双螺杆压缩机故障案例分析与修复
双螺杆压缩机常见故障分析及处理
68研究与探索Research and Exploration ·生产管理与维护中国设备工程 2021.01 (下)双螺杆压缩机目前被众多学者所研究,通常被称为螺杆压缩机,和其他类型压缩机相比,其是一种比较新颖的容积式压缩机。
由于其结构简单、稳定性好及操作维修方便等,被大范围使用在制冷行业、空气动力、石油化工、建筑、机械等工业领域。
双螺杆压缩机作为各大中型公司中重要的动力输出机械装置,其运转状况的好坏将直接影响公司的生产状况。
如果螺杆压缩机在维护维修方面出现问题,其运转时就会发生各种故障和异常现象,这样会对整个机组的使用寿命以及公司的生产效率造成严重的影响。
1 双螺杆压缩机的简介1.1 双螺杆压缩机的基本结构双螺杆压缩机是由一对相互啮合的阴阳螺杆平行地放置在“∞”型壳体中。
其中,阳螺杆是指在节圆外具有凸齿的转子;阴螺杆是指在节圆内具有凹齿的转子。
一般在压缩机壳体的吸、排气两端面处,会分别布置大小合适且形状适宜的孔口,一个用作吸气,另一个用作排气。
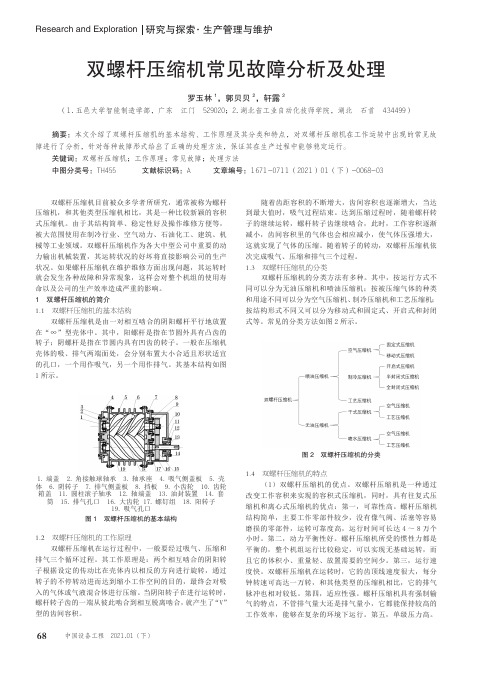
其基本结构如图1所示。
1.端盖2.角接触球轴承3.轴承座4.吸气侧盖板5.壳体6.阴转子7.排气侧盖板8.挡板9.小齿轮 10.齿轮箱盖 11.圆柱滚子轴承 12.轴端盖 13.油封装置 14.套筒 15.排气孔口 16.大齿轮 17.螺钉组 18.阳转子19.吸气孔口图1 双螺杆压缩机的基本结构1.2 双螺杆压缩机的工作原理双螺杆压缩机在运行过程中,一般要经过吸气、压缩和排气三个循环过程。
其工作原理是:两个相互啮合的阴阳转子根据设定的传动比在壳体内以相反的方向进行旋转,通过转子的不停转动进而达到缩小工作空间的目的,最终会对吸入的气体或气液混合体进行压缩。
当阴阳转子在进行运转时,螺杆转子齿的一端从彼此啮合到相互脱离啮合,就产生了“V”型的齿间容积。
双螺杆压缩机常见故障分析及处理罗玉林1,郭贝贝2,轩露2(1.五邑大学智能制造学部,广东 江门 529020;2.湖北省工业自动化技师学院,湖北 石首 434499)摘要:本文介绍了双螺杆压缩机的基本结构、工作原理及其分类和特点,对双螺杆压缩机在工作运转中出现的常见故障进行了分析,针对每种故障形式给出了正确的处理方法,保证其在生产过程中能够稳定运行。
喷油水冷式双螺杆空气压缩机超温故障解析及处理
受到 公司领 导的 高度重 视 。现 阶段产 销形 势喜人 , 业绩连 创新 高 ,生产任 务不 断加大 , 时若 压缩空 此 气系统 出现 故障 , 将会 直接 造成3 地 生产系统 的全 #
面瘫痪 , 单不 能及 时交 付 的严 重后 果 。因此 ,确 订
压缩 空气 。
舒 特 供应 输 送 生产 用 气 。3 地 空压 站 有两 台空压 #
机 ,一 台为G 2 O 一 . 型双 螺杆 空气压 缩机 ,最大 A OW8 5 产气 量为 3 m n 4m/ i ,另一 台为G 1 0 一 . 型单螺 A 6W 85 杆 空气 压 缩机 ,最 大产 气 量 为2 。 i ,主 要 负 7 m/ n m 责特 种车 事业部 空压气 的生产 输送供 应 。 特种 车事
・
材 料 ・ 艺 ・设备 ・ 工
喷油水冷式双螺杆 空气压缩机超温故 障解析及处理
雷 涛
( 西重 型汽 车 有 限公 司 ) 陕
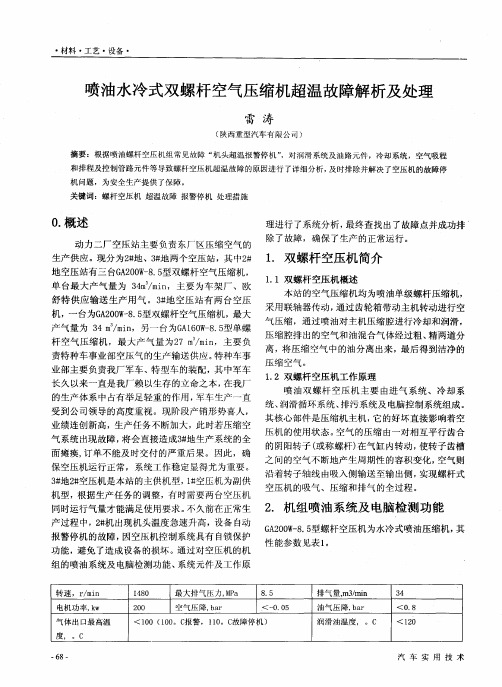
摘要 :根据喷油螺杆 空压机组常见故障 “ 机头超温报警停机 ” ,对润滑 系统及油路元件 ,冷却系统 ,空气吸程 和排程及控制管路元件等导致螺杆空压机超温故障 的原因进 行了详细分析 , 及时排 除并解决 了空压机 的故障停 机 问题 ,为安全 生产提供 了保障。 关键词 :螺杆空压机 超温 故障 报警停机 处理措施
保 空压机运 行正 常 ,系 统工作 稳定 显得尤 为重要 。
3 地2 空压机 是本 站 的主供机 型 , # # # 1 空压机 为副供
机型 ,根据 生产任 务 的调整 ,有 时需要 两台 空压机
同时运 行气量 才 能满足 使用要 求 。 不久前 在 正常生 产过程 中,2 机 出现机 头温度 急速 升高 ,设备 自动 #
阿特拉斯科普柯GA250-7.5双螺杆式空气压缩机故障排除
本人简历穆新军:山西省大同市矿区人,本人所写的洗煤行业的机械维修、改造以及经验,是我在这个行业8年的实践得出,我本身没有工作,1996年16岁以修理入行,2001年防爆电器厂~铆焊车间,2005年9月大中洗选设备运营有限责任公司~山西大同北郊上深涧洗煤厂~机修,其中在天津威德矿业设备学习过,曾经在宁夏羊肠湾2矿洗煤厂、山西河津阳光焦化厂洗煤厂、山西朔州金海洋洗煤厂,都安装调试过,2008年北京约翰芬雷大同分公司~塔山选煤厂~压滤队机工,2009年被评为优秀职工,2011年12月被同煤大地公司评为劳动模范1:室内温度为-4一-1℃2:在起车过程中,2#机头温度高报警,消除报警后启动空压机,在加载时1#机头温度为50℃左右,属于正常。
2#机头跳跃性的温度上升为70℃-90℃-120℃,再次报警,停机!3:卸载时,两机头温度正常。
一:排除过程及故障分析1:更换2#温度传感器,检查2#断油阀无卡滞现象,更换2#单向阀,故障仍无法排除。
2:由于恒温阀处于常开启状态,油路直通散热器往返1#,2#机头,两机头属于远程散热,使2#机头温度瞬间升高〔在设计安装时2#机头油管路比1#机头较长,2#机头瞬间得不到降温效果,)。
正常情况下恒温阀处于关闭状态,油路处于小循环〔即油别离器直通机头,使油温上升,然后恒温阀到达一定温度时打开,才能经过散热器散热降温。
〕3:通过上述判断断定恒温阀损坏。
更换恒温阀后,故障解除。
压风机的保养〔1〕压风机储气罐需要定期排水,如果在潮湿环境下周期应该缩短。
为什么要排水?1:水会对管路腐蚀2:气动原件进水后会造成故障,一般在气动件前加装排水装置3:如果储气罐内集水过多会造成压缩机组工作频率增多,原因是水过多,储气罐容积减小储气量就减少,用气量大时气压就下降,这时压风机达不到压力上限,不能停机,或刚达上限停机,气压下降过快,达下限又起机,使设备起停频繁,设备温度高,设备使用寿命大幅下降〔2〕每天检查油温、油压、油位、机头温度、散热器及油管,如有泄漏及时处理。
VP200喷油双螺杆空气压缩机运行故障分析
设备管理与维修2008№1一、喷油式双螺杆空气压缩机的工作原理VP200压缩机是英格索兰(INGERSOLL-RAND)公司生产,典型的风冷喷油式双螺杆空气压缩机,排气量16m3/min,额定排气压力1.2MPa,电机功率138kW,转速1480r/min。
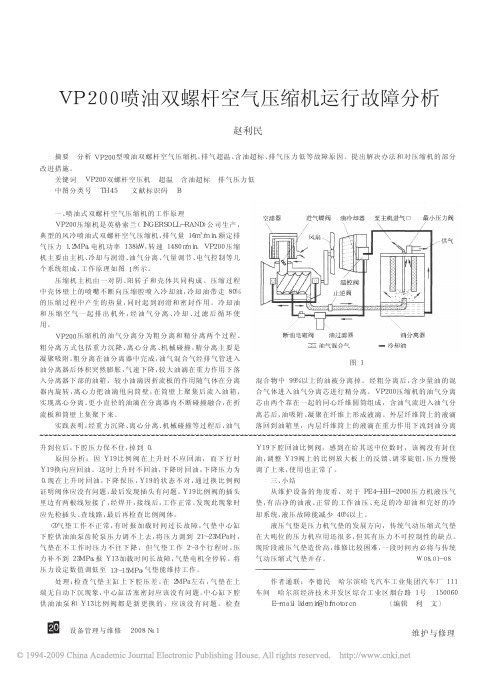
VP200压缩机主要由主机、冷却与润滑、油气分离、气量调节、电气控制等几个系统组成,工作原理如图1所示。
压缩机主机由一对阴、阳转子和壳体共同构成。
压缩过程中壳体壁上的喷嘴不断向压缩腔喷入冷却油,冷却油带走80%的压缩过程中产生的热量,同时起到润滑和密封作用。
冷却油和压缩空气一起排出机外,经油气分离、冷却、过滤后循环使用。
VP200压缩机的油气分离分为粗分离和精分离两个过程。
粗分离方式包括重力沉降、离心分离、机械碰撞,精分离主要是凝聚吸附。
粗分离在油分离器中完成,油气混合气经排气管进入油分离器后体积突然膨胀,气速下降,较大油滴在重力作用下落入分离器下部的油箱,较小油滴因折流板的作用随气体在分离器内旋转,离心力把油滴甩向筒壁,在筒壁上聚集后流入油箱,实现离心分离。
更小直径的油滴在分离器内不断碰撞融合,在折流板和筒壁上集聚下来。
实践表明,经重力沉降、离心分离、机械碰撞等过程后,油气混合物中99%以上的油被分离掉。
经粗分离后,含少量油的混合气体进入油气分离芯进行精分离。
VP200压缩机的油气分离芯由两个靠在一起的同心纤维圆筒组成,含油气流进入油气分离芯后,油吸附、凝聚在纤维上形成液滴。
外层纤维筒上的液滴落回到油箱里,内层纤维筒上的液滴在重力作用下流到油分离VP200喷油双螺杆空气压缩机运行故障分析赵利民摘要分析VP200型喷油双螺杆空气压缩机,排气超温、含油超标、排气压力低等故障原因。
提出解决办法和对压缩机的部分改进措施。
关键词VP200双螺杆空压机超温含油超标排气压力低中图分类号TH45文献标识码B图1升到位后,下腔压力保不住,掉到0。
原因分析:因Y19比例阀在上升时不应回油,而下行时Y19换向应回油。
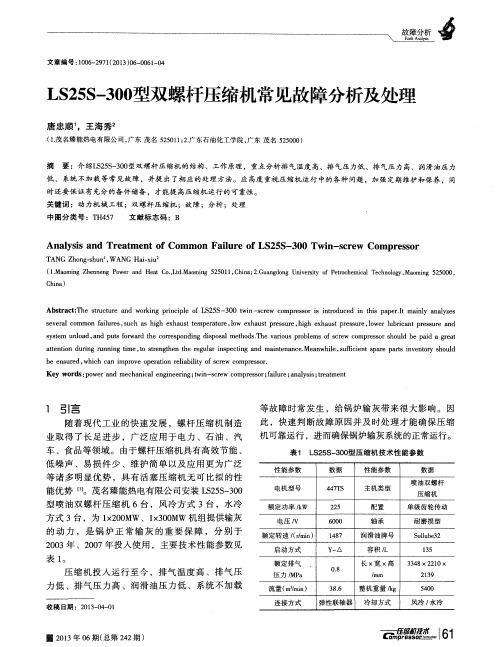
LS25S-300型双螺杆压缩机常见故障分析及处理
Ab s t r a c t : T h e s t r u c t u r e a n d w o r k i n g p in r c i p l e o f L S 2 5 S一 3 0 0 t wi n - s c r e w c o mp r e s s o r i s i n t r o d u c e d i n t h i s p a p e r . I t ma i n l y a n a l y z e s
T ANG Z h o n g — s h u n , W ANG Ha i — x i u
( 1 . Ma o mi n g Z h e n n e n g P o w e r a n d H e a t C o . , L t d . Ma o mi n g 5 2 5 0 1 1 , C h i n a ; 2 . G u a n g d o n g U n i v e r s i t y o f P e t r o c h e m i c a l T e c h n o l o g y , Ma o mi n g 5 2 5 0 0 0 , C h i n a )
故 障分析 F t A n a l y s i s
文章编 号 : 1 0 0 6 — 2 9 7 1 ( 2 0 1 3 ) 0 6 — 0 0 6 1 — 0 4
L S 2 5 S 一 3 0 0 型双螺杆压缩机常见故障分析及处理
唐 忠顺 ’ ,王 海 秀
( 1 . 茂名臻 能热 电有 限公 司, 广东 茂名 5 2 5 0 1 1 ; 2 . 广东 石油化工学 院 , 广东 茂名 5 2 5 0 0 0 )
摘
要 :介  ̄L S 2 5 S 一 3 0 0  ̄双螺杆 _ 压缩机 的结构、工作原理 ,重点分析排 气温度 高、排 气压力低 、排 气压力 高、润滑油压 力
螺杆式氨压缩机常见故障分析与处理
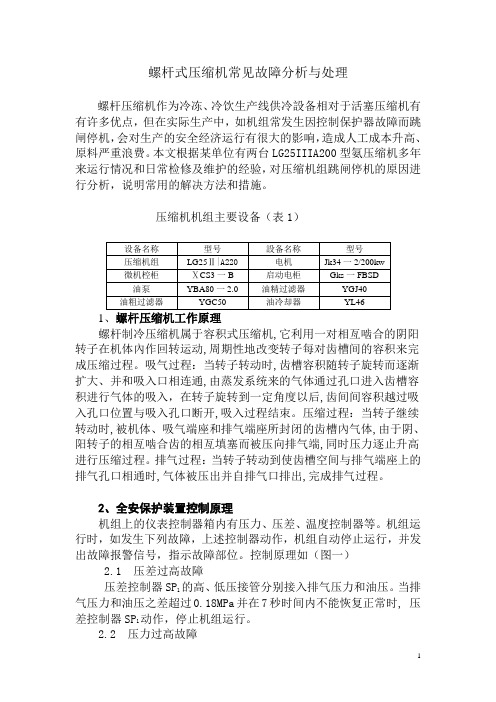
螺杆式压缩机常见故障分析与处理螺杆压缩机作为冷冻、冷饮生产线供冷設备相对于活塞压缩机有有许多优点,但在实际生产中,如机组常发生因控制保护器故障而跳闸停机,会对生产的安全经济运行有很大的影响,造成人工成本升高、原料严重浪费。
本文根据某单位有两台LG25IIIA200型氨压缩机多年来运行情况和日常检修及维护的经验,对压缩机组跳闸停机的原因进行分析,说明常用的解决方法和措施。
压缩机机组主要设备(表1)1、螺杆压缩机工作原理螺杆制冷压缩机属于容积式压缩机,它利用一对相亙啮合的阴阳转子在机体內作回转运动,周期性地改变转子每对齿槽间的容积来完成压缩过程。
吸气过程:当转子转动时,齿槽容积随转子旋转而逐渐扩大、并和吸入口相连通,由蒸发系统来的气体通过孔口进入齿槽容积进行气体的吸入,在转子旋转到一定角度以后,齿间间容积越过吸入孔口位置与吸入孔口断开,吸入过程结朿。
压缩过程:当转子继续转动时,被机体、吸气端座和排气端座所封闭的齿槽內气体,由于阴、阳转子的相亙啮合齿的相亙填塞而被压向排气端,同时压力逐止升高进行压缩过程。
排气过程:当转子转动到使齿槽空间与排气端座上的排气孔口相通时,气体被压出并自排气口排出,完成排气过程。
2、全安保护装置控制原理机组上的仪表控制器箱内有压力、压差、温度控制器等。
机组运行时,如发生下列故障,上述控制器动作,机组自动停止运行,并发出故障报警信号,指示故障部位。
控制原理如(图一)2.1 压差过高故障压差控制器SP1的高、低压接管分别接入排气压力和油压。
当排气压力和油压之差超过0.18MPa并在7秒时间内不能恢复正常时, 压差控制器SP1动作,停止机组运行。
2.2 压力过高故障压差控制器SP3由高压和低压两部分组成,高压和低压分别接入排气压力和吸气压力,当排气压力超过1.65MPa或吸气压力低于0.05MPa时,压力控制器SP3动作,停止机组运行。
2.3 因机组上无蒸发器,不做讨论(可在控制柜内将XT2:9与XT2:11短节)2.4 油温过高故障机组油温超过65℃时,温度控制器ST1动作,停止机组运行。
双螺杆压缩机常见故障分析及处理高鹏飞
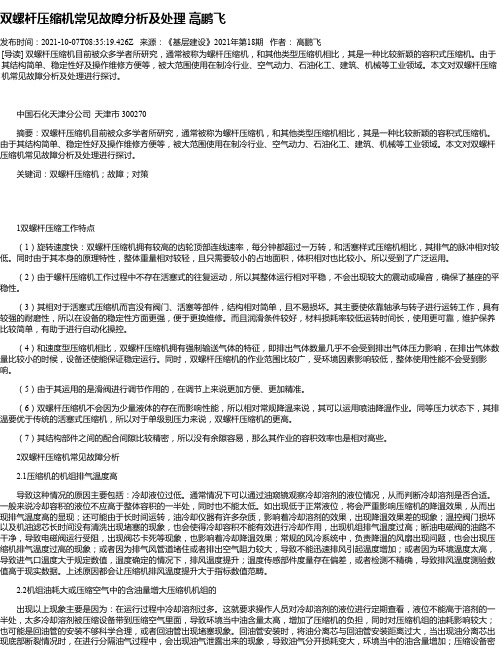
双螺杆压缩机常见故障分析及处理高鹏飞发布时间:2021-10-07T08:35:19.426Z 来源:《基层建设》2021年第18期作者:高鹏飞[导读] 双螺杆压缩机目前被众多学者所研究,通常被称为螺杆压缩机,和其他类型压缩机相比,其是一种比较新颖的容积式压缩机。
由于其结构简单、稳定性好及操作维修方便等,被大范围使用在制冷行业、空气动力、石油化工、建筑、机械等工业领域。
本文对双螺杆压缩机常见故障分析及处理进行探讨。
中国石化天津分公司天津市 300270摘要:双螺杆压缩机目前被众多学者所研究,通常被称为螺杆压缩机,和其他类型压缩机相比,其是一种比较新颖的容积式压缩机。
由于其结构简单、稳定性好及操作维修方便等,被大范围使用在制冷行业、空气动力、石油化工、建筑、机械等工业领域。
本文对双螺杆压缩机常见故障分析及处理进行探讨。
关键词:双螺杆压缩机;故障;对策1双螺杆压缩工作特点(1)旋转速度快:双螺杆压缩机拥有较高的齿轮顶部连线速率,每分钟都超过一万转,和活塞样式压缩机相比,其排气的脉冲相对较低。
同时由于其本身的原理特性,整体重量相对较轻,且只需要较小的占地面积,体积相对也比较小。
所以受到了广泛运用。
(2)由于螺杆压缩机工作过程中不存在活塞式的往复运动,所以其整体运行相对平稳,不会出现较大的震动或噪音,确保了基座的平稳性。
(3)其相对于活塞式压缩机而言没有阀门、活塞等部件,结构相对简单,且不易损坏。
其主要使依靠轴承与转子进行运转工作,具有较强的耐磨性,所以在设备的稳定性方面更强,便于更换维修。
而且润滑条件较好,材料损耗率较低运转时间长,使用更可靠,维护保养比较简单,有助于进行自动化操控。
(4)和速度型压缩机相比,双螺杆压缩机拥有强制输送气体的特征,即排出气体数量几乎不会受到排出气体压力影响,在排出气体数量比较小的时候,设备还使能保证稳定运行。
同时,双螺杆压缩机的作业范围比较广,受环境因素影响较低,整体使用性能不会受到影响。
工业制冷用双螺杆压缩机常见故障分析及维护
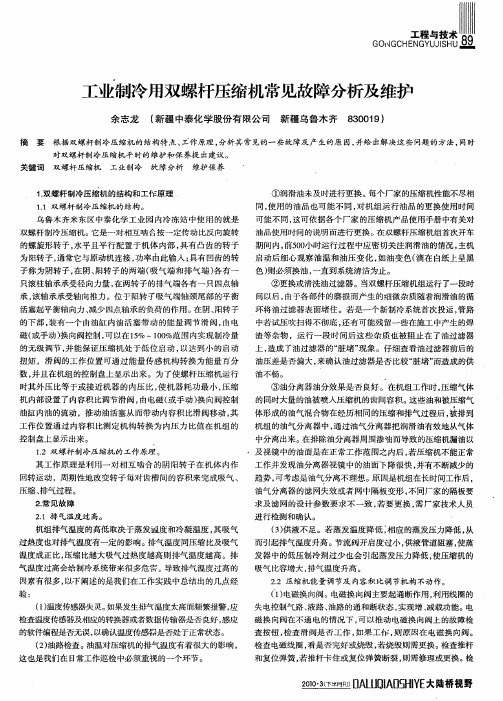
对双螺杆制冷压缩机 平时的维护和保养提 出建议 。 关键词 双螺杆压 缩机 工业制冷 故障分析 维护保 养 ‘ ① 润滑油未及时进行更换 。 每个厂家 的压缩机性能不尽相 同, 使用的油 品也 可能不 同 , 机组运行 油品 的更 换使用时间 对 可能不同 , 这可依 据各 个厂家 的压缩机产 品使用手册 中有关对
油 品使 用 时 间 的说 明 而 进 行 更 换 。 双 螺 杆 压 缩 机 组首 次 开 车 在 期 间 内 , S O ' 运 行 过 程 中应 密切 关 注 润 滑 油 的 情况 , 机 前 O 4, 时 主
1双 螺 杆 制 冷压 缩 机 的 结构 和 工作 原理 .
11 双 螺杆 制 冷 压 缩机 的 结构 。 .
中若试压 吹扫得 不彻 底 , 还有可 能残 留一些在施工 中产生的焊 渣 等杂物 ,运行一 段时 间后这些 杂质也被 阻止在 了油过滤 器 上, 造成 了油过滤器 的“ 脏堵” 现象 。仔细查看油过滤器前后的
的无 级调节 , 并能保证压缩机 处于低位 启动 , 以达到小 的启 动 扭矩 ,滑 阀的工作 位置可通过 能量传感 机构转换 为能量 百分
数 , 且 在 机 组 的 控 制 盘上 显示 出 来 。为 了使 螺 杆 压 缩 机运 行 并
油压差是 否偏大 , 来确认油过滤器是 否 比较“ 脏堵 ” 而造成的供
油不畅 。
时其 外压 比等于或接近 机器 的内压 比, 使机器耗 功最小 , 缩 压 机 内部设 置了内容积 比调节滑 阀, 电磁 ( 由 或手动 ) 向阀控制 换 油缸 内油 的流动 ,推动油活塞从而带动 内容积 比滑 阀移动 , 其 工作位 置通过 内容积 比测定机构 转换为 内压 力 比值 在机组 的 控制盘上显示出来。 1 . 2双螺杆 制冷压缩机的工作原理 。 其工作原 理是利用一对 相互啮合 的阴 阳转 子在机 体 内作 回转运动 ,周期性地改变转子每对齿槽间 的容积来 完成 吸气 、 压缩 、 排气过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双螺杆压缩机故障案例分析与修复
摘要:双螺杆压缩机是石油化工业粉末和颗粒运输的关键设备,主要功能是提供动力和压缩气体进行运输。
本文对GML95型双螺杆压缩机发生转子卡阻故障的原因进行了分析,介绍了修复方法,提出了相应的预防措施。
文/中煤集团内蒙古中煤蒙大新能源化工有限公司安礼强
1.故障概述
GML95型双螺杆压缩机是30万吨/年聚烯烃装置的常用机型。
K-8200风机,型号GML95,每天不定时启动,主要用于B线掺混,每次运行4-5小时,每天运行2-3次,故障发生前累计运行7900小时。
输送能力为4722Nm3/h,转速为7351rpm,轴功率243kW,入口流量6529m3/h。
故障发生后,调阅当天的风机运行的电流,运行曲线如下:
05:48 启动风机,进行掺混倒仓操作。
10:36 掺混倒仓完成,风机空载运行。
12:05 进行掺混倒仓操作。
16:22 风机出口电流高报跳车。
内操发现掺混风机电流突然上涨至高报,风机停机。
班组随即通知装置管理人员,同时,将设备断电。
装置管理人员按照检查程序脱开联轴器,进行设备盘车,无法盘动,初步判断为轴承或转子损坏,迅速联系维保人员拆检。
通过拆检,解体检查发现:
1.1驱动轴及轴承未见明显异常;
1.2轴承箱齿轮未见明显损伤;
1.3阴阳转子啮合密封线部位有磨损(见
标注1);阳转子非驱动端端面磨损严重
(见标注2);靠近转子两侧端部的阴阳
转子密封线配合型线磨损严重(见标注
3)
1.4 机壳(阳转子非驱端处)出现三处
裂纹(见标注4);
1.5 阳转子非驱动端调心滚子轴承(起
轴向定位作用)外圈与定位盘磨损(见
标注5)轴承外圈安装定位环上的销钉
已变形(见标注6)
1.6 阳转子驱动端径向轴承保持架损坏,轴承滚柱变形、磨损并混乱排列。
1.7 转子轴装密封处出现约1/6周长的烧痕,
1.8 转子端面有约2/3圆周与壳体端发生磨损。
1.9 主转子轴弯曲偏离中心
2.7mm;副转子轴弯曲偏离中心2.0mm。
2.0 主、副转子外圆均直径磨小约2.9mm。
2.故障原因分析
综合拆检情况,对故障可能产生的原因进行分析如下:
2.1 结合润滑油油质分析结果为合格,油品更换周期4000小时未到,油压
3.2bar在要求范
围内(1.8-5.5bar),且油压设有联锁停机,初步判断润滑情况良好;排除润滑不良引起的轴承损坏造成的抱轴。
2.2 根据巡检记录,风机入口压力-30kPa,大于厂家要求的-45kPa值,且现场检查入口滤网,未发现有破损情况,各项参数均显示正常,现场巡检时,未发生异响,排除压缩机内进入异物导致转子抱死。
2.3 根据风机的拆检情况:整体来看,阴阳转子俩端面处磨损严重,中心处磨损较轻;阳转子驱动端径向轴承保持架损坏,轴承滚柱变形、磨损并混乱排列;非驱动端轴承保持相对完好,内侧止推轴承与定位盘有受力磨损痕迹,轴承外圈安装定位环上的销钉已变形;转子端面有约2/3圆周与壳体端发生磨损;转子轴装密封处出现约1/6周长的烧痕;说明转子在高速运转过程中不是整体的轴向串动,而是转子啮合过程发生倾斜,转子径向方向发生位移变形。
2.3 从运行分析来看。
由于压缩机运转中出口温度高,压力大,再加上转子转速高达7351rpm,对阴阳转子顶间隙,端面间隙,相互啮合间隙要求极高。
转子在运转中,由于转子变形,发生转子啮合摩擦和端面与壳体端面瞬间摩擦,造成局部温度瞬间升高,使得阴阳转子啮合间隙和端面间隙更加变小,瞬间抱轴。
综上,联系到驱动端径向轴承保持架损坏,轴承滚柱变形、磨损并混乱排列,推断驱动端径向轴承在运行过程中失效是造成风机故障的主要原因。
2.4 驱动端径向轴承运行中的失效原因
考虑到类似的设备故障、故障部位以及使用的环境,失效的原因主要有以下几个方面:
2.4.1 阳转子驱动端轴承可能存在缺陷。
2.4.2 螺杆压缩机在力的计算或轴承选用上可能失当。
2.4.3 该螺杆压缩机没有外置润滑油泵,只是在轴的末端带有润滑油泵,压缩机在启动瞬间,该设备轴承没有油的注入,润滑上存在隐患,尤其是频繁启动,更加加速轴承的失效。
2.4.4 装置生产整体负荷较高,达到了120%,加速了轴承的失效。
2.4.5 润滑油故障。
机器位于高寒环境地域,冬季寒冷时节温度达零下30余度,严重影响润滑油流动性。
加之,该机器原装轴承润滑喷嘴喷油通径只有0.06mm,当遭遇极寒冷时段,在润滑油流动性变差条件下,机器初始启动的一个时段内,轴承少油甚至失油是大概率事件,轴承受损亦成必然。
随着轴承受损程度积累,机器高速运行,不确定诱因导致瞬间轴承崩溃的几率大增,亦会出现寒冷季节轴承少油、失油导致的轴承损伤,在非寒冷季节轴承崩溃。
一般情况下,寒冷季节因润滑油流动性变差导致轴承少油、失油致使轴承损伤崩溃,常发生在寒冷季节。
3、缺陷修复
3.1 转子轴修复,由于转子轴弯曲,转子外圆不规则磨损,转子失去参考中心,且没有完整的位置可做中心基准。
我们采用冷焊工艺,补足转子轴尺寸,以原始未磨损的部分转子凹槽最低点为基准点,反复调整同圆周上四(六)个凹槽最低点,使之处在同一圆周上,再用不同位置的凹槽最低点进行校验,以此反复,直至确保转子中心找正;固定转子轴后,在转子轴两端车成基准位,以此为基准位,在转子轴两端完成打转子中心孔,然后,车、磨等,恢复转子轴原始尺寸参数。
3.2 转子叶外圆、叶面修复,转子叶外圆修复,采用压片滚焊修补工艺,根据外圆磨损轮廓,把不同厚度的压片,剪成与转子叶外圆磨损部位形状完全相同的压片,逐层滚焊,堆出与原始转子曲面一致的滚焊层,修磨抛光即可;转子叶面修补,先制作一个与两转子中心距完全一致工装,把磨损转子固定,以此测量转子叶面不同部位的磨损量,根据不同部位转子叶面磨损量,选取0.05~0.20mm不同标准压片,滚焊至合格尺寸,抛光即可。
3.3 外壳修复,采用冷焊工艺,补焊至设计厚度后,镗、珩磨之合格。
3.4 机身一体端盖裂纹修复,采用钻孔连续镶螺丝方法修补至合格。
3.5 其他部位修复,均采取冷焊、车、镗、磨常规方法修复至合格。
4、效果
该机损坏程度,经寻找多个专业厂家试图修复,均被结论报废,后经我公司与陕西关中压缩机制造有限公司工程师刘安才联合攻关,采用上述方法修复后,该机运行各项参数合格。
截止目前,已稳定运行3000余小时,未出现瑕疵。
5、预防措施
为预防类似压缩机故障的产生,需要加强风机的日常操作维护。
4.1 对设备来讲,振动为故障之源,要坚持做好压缩机振动测量并记录,观察趋势。
发现趋势状态变差,要及时停车进行维修维护;
4.2 各专业加强巡检,检查风机运行情况及各参数,是否有异响;
4.3 严格按照厂家要求的油品更换周期4000小时更换新油、油滤,确保润滑合格。
4.4 确保空滤等备件合格,并严格按照求4000小时更换空滤,若环境较差,应加大清理或更换频次,保证无异物吸入;
4.5 冬季及时投运隔音罩内暖气,保证压缩机本体的启动温度15度以上,防止润滑油低温流动性变差,导致轴承少油、失油。
4.6 加强与螺杆压缩机制造商的沟通,就压缩机在力的计算或轴承选用进行探讨。
4.7 在满足装置生产的条件下,尽量减少启动频次和增加送料掺混时间,以减小压缩机负荷量。
4.8 定期做好检修维护和保养。