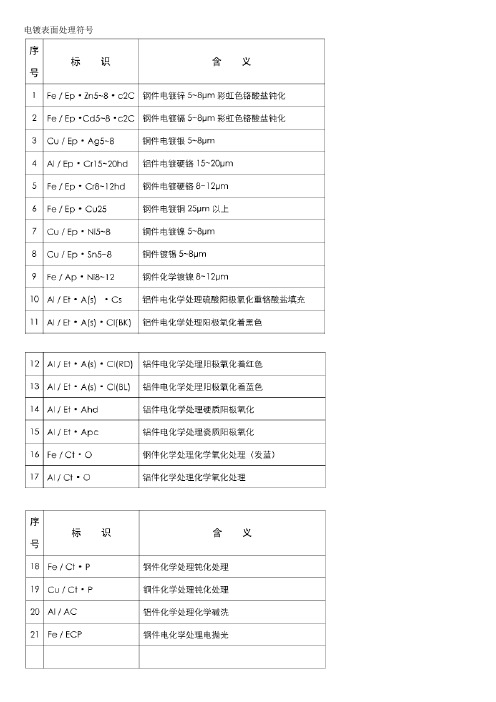
金属材料表面处理代号
表面处理符合对照表
Ct.OSt3WJ461-1995
半光亮化学氧化
Ct.OSWJ461-1995
光亮化学氧化
Ct.ObWJ461-1995
黑镍电镀层
钢质零件采用镀锌底层后无光缎面镀黑镍
EP.NibkSt3WJ454-1995
钢质零件采用镀铜底层后半光亮镀黑镍
EP.NibkSWL454-1995
钢质零件采用镀铜底层后光亮镀黑镍
银电镀
钢质零件,进行防氧化鉻酸盐处理的光亮镀银
EP.Ag13b.AtWJ459-1995
锌合金,不进行后处理的半光亮镀银
EP.Ag13SWJ459-1995
注:“At”为后处理的代号(进行防变色、防氧化处理)
锡电镀
黄铜零件,使用条件轻度的半光亮镀锡
EP.Sn9SWJ460-1995
钢质零件,使用条件为中等的暗面镀锡
D.YY40
硫酸硬质阳极化40~60μm
铝合金化学导电氧化
Ct.Ocd
H.DY(H.Z)
化学导电氧化(转化处理)
鳞化
Ct.MnPh
H.L
锰基磷化
发蓝
Ct.O
H.Y
化学氧化
黑色阳极氧化
Et.A.CI(BK)WJ463-1995
黑色半光亮阳极氧化
Et.AS.CI(BK)WJ463-1995
黑色暗面阳极氧化
Et.Am.CI(BK)WJ463-1995
黑色细光缎面阳极氧化
Et.ASt1.CI(BK)WJ463-1995
黑色粗光缎面阳极氧化
Et.ASt2.CI(BK)WJ463-1995
黑色暗面磷酸阳极氧化
Et.A(P)m.CI(BK)WJ463-1995
金属材料英文表示SPCC

金属材料英文表示SPCC、SECC、SGCC的差异性-secc spcc sgcc标签:钢板,表面,镀锌,精度,牌号,代号,厚度,平度,普通,标记,镀锌板,涂油,高级,质量,碳素,尺寸,标准,意气,宝钢,结构简介:扳金冲压件铝板金属材料英文表示SPCC、SECC、SGCC的差异性时间:2010-02-22/分类:五金/浏览次数:/0个评论发表评论其耐腐蚀时间分别为:A-6h B-24h C-72h D-96h一般选用:Fe/Zn 5~8 B-24h或C-72锌花种别分为A BC D四类。
h 5正文:扳金冲压件铝板金属材料英文表示SPCC、SECC、SGCC的差异性时间:2010-02-22/分类:五金/浏览次数:/0个评论发表评论其耐腐蚀时间分别为:A-6h B-24h C-72h D-96h一般选用:Fe/Zn 5~8 B-24h或C-72锌花种别分为A BC D四类。
h 5052铝板英文表示五金冲压知识)不锈钢:SUS200系列(包括201 202等)SUS300系列(包括301 304 310S 321 316L等)和SUS400系列(包括409 410 420J1 420J2 430 436L 444等)SGCD,热镀锌板:SGCC.SGCE系列SECD,电镀锌板:SECC.SECE系列SPCD,冷轧板:SPCC.SPCE SPHD,热轧酸洗板:SPHC.SPHE铝板:AL SPTE?口?BRASS?COPPER?PBS磷青?SK碳素?SPCC SECC SGCC差异性指薄钢板(带)而所谓的薄钢板,通常5052铝板所说的板材。
指板材厚度小于4mm钢板,分为热轧板和冷轧板。
众所周知。
家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。
近年来,国外牌号钢材的大量涌进。
丰富了国内钢材市场,使板材选用范围逐步扩大了这对进步家电产品的制造质量,提供更丰富的款式和外观,起到显而易见作用;然而。
金属材料 英文表示(五金冲压知识)_SPCC、SECC、SGCC(每个字母的意思)的差

符号:08-钢号开头的两位数字表示钢的含碳量,以平均碳含量×100表示;A1-使用铝脱氧的镇静钢。
表面质量:Ⅰ-特别高级精整表面,Ⅱ-高级精整表面,Ⅲ-较高级精整表面;
拉延性能级别:ZF-可拉延最复杂件,HF-可拉延很复杂件,F-可拉延复杂件。
冷轧板: SPCC,SPCD,SPCE
热轧酸洗板:SPHC,SPHD,SPHE
铝板: AL
SPTE馬口鐵
BRASS黃銅 COPPER紅銅 PBS磷青銅
SK碳素鋼
1.7 我国与上述三个国家的标准钢板
2.1 连续热镀锌薄钢板
连续热镀锌薄钢板简称镀锌板或白铁皮,是厚度0.25~2.5mm的冷轧连续热镀锌薄钢板和钢带,钢带先通过火焰加热的预热炉,烧掉表面残油,同时在表面
表面结构:b-特别光滑、g-平滑、m-无光泽、r-粗糙。
标记:产品名称(钢板或钢带)、本产品标准号、表面质量代号、拉延级别(仅对St14、St14-T、St15)、表面结构、边缘状态(切边EC,不切边EM)、产品规格及尺寸、外形精度(厚度和/或宽度、长度、不平度)。
SUS300系列(包括301、304、310S、321、316L等)和
SUS400系列(包括409、410、420J1、420J2、430、436L、444等)
热镀锌板:SGCC,SGCD,SGCE系列
电镀锌板:SECC,SECD,SECE系列
拉延级别:Z—最深拉延级,S—深拉延级,P—普通拉延级
表面质量:Ⅰ—高级的精整表面、Ⅱ—较高级的精整表面、Ⅲ—普通的精整表面
标记:尺寸精度—尺寸—钢板品种标准
冷轧板:钢号—表面质量组别——拉延组别—技术条件标准
金属材料处理代号
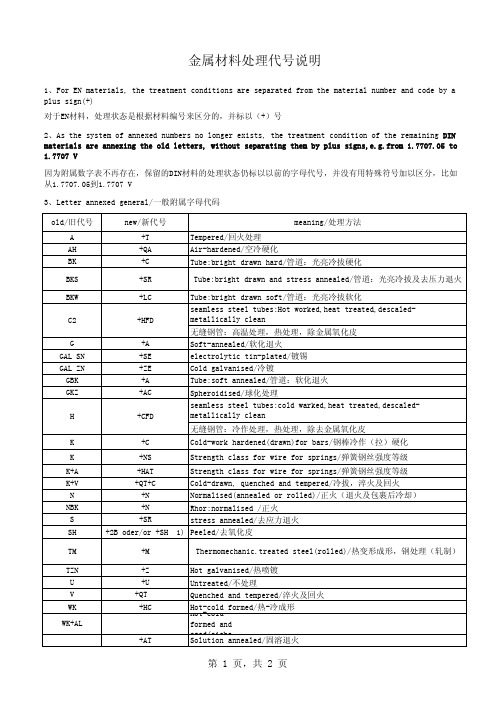
Tempered/回火处理Air-hardened/空冷硬化Tube:bright drawn hard/管道:光亮冷拔硬化Tube:bright drawn soft/管道:光亮冷拔软化无缝钢管:高温处理,热处理,除金属氧化皮Soft-annealed/软化退火electrolytic tin-plated/镀锡Cold galvanised/冷镀Tube:soft annealed/管道:软化退火Spheroidised/球化处理无缝钢管:冷作处理,热处理,除去金属氧化皮Cold-work hardened(drawn)for bars/钢棒冷作(拉)硬化Strength class for wire for springs/弹簧钢丝强度等级Strength class for wire for springs/弹簧钢丝强度等级Cold-drawn, quenched and tempered/冷拔,淬火及回火Normalised(annealed or rolled)/正火(退火及包裹后冷却)Rhor:normalised /正火stress annealed/去应力退火Peeled/去氧化皮Hot galvanised/热喷镀Untreated/不处理Quenched and tempered/淬火及回火Hot-cold formed/热-冷成形Hot-cold formed and aged(siehe Solution annealed/固溶退火金属材料处理代号说明对于EN材料,处理状态是根据材料编号来区分的,并标以(+)号1、For EN materials, the treatment conditions are separated from the material number and code by a plus sign(+)A2、As the system of annexed numbers no longer exists, the treatment condition of the remaining DIN materials are annexing the old letters, without separating them by plus signs,e.g.from 1.7707.05 to1.7707 V因为附属数字表不再存在,保留的DIN材料的处理状态仍标以以前的字母代号,并没有用特殊符号加以区分,比如从1.7707.05到1.7707 Vold/旧代号3、Letter annexed general/一般附属字母代码GKZGGAL SNAHBKBKSBKW+SR +LC GAL ZNGBKnew/新代号+T +QA +C +HAT K+A+C +NS KKK+VNNBKS+U SHTMTZNUWK+ALVWK+QT+C +N +N +SR +2B oder/or +SH 1)+M +Z meaning/处理方法+CFD HC2+HFD +A +AC +A +SE +ZE +AT +QT +HC Tube:bright drawn and stress annealed/管道:光亮冷拔及去压力退火seamless steel tubes:Hot worked,heat treated,descaled-metallically clean seamless steel tubes:cold warked,heat treated,descaled-metallically clean Thermomechanic.treated steel(rolled)/热变形成形,钢处理(轧制)Cold rolled/冷轧Normalised and tempered/正火和回火Precipitation hardened/快速硬化Polished/抛光Quenched/淬火Water-hardened/水硬处理Grounded/接地Hot-work hardened/热加工硬化meaning/处理方法Normalised 正火Soft-annealed/软化退火Quenched and tempered/淬火及回火Cold-work hardened(drawn)/冷作硬化Cold-drawn, quenched and tempered/冷拔,淬火及回火Killed siemens-Martin steel/脱氧西门-马丁钢Electric furnace steel,soft annealed/电炉钢,软退火alt/old=G alt/old=GK alt/old=GD alt/old=GC alt/old=GZ翻译: 周俊屹 校对: 徐金星 2009-1GZ=centrifugal casting/离心浇注法5、castings/铸件For cast materials,some of the codes for the casting method have been changed对于一些铸件材料来说,一些铸造工艺的代码有所改变GS=sand casting/砂型铸造Electric furnace steel,quenched and tempered/电炉钢,淬火及回火GM=mould casting/模型铸造GP=pressure die-casting/压力拉模铸造GC=continuous casting/连续铸造+QT+C deleted/删除+A +QT +N +A +QT +C .07+05.6.92.95.01.02.05.074、Additional codes for materials,conversion list DIN-EN/材料的附加代码,DIN-EN转化列表Numbers annexed/参考数据old/旧的new/新的+CR +NT +P +PL 1)code dependent on specification in the standard/代码与标准中的规范相一致+Q +QW +SL +WW。
热处理字母代号
热处理字母代号热处理字母代号什么是热处理字母代号?热处理字母代号是用于表示金属材料热处理过程和状态的一套标识符。
它是由美国材料与试验协会(ASM International)制定的一套文化规范,广泛用于世界范围内的金属材料行业。
热处理字母代号的分类热处理字母代号根据材料的组织结构和处理方法进行分类,主要包括以下几类:•空气淬火(A系列)•油淬火(O系列)•水淬火(W系列)•压力淬火(P系列)•浴盐淬火(S系列)•气体淬火(G系列)•固溶退火(T系列)•高温固溶(H系列)•冷变质(C系列)•时效处理(A、B、D、T、M和R系列)热处理字母代号的应用热处理字母代号在金属材料行业中起到了标准化和统一表示的作用。
它不仅可以用于标识材料的热处理工艺和状态,还可以指导材料的使用和加工。
通过热处理字母代号,人们可以快速了解工件的热处理情况,从而预测其性能和使用寿命。
在材料生产、加工和选择过程中,热处理字母代号具有重要的参考价值。
使用热处理字母代号的注意事项在使用热处理字母代号时,需要注意以下几个方面:1.根据具体材料和工艺要求选择适当的热处理字母代号。
2.确保热处理字母代号的准确性和一致性,避免出现歧义和误解。
3.遵循热处理字母代号的相关标准和规范,确保工艺和结果符合要求。
结论热处理字母代号是金属材料行业中的重要工具,它为材料的热处理过程和状态提供了一种简洁、准确和统一的表示方法。
合理、正确地使用热处理字母代号,对于提高材料性能、延长使用寿命、降低生产成本具有重要意义。
在今后的金属材料研究和应用过程中,我们应当更加注重热处理字母代号的使用,不断完善和创新,为材料行业的发展做出更大的贡献。
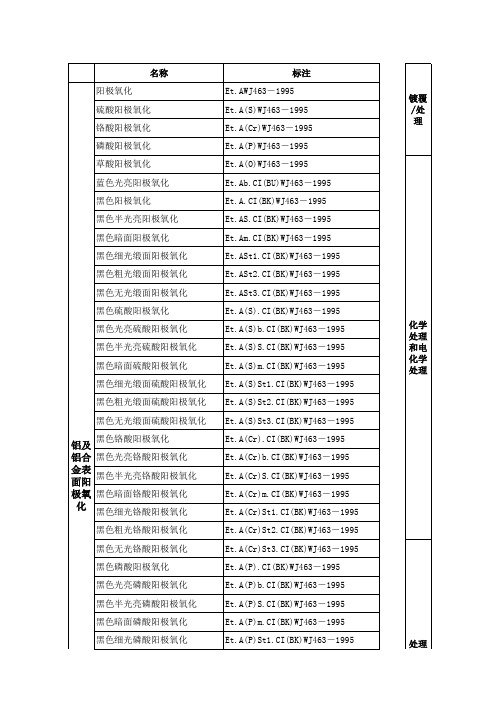
表面处理符号
方法名称 电镀 化学镀 电化学处理 化学处理
处理名称 钝化 氧化 电解着色 磷酸锰盐处理 磷酸锌盐处理 磷酸锰锌盐处 磷酸锌钙盐处理 磷化 普通磷化 快速磷化 黑色磷化 氨液氧化 过硫酸盐氧化 电解氧化 硫酸阳极氧化 铬酸阳极氧化 磷酸阳极氧化 草酸阳极氧化 阳极氧化 硬质阳极氧化
后处理名称 钝化 磷化(磷酸盐处 理) 氧化 乳化 着色
EP.NibkSt3WJ454-1995
铜或钢质零件暗面镀黑镍
EP.NibkmWJ454-1995
钢质零件,使用条件为中等, 采用无光缎面镀镍 镍电 镀层 铜质零件,使用条件为轻度, 采用细光缎面镀镍
EP.Cu20Ni10St3WJ455-1995 EP.Ni5St1WJ455-1995
钢质零件,使用条件为轻度, 采用低锡青铜为底层的粗光缎 面镀镍
黑色无光缎面硫酸阳极氧化
铝及 黑色铬酸阳极氧化
铝合 黑色光亮铬酸阳极氧化
金表 面阳
黑色半光亮铬酸阳极氧化
极氧 黑色暗面铬酸阳极氧化
化 黑色细光铬酸阳极氧化
黑色粗光铬酸阳极氧化
黑色无光铬酸阳极氧化
黑色磷酸阳极氧化
黑色光亮磷酸阳极氧化
黑色半光亮磷酸阳极氧化
黑色暗面磷酸阳极氧化
黑色细光磷酸阳极氧化
标注 Et.AWJ463-1995 Et.A(S)WJ463-1995 Et.A(Cr)WJ463-1995 Et.A(P)WJ463-1995 Et.A(O)WJ463-1995 Et.Ab.CI(BU)WJ463-1995 Et.A.CI(BK)WJ463-1995 Et.AS.CI(BK)WJ463-1995 Et.Am.CI(BK)WJ463-1995 Et.ASt1.CI(BK)WJ463-1995 Et.ASt2.CI(BK)WJ463-1995 Et.ASt3.CI(BK)WJ463-1995 Et.A(S).CI(BK)WJ463-1995 Et.A(S)b.CI(BK)WJ463-1995 Et.A(S)S.CI(BK)WJ463-1995 Et.A(S)m.CI(BK)WJ463-1995 Et.A(S)St1.CI(BK)WJ463-1995 Et.A(S)St2.CI(BK)WJ463-1995 Et.A(S)St3.CI(BK)WJ463-1995 Et.A(Cr).CI(BK)WJ463-1995 Et.A(Cr)b.CI(BK)WJ463-1995 Et.A(Cr)S.CI(BK)WJ463-1995 Et.A(Cr)m.CI(BK)WJ463-1995 Et.A(Cr)St1.CI(BK)WJ463-1995 Et.A(Cr)St2.CI(BK)WJ463-1995 Et.A(Cr)St3.CI(BK)WJ463-1995 Et.A(P).CI(BK)WJ463-1995 Et.A(P)b.CI(BK)WJ463-1995 Et.A(P)S.CI(BK)WJ463-1995 Et.A(P)m.CI(BK)WJ463-1995 Et.A(P)St1.CI(BK)WJ463-1995
表面处理代码
DKBA 华为技术有限公司内部技术规范DKBA0.400.0002 REV.10.0代替DKBA0.400.0002 REV.9.0表面处理代码Surface treatment code2007年1月10日发布2007年1月10日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部结构造型设计部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:DKBA0.400.0002 REV9.0相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA0.400.0002 -1999 结构造型设计部:郑玲15593新发布DKBA0.400.0002 REV.1.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.2.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.A1 结构造型设计部:郑玲15593结构造型设计部:汤建强MQE:黄文源7536增加新代码DKBA0.400.0002 REV.4.0 结构造型设计部:郑玲15593结构造型设计部:曾献科3308增加以下新代码:G011/G108/G(L)121/G(L)122 /L021/ X003 /X004/F121/F219/F220;取消以下代码:G005/T004/T006/A001-2/ A101- 106;更改G220为粉末涂层。
文件格式改版。
DKBA0.400.0002 REV.5.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:钟钢6920增加新代码:G205/G123/G124/G125/G128/G129/G130/G206/L117/L124/L125/L126/L127/L128/L129/L130/F215/F206/F207/F208/F209DKBA0.400.0002 REV.6.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:张强4684深蓝色改为粉末涂层;增加热浸锌、达克罗的相应代码及要求;增加铝材上镀银、化学镀镍的代码及要求;增加新粉末涂料“支架灰”的代码及其要求;DKBA0.400.0002 REV.7.0 结构造型设计部:郑玲15593结构造型设计部:侯树栋10084MQE:黄文源7536;TQC:张强4684增加新代码:G136/L131~133/X005/X007/X008/F002/F004/F006恢复T004“镀银”;取消G206;明确G001中包含浸漆要求;更改G128的内容;锡-铅合金镀层改为纯锡镀层。
表面处理代码
DKBA 华为技术有限公司内部技术规范DKBA0.400.0002 REV.10.0代替DKBA0.400.0002 REV.9.0表面处理代码Surface treatment code2007年1月10日发布2007年1月10日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部结构造型设计部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:DKBA0.400.0002 REV9.0相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA0.400.0002 -1999 结构造型设计部:郑玲15593新发布DKBA0.400.0002 REV.1.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.2.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.A1 结构造型设计部:郑玲15593结构造型设计部:汤建强MQE:黄文源7536增加新代码DKBA0.400.0002 REV.4.0 结构造型设计部:郑玲15593结构造型设计部:曾献科3308增加以下新代码:G011/G108/G(L)121/G(L)122 /L021/ X003 /X004/F121/F219/F220;取消以下代码:G005/T004/T006/A001-2/ A101- 106;更改G220为粉末涂层。
文件格式改版。
DKBA0.400.0002 REV.5.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:钟钢6920增加新代码:G205/G123/G124/G125/G128/G129/G130/G206/L117/L124/L125/L126/L127/L128/L129/L130/F215/F206/F207/F208/F209DKBA0.400.0002 REV.6.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:张强4684深蓝色改为粉末涂层;增加热浸锌、达克罗的相应代码及要求;增加铝材上镀银、化学镀镍的代码及要求;增加新粉末涂料“支架灰”的代码及其要求;DKBA0.400.0002 REV.7.0 结构造型设计部:郑玲15593结构造型设计部:侯树栋10084MQE:黄文源7536;TQC:张强4684增加新代码:G136/L131~133/X005/X007/X008/F002/F004/F006恢复T004“镀银”;取消G206;明确G001中包含浸漆要求;更改G128的内容;锡-铅合金镀层改为纯锡镀层。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C类标记:A1C:表示电镀锌15-20μm后钝化成彩虹色-参考标准GB/T1238-19 A(电镀锌) 1(镀层厚度3μm)
代号
单金属镀层
A
无镀层要求
B
3
C
5
4
CuZn 黄铜
D
8
5
Nib 镍
E
10
6
NibCr 镍铬
F
12
7
CuNib 铜镍
G
15
8
CuNibCr 铜镍铬
H
20
9
Sn 锡
J
25
10
CuSn 铜锡(青铜)
K
30
11
Ag 银
L
12
CuAg 铜银
N
13
ZnNi 锌镍
P
14
ZrCo 锌钴
Q
15
ZnFe 锌铁
R
16
17
18
标记示例:六角头螺栓 GB/T5782 M10*60 8.8级、电镀彩锌,最小镀层厚度5μm2)、光饰状态为“光亮”并经铬酸 标记后:六角头螺栓 GB/T5782 M10*60 8.8级 A2(参考上表)
一、金属材料电镀处理
p.Zn8.c2C:表示电镀彩锌厚度8μm-参考GB/T9799-1988
处理特征 c(铬酸盐处理)
级别 2(铬酸盐处理等级)
附注
后处理(颜色) C(铬酸盐处理类
型)
备注 Fe/Ep.Zn8.c2C
典型外观参考以下表格
铬酸盐处理标记-参考标准GB/T5267.1-2002)
厚度 8(最小镀层厚度)
表面处理 电镀兰白锌 电镀兰白锌
电镀彩锌 电镀军绿 电镀黑锌
镀层厚度 8μm 8μm 8μm 8μm 8μm
后处理名称
光亮铬酸盐
漂白铬酸盐 彩虹铬酸盐 深色铬酸盐 GB/T9800补充黑
色处理
符号 c
分级 1 1 2 2
铬酸盐处理标记-参考标准GB/T5267.1
基本材料/ Fe(金属基体)
处理方法 Ep(电镀)
序号 1 2 3 4 5
代号 Fe/Ep.Zn8.c1A Fe/Ep.Zn8.c1B Fe/Ep.Zn8.c2C Fe/Ep.Zn8.c2D Fe/Ep.Zn8.BK
一、金属材料电镀处理
A类标记:Fe/Ep.Zn8.c2C:表示电镀彩锌厚度8μm-参考GB/T
代号
典型颜色
0
无色
1
浅蓝色至带淡蓝色的彩 虹色
2
隐约可见的淡黄色至黄 棕色、彩虹色
代号 A B C
光饰程度 无光泽
3
淡褐橄榄色至橄榄棕色
D
9
无色
E
4
浅蓝色至带淡蓝色的彩 虹色
F
5
隐约可见的淡黄色至黄 棕色、彩虹色
G
6
淡褐橄榄色至橄榄棕色
H
7
无色
J
8
浅蓝色至带淡蓝色的彩 虹色
K
隐约可见的淡黄色至黄 棕色、彩虹色
类型代号 A B C D
BK(E)
D(电镀) 序号 1
B类标记:D.Zn.15DC:表示电镀锌15-20μm后钝化成彩虹色-参考标准GB/T1238
Zn(锌)
15(镀层厚
D(钝化)
金属镀层及化学处理符号
项目
颜色
符号
白
B
电镀后钝化和氧化
黑
H
常用颜色
军绿
J
彩虹
C
序号 1 2 3
符号 Zn 锌 Cd 镉 Cu 铜
也有可能是黑锌 GB/T9800有说明
0.5~1.5 >1.5 >1.5
锌15-20μm后钝化成彩虹色-参考标准GB/T1238-1976
C(彩虹色)
学处理符号
举例
附注
D.Zn.8DB
电镀兰白8μm
D.Zn.8DH
电镀黑锌8μm
D.Zn.8DJ
电镀军绿8μm
D.Zn.8DC
电镀彩锌8μm
-20μm后钝化成彩虹色-参考标准GB/T1238-1976 C(彩虹色)
L
淡褐橄榄色至橄榄棕色
M
无色
N
与B,C或D一样
P
棕黑色到黑
R
棕黑色到黑
S
棕黑色到黑brownblack to black
T
不进行铬酸盐处理
U
层厚度5μm2)、光饰状态为“光亮”并经铬酸盐处理成黄彩虹色的标记
无光泽
半光亮
光亮
高光亮 可任选 无光泽 半光亮 光亮 全光饰
备注
电镀兰白锌
电镀彩锌 电镀军绿 电镀黑锌
典型外观
防护性
单位面积上的膜层质 量g/mm²(GB/T9792)
透明的、光亮的、有时 带轻微的蓝色
轻 度,如 手持时的 防锈或者在中等腐蚀
略带彩虹色且透明的
条件下防高湿
≤0.5 ≤1
彩虹 不透明 黑色
黄彩虹色的
相当好,包括对某些
橄榄绿隐约可见棕色或 有机气氛的防护
青铜色
略带彩虹色的黑色
不同程度的腐蚀防护 性