不锈钢选用
不锈钢焊条选用表
不锈钢焊条选用表焊条牌号国际标准主要用途A002 E308L-16 焊接00Cr19Ni11不锈钢或0Cr19Ni10不锈钢结构,如合成纤维,化肥,石油等设备.A002A E308L-17 同上A002Mo2 E308MoL-16 用于焊接00Cr19Ni12Mo2不锈钢结构,也可用于00Cr18Ni9Ti与碳钢的焊接,主要用于合成纤维,化工,石油等设备制造.A002Nb 适用焊接相同类型的不锈钢结构,也可用于18-8Nb或18-8Ti等与碳钢的焊接,主要用于合成纤维,化工,石油等设备的焊接.A022 E316L-16 焊接尿素及合成纤维设备.A032 E317MoCuL-16 焊接合成纤维等设备在稀,中浓度硫酸介质中工作的同类型超低碳不锈钢结构.A042 E309MoL-16 焊接尿素合成塔中衬里板(AISI 316L)及堆焊和焊接同类型超低碳不锈钢结构.A042Mn E310MoL 用于尿塔系设备如Cr25Ni22Mo2型不锈钢焊接.A052 焊接耐硫酸,醋酸,磷酸腐蚀的反应器,分离器等.A062 E309L 焊接合成纤维,石油化工设备用同类型的不锈钢结构,复合钢和异种钢结构A072 用于00Cr25Ni20Nb钢的焊接,如核燃料设备等.A082 用于焊接00Cr17Ni5SiNb,00Cr14Ni14Si4等耐浓硝酸腐蚀钢.A102 E308-16 焊接工作温度低于300°C耐腐蚀的0Cr19Ni9,0Cr19Ni11Ti 不锈钢结构.A107 E308-15 同上A132 E347-16 焊接重要的含钛稳定0Cr19Ni11Ti型不锈钢结构.A137 E347-15 同上A146 用于焊接重要的0Cr20Ni10Mn6不锈钢.A202 E316-16 焊接在有机和无机酸(非氧化性酸)介质中工作的0Cr18Ni12Mo2不锈钢结构及异种钢.A207 E316-15 同上A212 E318-16 焊接重要的0Cr18Ni12Mo2不锈钢设备,如尿素,合成纤维等设备.A222 E317MoCu-16 焊接相同类型含铜不锈钢结构,如0Cr18Ni13Mo2Cu2等A232 E318V-16 焊接一般耐热耐蚀0Cr18Ni12Mo2V及Cr19Ni12Mo2 不锈钢结构. A237 E318V-15 同上A242 E317-16 用于同类型的不锈钢结构及复合钢,异种钢的焊接.A302 E309-16 用于同类型的不锈钢结构,异种钢,高铬钢和高锰钢等焊接.A307 E309-15 同上A312 E309Mo-16 用于焊接耐硫酸介质(硫氨)腐蚀的同类型不锈钢容器,也可作不锈钢衬里,复合钢板,异种钢的焊接.A317 E309Mo-15 同上A402 E310-16 焊接高温条件下工作的同类型耐热不锈钢,也可焊接硬化性大的铬钢(如Cr5Mo,Cr9Mo,Cr13,Cr28等)以及异种钢的焊接.A407 E310-15 同上A412 E310Mo-16 焊接在高温条件下工作的耐热不锈钢,也可用来焊接不锈钢衬里,异种钢等,在焊接淬硬性高的碳钢,低合金钢时韧性极好.A432 E310H-16 用于焊接HK40耐热钢A502 E16-25Mo6N-16 焊接呈淬火状态下的低合金和中合金钢,异种钢及刚性较大的结构,以及相应的热强钢等,如30CrMnSi等A507 E16-25Mo6N-15 同上A607 E330MoMnWNb-15 用于在850~900°C下工作的共类型耐热不锈钢焊接,如Cr20Ni32B和Cr18Ni37等材料.304_A132304L _A022,E308L316 _A022316L _A022,E316L18-8 的范围太广,具体点我国现行标准简介5.1 GB/T1220-92不锈钢棒这是一个基础标准,不锈钢丝的化学成分全部执行该标准。
不锈钢焊材选用[1]
![不锈钢焊材选用[1]](https://img.taocdn.com/s3/m/c74bae10fad6195f312ba6cf.png)
锻造品(含板材)
201 202 205 216 301 302 303,303Se 304 304H 304L 304LN 304N 304HN 305 308 308L 309 309S 309SCb 309CbTa 310 310S 312 314 316 316H 316L 316LN 316N 316Ti 317 317L 321 321H 329 330 330HC 332 347 347H 348 348H Nitronic 33 Nitronic 40 Nitronic 50 Nitronic 60
焊
材
包药焊线
E308T-X E308T-X E316T-X E308T-X E308T-X E308T-X,E309T-X E308LT-X,E347T-X E308LT-X,E347T-X E308T-X,E309T-X E308T-X,E309T-X E308T-X,E309T-X E308LT-X,E347T-X E309T-X,E310T-X E309LT-X,E309CbLT-X E309CbLT-X E309CbLT-X E310T-X E310T-X E312T-X E310T-X E316T-X,E308MoT-X E316T-X,E308MoT-X E316LT-X,E308MoLT-X E316LT-X,E317LT-X E316LT-X E317LT-X E317LT-X E308LT-X,E347T-X E347T-X E312T-3
22.12.HT 25.22.2.LMn
(1)
(1)
(1)
(1) (1) (1) (1)
Sanicro 60 (ERNiCrMo-3)
22.8.3.L (1) 25.10.4.L (1) ----
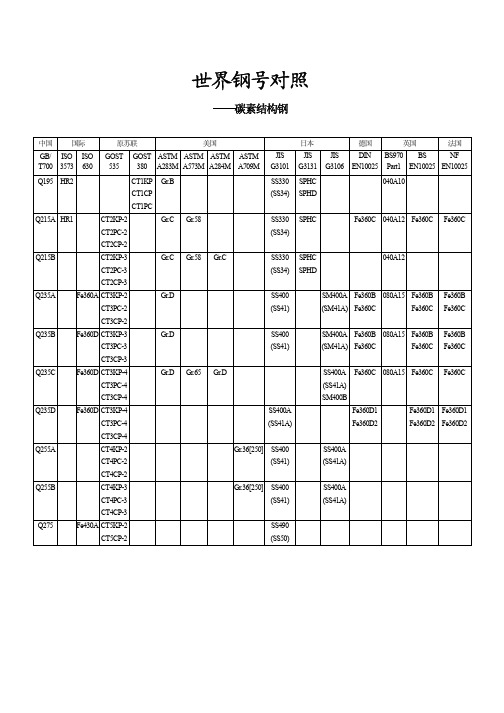
国内外不锈钢牌号对照表及选用
SUS440F
440F
SUS305 X5CrNi19 11(1.4303)
305
305S19 Z8CN18-12
00Cr18Ni10 SUS304L X2CrNi18 9(1.4306)
304L
304L12 Z2CN18-10 03X18H11(000X18H11)
0Cr18Ni9 SUS304 X5CrNi18 9(1.4301)
1039 1039 1039 080A40
080M40
S43C
1042 1042 1042 060A42 XC42
1043 1043 1043 080A42
45 S45C C45(1.0503) 1045 1045 1045 060A47 XC45 45 R683/IC45e
CK45(1.1191) 1046 1046 1046 080A47
080A52
55 S55C C55(1.0535) 1055 1055 1055 070M55 XC55 55 R683/IC55e
SS400A
Fe360D1
Fe360D1 Fe360D1
(SS41A)
Fe360D2
Fe360D2 Fe360D2
Gr.36[250] SS400 (SS41)
SS400A (SS41A)
Gr.36[250] SS400 (SS41)
SS400A (SS41A)
SS490 (SS50)
滚动轴承钢
项目
Z40C14
40X13(4X13)
1Cr17Ni2 SUS431 X22CrNi17(1.4057)
431
431S29
14X17H2(1X17H2)
9Cr18
不锈钢焊条选用
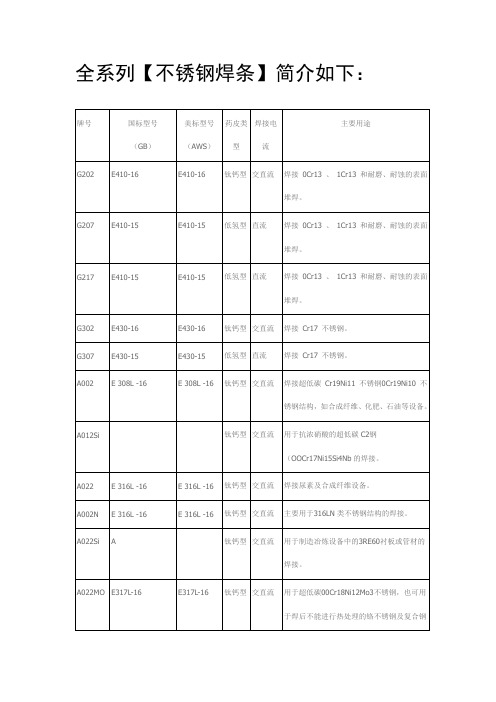
全系列【不锈钢焊条】简介如下:牌号国标型号(GB)美标型号(AWS)药皮类型焊接电流主要用途G202 E410-16 E410-16 钛钙型交直流焊接0Cr13 、1Cr13 和耐磨、耐蚀的表面堆焊。
G207 E410-15 E410-15 低氢型直流焊接0Cr13 、1Cr13 和耐磨、耐蚀的表面堆焊。
G217 E410-15 E410-15 低氢型直流焊接0Cr13 、1Cr13 和耐磨、耐蚀的表面堆焊。
G302 E430-16 E430-16 钛钙型交直流焊接Cr17 不锈钢。
G307 E430-15 E430-15 低氢型直流焊接Cr17 不锈钢。
A002 E 308L -16 E 308L -16 钛钙型交直流焊接超低碳Cr19Ni11 不锈钢0Cr19Ni10 不锈钢结构,如合成纤维、化肥、石油等设备。
A012Si 钛钙型交直流用于抗浓硝酸的超低碳C2钢(OOCr17Ni15Si4Nb的焊接。
A022 E 316L -16 E 316L -16 钛钙型交直流焊接尿素及合成纤维设备。
A002N E 316L -16 E 316L -16 钛钙型交直流主要用于316LN类不锈钢结构的焊接。
A022Si A 钛钙型交直流用于制造冶炼设备中的3RE60衬板或管材的焊接。
A022MO E317L-16 E317L-16 钛钙型交直流用于超低碳00Cr18Ni12Mo3不锈钢,也可用于焊后不能进行热处理的铬不锈钢及复合钢和异种钢的焊接。
A032 E317MoCuL-16 E317L-16 钛钙型交直流焊接合成纤维等设备,在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构。
A042 E309MoL-16 E309MOL-16 钛钙型交直流焊接尿素合成塔中衬里板及堆焊和焊接同类型超低碳不锈钢结构。
A052 A 1 钛钙型交直流焊接耐硫酸、醋酸、磷酸中的反应器、分离器等。
A052Cu A 钛钙型交直流用于焊接耐硫酸、醋酸、磷酸中的反应器、分离器等。
不锈钢选用指南

不锈钢选用指南
《不锈钢选用指南》
嘿,大家好呀!今天咱来聊聊不锈钢这玩意儿该咋选。
就说我上次买锅吧,那可真是让我纠结了好一阵儿。
我去逛商场,一到卖锅具的地方,那各式各样的不锈钢锅啊,一下子就把我眼睛都看花了。
我就寻思着,这得好好挑挑,不然买错了可就麻烦啦。
我先看了一个亮晶晶的不锈钢锅,售货员在那一个劲儿地说这锅多好多好。
我就想啊,光好看可不行,还得实用呀。
我就拿起锅来,仔细瞅了瞅,感觉这锅壁好像有点薄呢。
我就问售货员,这锅会不会容易变形啊?售货员说不会啦不会啦,质量很好的。
可我心里还是有点犯嘀咕。
然后我又看到一个稍微厚实点的锅,拿在手里沉甸甸的,感觉挺有质感。
我又研究了一下它的把手,嗯,挺牢固的。
接着我又看看锅底,得平平整整的才行呀,不然在炉灶上放不稳可不行。
这时候售货员又开始给我推荐其他款式了,哎呀,真让人头大。
我就这么挑来挑去,比来比去,一会儿觉得这个好,一会儿又觉得那个也不错。
最后我还是选了那个厚实的锅,感觉更靠谱些。
所以呀,选不锈钢的时候,真得好好琢磨琢磨。
别光看外表,得看看材质厚不厚呀,做工精不精细呀,细节真的很重要呢!就像我买锅,要是不仔细挑,可能就买个中看不中用的回来啦。
以后大家选不锈钢的时候,可一定要瞪大眼睛,精挑细选哦,可别马虎大意啦!哈哈!
怎么样,我这买锅的经历是不是挺有意思的,希望能给大家在选用不锈钢时提供点小帮助呀!。
常用不锈钢选用的焊条
常用不锈钢选用的焊条文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)“金桥焊材”分类一、碳钢焊条二、低合金结构钢焊条(含耐候钢及低合金耐蚀钢焊条)焊三、钼和铬钼耐热钢焊条四、低温钢焊条条五、不锈钢焊条六、堆焊焊条七、铸铁焊条八、管道焊接专用焊条气体保护焊焊丝实心焊丝焊埋弧焊丝气体保护焊药芯焊丝CO2丝药芯焊丝自保护药芯焊丝氩弧焊丝焊剂(烧结焊剂)碳钢焊条简明表钼和铬钼耐热钢焊条使用说明耐热钢在高温下具有化学稳定性和足够的强度,并有抗气体腐蚀的能力,根据化学成分和显微组织,耐热钢可分为珠光体钢、马氏体钢、铁素体钢和奥氏体纲。
这一部分主要介绍珠光体耐热钢和马氏体耐热钢在焊接时选择不同型号焊条的方法。
1、马氏体耐热钢的焊接马氏体耐热钢包括含铬5-9%的中铬钢和含铬12%的高铬钢,此类钢淬硬倾向大。
焊后易得到高硬度马氏体和贝氏体,使脆性增加,残余应力也较大,易产生冷裂纹,所以焊前必须进行预热和层间保温,焊后随即进行高温回火。
2、珠光体耐热钢的焊接珠光体耐热钢电焊条不含Ni,含Cr不多,还有其它合金元素,如Mo、V、Nb、W等。
由于钢中碳和合金元素的共同作用,在焊接时极易形成淬硬组织,可焊性差,所以要求焊前预热,焊后回火处理。
异种钢焊接时,一般选用与中间成分相应的焊接材料,如钢与Cr-Mo钢焊接时选用R317或R307焊条。
并同时采用适应焊接性差的那种钢的预热温度和焊后回火处理。
单用一种焊接材料或厚壁管焊接,应选用碱性耐热钢焊条,它比酸性耐热钢焊条抗裂性能好。
不同铬钼钢所需的最低预热温度A—B—预热100-200℃,如壁厚小于10毫米和含碳量低于%,预热降至40℃。
C—预热150-300℃,壁厚小于19毫米时,预热100℃即可。
D—预热200-350℃,壁厚小于19毫米时,预热150℃即可。
E—在铬钼钢一侧至少预热100-250℃。
不同铬钼钢焊接接头的热处理规范A-B-当含碳量超过%,壁厚大于12毫米时,需进行热处理:620-680℃, 壁厚每25毫米,保温1小时. C-壁厚大于50毫米时或管径大于102毫米(管壁大于12毫米)时:650-700℃,保温1小时/每25毫米.D-壁厚大于50毫米时或管径大于102毫米(管壁大于12毫米)时:690-730℃,保温1小时/每25毫米.E-加热温度:700-750℃,保温1小时/每25毫米,预热温度须保持到进行热处理之前.F-壁厚大于12毫米时, 加热700-750℃,保温1小时/每25毫米.钼和铬钼耐热钢焊条简明表低温钢焊条使用说明低温钢指工作温度在-40℃~ -253℃下工作的焊接结构专用钢材。
不锈钢焊条的型号及选用
不锈钢焊条的型号及选用(1)不锈钢焊条的型号根据GB/T983 1995〈〈不锈钢焊条》的规定,不锈钢焊条型号根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分。
其型号编制方法是:首字母“E”表示焊条,“ E”后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示,放在数字的后面;短划“-”后面的两位数字表示药皮类型、焊接位置及焊接电流种类。
不锈钢焊条分类见表10-1所示。
表10-1不锈钢焊条分类焊条类型焊接电流焊接位置焊条类型焊接电流焊接位置E X X X ( X ) -15E X X X ( X) -25 直流反接全位置平焊、横焊EX X X (X ) -16EX X X (X ) -17EXXX (X) -26交流或直流反接全位置平焊、横焊不锈钢焊条型号举例:_ E E_41 0 NlMo-26 焊条为碱性或其他类型药皮,适用于平焊和横焊位置,1—米用交流或直流反极性焊接------- 熔敷金属中Ni和Mo的含量有特殊要求------------- 熔敷金属成分分类代号焊条(2)不锈钢焊条的牌号①牌号前加“ G” (或“铭”字)或“ A” (或“奥”字),分别表示铭不锈钢焊条或奥氏体铭镣不锈钢焊条。
②牌号第一位数字,表示熔敷金属主要化学成分组成等级,见表10-2所示。
③牌号第二位数字,表示同一熔敷金属主要化学成分组成等级中的不同牌号。
对同一组成等级焊条,可有10个牌号,按0、1、2、…、9顺序排列,以区别镣铭之外的其他成分。
④牌号第三位数字,表示药皮类型和焊接电源种类,见表10-3所示。
表10-2不锈钢焊条熔敷金属主要化学成分组成等级焊条牌号熔敷金属主要化学成分组成等级焊条牌号熔敷金属主要化学成分组成等级G2X XG3X X含Cr量约为13%含Cr量约为17%A4 X XA5 X X含Cr量约为26%,含Ni量约为21%含Cr量约为16%,含Ni量约为25%A0X X 含C 量V 0.04% (超低碳)A6 X X 含Cr 量约为16%,含Ni 量约为35% A1 X X 含Cr 量约为19%,含Ni 量约为10% A7 X X 铭镒氮不锈钢A2X X含Cr 量约为18%,含Ni 量约为12% A8 X X 含Cr 量约为18%,含Ni 量约为18% A3X X含Cr 量约为23%,含Ni 量约为13%A9 X X待发展表10-3焊条牌号中第三位数字的含意 焊条牌号药皮类型 焊接电源种类 焊条牌号药皮类型 焊接电源种类 □ XX 0 不属于已规定的类型不规定 □ XX 5 纤维素型 直流或交流 □ XX 1 氧化钛型 直流或交流 □ XX 6 低氢钾型 直流或交流 □ XX 2 钛钙型 直流或交流 □ XX 7 低氢钠型 直流 □ XX 3 钛铁矿型 直流或交流 □ XX 8 石墨型 直流或交流 □ XX 4氧化铁型直流或交流□ XX 9盐基型直流不锈钢焊条牌号举例:(3)不锈钢焊条的选择不锈钢焊条适用于铭含量大于 10.50%、镣含量小于50%的耐腐蚀钢或耐热钢的焊接,使用时应根据不锈钢的材质、工作条件(包括工作温度和接触介质)来选择。
不锈钢的选材使用5pdf版本
不锈钢的主要用途及钢种选用(5)4.2.9家用·业务用设备(1)厨房设备家庭用的厨房设备,如调理台、煤气灶、抽油烟机等,由于是在比较温和的环境下使用的,从耐蚀性来说,SUS430、SUS304基本适用于制作各种器具。
有特殊功能要求的,使用深冲特性好的SUS430LX系和SUS304JI系。
业务用厨房设备,如饮食店、西餐店、宾馆厨房、医院、学校等用的食品调理设备。
与家庭使用环境相同的主要使用SUS430。
有特殊要求的,如冷藏、冷冻库的外装材料需要具有耐锈、耐指纹、外观要求的,使用SUS430精磨后涂覆透明漆的材料。
另外,根据用途和设备要求特性也使用耐高温性能好的SUS317 J2,以及耐应力腐蚀裂纹性能好的SUS444(2)厨房用品如锅类、水壶、盆、暖水瓶等器皿,以及刀叉、剪子等。
所用材料是根据深冲加工性能、最终产品研磨性和成本来选择的。
器具深度浅的选用SUS410、430系。
器具深度较深的使用SUS305、304系。
现在使用的电磁器具不能使用非磁性的SUS304,较多使用复合不锈钢。
洋餐具要求高硬度,主要使用SUS410、420JI、420J2。
也有部分使用SUS440A,430、304的。
为改善加工性、耐蚀性等、也使用了在13Cr和17Cr中添加Mo、V,而且把C提高到0. 7%的材料。
(3)煤气·石油器具其中包括暖器、热水、炊事用燃烧器具。
暖器有反射型暖炉和热风暖风机。
暖炉的反射板使用有光泽的SUS430BA板。
燃烧筒温度高达800℃,使用了SUS430和13Cr-17Cr中添加了Al和Si的铁素体不锈钢。
抗震灭火装置使用SUS430。
热风机的给排气筒、燃烧区、阻隔板、燃烧室部件使用不锈钢。
根据耐热性、耐蚀性、加工性等不同需求,可选用SUS304、316、SUSXM15JI或在铁素体不锈钢和奥氏体不锈钢中添加了Al和Si的材料。
热水器的燃烧器主要使用加工性、耐热性好的SUS304,根据加工程度可选用SUS430LX、430、SUH409等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2017/10/20
華新麗華(股)公司鹽水廠
25
肥粒铁系不锈钢之车削性质
100
(%) Turning Index
80 60 40 20 0 304 303F 430 446 430F
材料添加Mn、S.….等合金元素,改善肥粒铁系不锈钢车削性质 使用钢种:430F
2017/10/20
華新麗華(股)公司鹽水廠
严重腐蚀环境:奥氏体不锈钢、双相不锈钢
中度腐蚀环境:铁素体不锈钢 轻度腐蚀环境:马氏体不锈钢、析出硬化型不锈钢 抗敏化现象(造成材料局部腐蚀及晶界裂化) 选择低碳系列钢种如304L;稳态系列钢种如321、347(极低碳控制能力、稳定固溶 化处理制程及材料温度稳定性;本厂制程能力:C:0.02% ) 快削鋼選用(改善刀具粘屑及材料切屑不易断裂的问题)
304F、303F、303Cu、316F、430F、416 (控制均匀适当的MnS分佈)
2017/10/20
華新麗華(股)公司鹽水廠
3
不
锈
钢
材
料
特
性
• 不锈钢材料基本简介
沃斯田铁系(奧氏體不銹鋼)
肥粒铁系(铁素體不銹鋼) 麻田散铁系(馬氏體不銹鋼)
析出硬化型
双相钢 • 高、低温性质
• 475C脆性、 相脆性
麻田散铁系不锈钢为立方体心结构(bcc),有韧脆转换温度,不适合低温使用。
2017/10/20
華新麗華(股)公司鹽水廠
30
麻田散铁系不锈钢之回火脆性
(p40)
麻田散铁系不锈钢为在 400 ° C ~ 550 ° C 回火处理,碳化物于晶界 析出造成回火脆性。
2017/10/20
華新麗華(股)公司鹽水廠
(鹽霧測試結果)
2017/10/20
華新麗華(股)公司鹽水廠
33
麻田散铁系不锈钢之车削性质
100
(%) Turning Index
80 60 40 20 0 304 410 420 416 420F
材料添加Mn、S.….等合金元素,改善麻田散铁系不锈钢车削性质 使用钢种:416、420F
2017/10/20
2017/10/20
華新麗華(股)公司鹽水廠
10
沃斯田铁系不锈钢之冲击性质
(p35)
沃斯田铁系不锈钢为面心立方结构(fcc),无韧脆转换温度,适合低温使用
肥粒铁系不锈钢为立方体心结构(bcc),有韧脆转换温度,不适合低温使用
低温使用钢种:304N、310、316.….等
2017/10/20
華新麗華(股)公司鹽水廠
三种微观组织形态
(1)沃斯田析出硬化不锈钢;(2)半沃斯田析出硬化不锈钢;(3)麻田散铁析出硬化不锈钢
析出硬化型不锈钢即为铬镍系不锈钢添加铜(Cu)、铝(Al)、钼(Mo)、钴(Co)、钛(Ti)、铌(Nb)
等合金元素,经过适当热处理(以固溶化热处理为主)后供应下游加工业。
華新麗華(股)公司鹽水廠
34
析出硬化型不锈钢特性
析出硬化型不銹鋼種類及析出物 Alloy Precipitation-hardening phase Martensitic types PH13-8Mo Coherent NiAl + fine partical 15-5PH Face-centered cubic Curich phase 17-4PH Face-centered cubic Curich phase Custom 450 Lavestype phase containing Fe, Mo, Nb Custom455 Hexagonal closepacked ordered coherent Ni3Ti Semiaustenitic types 17-7PH Ordered bobycentered cubic PH15-7Mo NiAl + Ni3Al AM-350 Cr2N AM-350 Cr2N Austenitic types A-286 Ni3(Al, Ti) JBK-75 Ni3(Al, Ti)
華新麗華(股)公司鹽水廠
16
沃斯田铁系不锈钢之车削性质
304 303F
(p32)
材料添加Mn、S、Se.….等合金元素,改善沃斯田铁系不锈钢车削性质 快削钢种:304F、303F、303Cu.….等
2017/10/20
華新麗華(股)公司鹽水廠
17
肥粒铁系不锈钢特性
肥粒铁系不锈钢分类 材料微观组织 相、 + 相
C 0.35%、23%~30%Cr:446;材料由低温至高温无相变化,但应避免晶粒粗大 的现象。
2017/10/20
華新麗華(股)公司鹽水廠
20
肥粒铁不锈钢之加工硬化
(p19)
无法藉由加工硬化达到材料强化的目的 。
2017/10/20
華新麗華(股)公司鹽水廠
21
肥粒铁系不锈钢之冲击性质
选取钢种: 304N、316N、304H、302.….
2017/10/20
華新麗華(股)公司鹽水廠
8
沃斯田铁系不锈钢强化机构
(p19、p28)
18/9
304-as-annealed
2017/10/20
304-as-rolled
華新麗華(股)公司鹽水廠
9
沃斯田铁系不锈钢强化机构
(p29)
沃斯田铁系不锈钢常温微观组织为准沃斯田体相及麻田散体相共存,因此常 温加工沃斯田体不锈钢易生成麻田散体相 -麻田散体相,可以用400 C ~ 800 C热处理消除 -麻田散体相,可以用150 C ~ 400 C热处理消除 高强度选取钢种(弹簧线、五金硬线、车幅线 ):304H、302、310…..等
2017/10/20
華新麗華(股)公司鹽水廠
19
材料微观组织: 相、 + 相
(p33~34)
符合%Cr-17(%C) 12.5%时,材料由高温至低温之微观组织为 相或 + 相 。
C 0.12%、14%~18%Cr:430;变形加工温度900C,易生成 相(冷却至室温时会 形成麻田散体相) 。
11
不锈钢之腐蚀现象
(p69)
均匀腐蚀 伽凡尼腐蚀 间隙腐蚀 孔蚀 晶界腐蚀 应力腐蚀 腐蚀疲劳 冲蚀腐蚀 氢脆
2017/10/20
華新麗華(股)公司鹽水廠
12
沃斯田铁系不锈钢之敏化现象 (晶界腐蚀)
(p30~31)
304-as-annealed
304-650CX3hr
碳元素在沃斯田铁相固溶 450 C ~ 850 C 析出碳化物 可利用TTP图、TTS图判断,材料适当热处理及使用温度区间 避免敏化钢种:304L、316L、317L、321、347.….等
•不锈钢在化学环境腐蚀特性 •不锈钢之抗腐蚀性与加工性
•成本因素
2017/10/20
華新麗華(股)公司鹽水廠
4
沃斯田铁系不锈钢特性
沃斯田铁系不锈钢包含 2XX、3XX 材料微观组织 相、 + 相 ( + 相 )
材料强化:固溶强化、加工强化
退火状态之材料不具磁性,冷加工后材料磁性随加工量的增加而增加 冲击性质佳,无韧脆转换温度(DBTT) 具有良好的耐蚀性,但需避免敏化现象、SCC现象、孔蚀现象 沃斯田铁系不锈钢车削性质
26
麻田散铁系不锈钢特性
麻田散铁系不锈钢分类 材料微观组织
冲击性质
回火脆性 耐蚀性质 车削钢种
2017/10/20
華新麗華(股)公司鹽水廠
27Leabharlann 麻田散铁不锈钢(4XX)分类
(p21)
410-as-annealed
410-WQ
可藉由热处理提升材料强度 回火脆性 常温韧性不佳,有韧脆转换温度,不适合低温使用 耐蚀性较差
材料强化机构
冲击性质 敏化现象、SCC现象 高温热疲劳性 车削钢种
2017/10/20
華新麗華(股)公司鹽水廠
18
肥粒铁系不锈钢(4XX)分类
430
(p20)
具有良好的耐蚀性(抗Cl应力腐蚀、孔蚀、间隙腐蚀) 无法藉由加工硬化强化材料 常温韧性不佳,有韧脆转换温度,不适合低温使用 过热及焊接会造成晶粒粗大,且焊接时需作预热及焊后热处理
華新麗華(股)公司鹽水廠
7
沃斯田铁系不锈钢强化机构
(p25~26)
•固溶强化:利用C、N、B.….等合金元素强化材料强度 •加工硬化:材料变形,形成沃斯田体相自体加工硬化及变形诱发麻田散体相变态
-麻田散体相(一般以测定此相判断磁性大小) -麻田散体相 加工量 材料强度 材料磁性
31
麻田散铁系不锈钢之耐蚀性质
(p16)
严重腐蚀环境:沃斯田铁系不锈钢、双相不锈钢
中度腐蚀环境:肥粒铁系不锈钢 轻度腐蚀环境:麻田散铁系不锈钢、析出硬化型不锈钢
2017/10/20
華新麗華(股)公司鹽水廠
32
麻田散铁系不锈钢之耐蚀性质
(p39)
本廠以添加钼(Mo)合金元素达到改善麻田散铁系不锈钢之耐蚀性质
2017/10/20
華新麗華(股)公司鹽水廠
28
材料微观组织
(p39)
材料由高温时之微观组织为 相或 + 相 。 退火材为 相+ Carbide 。
淬火微观组织为麻田散体相 (残留沃斯田体相)
2017/10/20
華新麗華(股)公司鹽水廠
29
麻田散铁系不锈钢之冲击性质
(p35)
(p27)
T = 1100 C
1 2 3 4 301 302 304 310 5 6 7 8 316 9 321 10 347 20Cr-25Ni-Nb M316 FV 548