米的窄金刚砂圆盘组成,直接安装在电机轴上。
在轴上还安装了钢垫片来分离压轮,根据所生产板的厚度选择不同的垫片厚度。
碳化硅圆盘被修整使用金刚石尖端的工具,以提供一个锋利的点,这将只切割第一层的护面纸,从而允许纸张折叠创建一个锋利的边缘。
每个圆盘的直径必须完全相同,否则其中一个压痕会比另一个更深,而且石膏板的边缘不会是正方形。
现代刻痕机使用更小的(75毫米直径),锯齿状的双金属刀片代替了碳化硅盘,独立可调压轮下方的纸张,以控制每根压痕的深度。
INDEPENDENTLYADJUS TABLE ANVILSTWIN CUTTER BLADESS CORERMOTORBOTTOM PAPER各种其他压痕系统已被使用,包括倾斜,高度可调电机,不同的锯齿配置,锯齿盘和压痕盘,而不是刀具。
正如两个压痕机叶片之间的距离控制板的厚度一样,两组压痕机之间的距离(在护面纸的每边各设置一组)控制板的宽度。
1.2 震动器石膏/水的石膏浆从搅拌机通过一个喷嘴或多个喷嘴分配到底部的纸。
然后,在浆料进入挤出机之前,要求浆料完全分散在纸张的宽度上。
在现代工厂的速度下,实现这种传播的时间通常不到两秒钟。
浆体本身的流动特性在实现这种扩散过程中发挥了很大的作用(这就是为什么我们在浆体中使用的水要比半水合物再水化所需的水多得多),但也使用了其他机械手段。
在搅拌机和挤出机之间的湿端部装有各种设计的振动器,以促进浆液的扩散,并有助于去除一些较大的气泡,这些气泡如果留在板芯中,可能会对板的质量造成问题。
纸面石膏板生产工艺技术-石膏板供料系统
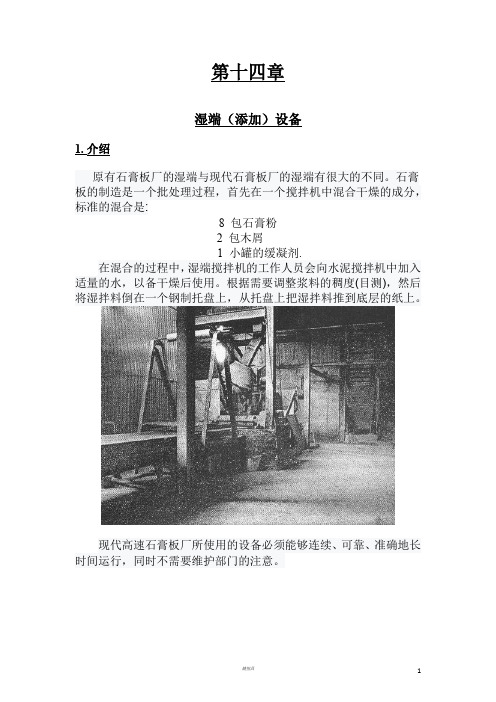
第十四章湿端(添加)设备1. 介绍原有石膏板厂的湿端与现代石膏板厂的湿端有很大的不同。
石膏板的制造是一个批处理过程,首先在一个搅拌机中混合干燥的成分,标准的混合是:8 包石膏粉2 包木屑1 小罐的缓凝剂.在混合的过程中,湿端搅拌机的工作人员会向水泥搅拌机中加入适量的水,以备干燥后使用。
根据需要调整浆料的稠度(目测),然后将湿拌料倒在一个钢制托盘上,从托盘上把湿拌料推到底层的纸上。
现代高速石膏板厂所使用的设备必须能够连续、可靠、准确地长时间运行,同时不需要维护部门的注意。
2. 喂料器2.1 固体喂料器2.1.1 石膏供料器石膏的流动特性随石膏的存放时间、温度和来源的不同而变化很大。
刚从煅烧炉中取出的石膏通常会像水一样流动,而在筒仓中放置数小时的石膏会顽固地拒绝移动,尽管有机械筒仓排放系统的最大努力和/或用大锤“敲击”。
尽管如此,我们的操作要求将石膏精确、准确和一致地送入搅拌器里。
固体处理系统最简单的形式之一是螺旋输送机:对于大多数运输系统,螺旋输送机是由安装在传动轴上的金属片或塑料螺杆组成。
装配好的螺杆在槽或圆柱体中旋转,旋转时将固体材料沿槽推进。
运动的方向取决于螺杆的形状和轴的旋转方向。
螺旋输送机操作简单,最初用于水平运输,但现在也用于将材料向上倾斜。
螺旋输送机的特殊形式的计量螺杆,螺杆之间的间隙和周围的管的紧,有容积的材料在运输这交付率成正比的速度旋转的螺旋。
计量螺杆是石膏给料器的标准形式。
它们有时水平安装,有时倾斜安装。
有时进料系统由一个计量螺杆组成,而在其他地方则采用双螺杆串联,第一个螺杆比第二个螺杆输送稍多一点:在诸如上述的系统中,通过使用热石膏或冷石膏,松散盒被用来平衡石膏体积密度的变化。
第一个计量螺杆的输送量将略高于工厂的要求,溢流将返回到主石膏系统。
石膏冲过螺杆或卡死螺杆的任何倾向都是有限的,因此第二个计量螺杆的供应是相当均匀的。
因此,第二螺杆可以实现对搅拌器石膏的合理稳定送料。
在20世纪60年代和70年代,研究了几种不同的石膏给料系统,包括称重皮带给料机。
石膏板的工艺
石膏板的工艺
石膏板是一种广泛应用于室内建筑材料中的一种。
它主要由石膏和纤维素等材料制成。
在生产过程中,首先将石膏粉末和少量添加剂混合,然后将混合物加水,混合均匀后,将其倒入模具中,进行固化。
在固化过程中,石膏板表面的纤维素等材料也被固定在了石膏中。
石膏板的生产工艺比较简单,但要注意一些关键的制作环节。
例如,石膏和水的比例要严格控制,否则会导致成品的强度不足,易碎裂;模具的设计、材质和表面处理也会影响到石膏板的质量。
同时,石膏板的成品还需要经过切割、打孔、封边等加工工序,以满足不同的使用需求。
在石膏板的应用方面,它被广泛用于室内装修、隔墙、吊顶等领域。
相比于传统的砖、石材等材料,石膏板具有轻、薄、坚固、隔音、隔热等优点,同时还可以根据需要进行各种形状的加工和装饰处理。
因此,石膏板在现代建筑领域中得到了越来越广泛的应用。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
熟石膏等干料添加 石膏制造工
艺
干添加设备
失重计量添加装 置 熟石膏计量称
湿添加设备
混合成形
将干添加和湿添加充分混合后 上下配上纸张,压制成形
Paper reel
8
Paper reel
Mixer
Slurry
先进的走纸设备
挤压成形
皮带输送
成形--成品
湿板切割
8
湿板烘干
烘箱原理
1区
石膏板制造工艺
矿石
矿石的开采
矿石的开采
矿石的开采
矿石破碎
鳄式破碎机
矿石破碎
滚齿破碎机
锤式破碎机
矿石破碎系统
矿石磨碎
Raymond Mill
矿石磨碎
酸雨
酸雨的形成
SO2 + H2O = H2SO3
Sulphur dioxide + water = Sulphurous acid
电厂脱硫石膏的生产
Peters Mill
Flash Calciner
石膏粉煅烧
Conical Kettle
石膏粉煅烧
熟石膏存储
从熟石膏到生石膏
熟石膏的水合 熟石膏 + 水 ==》生石膏
CaSO4.1/2H2O
+ 1.5H2O ==》 CaSO4.2H2O
添加料及混合
针式混合机
硅油及纸浆添加
发泡、分散剂和水的添加 膏制造工 石
生石膏 CaSO4.2H2O
熟石膏 CaSO4.½ H2O
石膏粉煅烧
G yp s u m S te a m
B e d le v e l
S tirre r
B AT C H KETTLE
C ro s s tu b e s
S tu c c o
间歇式煅烧炉
ห้องสมุดไป่ตู้
连续式煅烧炉
石膏粉煅烧
直接式或间接式窑炉
石膏粉煅烧
C a 3 (P O 4 ) 2 + 3 H 2 S O 4 3 C a S O 4 + 2 H 3 P O 4
钛石膏 Titanogypsum
FeTiO3 by H2SO4 蓄电池酸的制造
从生石膏到熟石膏
CaSO4.2H2O
生石膏 (172)
ß- CaSO4.½ H2O
熟石膏 (145)
CaSO4.2H2O
逆向
2区
同向
成品堆垛
Take-off Area
Absorption SO2 + H2O = H2SO3 Neutralisation H2SO3 + CaCO3 = CaSO3 + CO2 + H2O Oxidation CaSO3 + ½O2 + 2H2O = CaSO4.2H2O
DSG的烘干
其他化学石膏
磷石膏 Phosphogypsum
生石膏 (172)
CaSO4
过烧石膏AIII (136)
CaSO4
死石膏AII (136)
熟石膏的结构
存在于熟石膏晶 体内的水分子
SO42Ca2+ H2 O
熟石膏过烧成过烧石膏 AIII
SO42Ca2+ 煅烧温度 H2 O
极高的煅烧温度生成死石膏
SO42Ca2+ 煅烧温度 H2 O
从生石膏到熟石膏