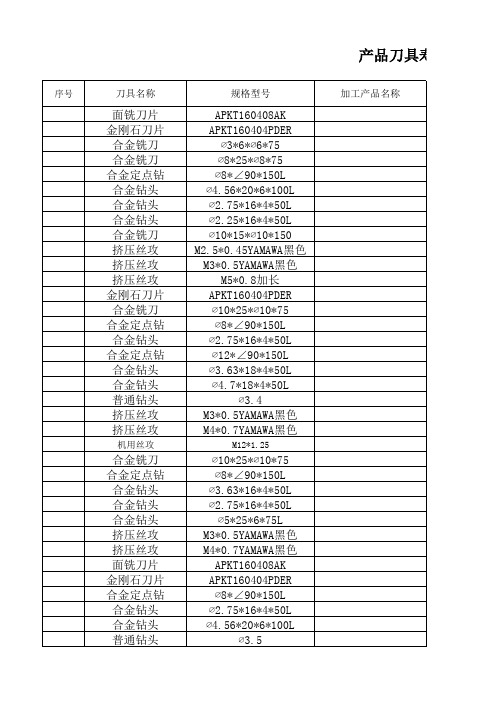
刀具寿命管理表格
刀具寿命统计表
M12*1.25
∅10*25*∅10*75 ∅8*∠90*150L ∅3.63*16*4*50L ∅2.75*16*4*50L ∅5*25*6*75L M3*0.5YAMAWA黑色 M4*0.7YAMAWA黑色 APKT160408AK APKT160404PDER ∅8*∠90*150L ∅2.75*16*4*50L ∅4.56*20*6*100L
合金钻头 合金钻头 合金钻头 挤压丝攻 挤压丝攻 面铣刀片 金刚石刀片 合金定点钻 合金钻头 合金钻头 普通钻头
APKT160408AK APKT160404PDER
∅3*6*∅6*75 ∅8*25*∅8*75 ∅8*∠90*150L ∅4.56*20*6*100L ∅2.75*16*4*50L ∅2.25*16*4*50L ∅10*15*∅10*150 M2.5*0.45YAMAWA黑色 M3*0.5YAMAWA黑色 M5*0.8加长 APKT160404PDER ∅10*25*∅10*75 ∅8*∠90*150L ∅2.75*16*4*50L ∅12*∠90*150L ∅3.63*18*4*50L ∅4.7*18*4*50L
版本号:A-0 ;表单编号:
数据来源
备注
现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表 现场记录表
刀具寿命管理表
CCMT09T304-VP15TF
刀具寿命 刀具寿命 刀具寿命 刀具寿命
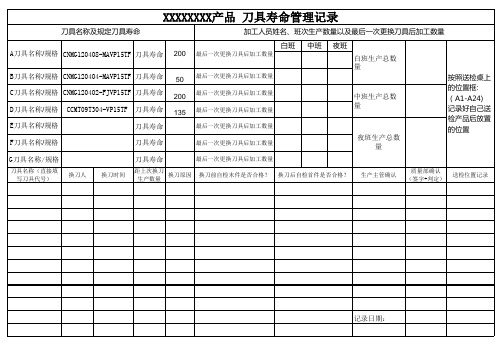
按照送检桌上 的位置框: (A1-A24) 记录好自己送 检产品后放置 的位置
夜班生产总数量
距上次换刀 换刀原因 生产数量
送检位置记录
· ·
记录日期:
XXXXXXXX产品 刀具寿命管理记录
刀具名称及规定刀具寿命 A刀具名称/规格 CNMG120408-MAVP15TF 刀具寿命 B刀具名称/规格 CNMG120404-MAVP15TF 刀具寿命 C刀具名称/规格 CNMG120402-FJVP15TF 刀具寿命 D刀具名称/规格 E刀具名称/规格 F刀具名称/规格 G刀具名称/规格
刀具名称(直接填 写刀具代号) 换刀人 换刀时间
加工人员姓名、班次生产数量以及最后一次更换刀具后加工数量 白班 200
最后一次更换刀具后加工数量
中班
夜班 白班生产总数量
200 135
最后一次更换刀具后加工数量 最后一次更换刀具后加工数量
中班生产总数量
最后一次更换刀具后加工数量 最后一次更换刀具后加工数量 最后一次更换刀具后加工数量 最后一次更换刀具后加工数量 换刀前自检末件是否合格? 换刀后自检首件是否合格? 生产主管确认 质量部确认 (签字+判定)
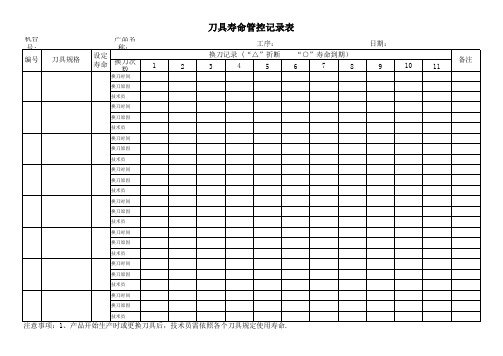
刀具寿命管控记录表
技术员
注意事项:1、产品开始生产时或更换刀具后,技术员需依照各个刀具规定使用寿命.
日期:
9
10
备注 11
2、每次换刀或装刀,都必须对加工的产品进行首件确认。确定合格后允许其继续生产。
刀具寿命管控记录表
机台 号:
产品名 称:
工序:
编号
刀具规格
设定 寿命 ቤተ መጻሕፍቲ ባይዱ刀次
数
1
2
换刀记录 (“△”折断
3
4
5
“○”寿命到期)
6
7
8
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
技术员
换刀时间
换刀原因
刀具寿命管理设制
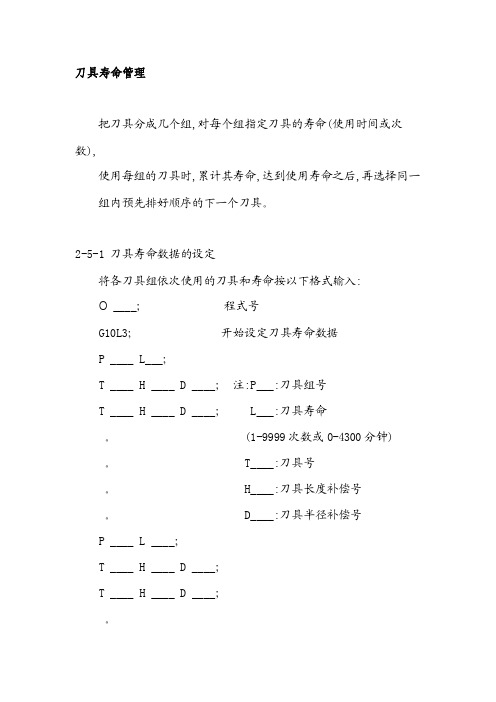
刀具寿命管理把刀具分成几个组,对每个组指定刀具的寿命(使用时间或次数),使用每组的刀具时,累计其寿命,达到使用寿命之后,再选择同一组内预先排好顺序的下一个刀具。
2-5-1 刀具寿命数据的设定将各刀具组依次使用的刀具和寿命按以下格式输入:O ____;程式号G10L3;开始设定刀具寿命数据P ____ L___;T ____ H ____ D ____;注:P___:刀具组号T ____ H ____ D ____; L___:刀具寿命。
(1-9999次数或0-4300分钟)。
T____:刀具号。
H____:刀具长度补偿号。
D____:刀具半径补偿号P ____ L ____;T ____ H ____ D ____;T ____ H ____ D ____;。
G11;刀具寿命数据设定结束M30;(或M02) 程式结束可以存储的最大组数和每组的刀具数为以下4种任意一种,由参数(№6800#0,#1)设定。
在AUTO模式下,执行上述程式,即可把程式的内容存入刀具寿命数据领域中,同时以前存储的所有组刀具寿命数据被取消,寿命计数器清零。
2-5-2 刀具寿命管理程式的编写加工程式按以下形式编写:(1)方式AO ____;T101; 从第一刀具组(GROUP 1)中选取未到达寿命的刀具;||M06; 第一刀具组(GROUP 1)之当前刀具计数|||T102; 从第二刀具组(GROUP 2)中选取未到达寿命的刀具;|||M06; 第二刀具组(GROUP 2)之当前刀具计数寿命的刀具;|||M02/M30;注: 刀具寿命管理忽略号设为100。
即T01,T02指令为刀具寿命管理无效;T101,T102 指令为刀具寿命管理有效。
(2)方式DO____;T101 M06; 从第一刀具组(GROUP 1)中选取未到达寿命的刀||第一刀具组(GROUP 1)之当前刀具计数;|T102 M06; 从第二刀具组(GROUP 2)中选取未到达寿命的刀具;|| 第二刀具组(GROUP 2)之当前刀具计数;|M02/M30;注: 刀具寿命管理忽略号设为100。
刀具寿命

刀具规格
精加工寿命(min)
粗加工寿命(min)
合计(min)
Ф63、Ф52、Ф40飞刀刀粒
480
360
480/360
Ф32、Ф26、Ф21飞刀刀粒
240
120
360
Ф16飞刀刀粒
180
120
300
Ф16、Ф12、Ф10、Ф8山高刀粒
120
不作粗加工
120
Ф16R8、Ф12R6、Ф10R5、Ф8R4山高刀粒
40
190
Ф4R2、Ф3R1.5、Ф2R1高速球刀
90
20
110
Ф16、Ф12、Ф10、Ф8合金铣刀
60
30
90
Ф6、Ф5合金铣刀
30
30
60
Ф4、Ф3合金铣刀
30
30
60
Ф12R6、Ф10R5、Ф8R4、Ф6R3合金球刀
90
不作粗加工
90
Ф5R2.5、Ф4R2、Ф3R1.5合金铣刀
60
不作粗加工
60
180
60Leabharlann 240Ф30R15球刀粒180
不作粗加工
180
Ф20R10、Ф16R8
120
不作粗加工
60
Ф12、Ф10、Ф8高速铣刀
90
40
130
Ф6、Ф5、Ф4、高速铣刀
60
30
90
Ф3、Ф2高速铣刀
60
30
90
Ф1.5、Ф1高速铣刀
60
30
90
Ф12R6、Ф10R5、Ф8R4、Ф6R3高速球刀
150
Ф3、Ф2、沟槽刀
60
刀具寿命管理

鼎邦机刀具寿命管理功能使用方法----------深圳市合美特精密五金有限公司注意:此说明只能应用在鼎邦机器上;使用其它机器用此方法管控刀具寿命,将会造成严重后果。
前言因为刀具寿命管理功能为新代系统的附加功能,需要使用此功能需要向新代系统厂家购买,设备厂商为控制成本,一般都不会启用此功能。
下文中的内容,是非常规使用此功能的方法,过程稍有繁琐,功能也很单一,结合我们公司的实际情况,基本能够满足使用要求。
正文一、首先找到每把刀具当前寿命所对应的系统变量号,下表是T0101----T0115刀具的对照表二、加工程式中在刀具加工完成后,通过对当前刀具的当前寿命所对应的系统变量进行自加一运算,记录所对应刀具的调用次数来实现刀具寿命管理功能。
具体使用方法见以下例程。
例程G54N1M8T0101M3S2500G98G0X-20.50G0Z-2.34G0X-20.50G0Z-1.1G3X-10.5Z0.15R0.3F555G1X-9.0F555G0Z30@12113:=@12113+1 // T1加工完成,对当前寿命对应的系统变量自加一M1N2M8T0102M3S1400G98G0X0.G0Z0.5G83Z-6.0Q1200R0.2F555G0Z30.0@12123:=@12123+1 // T2加工完成,对当前寿命对应的系统变量自加一M1N3T0103M3S2500G0X10.5G99Z0.5G1Z-2.5F555G0U-0.3G0Z30.@12123:=@12133+1 // T2加工完成,对当前寿命对应的系统变量自加一M30。
刀具寿命管理表含公式
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
0
2019年11月30日
刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波 刘昌波
26铣刀-J38 12X80倒角刀-J38 6.7X12X80扩孔刀-J38 4.025X10X60饺刀-J38 80精面铣刀-J38 6.91X15X60饺刀-J38
16X100 -J50 5.46X14X70-J50
M6丝锥-J50 6.7X14X70钻头-J50 5.93X13X70饺刀-J50
353 354 355 356 357 358 359 360 361 362 363 364 365 366 367 368 369 370 371 372 373 374 375 376 377 378 379 380 381 382 383 384 385 386 387 388 389 390 391 392 393 394 395 396 397 398 399 400 401 402 403
刀具寿命管理规定(含表格)
刀具寿命管理规定(IATF16949-2016/ISO9001-2015)1.0目的为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。
2.0适用范围。
2.1适用于重庆远博机械有限公司机加车间使用,以及刀具管理及库房统计使用。
3.0职责3.1机加车间负责初拟刀具寿命。
3.2技术部和生产部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。
3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。
3.4采购部、质检部、仓库分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。
4.0术语及其定义。
4.1刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。
4.2正常损坏:指刀具在设定加工数量外损坏的状态定义。
4.3异常损坏:指刀具在设定加工数量内损坏的状态定义。
4.4刀具寿命设定:铣刀,车刀,加工数量10000件,丝锥加工数量为8000.4.5刀具状态铣刀,车刀丝锥状态失效性分析加工数量0-8000 6000 安全不会失效,损坏加工数量8000-9000 6000-7000 警戒存在失效,损坏的风险加工数量9000-10000 7000-8000 危险随时产生失效风险5.0寿命统计及其方法5.1所有刀具自领用出库起记录加工数量,数量来源于的《刀具寿命管控记录表》。
至刀具损坏止所有的加工产品数为该刀具使用寿命。
5.2新刀使用统计为:领用加工至损坏止所有的加工数量。
5.3刀具寿命进入警戒状态现场需要加大刀具检测频次。
5.4刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。
5.5刀具更换后,班长或者调机员应在《刀具寿命管控记录表》上注明更换原因及更换时间,该表每月交到车间统计员归档。