1白芍生产工艺规程
白芍、炒白芍、酒白芍生产工艺规程
白芍、炒白芍、酒白芍生产工艺规程XXXXXXXXXX有限公司生产工艺规程1 目的:建立白芍、炒白芍、酒白芍生产工艺规程,用于指导现场生产。
2 范围:白芍、炒白芍、酒白芍生产过程。
3 职责:生产部、饮片车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)《中国药典》2020年版。
5 产品概述:5.1 产品基本信息5.1.1产品名称:白芍、炒白芍、酒白芍5.1.2规格:薄片5.1.3性状:白芍:本品呈类圆形的薄片。
表面淡棕红色或类白色,平滑。
切面类白色或微带棕红色,形成层环明显,可见稍隆起的筋脉纹呈放射状排列。
气微,味微苦、酸。
炒白芍:本品形如白芍片,表面微黄色或淡棕黄色,有的可见焦斑。
气微香。
酒白芍:本品形如白芍片,表面微黄色或淡棕黄色,有的可见焦斑。
微有酒香气。
5.1.4企业内部代码:5.1.5性味与归经:苦、酸,微寒。
归肝、脾经。
5.1.6功能与主治:养血调经,敛阴止汗,柔肝止痛,平抑肝阳。
用于血虚萎黄,月经不调,自汗,盗汗,胁痛,腹痛,四肢挛痛,头痛眩晕。
5.1.7用法与用量:6~15g。
5.1.8 贮藏:置干燥处,防蛀。
5.1.9 包装规格:3g/袋;5g/袋;10g/袋;60g/罐;80g/罐;100g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;18kg/袋;20kg/袋;25kg/袋;30kg/袋;50kg/袋。
5.1.10贮存期限:36个月5.2 生产批量:5~10000kg5.3辅料:黄酒。
每100kg白芍用黄酒10-20kg。
5.4生产环境:一般生产区6 生产操作过程:6.1 白芍生产工艺流程图:6.2炒白芍生产工艺流程图:6.3酒白芍生产工艺流程图:6.4 生产操作过程与工艺条件:6.4.1领料6.4.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取白芍原料。
6.4.1.2领料过程中必须核对原药材品名、编码、件数、数量、合格标志等内容。
国药工程东富龙白芍中原料药白芍提取车间工艺设计书面书
国药工程东富龙白芍中原料药白芍提取车间工艺设计书面书【原创实用版】目录一、引言二、白芍的概述三、白芍的提取工艺设计四、提取车间的设备选择与布局五、提取车间的操作流程与控制六、提取车间的安全与环保措施七、结论正文【引言】本文主要介绍了国药工程东富龙白芍中原料药白芍提取车间的工艺设计书面书。
白芍,学名为 Paeonia lactiflora Pall,是毛茛科芍药属植物,具有很高的药用价值。
在我国,白芍被广泛用于中医临床,具有止痛、调经、舒肝、健脾等功效。
因此,对其进行有效提取和工艺设计显得尤为重要。
【白芍的概述】白芍是一种多年生草本植物,主产于我国东北、华北、华东等地区。
其根茎呈圆柱形,表面棕褐色,断面类白色,有特殊香气,味微苦、酸。
白芍主要含有芍药苷、挥发油、蛋白质、氨基酸、多糖等成分,具有很高的药用价值。
【白芍的提取工艺设计】白芍的提取工艺主要包括原料准备、浸提、过滤、浓缩、干燥等步骤。
在浸提过程中,采用醇提法,以乙醇为提取溶剂,通过加热、搅拌使白芍中的有效成分充分溶解。
过滤是为了去除提取液中的不溶性杂质,通常采用离心过滤或板框过滤。
浓缩是为了减少提取液的体积,可以采用蒸发浓缩或膜浓缩等方法。
最后,将浓缩后的提取液进行干燥,得到白芍提取物。
【提取车间的设备选择与布局】提取车间主要设备包括浸提罐、过滤器、浓缩器、干燥器等。
设备选择应根据生产规模、工艺要求、操作条件等因素综合考虑。
设备布局要合理,确保操作流程的顺畅,同时要满足安全、环保、节能等要求。
【提取车间的操作流程与控制】提取车间的操作流程为:原料准备→浸提→过滤→浓缩→干燥。
在整个操作过程中,需要对各个环节进行严格控制,确保提取效果和产品质量。
具体控制方法包括:控制浸提时间、温度、浓度等参数;确保过滤器的过滤效果;控制浓缩器的蒸发速率;控制干燥器的温度、湿度等。
【提取车间的安全与环保措施】提取车间的安全措施包括:设备安全防护、操作人员培训、安全通道设置等。
白芍工艺规程
湖南丹桂园GMP文件-工艺规程1. 产品概述1.1.产品名称:白芍1.2.产品编码:C-A0021.3.批原药材投料量:10-100kg1.4.来源:本品为毛茛科植物芍药干燥根的炮制加工品。
1.5.性味归经:苦、酸,微寒。
归肝、脾经。
1.6.功能主治:平肝止痛,养血调经,敛阴止汗。
用于头痛眩晕,胁痛,腹痛,四肢挛痛,血虚萎黄,月经不调,自汗,盗汗。
1.7.用法用量:6~15g,水煎服。
1.8.贮存:置通风干燥处,防蛀。
2. 生产依据和炮制方法2.1.生产依据:《中华人民共和国药典》2015年版第一部P105。
2.2.炮制方法:取原药材,除去杂质,洗净,润透,切薄片,干燥,筛去灰屑。
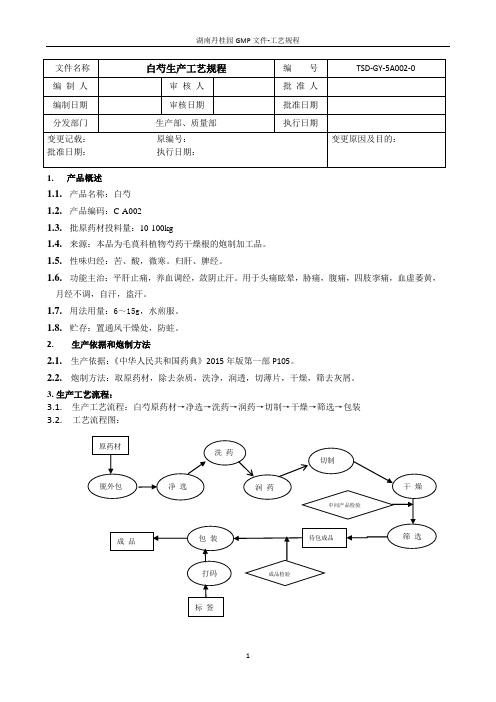
3.生产工艺流程:3.1. 生产工艺流程:白芍原药材→净选→洗药→润药→切制→干燥→筛选→包装3.2. 工艺流程图:4.炮制过程及工艺条件:4.1.炮制过程:4.1.1. 领料:根据《批生产指令》,填写“领料单”,领取白芍原药材,核对品名、规格、产地、批号、数量等,确认所领取物料是经批准放行的。
4.1.2.净选:将脱外包后的药材,按《净选岗位标准操作规程》操作,除去杂质、非药用部位和变质品。
装入洁净周转筐,称重,交下工序并填写相关记录。
4.1.3.洗药:将净选后的白芍,按《洗药岗位标准操作规程》操作,用清洁饮用水清洗干净。
洗至药材表面洁净不含泥沙及杂质时,出料。
交下工序并填写相关记录。
4.1.4.润药:将洗净后的白芍,按《润药岗位标准操作规程》操作,以定量饮用水淋润药材片刻后闷润,以物遮盖并定时淋水保持湿润,使水分缓缓渗入药材内部,根据季节天气情况,冬春2-3天,夏秋1-2天,直至药透水尽,使药材内外软硬一致,利于切制。
(注:润药时间长短应视药物质地和季节而定;夏季润药,要防止药物霉变),取出摊晾,装入洁净周转筐,交下工序并填写相关记录。
4.1.5. 切制:将润后的白芍,按《切制岗位标准操作规程》操作,手工切1-2mm薄片。
白芍生产工艺验证方案

白芍生产工艺验证方案文件编号:验证方案审批表目的证明白芍生产工艺过程确实能够始终如一地生产出符合预定要求及质量标准的中药饮片。
范围白芍的生产工艺验证责任验证小组内容1概述1.1白芍是第一次在本公司车间投产,本验证方案的设计有助于证明白芍生产过程的稳定性及生产系统的可靠性,同时此验证方案为即将进行的生产工艺验证和将来进一步的验证工作奠定了基础。
1.2包装规格:塑料袋装,1 Kg/袋。
1 .3法定制法和依据:1.3.1洗净,除去头尾和细根,置沸水中煮后除去外皮或去皮后再煮,晒干。
1.3.2《中华人民共和国药典》2010年版、《安徽省中药饮片炮制规范》、《白芍生产工艺规程》1.3.3 工艺流程图:拣选→洗润→切药→干燥→筛分→包装→入库1.4 验证目的、期待结果及变更程序1.4.1 验证目的:证明生产工艺过程确实能够始终如一地生产出符合预定要求及质量标准的饮片。
1.4.2 期待结果:通过对白芍生产工艺的,确认该生产工艺是有效的;经过预先设计的工艺参数下做合适的测试,确认按照批准的生产工艺规程生产的最终产品,符合有效性和安全性的所有出厂要求。
1.4.3 变更程序:再验证过程严格按照本方案规定的内容进行,若因特殊原因确实需要变更时,填写验证方案变更申请批准书,报验证委员会批准。
1.5 验证依据及使用的文件1.5.1 验证依据1.5.1.1 《药品生产质量管理规范》1.5.1.2 《药品生产质量管理规范》附录及补充规定1.5.1.3 白芍生产工艺规程1.5.1.4 白芍成品质量标准1.6.2 采用文件2 验证项目、评价方法及标准2.1 人员确认2.1.1 培训2.1.1.1 评价方法:查阅人员培训档案,确认是否对有关操作人进行了相关培训,包括GMP、药品管理法、安全防护的培训,所在岗位、相关设备、清洁、清场标准操作规程的培训;QA进行生产过程质量控制的培训。
2.1.1.2 评价标准:考试合格,已取得上岗证。
1白芍饮片工艺规程
白芍饮片生产工艺规程目的建立白芍饮片生产工艺规程,使其生产过程规范化,标准化,保证生产的产品质量稳定、均一和有效。
依据《中华人民共和国药典》2010年版(一部)、《北京中药炮制规范》(1988版)范围白芍饮片的生产全过程。
责任质量管理部、生产技术部、饮片车间、设备部内容1 产品概述:1.1 产品名称:白芍汉语拼音:Baishao拉丁名:PAEONIAE RADIX ALBA来源:本品为毛茛科植物芍药Paeonia tacti lora Pall.的干燥根。
夏、秋二季采挖,洗净,除去头尾和细根,置沸水中煮后除去外皮或去皮后再煮,晒干。
性状:本品呈圆柱形,平直或稍弯曲,两端平截,长5~18cm,直径1~2.5cm。
表面类白色或淡棕红色,光洁或有纵皱纹及细根痕,偶有残存的棕褐色外皮。
质坚实,不易折断,断面较平坦,类白色或微带棕红色,形成层环踞显,射线放射状。
气微,味微苦、酸。
1.2 包装规格:1.3 产品性状:白芍片:本品呈类圆形的薄片。
表面淡棕红色或类白色,平滑。
切面类白色或微带棕红色,形成层环明显,可见稍隆起的筋脉纹呈放射状排列。
气微,味微苦、酸。
1.4 性味与归经:苦、酸,微寒。
归肝、脾经。
1.5 功能与主治:养血调经,敛阴止汗,柔肝止痛,平抑肝阳。
用于血虚萎黄,月经不调,自汗,盗汗,胁痛,腹痛,四肢挛痛,头痛眩晕。
1.6 用法用量:6~15g。
1.7 注意不宜与藜芦同用。
1.8 复检周期:一年2 工艺流程3 操作过程及工艺条件:控制项目 生产控制检验控制主要控制点6 消耗定额6.1 物料消耗定额6.211 物料平衡%100)()(1(%)×=kg kg 原药材投料量挑选后净药材量挑选耗率 本品损耗率在≤5%%100)()(1(%)×=kg kg 包装投料量包装成品量包装耗率 本品包装损耗率在≤1%。
%100)()((%)×=kg kg 药材投料量成品量成品率 本品成品率在≥90%13.1 废水:本产品生产过程中洗药、清洗设备用水为饮用水,清洗剂为餐具清洗剂,清洗设备废水符合排放标准。
GMP-白芍工艺规程
目的:制订白芍工艺规程,规范白芍炮制工艺过程,保证白芍产品质量。
适用范围:白芍的加工炮制。
责任:生产部按该工艺规程组织生产,质保部负责监督该规程的实施。
内容:1 产品概述:药品名称品名:白芍汉语拼音:Baishao1.2来源:本品为毛茛科植物芍药Paeonia Lactiflora Pall.的干燥根。
特点:1.3.1性状:本品呈类白色或微带棕红色的近圆形或椭圆形薄片;1.3.2性味与归经:苦、酸,微寒。
归肝,脾经;1.3.3功能与主治:平肝止痛,养血调经,敛阴止汗。
用于头痛眩晕,胁痛,腹痛,四肢挛痛,血虚萎黄,月经不调,自汗,盗汗;1.3.4用法与用量:6-15g;1.3.5注意:不宜与藜芦同用;1.3.6规格:2Kg/袋;1.3.7贮藏:置干燥处,防蛀。
2 依据2.1依据:《中华人民共和国药典》2000年版一部、《**省中药炮制规范》2002年版;2.2制法:洗净,润透,切薄片,干燥。
3工艺流程图4 炮制工艺的操作要求仔细阅读批生产指令;4.1.1.2检查净制间清场状态标志;检查设备、计量器具清场状态标志;4.1.1.4检查生产用容器、用具清场状态标志;4.1.1.5以上各项均具有清场合格标志,开始净制操作。
4.1.2.1领取待净制原药材,领料时,应逐件核对品名、来货编号、数量、产地、外观质量。
如发现与生产指令不符的,拒绝领用。
核对无误后,将领取的原药材移至净制岗位;4.1.2.2执行《净制标准操作规程》,把药材倾置在中药材净制台上进行净制;4.1.2.2.1除去泥沙、灰屑等杂质;4.1.2.2.2除去残留外皮等非药用部分;4.1.2.2.3除去霉变、虫蛀等异变药材;4.1.2.3将净制好的药材以专用容器盛放,检验合格后,移至净制周转间(区),挂上状态标志;4.1.2.4计算物料平衡;4.1.3清场:4.1.3.1清除现场所有生产指令、记录;4.1.3.2清除净制台及设备残留物、杂物;4.1.3.3清洗物料周转容器和工作用具;4.1.3.4打扫工作间卫生,将所有废弃杂物移至废物桶。
(ts-ps-069-00)白芍生产工艺规程
1.目的建立白芍生产工艺规程,使其生产标准化,规范化。
2.范围适用于本公司中药饮片车间白芍的生产。
3.职责生产操作人员:负责按本规程进行生产。
车间工艺技术人员:负责生产过程的审核。
QA:负责生产过程的监控。
质管部、生产部:监督管理。
4.内容4.1 产品概述:4.1.1 中文名:白芍4.1.2 汉语拼音:Baishao4.1.3 来源:本品为白芍的切制加工品。
4.1.4 包装规格:4.1.5 贮藏:置干燥处,防蛀。
4.2 炮制依据和处方:4.2.1 炮制依据:《中华人民共和国药典》2010年版一部。
4.2.2 处方:白芍,投料量:20kg-1000kg 。
4.3 工艺流程图:4.44.5 炮制工艺的操作要求和技术参数:4.5.1 批生产前准备:QA执行《生产前准备操作规程》对生产人员、生产指令、记录、操作文件、操作间状态、卫生状态、设备状态、物料以及生产用具进行检查确认,确认无误后方可实施生产。
4.5.2 拣选:4.5.2.1 将要拣选的白芍置于洁净工作台上,拣去杂质、非药用部位(拣选后杂质含量≤2%),将拣选后的药材装入周转桶中,贴上“容器标识单”,称量(在标识单上记录品名、批号、重量、操作人、日期)。
4.5.2.2 填写“白芍拣选生产记录”交工艺员或车间主任复核。
4.5.2.3 将拣选后经QA检查合格的药材填写“车间物料交接单”交洗润工序。
4.5.3 洗润:4.5.3.1洗药:4.5.3.1.1 设备操作参见《XY-700型洗药机操作规程》。
4.5.3.1.2 先在洗药机出料口处放置料箱,打开进水阀,打开机器电源开关,打开水泵启动按钮。
4.5.3.1.3 启动正转开关,进料进行清洗,洗去泥沙。
4.5.3.1.4 清洗过程中需不断地调节滚筒正、反转向直至白芍充分洗净。
4.5.3.1.5 出料:关闭水泵开关,启动正转开关,白芍从出料口自动排出。
4.5.3.1.6 将白芍装入不锈钢带孔料框中沥干,待润。
白芍(酒制)生产工艺规程
白芍(酒制)生产工艺规程文件编号:LT0102200山西振东道地药材部门:生产部题目:白芍(酒制)生产工艺规程第1 页共7 页起草人:日期:审核人:日期:批准人:日期:生效日期:颁发部门:分发部门:变更记载:修订号:修订日期:批准日期:变更原因及目的:1.产品概述1.1 别名:杭白芍.杭芍。
1.2 规格:白芍(酒制),Y022。
1.3 特点:1.3.1 性状:本品为类圆形薄片,表面淡棕红色或类白色,平滑。
切面类白色或微带棕红色,形成层环明显,可见稍隆起的筋脉纹呈放射状排列。
气微,味微苦.酸。
酒白芍形如白芍,表面微黄色或淡棕黄色,有的可见焦斑,微有酒香气。
1.3.2 性味与归经:苦.酸.微寒。
归肝.脾经。
1.3.3 功能与主治:养血调经,敛阴止汗,柔肝止痛,平抑肝阳。
1.3.4 用法与用量:6~15g。
2. 依据《中华人民共和国药典》xx 版一部和《山西中药炮制规范》1984 版。
3. 批量:18kg/批。
4. 工艺流程工艺参数人工操作,去除药材头尾和须根.杂质.泥沙常温润药润药X 档,厚度1~2mm切制药材净制文件编号:LT0102200部门:生产部题目:白芍(酒制)生产工艺规程第2 页共7 页质量监控点工艺控制项目控制区5 炮制工艺操作要求5.1 炮制工艺过程及条件5.1.1 领料根据生产指令,开具限额领料单,领取白芍药材,双人核对品名.批号.产地.数量无误后领回车间,放置在拣选间。
5.1.2 净选5.1.2.1 确保生产场所清洁,符合生产要求。
5.1.2.2 检查所用工具到位。
5.1.2.3 执行“净选岗位标准操作规程” ,将药材放在不锈钢拣选台上,去除药材中的杂质.泥沙及非药用部位,并按大小分级。
5.1.2.4 拣选结束,将可用药材和选出的杂质分别进行称量,计算。
合格品转入下道工序,杂质按《废料管理制度》进行处理。
5.1.3 清洗5.1.3.1 将拣选后的药材核对无误后,放入 XY-720 型洗药机中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.产品概述1.1 品名:白芍,成品代码CP10421。
1.2 性状: 本品呈类圆形的薄片。
气微,味微苦、酸。
1.3 性味与归经:苦、酸,微寒。
归肝、脾经。
1.4 功能与主治:养血调经,敛阴止汗,柔肝止痛,平抑肝阳。
用于血虚萎黄,月经不调,自汗,盗汗,胁痛,腹痛,四肢挛痛,头痛眩晕 1.5 用法用量:6〜15g 。
1.6 规格与包装规格:1kg/包、2kg/包、5kg/包。
1.7 贮存:置干燥处,防蛀。
2.处方依据及制法2.1 依据:《中国药典》2015年版一部;《江西中药炮制规范》(2008年版)。
2.2 处方白芍 2.3 批量每批按100kg 进行换算物料消耗定额。
2.4制法取原材料,洗净,润透,切薄片,干燥。
3.生产工艺流程图4.饮片批过程、工艺条件及质量风险控制点和风险控制措施4.1生产准备4.1.1 文件准备4.1.1.1中药饮片批生产指令明确了饮片批品名、批号、生产批量、炮制加工基本流程、原药材进厂编号及检验单号、投料量等。
4.1.1.2中药饮片批包装指令明确了包装品种名称、规格、批号、包装规格、包装批量、包材用量等。
4.1.1.3生产品种应有质量标准、工艺规程、岗位标准操作程序等相关文件。
4.1.1.4生产场所应有卫生要求的文件规定和卫生清洁标准操作程序。
4.1.1.5使用设备应有相应的设备操作、维护保养、清洁标准操作程序。
4.1.1.6容器具清洁应有相应的标准操作程序。
4.1.1.7应有岗位所需生产记录(含清场),工序运行状态标志、设备运行状态标志、物料领料单、工序操作记录等空白表格。
4.1.1.8其他有关执行文件。
4.1.1.9上述文件均应为现行文件。
4.1.2物料准备4.1.2所用物料与中药饮片批生产指令或中药饮片批包装指令或工艺规程相符。
4.1.2.1核对领(配)料单或物料标签等内容,如物料名称、批号、检验报告书(检验单号)等,应准确无误。
4.1.2.2检查物料外包装或容器,应完好、清洁、物料无污染,并称量、复核。
4.1.3现场检查4.1.3.1检查生产场所清洁、卫生、应符合该区卫生要求,有清场合格证。
4.1.3.2需用的设备、设施应完好,有正常标志。
4.1.3.3容器具应符合清洁要求,并有“已清洁”标志。
4.1.3.4计量器具测试范围符合生产要求,并有“检定合格证”,对生产用的测试仪器、仪表按要求进行必要的调试,符合生产需要。
4.1.4记录4.1.4.1操作人员检查后填写检查记录,并签名。
4.1.4.2岗位负责人对检查结果进行复核,符合要求签名确认。
4.1.5安全检查4.1.5.1班前要进行进行检查,有安全检查表的要依安全检查表进行检查。
对运转设备要进行试车听诊、视诊,必要的润滑,和防护措施的检查。
要排除设备的安全隐患。
要做好防冻或降温工作,电气设备要防止漏电伤人、短路或过载起火。
4.2备料4.2.1 领用前的核对与计算4.2.1.1备料人员根据中药饮片批生产指令或中药饮片批包装指令核对所需领物料的品名、批号、规格、数量及合格标志等;4.2.1.2核对无误后,开出领料单由车间管理人员审核、签字,到仓库领料;4.2.1.3发现以下问题时领料不得进行;①未经检验或检验不合格的物料;②包装容器内无标签或物料标识卡、合格证;③因包装被损坏、内容物已受到污染;④已霉变、虫蛀、鼠蛟烂;⑤在仓库存放已过复验期,未按规定进行复验;⑥其他有可能给产品带来质量问题的异常现象。
4.2.2物料的称量:4.2.2.1称量原辅料的衡器应经校验合格,并在有效期内;4.2.2.2物料称量所用的容器要求不影响物料的化学性质。
严禁用同一容器两次(或多次)称量不同的物料;4.2.2.3称量时所用的取样器,必须预先作清洁处理,不影响和污染物料;4.2.2.4未用完的物料要及时封扎,并标出品名、批号、取样量、剩余量等。
4.2.2.5所有物料称量均要求一人称量,一人复核,谨防差错,并由称量人、复核人签字。
特殊物料的称量需QA人员复核签字。
4.2.2.6每称完一料要将所用衡器归零复位。
4.2.3物料进入作业区及标示4.2.3.1物料进入作业区必须严格遵守物料进入作业区程序;4.2.3.2被拆去外包装的物料,应重新对物料进行标示,(可挂物料标示卡),内容包括:名称、规格、数量、批号、拆封日期等。
4.3净选:将按中药饮片批生产指令领取的中药材移至净选岗位“待加工”区域。
将药材置于药材净选台上人工挑选,去除非药用部位,杂质.一次倾置量不能太多。
净制好的药材装入洁净容器内,称量,挂好物料标签,并移至“已加工”区域,杂质、灰末倒入废弃桶内。
4.4润药:手工润药,将净选好的白芍放于润药池内,用水将药材淋透,置于周转框内,放置约4小时,至药材内外软硬一至,,挂好物料标签,移入下一岗位。
4.5切制:药材润好后移至切制岗位,倾入调试好的直切式切药机中切制成薄片(1~2mm),切片时应注意刀距和刀的锋、钝程度,及时调整刀距和磨刀,以减少败片的产生。
切好的薄片装入洁净容器内,称量,挂好物料标签,交下道工序。
4.6干燥:将切制好的薄片按从上往下的顺序,置于烘箱托盘上,药材装盘要铺平,控制装盘厚度为2~3cm。
装盘完毕,把托架推入烘箱中。
设置干燥温度75℃,打开蒸汽,干燥过程中,每间隔1小时,应打开排湿阀排湿5~10分钟。
干燥途中每隔两小时翻药一次。
干燥结束,先关加热装置,开门降温40℃左右,再关风机,移出推车,至晾片区晾凉。
检测药材水份不得超过11%。
待药材温度降至室温后装入容器内。
称量,挂好物料标签。
移至下工序。
4.7筛选:将干燥好的净药材移至选片岗位,用筛选机10目筛筛去碎屑、焦屑及灰屑。
筛选好的净药材装入洁净容器内,称量,挂好物料标签。
移至中间站,请验。
4.8包装4.8.1标签打印:根据包装指令填写物料领料单领取标签(合格证)、包装袋,复核品名、规格、数量与包装指令应相符。
根据包装指令打印品名、规格、产品批号、生产日期等。
将打印好的标签发放到包装工序使用。
发放标签要有领用人签名、核对。
4.8.2内包装:领取检验合格后的中间产品。
按中药饮片批包装指令规格将药材称重,然后手工装入相应规格的袋中,用封口机封口,设置封口温度5档,并进行检查是否漏气。
贴好产品标签(合格证)。
4.8.3取样:在包装过程中按《成品取样标准操作程序》进行取样,填写成品请验单。
4.8.4外包装:将包好的中药饮片按中药饮片批包装指令要求装入指定的编织袋中,贴好中药饮片外标签。
用缝包机或手工封好袋。
4.8.5入库:包装完成后,填写入库单,移至成品库,挂好待验牌。
检验合格后,挂好合格牌。
5.生产结束各工序生产结束后应按规定作好清洁、清场、收率计算、物料结退以及批生产记录等工作。
5.1. 清洁与清场5.1.1作业人员在加工作业结束后,先将加工好的物料转移到指定处。
5.1.2清理设备、容器、室内产品遗留物。
剩余物料能回收的可作上标示,待下批生产同品种时掺入,不能回收的要及时处理。
5.1.3整理室内器具,清除废物贮器中的废物。
5.1.4按相应净化级别清洁要求对室内设备、器具、场所进行清洁。
5.1.5 QA人员按要求进行清场检查、评价,符合要求发给清场合格证,不符合要求,按程序重新清场。
5.2结料与退料5.2.1每个工序每批产品生产结束后,都必须进行物料使用情况的统计,应符合规定定额;5.2.2剩余的原辅料经检查质量、数量后应及时封装,防止污染。
包装上注明名称、剩余数量、封装日期、封装人、复核人等,退库或退回车间暂存间,并做好记录。
5.2.3当物料结算发生偏差时,应按偏差处理程序及时处理,并记录。
5.3批生产记录:5.3.1批生产记录各岗位记录由岗位操作人员填写,岗位负责人、QA员审核签字,后交车间工艺员汇总、整理、审核。
5.3.2填写岗位生产记录应符合以下条件;①内容真实、记录及时;②字迹清晰,不得用铅笔填写;③不得撕毁或任意涂改,需要更改时不得使用涂改液,应划去后旁枝重写,签字并标明日期;④按表格内容填写齐全,不得留有空格,如无内容填写时机用“—”表示,内容与上项相同时应重复抄写,不得作“〃〃”或“同上”表示;⑤品名不得简写;⑥与其他岗位、班组之间有关的操作记录应做到一致性、连贯性;⑦操作者,复核者应填写全姓名,不得只写姓或名;⑧填写日期一律横写,并不得简写。
5.3.3车间工艺员将整理好批生产记录及时交质量部经理审核。
5.4各工序工艺要点5.4.1润药:药材内外水份一致。
5.4.2切制:切片度控制1-2mm,调整厚度为2mm。
连刀片、掉刀翘刀片、异形片不得超过10%。
5.4.3干燥:装盘厚度为2~3cm,干燥温度为设定为75℃, 干燥途中每隔两小时翻药一次。
检测药材水份不得超过11%。
5.4.4筛选:筛去碎屑、焦屑,挑去败片、异形片。
5.4.5包装:标签打印应正确、清晰,封口温度5档,封合应严密,不漏气。
5.5质量风险控制点和控制措施6.工艺卫生和环境卫生6.1 环境卫生:生产区环境卫生按照《一般生产区卫生管理制度》执行。
6.2 工艺卫生6.2.1 一般生产区卫生要求6.2.1.1 本区域按《一般生产区卫生管理制度》执行。
6.2.1.2 本区域内人员按《生产区员工个人卫生管理规定》执行。
6.2.1.3 生产人员健康要求应执行《员工健康管理制度》,凡从事药品生产(工作)的人员,必须健康,每年体检一次,建立健康档案。
患有传染病、皮肤病、体表有伤口者、隐性传染病、精神病者不能从事直接药品生产工作。
6.2.1.4一般生产区工作服装、清洁用具、模具零配件、消毒剂配制均应执行相应的管理制度。
7. 产品生产过程SOP及执行要求7.1 生产过程执行SOP表表17.2 SOP执行要求7.2.1 操作者在生产过程中必须严格执行本工序及相关管理制度,严禁违规操作。
7.2.2 生产管理人员、QA检查员、工艺技术员必须严格按照相关SOP及管理制度检查、落实。
8. 原辅料、包装材料、中间产品和成品质量标准及检验规程8.1 原辅材料质量标准和检验规程:8.2 中间产品质量标准和检验规程8.2.1 质量标准:白芍中间产品内控质量标准。
8.2.2 检验规程:白芍中间产品检验规程。
8.3 成品质量标准和检验规程8.3.1 质量标准:白芍饮片内控质量标准。
8.3.2 检验规程:白芍饮片成品检验规程。
8.4包装材料质量标准8.4.1药用低密度聚乙烯袋8.4.1.1 外形:外表应平整,无污染,允许有轻微的皱纹,但热合处不允许有。
不允许有划伤、烫伤、气泡等现象。
8.4.1.2 详见《药用低密度聚乙烯袋内控质量标准》。
8.4.2 标签等包装材料8.4.2.1主要指标签(合格证)。
8.4.2.2详见《合格证(标签)内控质量标准》。
9. 生产场所和主要设备说明9.1生产场所9.2主要设备说明10. 安全生产与劳动保护10.1 技术安全10.1.1 特殊设备(卧式润药机等),必须按照国家相关规定,每年进行检测,确保设备运行安全、可靠;操作人员必须经过岗位培训和相关培训后,获得上岗证方能上岗操作,严禁无证上岗,确保安全。